一种车床用R形刀具(成型钻头)螺旋槽实体建模方法探讨
- 格式:pdf
- 大小:109.56 KB
- 文档页数:2

数控车床上螺旋槽加工作者:任士明来源:《中小企业管理与科技·上中下旬刊》 2016年第6期任士明(河北省机电工程技师学院,河北张家口075000)摘要:在工程机械中许多轴套类零件都设有螺旋槽,螺旋槽的应用非常普遍,其加工方法的探索也就变得必要。
本文就数控车床上过油孔螺旋槽加工及无进刀槽螺旋槽的加工进行了探讨,阐述了数控加工柔性高,适应性强的特点,及采用数控加工时可靠的加工程序一定要与合理的工艺相结合。
关键词:数控车床;螺旋槽;加I中图分类号:TC519.1文献标识码:A文章编号:1673-1069(2016)17-163-21 数控车床上过油孔螺旋油槽加工在工程机械上,许多轴套类零件的内孔中增设有油槽。
对于此类产品的加工,传统的加工方法是单件生产一般采用先进行钳工划线,随后用油槽錾子把螺旋槽剔出来,当批量生产时多采用专用机床来进行加工。
在普通车床进行此类螺旋槽加工时,轴套的螺旋槽部分易被车通,导致工件产生变形,从而影响零件的使用性能,随着加工设备数控化程度越来越高,数控加工逐渐取代传统加工。
采用数控车削方法来加工螺旋槽,对零件的加工柔性高,适应性强,能确保零件的加工质量及经济效益。
下面以过油孔螺旋油槽的加工为例,简述此类零件在进行数控编程和数控加工方面的思考与体会。
图1为轴套,内孔加工完成,轴套内有3个4mm宽环槽已加工完成,φ4mm油孔已加工完成,现需要加工内表面上的螺旋油槽,且螺旋油槽起始于一端环槽,终止于另一端环槽,且过中间环槽上的φ4mm油孔。
以最后一刀精加工编程阐述螺旋油槽的加工方法为例:首先,准备一把R1.5的半圆头内螺纹车刀,装刀后进行对刀操作(X向刀具补偿值放在“形状补偿”页面内。
其次,工件坐标系零点设在工件右端面中心,刀位点选在刀头圆心位置。
螺旋油槽起于右端环槽,止于左端环槽,其程序如下:……G00 X55.;Z-25.;G01 X60. F ;G32 Z-125. F25.;G00 X55.;Z5.;……至此螺旋线已经加工完成。
![一种加工内孔螺旋槽的方法[发明专利]](https://img.taocdn.com/s1/m/04908cca2af90242a995e583.png)
专利名称:一种加工内孔螺旋槽的方法专利类型:发明专利
发明人:刘新军
申请号:CN201010579715.9
申请日:20101209
公开号:CN102107303A
公开日:
20110629
专利内容由知识产权出版社提供
摘要:一种加工内孔螺旋槽的方法,该方法是利用普通数控车床的螺纹加工程式车削加工内螺旋槽,具体步骤是:根据零件内螺旋槽的截面形状设计加工并安装车槽刀头;根据螺旋槽的长度及螺距,编制内孔三螺旋槽车削加工程序;校刀试切,调整确定车槽刀头安装角度,保证车螺旋槽时不产生挤压;调整主轴转速和起刀点位置,进行螺旋槽加工,并保证螺旋槽收尾形状,修正螺旋槽的长度及螺距,依次完成内孔三螺旋槽加工。
本发明屏弃了必须使用专用螺旋槽铣槽机或高端的车铣中心来铣螺旋槽的加工方法,避免了专用螺旋槽铣刀刚性不好,刀具寿命低,铣削毛刺大等问题,是目前加工三螺旋槽效率最高,质量最好、最稳定,生产成本最低的工艺方法。
申请人:遵义精星航天电器有限责任公司
地址:563012 贵州省遵义市新薄镇联关村内
国籍:CN
代理机构:遵义市遵科专利事务所
代理人:宋妍丽
更多信息请下载全文后查看。
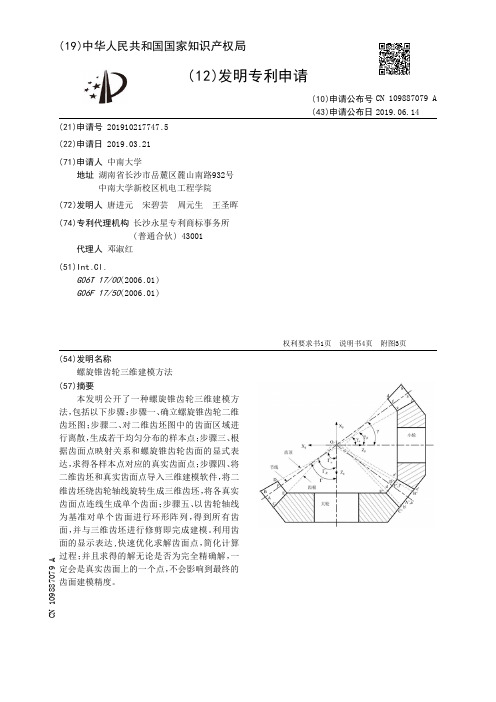
