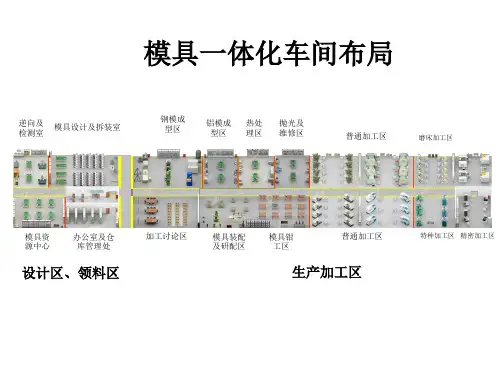
精密车间布局图
- 格式:pdf
- 大小:461.11 KB
- 文档页数:1
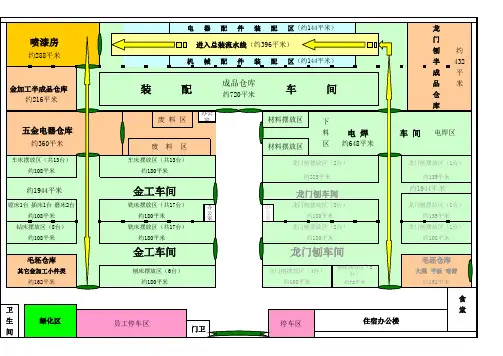
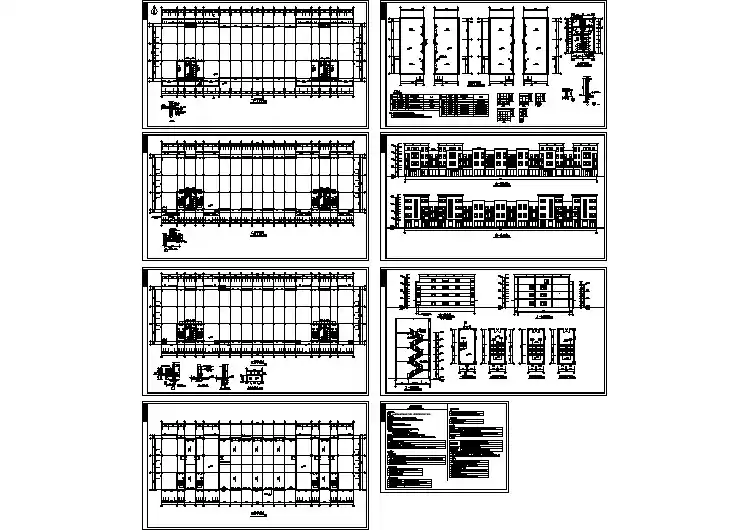
新厂区平面规划图详细说明(个人意见仅供参考)新厂区如何合理利用?不是随意的给他一个地盘,就有他来分配调整!要有统筹安排意识,新厂区的利用不能马虎,要有多个方案的比对研究,确定合理性方案的实施!新厂区的规划要注意以下几个问题:生产布局规划第一、整体决策性:要考虑的是总部如何设立部门!这个方案决定了整个企业的管理程序化问题,能不能改变以往老式的管理观念,就要从这次的整体规划中体现!如:总部要以销售、采购、技术为核心,以此严律销售、管制物资、技术革新、品质监控、售后服务、奠定生产!(属于六加一产业链管理模式),这就决定了新厂区的利用为生产!那就要把成熟的产品、批量生产的产品搬入新厂区!以大产量主导生产;相应的金加工及龙门刨也要搬入!确定新厂区的生产完整性!第二、现场规划性:要考虑的是新厂区的规划长期性、稳定性;这个也尤为重要,一但确定就不要再做轻易的改变!如:当新厂区规划好以后,是否做为长期生产部属,稳定生产产量,再按照现场的实际区域设定厂区布局,必须考虑全面。
上图《新厂区平面规划图》中所显示的分布区域为:金工车间、龙门刨车间、电焊车间、装配车间及金加工半成品仓库、龙门刨半成品仓库、小件类毛坯仓库、大件类毛坯仓库、五金电器仓库、成品仓库和喷漆房等。
第三、设备流程性:厂区布局要根据产品的配套生产性能,生产设备的流程性进行设定摆放,才能够发挥作用,体现出设备流程管理的最大优势。
金工车间生产区主要以生产小件类为主,根据设备流程性能及产能,配相应产量(生产计划)进行小件类量化管理;龙门刨车间生产区主要以生产大件类为主,也可以根据设备流程性能及产能,配相应产量(生产计划)进行大件类量化管理;这些生产都服务于装配流水线!电焊车间也一样控制相应产量,服务整体流水线的合理生产!新厂区、新开端、新流程、新观念,为了改变现在混乱的局面,这个才是我们公司崭新的要点!第四、管理程序性:以上图《新厂区平面规划图》中所显示:龙门刨车间的大件类可从南丰铸件车间直接推过来,进入计划生产;施行生产领料制,金工车间的小件类由外协直接运至小件毛坯仓库进行计划领料生产,大件类以相同的方式进行合理生产;当金工、龙门刨车间按计划生产好的配件成品进入相应的半成品仓库后,再由装配按计划控制半成品出库量;整体以生产目标制按计划进行相应配件产品的生产,按计划领料生产控制所有设备进行量化管理,以此达到生产管理目标制!第五、生产流水线性:首先由毛坯件作为流水线的开始,大件类进入龙门刨车间进行量化生产(计划生产量、设备定值量(生产领料量)、最大产能量、目标控制量等),电焊车间将焊好的脚架同样在龙门刨车间刨好后进入总装流水线,作为总装流水线的第一道工序;金工车间小件类与龙门刨车间生产同步进行生产,同样进行量化生产,当金工车间产品配件生产一批结束后,进入机械配件装配区进行配件装配,当机械配件装配结束,总装流水线的第一道工序也已完成,然后进入第二道机械装配,第二道工序结束后进入第三道电机装配,第四道电器装配,第五、第六道等,最后进入道喷漆工序,喷漆批灰可以在第一道完成后进行!注:整道工序还待确定!总装流水线适用于除圆弧机(超大型)以外的任何机型!它可以减少人员、质量稳定、快速生产、提高产能。
