- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
质量管理体系的立足点是 预防而非检测。
预防-----缺陷避免
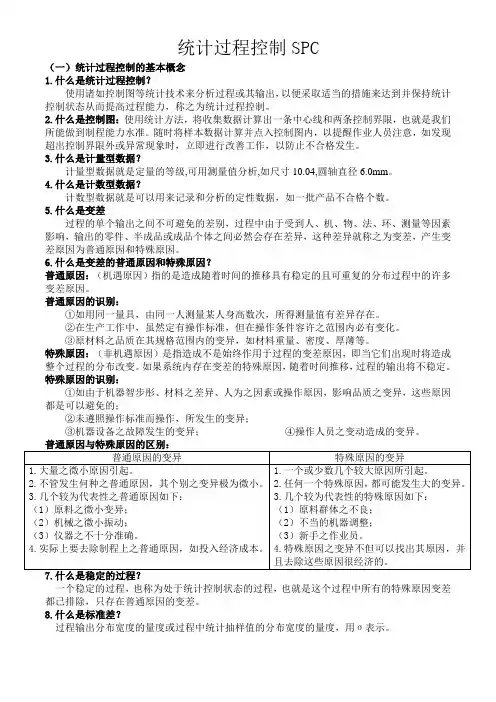
SPC基本概念-定义
SPC:Statistical Process Control(统计过程控制) 是运用统计技术分析过程中的品质特性从而控制过程变 异 过程:指的是共同工作以产生输出的供方、生产者、材 料、方法和环境及输出顾客之集合 统计:数量统计方法是一种科学的方法,它的理论基础 是数量统计学;其用途如: - 提供表示事物特征的数据; - 比较事物间的差异 - 分析影响事物变化的因系及相互关系
全距管制图
中心线因子
B6
2.606 2.276 2.088 1.964 1.874 1.806 1.751 1.707 1.669 1.637
管制界限因子
B3
0 0 0 0 0.030 0.118 0.185 0.239 0.284 0.321
管制界限因子
d3
0.853 0.888 0.880 0.864 0.848 0.833 0.820 0.808 0.797 0.787
例如 检查100个灯 泡,发现10个 不良品.
例如 检查一匹布,发 现每米3处缺 点.
例如 检查一箱点心, 发现2个重量 不足.
统计特性值分类
计量值的定义:
数据之间呈连续的分布状态,故计量值的分布又称连续分布.
例如 灯泡的使用寿命 时间.(152.3小时)
例如 每一卷布匹的长 度.(85.33米)
平均值管制图
n 管制界线因子
A
2 3 4 5 6 7 8 9 10 11 2.121 1.732 1.500 1.342 1.225 1.134 1.061 1.000 0.949 0.905
标准偏差管制图
中心线因子
C4
0.7979 0.8862 0.9213 0.9400 0.9515 0.9594 0.9650 0.9693 0.9727 0.9754
A2
1.880 1.023 0.729 0.577 0.483 0.419 0.373 0.337 0.308 0.285
控制状态
制程所发生的变动大部 分是由偶然原因引起 原 料 动内 的 变 微温 小度 变环 化境 磨设 损备 或的 震自 动然 员熟 的手 变作 动业 人
非控制状态
制程所发生的变动大部 分是由异常原因引起 间不 的同 变原 动材 料 磨设 经作 变温 业 化度 错损备 训 人 巨环 误或非 练 条正 操员 大境 件常 作未 /
偶然原因的 变动
1、偶然原因引起 的变动 2、异常原因引起 的变动
异常原因 的变动
异常原因引起的变动有办法去除,且必须去 除,否则会导致制品品质极大损失. 但误将偶然原因当作是异常原因,而改变制程 的生产条件,不但影响生产效率也会导致产品品 质下降. 故在制程控制中,如何判别变动属于偶然原因 的变动或是异常原因的变动.是做好制程控制中 非常重要的关键所在.
例如 每一个点心的加 工重量.(44.83克)
二项分布(Binomial Distribution)
柏努利试验只进行一次,若重复进行很多次所形成的机率分配则是所谓的二项分配,其随 机试验具有下列特质:
(1) 相同的试验重复进行n次 (2) 每次试验只有两种可能的结果,一种是研究者“希望”出现的,称为成功事件, 另一种是研究者”不希望”出现的,称为失败事件。 (3) 每次的试验中,成功事件发生的机率为p,失败事件发生的机率为q (q=1-p) (4) 每次的试验彼此独立,毫不相关,亦即给定前次的试验结果不影响后一次试验 的结果。 (5) 实验的进行为抽出放回。
Statistical Process Control 统计过程控制
品保部:JesenQin 2015年6月
1
课程主要内容
相关统计知识介绍 统计过程控制的基本概念 控制图的理论介绍
有一组数据
0 , 3 7 , 11.5 6 , 9 -4 , -5 -5 , -2 -1 , -0.5 5 , 8 -5 , -6.5 3 , 5.5 1 , 4 -7 , -9.5 8 , 13 3 , 6 2 , 4 0 , 1 -7 , -4 -2 , 1 6 , 10 -3 , -3.5 7 , 10 10 , 13 1 , 2.5 8 , 11 9 , 14.5 9 , 12 -2 , 2 2 , 5 4 , 7 -3 , 0 5 , 8.5 4 , 7 -1 , 2
k=1,b=3
Y = X + 3
可以预测和控制了!