(19)中华人民共和国国家知识产权局(12)发明专利申请(10)申请公布号 (43)申请公布日 (21)申请号 201910217747.5(22)申请日 2019.03.21(71)申请人 中南大学地址 湖南省长沙市岳麓区麓山南路932号中南大学新校区机电工程学院(72)发明人 唐进元 宋碧芸 周元生 王圣晖 (74)专利代理机构 长沙永星专利商标事务所(普通合伙) 43001代理人 邓淑红(51)Int.Cl.G06T 17/00(2006.01)G06F 17/50(2006.01)(54)发明名称螺旋锥齿轮三维建模方法(57)摘要本发明公开了一种螺旋锥齿轮三维建模方法,包括以下步骤:步骤一、确立螺旋锥齿轮二维齿坯图;步骤二、对二维齿坯图中的齿面区域进行离散,生成若干均匀分布的样本点;步骤三、根据齿面点映射关系和螺旋锥齿轮齿面的显式表达,求得各样本点对应的真实齿面点;步骤四、将二维齿坯和真实齿面点导入三维建模软件,将二维齿坯绕齿轮轴线旋转生成三维齿坯,将各真实齿面点连线生成单个齿面;步骤五、以齿轮轴线为基准对单个齿面进行环形阵列,得到所有齿面,并与三维齿坯进行修剪即完成建模。
利用齿面的显示表达,快速优化求解齿面点,简化计算过程;并且求得的解无论是否为完全精确解,一定会是真实齿面上的一个点,不会影响到最终的齿面建模精度。
权利要求书1页 说明书4页 附图3页CN 109887079 A 2019.06.14C N 109887079A1.一种螺旋锥齿轮三维建模方法,其特征在于,该方法包括以下步骤:步骤一、确立螺旋锥齿轮二维齿坯图;步骤二、对二维齿坯图中的齿面区域进行离散,生成若干均匀分布的样本点;步骤三、根据齿面点映射关系和螺旋锥齿轮齿面的显式表达,求得各样本点对应的真实齿面点;步骤四、将二维齿坯和各真实齿面点导入三维建模软件,将二维齿坯绕齿轮轴线旋转生成三维齿坯,将各真实齿面点连线生成单个齿面;步骤五、以齿轮轴线为基准对单个齿面进行环形阵列,得到所有齿面,并与三维齿坯进行修剪即完成建模。

普通车床对典型曲面零件的加工技术探讨普通车床是现代机械加工行业中最基本的一种机床之一,其主要用于金属材料的轴类、圆柱体、孔洞等零件的加工。
然而,对于一些典型的曲面零件,普通车床所能达到的几何精度和表面粗糙度往往无法满足要求。
本文将探讨一些常见曲面零件的加工技术,以期提高普通车床对曲面零件加工的可行性和精度。
一、螺旋曲面加工技术螺旋曲面是普通车床无法直接加工的曲面之一。
在加工螺旋曲面时,通常采用切槽法、切刀轮削法和模拟切削法。
其中,切槽法是一种传统的方法,通常在车床上配备一个偏心具,通过改变偏心具的位置和角度来实现不同螺距的曲线的加工。
在用刀片加工螺旋曲面时,切刀轮削法是一种比较常见的方法,可以通过适当的切削速度和进给量来得到较为理想的曲面。
球面加工是普通车床常规加工的一种常见曲面加工技术之一。
球面加工通常采用粗加工+精加工的方式。
在粗加工阶段,可以采用球形滚子等具体工具来进行球面的预处理。
在精加工阶段,可以则采用单点元削法、多点削法或者数控车床加工法等不同的方法。
在数控车床加工中,先进的五轴数控系统可以达到极高的精度和表面质量,同时大大减少了零件在制造中的误差。
斜面加工是针对斜面的加工技术。
通常可以采用车削、铣削和滚轮法等多种不同的方法来完成斜面加工任务。
其中滚轮法是一种新兴加工技术,具有优异的表面粗糙度和尺寸精度,而且加工效率高且可以多次利用。
复杂曲面的加工难度较大,需要多种加工工艺的结合。
在普通车床加工复杂曲面时,可以采用基于零件特征的加工规划方法、特征识别和装配的自动化加工方案等多种方法。
此外,如果对零件的几何精度和表面质量要求更高,可以采用数控车床等精密数控设备加工。
与之同时,采用其它的加工加工方法如磨削和电火花加工等,都可以进一步提高零件的表面精度和尺寸精度。
总之,普通车床虽然面对曲面零件加工存在一定的限制,但通过多种不同的加工技术和方法的结合,仍然可以达到广泛的加工要求。
因此,在实际加工过程中,应充分掌握各种加工技术特点,灵活运用,以提高加工效率和产品质量,降低生产成本,提升制造业竞争力。
10.16638/ki.1671-7988.2018.18.088一种新型圆形槽加工刀具张永超,柯昌全(陕西法士特齿轮有限责任公司,陕西西安710077)摘要:同步器是汽车变速箱的一个重要零部件,在汽车换挡过程同步器能降低对齿轮冲击和噪音,提高驾驶员的舒适性。
随着同步器产能的不断增大,使得同步器主要零件如齿圈、齿套、齿毂的加工方法,加工效率以及对于控制成本和质量方面就显得非常重要。
