SPC应用工作之控制图
- 格式:pptx
- 大小:514.33 KB
- 文档页数:50
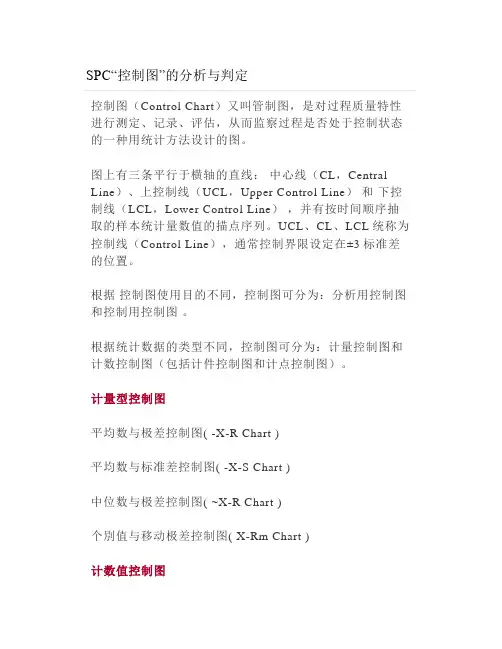
SPC“控制图”的分析与判定控制图(Control Chart)又叫管制图,是对过程质量特性进行测定、记录、评估,从而监察过程是否处于控制状态的一种用统计方法设计的图。
图上有三条平行于横轴的直线:中心线(CL,Central Line)、上控制线(UCL,Upper Control Line)和下控制线(LCL,Lower Control Line),并有按时间顺序抽取的样本统计量数值的描点序列。
UCL、CL、LCL统称为控制线(Control Line),通常控制界限设定在±3标准差的位置。
根据控制图使用目的不同,控制图可分为:分析用控制图和控制用控制图。
根据统计数据的类型不同,控制图可分为:计量控制图和计数控制图(包括计件控制图和计点控制图)。
计量型控制图平均数与极差控制图( -X-R Chart )平均数与标准差控制图( -X-S Chart )中位数与极差控制图( ~X-R Chart )个別值与移动极差控制图( X-Rm Chart )计数值控制图不良率控制图(P chart)不良数控制图(nP chart,又称 np chart 或 d chart)缺点数控制图(C chart)单位缺点数控制图(U chart)控制图种类及应用场合:控制图的分析与判定应用控制图的目的,就是要及时发现过程中出现的异常,判断异常的原则就是出现了“小概率事件”,为此,判断的准则有两类。
第一类:点子越出界限的概率为0.27% 。
准则1属于第一类。
第二类:点子虽在控制界限内,但是排列的形状有缺陷。
准则2-8属于第二类。
控制图八大判异准则(口诀)2/3A (连续3点中有2点在中心线同一侧的B区外<即A 区内>4/5C (连续5点中有4点在中心线同一侧的C区以外)6连串(连续6点递增或递减,即连成一串)8缺C (连续8点在中心线两侧,但没有一点在C区中)9单侧(连续9点落在中心线同一侧)14交替(连续14点相邻点上下交替)15全C (连续15点在C区中心线上下,即全部在C区内1界外(1点落在A区以外)▶2/3A (连续3点中有2点在中心线同一侧的B区外<即A区内>)判读:1 . 控制过严;2 . 材料品质有差异;3 . 检验设备或方法之大不相同;4 . 不同制程之资料绘于同一控制图上;5 . 不同品质材料混合使用。


常用质量管理工具之控制图控制图控制图是用来对过程状态进行监控,并可度量、诊断和改进过程状态。
控制图是反映和控制质量特性值分布状态随时间而发生的变动情况的图表。
它是判断工序是否处于稳定状态、保持生产过程始终处于正常状态的有效工具。
控制图与趋势图的比较采用趋势图可以掌握不断变化着的工序状态。
为了判别工序的质量波动是正常波动还是非正常波动,在趋势图的基础上,控制图发生如下变化:①纵坐标可能是质量特性值,也可能是其统计量;②增加上、中、下三条控制线作为判断工序有无异常的标准和尺度。
若点子落在控制界限内,认为工序的波动是正常的波动;若点子落在控制界限外或其排列有明显缺陷,则说明工序有异常因素的影响。
控制图的构造说明:1、以随时间推移而变动着的样品号为横坐标,以质量特性值或其统计量为纵坐标的平面坐标系;2、三条具有统计意义的控制线:中心线CL、上控制线UCL和下控制线LCL;3、一条质量特性值或其统计量的波动曲线。
控制图应用在实际生产过程中,坐标系及三条控制线是由质量管理人员事先经过工序能力调查及其数据的收集与计算绘制好的。