第一章 相关统计知识介绍
母体与样本的概念
母体 样本 数据
群体批
抽样
样本
测定
数据
处置
1、表示母体特征 的统计量种类
母 体 统 计 量
母平均------μ表示 母变异-----δ
2
表示
母标准差-----δ表示
2、表示样本特征的统 计量种类
_ 样本平均------ X 表示
二项 分布
泊松 分布
管制图选用
计量值,如产 品质量特性 计数值,如缺点数
面积是否 固定
备注:若样本大小2<n ≦10,
可选用X-R管制图
计量值管制图的数据需为常态分配
计数值管制图中,不良数管制图的每组样本数至少50,缺点数管制图的每组样本平均有1~5个缺点数
x R 管制图
x 管制图是监控制程的平均数 R管制图用来监控制程的变异,若是样本数太大 (n>10),则用S管制图来取代R管制图。 一般先判断R(或S)管制图是否在管制状态,若是 制程变异在管制状态,再去判断 x 管制图是否在 管制状态。
原来数据来源于两个班次!
整理一下数据
15 13
11
9
7
5
3
1 -11 -9 -7 -5 -3 -1 1 3 5 7 9 11 13
-3
-5
-7
-9
-11
-13
原来是这样!
Y=kX+b
找出数 据规律
3=0k+b (0,3) 9=6k+b (6,9) Y=kX+b 10=6k+b (6,10) 7= 4k+b (4 , 7) k=1.5,b=1 Y = 1.5 X + 1
不知道是什么?
描点作图
15 13
11
9
7
5
3
1 -11 -9 -7 -5 -3 -1 1 3 5 7 9 11 13
-3
-5
-7
-9
##
##
仍然不知道是什么!
数据有问题?
0 , 3 7 , 11.5 6 , 9 -4 , -5 -5 , -2 -1 , -0.5 5 , 8 -5 , -6.5 3 , 5.5 1 , 4 -7 , -9.5 8 , 13 3 , 6 2 , 4 0 , 1 -7 , -4 -2 , 1 6 , 10 -3 , -3.5 7 , 10 10 , 13 1 , 2.5 8 , 11 9 , 14.5 9 , 12 -2 , 2 2 , 5 4 , 7 -3 , 0 5 , 8.5 4 , 7 -1 , 2
样 本 统 计 量
样本变异----- s 表示
2
样本标准差---s 表示
样本全距-----R 表示
两者的对比一览表
母体统计量 统计量表述的含义分类 描述统计量总体 分布位置程度 名称 母平均 符号 样本统计量 名称 样本平均 符号
μ
_ X
母变异 描述统计量个体 母标准差 内部的差异程度
δ
2
样本变异
-3σ
-2σ
-1σ
μ
+1σ
+2σ
+3σ
第三章
控制图的理论介绍
控制图的种类
计量型控制图
均值-极差图 均值-标准差图 中位数-极差图
xR
单值-移动极差图
xR x Rm
x S ~
正态 分布
计数型控制图
不合格品率控制图 (P图)
不合格品数控制图 (nP图)
单位缺陷控制图 缺陷数控制图 (U图) (C图)
LSL USL
对中性
组内变异与组间变异
产品变异大致上可分为
组内变异
片内量测点 之间的差异
组间变异
片与片之平均 值之间的差异
平均值
平均值
偶然原因与异常原因
一般由制造所生产出来的产品,不论其品质特 性为何,它都一定会有波动,绝对无法做出完全一样 的产品. 为何会产生如此的变动?原因是制程受到很多因 素的影响,且通常很难把握这些因素.
1.泊松分布的参数λ 是单位时间(或单位面积)内随机事件的平均发生 率。 泊松分布适合于描述单位时间内随机事件发生的次数。
2.泊松分布的期望和方差均为λ 。 3.当二项分布的n很大而p很小时,泊松分布可作为二项分布的近似, 其中λ 为np。
第二章
统计过程控制的基本概念
品质管理核心内容
检测---容忍浪费
/
SPC控制图原理
SPC控制图是按照3Sigma的原理来设定控制界限。若数据为『常态分配』 则在μ±3σ之外的机率仅为0.0027,若样本点出现在管制界限以外,可分析制 程出現异常,即制程已呈现不稳定状态,必须进一步追查原因。
常态分配
99.73% 95.45%
68.26%
0.135% 0.135%
注:二项分配常用于近似不良品发生的机率。
定义:二项分布的概率分布函数为:
n x n- x p (1p ) , x 0, 1, 2,..., n f ( x) x 0, 其他
常态分布(Normal Distribution)
• 具有良好之数学性质,可作为发 展统计推论程序中的量测变量基 本机率模型