文章以公司单锥面的同步器所用同步器齿圈的锥面上圆行槽工艺为例,通过研究和改进齿圈锥面圆形槽加工刀具及加工方法,来提高加工效率与加工精度,同时节约成本和解决毛刺问题,为同步器的生产提供重要保障,也为类似工件的加工提供参考依据。
关键词:同步器齿圈;锥面圆行槽;刀具中图分类号:U463 文献标识码:B 文章编号:1671-7988(2018)18-254-02A new circular groove machining toolZhang Yongchao, Ke Changquan( Shaanxi fast Gear Co., Ltd., Shaanxi Xi'an 710077 )Abstract: Synchronizer is an important part of automotive gearbox, which can reduce the impact and noise on gears and improve the driver's comfort during the shift process. With the increasing capacity of synchronizer, it is very important to process the main parts of synchronizer, such as gear ring, gear sleeve and gear hub, and to control the cost and quality. Taking the circular groove on the cone surface of the synchronizer ring used in our company as an example, this paper studies and improves the cutting tools and machining methods of the circular groove on the cone surface of the synchro -nizer ring to improve the machining efficiency and precision, save the cost and solve the burr problem, which provides an important guarantee for the production of the synchronizer and also provides an important guarantee for the production of the synchronizer. It provides reference for machining similar parts.Keywords: synchronizer gear ring; cone circular groove; cutterCLC NO.: U463 Document Code: B Article ID: 1671-7988(2018)18-254-021 概述我公司单锥面的同步器所用同步器齿圈的锥面上有六个宽度为2的圆行槽,如图1所示。
刀具螺旋槽生成的直接方法及计算机仿真
王显峰;张伟
【期刊名称】《大连工业大学学报》
【年(卷),期】2004(023)004
【摘要】螺旋槽的生成是通用刀具设计和加工的基本问题.虽然已经积累大量研究经验和资料,需要探索和开发的领域还很广阔.螺旋槽生成方法历来广泛应用的是已知槽型求其加工砂轮或刀具的轮廓,通常称为逆方法.另一种方法是已知砂轮轮廓求槽型,所谓正方法(或直接方法).这两种方法各有其特点和局限性.直接方法虽然比较容易实现,但尚未引起足够重视,在原理和应用上还有许多问题待研究.本文论述直接方法的数学建模及其应用,并通过实际加工比较计算结果与成品的误差,证实按直接方法编制的程序可以成为仿真软件.
