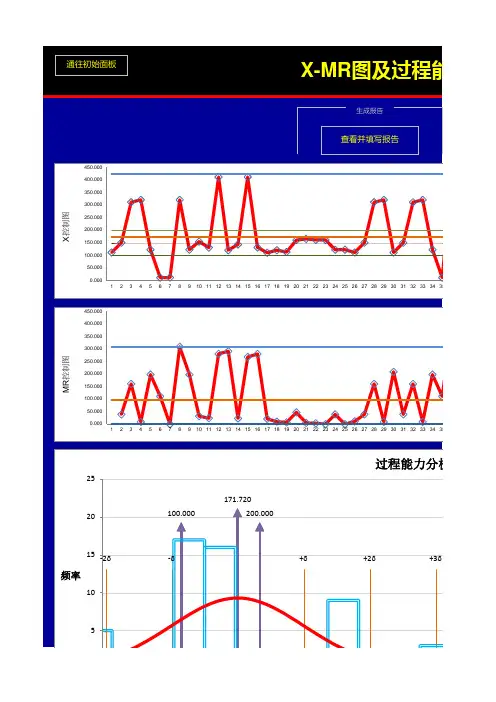
SPC八大控制图自动生成器v1.02版
- 格式:xls
- 大小:3.76 MB
- 文档页数:2
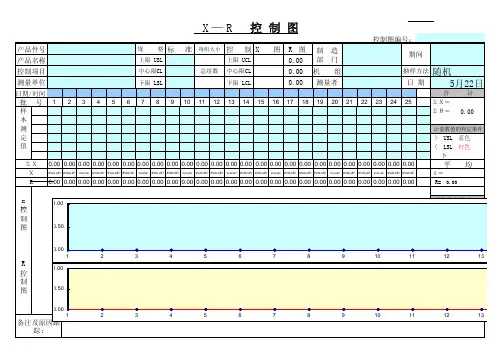
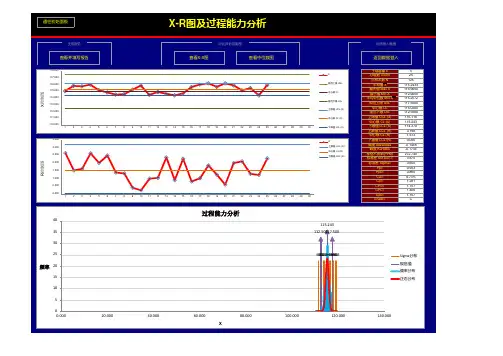
过 程 能 力 分 析 (Capabilities)部门:机组:操 作 者:日 期:2011-5-22产 品:总数 (Count)平均值 (Average)最小值 (Minimum)最大值 (Maximum)中位数 (Median)子組数大小(n)規格上限 USL規格下限 LSL控制上限UCL (X)控制下限LCL (X)标准差 (Std.Dev.)标准差 (Sigma Hat)0.00偏离(Skewness)峰度(Kurtosis)预估不良率〈PPM〉(Out of Spec.) #VALUE!CaCPUCPLCpCpk2011-5-22 全套SPC控制图制作 EXCEL版.xls PROCESS CAPABILITYCAPABILITY STUDYPROCESS Array DISTRIBUTIONDISTRIBUTION CURVE过 程 能 力 分 析 (Capabilities)部 门:机 组:操 作 者:日 期:2011-5-22件号:平均值 (Average)最小值 (Minimum)最大值 (Maximum)中位数 (Median)群組数大小(n)規格上限 USL規格下限 LSL控制上限UCL (X)控制下限LCL (X)标准差 (Std.Dev.)标准差 (Sigma Hat)0.00偏度 (Skewness)峰度(Kurtosis)预估不良率〈PPM〉(Out of Spec.) #VALUE!CaCPUCPLCpCpk单值和移动全距(X-MR)控制图控制图的常数和公式表 X-R图 X-s图均值X图 全距R图 均值X图 标准差S图 子组容量计算控制限用的系数标准差估计值的除数计算控制限用的系数计算控制限用的系数标准差估计值的除数计算控制限用的系数nA2d2D3D4A3c4B3B4UC 21.8801.880 1.1281.128 - 3.2673.2672.6592.659 0.79790.7979 -3.2763.276 31.0231.023 1.6931.693 -2.5712.571 1.9541.954 0.88620.8862 - 2.5682.568 40.7290.729 2.0592.059 - 2.2822.282 1.6281.628 0.92130.9213 - 2.2662.266 50.5770.577 2.3262.326 - 2.1142.114 1.4271.427 0.94000.9400 - 2.0892.089 60.4830.483 2.5432.543 - 2.0042.004 1.2871.287 0.95150.9515 0.0300.030 1.9701.970 70.4190.419 2.7042.704 0.0760.076 1.9241.924 1.1821.182 0.95940.9594 0.1180.118 1.8821.882 80.3730.373 2.8472.847 0.1360.136 1.8641.864 1.0991.099 0.96500.9650 0.1850.185 1.8151.815 90.3370.337 2.9702.970 0.1840.184 1.8161.816 1.0321.032 0.96930.9693 0.2390.239 1.7611.761 100.3080.308 3.0783.078 0.2230.223 1.7771.777 0.9750.975 0.97270.9727 0.2840.284 1.7161.716 110.2850.285 3.1733.173 0.2560.256 1.7441.744 0.9270.927 0.97540.9754 0.3210.321 1.6791.679 120.2660.266 3.2583.258 0.2830.283 1.7171.717 0.8860.886 0.97760.9776 0.3540.354 1.6401.640 