工序的操作人员按预先规定好的时间间隔抽取规定数量的样品,将样品的测定值或其统计量在控制图上打点并联接为质量波动曲线,并通过点子的位置及排列情况判断工序状态。
控制图的类型1、按用途划分(1)分析用控制图。
用间隔取样的方法获得数据。
依据收集的数据计算控制线、作出控制图,并将数据在控制图上打点,以分析工序是否处于稳定状态,若发现异常,寻找原因,采取措施,使工序处于稳定状态;若工序稳定,则进入正常工序控制。
(2)控制用控制图。
当判断工序处于稳定状态后,用于控制工序用的控制图。
操作工人按规定的取样方式获得数据,通过打点观察,控制异常因素的出现。
2、按质量特性值的类型及其统计量划分由于数据分为计量值与计数值两大类。
因此控制图分为计量值控制图和计数值控制图两大类型。
又因各种类型的控制图所选择的统计量不同,因此又可分为不同种类的控制图。
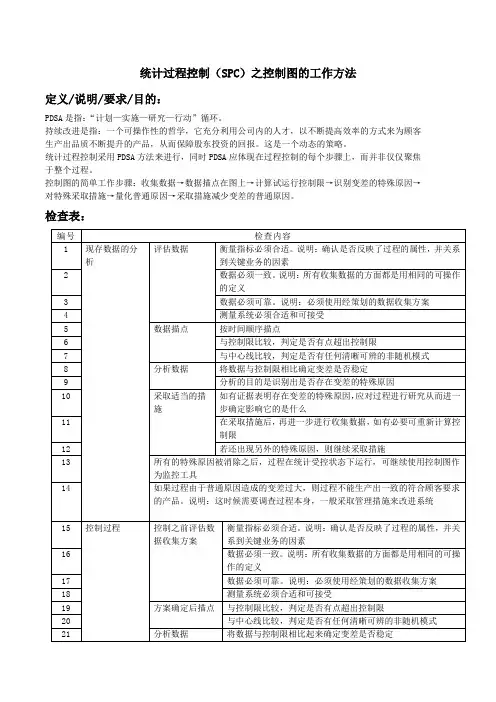
统计过程控制(SPC)之控制图的工作方法
定义/说明/要求/目的:
PDSA是指:“计划—实施—研究—行动”循环。
持续改进是指:一个可操作性的哲学,它充分利用公司内的人才,以不断提高效率的方式来为顾客生产出品质不断提升的产品,从而保障股东投资的回报。
这是一个动态的策略。
统计过程控制采用PDSA方法来进行,同时PDSA应体现在过程控制的每个步骤上,而并非仅仅聚焦于整个过程。
控制图的简单工作步骤:收集数据→数据描点在图上→计算试运行控制限→识别变差的特殊原因→对特殊采取措施→量化普通原因→采取措施减少变差的普通原因。
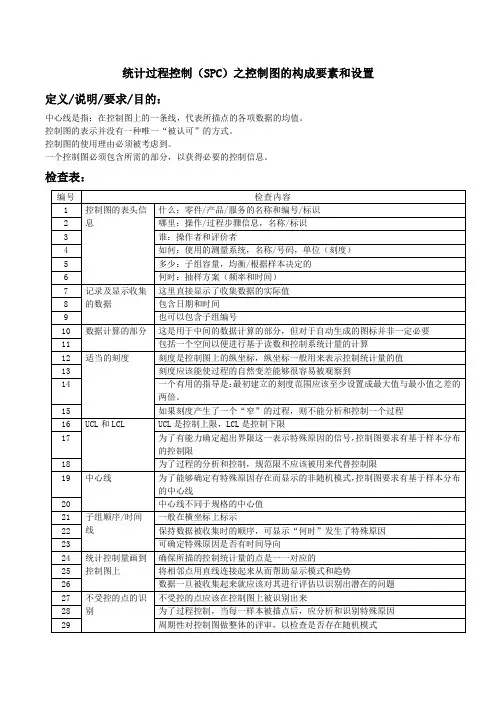
检查表:。


SPC管制图做法及应用(精华内容)常规操纵图的作法及其应用一:管制图的概论任何产品或事物均有变异存在,即没有任何两件产品是完全相同的,因此如何操纵变异使之在我们能够同意的范畴内,乃是产品生产过程中的重要品管工作.管制图是极具有功效的管制工具之一,用以侦测品质变异的缘故,然后采取计策以排除其缘故,使生产过程复原正常.管制图是由三条管制界限,即中心线,上管制界限及下管制界限组成的图形,并将生产过程中所获得的统计量绘入图中,以判定其为管制中抑管制外,假如其状况是属于管制中时,显示生产过程的变异行为把握在我们的预知中,连续生产.但假设其状况是属于管制外,那么显示其变异情形已超出我们的操纵外,必须控讨其发生的缘故,采取计策以矫正之.为发探讨管制图.必须注意下面三项要紧因素:变异的缘故:管制图的目的在于探讨变异的行为及缘故,以便排除之,其缘故通常可分为机遇缘故及非机遇缘故.管制图的设计:即决定管制界限的宽度以给制其上管制界限,中心线及下管制界限.此外尚须决定样本大小及抽样间距.管制图的讯号:管制图是透过异行为来判定其为管制中或管制外,其发生缘故为何,如保采取计策,也是管制图的核心.1. 所谓管制图:管制图上均包含有中心线(Central line (CL)) 及上下两条管制界线[Uppe r and Lowe r Control Lim i ts, (UCL)(LCL)],用以测知制程是否在正常状态。
2. 管制图系于1924 年由美国品管大师W. A . S h e w h a r t 博士发明。
3. 管制图最要紧之用途为察觉制程有无产生变异之〝非机遇缘故〞,所谓非机遇缘故,确实是引起质量大变动之缘故。
4. 管制图与一样统计图不同,因其不仅能将数值以曲线表示出来,以观其变异之趋势,且能显示变异系属于机遇性或非机遇性者,以指示某种现象是否正常,而备采取适当之措施。
二.管制图原理1. 变异―机遇及非机遇缘故1.1 量度产品时,假如制程专门稳固,那么将形成㆒种固定形状,称为分配。