【总页数】5页(P273-277)
【作者】王显峰;张伟
【作者单位】大连轻工业学院,机械工程与自动化学院,辽宁,大连,116034;大连轻工业学院,机械工程与自动化学院,辽宁,大连,116034
【正文语种】中文
【中图分类】TG713.1
【相关文献】
1.直接基于点云数据的刀具轨迹生成 [J], 梁新合;邓志华;王霄
2.点云直接生成刀具路径及其后置处理 [J], 杨磊;何雪明
3.特种回转面刀具的生成原理与计算机仿真 [J], 刘鹄然;王永刚
4.一种刀具螺旋槽截型曲线的计算方法 [J], 刘静文;李欣泽;张鹤;李耀东
5.基于运动原理计算加工螺旋槽用成型盘铣刀刀具廓型线方法研究 [J], 宋超;殷国富
因版权原因,仅展示原文概要,查看原文内容请购买。
关于圆柱螺旋槽数控加工的研究圆柱螺旋槽一般指的是按一定规律环绕在圆柱面上的等宽槽,一般要求与螺旋槽等宽的圆柱销能够在其中自由平稳的滑动。
一般来说,圆柱螺旋槽的工作面即两个侧面的法截面线是平行的,槽宽在整个螺旋槽中是宽度相等的。
一般的数控加工方法是,在4轴立式加工中心机床中选择与螺旋槽宽度相等的刀具沿该螺旋槽中心线走刀,一般刀具有多大,加工出来的螺旋槽就有多大,能够满足一般的设计要求。
但此种加工方法存在很多局限性,主要有以下两个方面:一,当找不到直径与螺旋槽槽宽相等的刀具时,比如非标刀具,就必须定制刀具。
这就导致增加生产成本,加长生产周期。
二,当螺旋槽宽度尺寸较大时,加工比较困难。
由于加工螺旋槽程序中只存在移动轴和转动轴的联动,在这种情况下,数控系统不支持刀具直径补偿功能,所以当螺旋槽槽宽较大时,就只能用大直径刀具加工。
一般方法是先用小刀具加工去余量,再用比较大的刀具半精加工,最后用与槽宽宽度相的刀具加工。
这就导致加工时间长,刀具成本增加。
针对以上传统方法的不足,现提出一种新的在4轴立式加工中机床加工的数控加工方法。
首先,对螺旋槽进行分析。
与槽宽相等的刀具加工时螺旋槽时情况如下图所示:刀具在螺旋槽中示意图展开图其次,假设小直径刀具加工螺旋槽时,刀具与螺旋面的相切点正好是大直径刀具与螺旋面的相切点,小刀具径为D,螺旋槽宽度为W,螺旋槽展开线与水平线的夹角为θ,螺旋槽导程为T,旋转轴为绕X轴旋转的A轴。
刀小直径刀具走刀到相切点时,A轴座标正好与大刀具走到此相切点时相等,则可以得出下面的公式,如下图图1所示刀具在螺旋槽中示意图展开图图中Dz为螺旋槽基圆直径,当螺旋槽在不同深度,其基圆直径不同即Dz尺寸不同,相应θ值不同。
根据以上公式,应用于数控加工。
当Dz=圆柱最大直径即螺旋槽最大基圆直径时,加工出的螺旋槽槽宽开口处大,根部小的情况; 当Dz=螺旋槽根部基圆直径时,加工出的螺旋槽槽宽开口处小,根部大的情况; 当Dz=螺旋槽中部基圆直径时,加工出的螺旋槽槽宽上下基本一致。
一种螺旋槽的加工方法
一种常见的螺旋槽加工方法是利用数控车床进行切削加工。
以下是具体的步骤:
1. 准备工作:选择合适的硬质合金刀具和合适的加工参数。
根据需要确定螺旋槽的直径、螺距等参数。
2. 设置车床:将工件夹紧在车床的主轴上,并调整车床的工作台和刀架位置,使刀具能够正确进入工件并进行切削。
3. 编程:利用数控编程软件,根据螺旋槽的参数,编写切削程序。
程序应包括切削路径、切削深度、进给速度等信息。
4. 开始加工:将切削程序输入数控车床,并启动加工过程。
车床会自动执行预设的切削路径和深度。
5. 监控加工过程:定期检查切削条件,确保切削速度、切削深度等参数符合要求。
如果需要调整,及时进行调整。
6. 完成加工:当螺旋槽加工完成后,停止机床,并检查工件表面质量。
如有需要,可以进行抛光或其它后续加工工序。
需要注意的是,螺旋槽的加工比较复杂,需要充分了解工件和切削工艺的特点,
以确保加工质量和工件精度。
同时,切削液的使用和加工过程中的冷却也非常重要,以避免刀具磨损和工件变形。