130.2490.249 3.3363.336 0.3070.307 1.6931.693 0.8500.850 0.97940.9794 0.3820.382 1.6181.618 140.2350.235 3.4073.407 0.3280.328 1.6721.672 0.8170.817 0.98100.9810 0.4060.406 1.5941.594 150.2230.223 3.4723.472 0.3470.347 1.6531.653 0.7890.789 0.98230.9823 0.4280.428 1.5721.572 160.2120.212 3.5323.532 0.3630.363 1.6371.637 0.7630.763 0.98350.9835 0.4480.448 1.5521.552 170.2030.203 3.5883.588 0.3780.378 1.6221.622 0.7390.739 0.98450.9845 0.4460.446 1.5341.534 180.1940.194 3.6403.640 0.3910.391 1.6081.608 0.7180.718 0.98540.9854 0.4820.482 1.5181.518 190.1870.187 3.6893.689 0.4030.403 1.5971.597 0.6980.698 0.98620.9862 0.4970.497 1.5031.503 200.1800.180 3.7353.735 0.4150.415 1.5851.585 0.6800.680 0.98690.9869 0.5100.510 1.4901.490 210.1730.173 3.7783.778 0.4250.425 1.5751.575 0.6630.663 0.98760.9876 0.5230.523 1.4771.477 220.1670.167 3.8193.819 0.4340.434 1.5661.566 0.6470.647 0.98820.9882 0.5340.534 1.4661.466 230.1620.162 3.8583.858 0.4430.443 1.5571.557 0.6330.633 0.98870.9887 0.5450.545 1.4551.455 240.1570.157 3.8953.895 0.4510.451 1.5481.548 0.6190.619 0.98920.9892 0.5550.555 1.4451.445 250.1530.153 3.9313.9310.4590.459 1.5411.541 0.6060.606 0.98960.9896 0.5650.565 1.4351.435 UCL X ,LCL X =X±A 2R UCL X ,LCL X =X±A 2R UCL R = D 4RUCL S = B 4s LCL R = D 3RLCL S = B 3s δ=R/D 2δ= s/c 4中位数图单值图中位数X图全距R图 单值X图 全距R图 子组容量计算控制限用的系数标准差估计值的除数计算控制限用的系数计算控制限用的系数标准差估计值的除数计算控制限用的系数nA 2d 2D 3D 4E 2d 2D 3D 421.880 1.128 - 3.2672.660 1.128 -3.267 31.187 1.693 -2.574 1.772 1.693 - 2.574 40.796 2.059 - 2.282 1.457 2.059 - 2.282 50.691 2.326 - 2.114 1.290 2.326 - 2.11460.548 2.534 - 2.004 1.184 2.534 - 2.004 70.508 2.704 0.076 1.924 1.109 2.704 0.076 1.924 80.433 2.847 0.136 1.864 1.054 2.847 0.136 1.864 90.412 2.970 0.184 1.816 1.010 2.970 0.184 1.816 100.362 3.078 0.223 1.777 0.975 3.078 0.223 1.777 UCL X,LCL X =X±A2R UCL X,LCL X =X±E2RUCL R = D4R UCL MR = D4RLCL R = D3R LCL MR = D3Rδ=R/d2δ= R/d2UCL P ,LCL P ==UCL np ,LCL np =UCL C ,LCL C =UCL U ,LCL U =Cpk=( 1 - k ) x Cp 或 MIN {CPU,CPL}Ppk=( 1 - k ) x Pp 或 MIN {PPU,PPL}单边规格(设计规格)因没有规格上限或下限,没有规格下限 Cp = CPU = Cpk,没有规格上限()P P n P n −±=13nUU 3±=C C 3±=格上限 Cp = CPL = Cpk标准正态分布Pz=过程输出超过特殊规定值(如工程规范限)的比例,這個特殊规定值与过程均值相(针对处于统计控制状态并呈现正态分布的过程)。



不可不知的JMP10十大新功能SAS公司的可视化统计发现软件JMP即将正式发布最新的JMP10版本,这不仅让全球的JMP粉丝欢呼,也让越来越多的中国数据分析爱好者充满期待。
从JMP官网上的信息来看,这次版本升级改善和新增了十多项功能领域,涉及上百个小项,力度山大从2006年推出JMP6开始,JMP在6年中已经推出了4个新的版本,SAS公司的研发实力可见一斑。
笔者有幸成为JMP10的测试版用户,结合自身的使用体验以及和JMP研发人员的交流,从众多新功能和新改进中选出最有价值的JMP10十大新功能,与同道中人分享。
1 iPad版的JMP (JMP iPad)JMP本来就有支持Windows、Macintosh等不同操作系统的版本。
现在,许多人正在从传统笔记本电脑向平板电脑迁移,,JMP10也与时俱进地推出了可以在iPad上运行的JMP版本,赋予了数据可视化以“移动性”。
试想,拿着IPAD在Retina屏幕上给老板或客户可视化地展示数据中的发现,是不是很炫?这下,JMP进一步拉近了专业统计分析与非统计专业人士的距离,连果米们也可以方便地享受到Mobile BI (移动商务智能)的乐趣了。
2 图形生成器(Graph Builder)“图形生成器”是JMP中最具创新概念的交互式可视化探索性数据分析工具,也是众多JMP老用户的最爱。
JMP10的“图形生成器”功能有了极大的增强。
比如,作图区上方新增的图形图标栏,可以让用户一目了然地知道目前已选择的数据可以做哪些图形,必要时可以快速在不同图形之间进行切换。
左侧新增的统计量控制面板,可以让用户方便地根据自己所关心的统计量显示图形结果。
如果有了某种发现而想进一步进行更深入的分析,可以通过菜单命令“启动分析”直接从“图形生成器”进入“拟合模型”分析平台。
3 控制图生成器(Control Chart Builder)控制图是质量管理与工程技术中的一个必备工具,JMP10对质量及流程数据分析非常重视,专门开辟了一个“质量和过程”菜单组,整合了许多相关的统计分析工具。
SPC自动数据采集方案提高品质检测效率
摘要:传统的检测方法中,测量数据的读取、记录和处理都需要人工来进行,准确性差、效率低、工作量大,从质量参数的测量到工序分析结果的获取需要很长的时间,远远不能满足当前制造业品质管理的要求.本文将介绍如何通过SPC系统来实现数据的自动采集、自动保存及自动处理,从而提高品质数据检测的效率.
SPC是保证产品质量、预防出现废品的一种有效技术,能够对生产过程进行实时监控,帮助我们及早发现生产中的异常现象,使质量控制人员能够采取改善措施,消除问题或降低问题带来的损失以防止废品的发生.其中,SPC的两个主要核心工作是:一是检测数据的采集;另外一个就是对采集上来的数据通过各种统计分析图表进行分析监控;而数据采集是基础,由于SPC应用过程中需要进行大量、繁琐的数据处理,所以SPC技术能够在实际生产中顺利、有效地实施的关键是SPC的自动化、智能化,具体的讲就是要实现数据的自动数据采集和记录及数据的智能化处理,而广州太友科技作为国内领先的SPC软件解决方案服务商,针对品质数据采集这块专门研发了一套软硬件相结合的数据采集仪.其功能亮点如下:
●质量数据的采集:数据是SPC的基础,SPC各种工具所处理的对象都是数据,数据的准确性是SPC
能够正确实施的一个关键.该数据采集仪可用于直接连接具有RS232 或 RS485 等串口的检测仪器进行自动数据采集(如数显卡尺、百分表、高度计、测厚仪、电子称、拉力计等)无需操作人员手工记录数据,节约人力成本,同时能保证数据准确和及时性.
●方便数据分析:测量数据自动保存在系统的存储卡中,用户可以使用USB导出数据文件,以进行
相关的分析,用户也可通过网络直接获取测量的数据;
报警及防错:软件具备丰富功能,容易操作使用,对于超过规格标准的情况,系统将以颜色进行报警;。
生产控制十大软件随着科技的不断进步和信息化时代的到来,生产控制软件在现代工业生产中扮演着至关重要的角色。
这些软件能够提高生产效率、降低成本、增强安全性,并为企业提供更好的竞争优势。
在本文中,我们将介绍十款被认为是最好的生产控制软件。
1. SAP ERPSAP ERP是全球最受欢迎的生产控制软件之一。
它为企业提供了一套综合的解决方案,从产品设计、供应链管理到销售和客户服务,涵盖了企业生产控制的各个方面。
SAP ERP的主要优势在于其强大的功能、可定制性和模块化架构。
2. MES(Manufacturing Execution System)MES是一款专为生产管理而设计的软件。
它能够帮助企业实现生产计划的执行、监控现场生产过程、收集生产数据等。
MES软件的优点是能够实时追踪和监控生产过程,提高工厂的生产效率和质量。
3. SCADA(Supervisory Control And Data Acquisition)SCADA是一种用于监控和控制工业过程的软件。
它通过采集传感器数据、监测设备状态来实时监控工业过程,并根据设定的规则进行控制和调度。
SCADA软件的优势在于其强大的数据采集和处理能力,可以提高生产线的稳定性和可靠性。
4. DCS(Distributed Control System)DCS是一种用于工业过程控制的软件系统。
它用于监测和控制生产设备、生产线等工业过程,并通过数据采集和处理来实现自动化控制。
DCS软件的优势在于其分布式控制和高可靠性,可以提高生产过程的稳定性和效率。
5. PLC(Programmable Logic Controller)PLC是一种广泛用于工业自动化控制的软件。
它通过编程控制可编程逻辑控制器,实现对生产过程的控制和监控。
PLC软件的优势在于其灵活性和可编程性,可以根据不同的生产需求进行定制。
6. WMS(Warehouse Management System)WMS是一种用于仓库管理的软件系统。
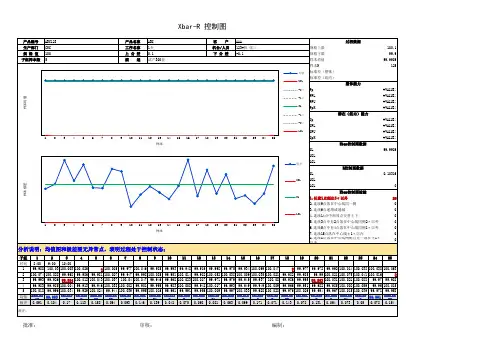
结合Excel和Minitab,实现SPC控制图自动判异具体操作如下:1.行数据变为列样式数据:打开一个已设置好的控制用控制图的EXCEL表格的输入数据的画面,插入一个新的工作表,在新的工作表第一列单元格中引用控制图中第一列打点数据,之后用鼠标拖移按相同方式引用输入数据画面的全部待输入数据单元格,对引用来的数据进行复制-选择性粘贴并且行列转置后将转置前的数据行全部删除,这样只要在输入画面输入数据,新工作表即可自动更新。
2.MINTAB与excel建立链接,并自动更新数据。
打开所要链接的excel工作表,选中数据所在列或范围,并复制,若列中含有文本,需将其删除,打开MINITAB程序,在“编辑”菜单栏选择“工作表链接”——“管理链接”,点击添加,进入添加新链接画面。
添加新链接画面中,“应用”为数据所在文档的类型,如excel;“主题”为所复制的数据的路径,具体到工作表;“项目”为数据在excel中的所在列或范围,C表示列,R表示行,如R1C6:R6C6表示第6列中第一行至第六行数据,若在excel中选取的是数据范围而非整列,这时“项目”中的范围应扩大,如在excel中选取的是A3:A12中的数据,MINITAB“项目”自动生成的范围为R3C1:R12C1,须改为R3C1:R1000C1,否则在excel中添加数据后无法在minitab中实现更新。
则MINITAB无法更新数据;“标识栏”为数据要保存在MINITAB中的哪一列,如4为数据保存在第四列。
应用、主题、项目均在excel中复制数据后自动生成。
然后点击添加,弹出管理链接画面后点击确定即可实现MINITAB与excel实现数据链接。
然后保存关闭。
若要打开已经建立链接的MINITAB,须先打开与其建立链接的EXCEL工作表,否则会弹出如下对话框。
此时,在excel中修改的数据即可在minitab中实现自动更新。
3.在MINITAB“工具”菜单栏选择“选项”——“制图”中选中“创建时,设置当前数据更新时图形自动更新”。