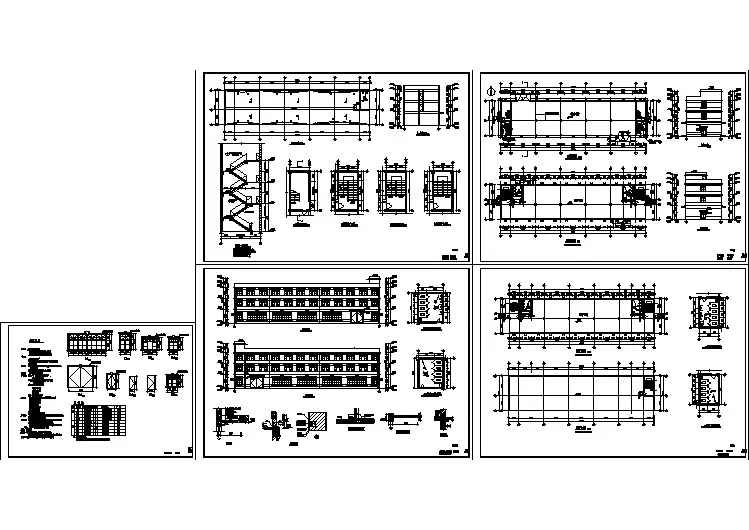
高线车间平面布置图宝钢高速线材车间设计简介杨晓明摘要:描述了具有当今世界一流水平的宝钢高速线材车间的工艺、设备情况及主要技术参数,并对其拥有的处于世界领先水平的线材TEKISUN减定径机、电气传动全交流化、优质高碳钢步进梁式加热炉、探伤测径装置、闭环冷却控温系统等技术及设备进行了进一步阐述。
关键词:高速线材轧机;工艺特点;设备特点中图分类号:TG335.6 文献标识码:AIntroduction on high-speed wire mill of BaosteelYANG Xiao-ming(Chongqing Iron & Steel Designing Institute, Chongqing 400013, China) Abstract:The paper introduced the process, equipment and main technology parameters of high-speed wire mill of Baosteel, which is the one of the best advanced mills in the world, and described the TEKISUN reducing/sizing mill, the complete AC electrical driving, walking-beam furnace of high carbon steel, the flaw detector and diameter gauge, the close loop cooling control system, etc.Key words:high-speed wire mill; technology characteristics; equipment characteristics1 概况宝钢高速线材车间为当前世界最高水平的高速线材车间,全线连续无扭轧制,主要生产钢帘线、预应力钢丝钢绞线、冷镦钢等制品用线材,规格为Φ5~Φ25mm,设计年产量40万t,最高保证速度110m/s。

外箱加工
区
成品
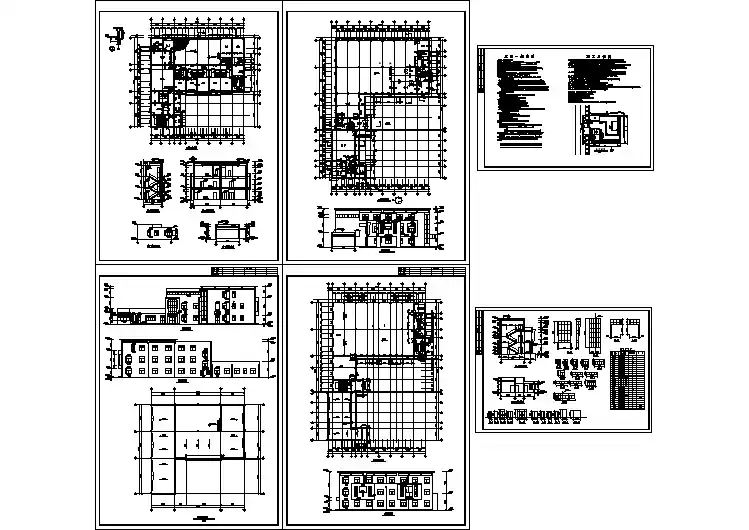
车间布局规划图
说明:
1、布局的原则:以物料的方向为导向,以物流距离最短为出发点,以生产安全为核心,以作业方便、高效为重点、以参观者的角度来审视进行布局。
2、仓库到钣金的主通道为3米宽,其它通道1.8-2米宽,全部用绿色漆,并标识为参观通道有箭头方向。
3、生产办公室放在二楼(计划、采购、品质)旁边设会客接待室。
4、二条生产流水线间的子流水线取消,确保参观通道安全通畅。
5、包装线1和2整体长度缩短到20米长(现30米)包装线2,之前的横线改为和线1一样为竖线。
6、圆桶产品的加工和贴标作业区高在生产流水线2线的旁边,直接上流水线。
7、总装所需的配件加工作业,全部集中到一个区。
发泡作业区
待制品周转区产品清理区
流水线1
物料区
门制做区
流水线2
自动抽真空
物料区配件放置
自动抽真空
雪种
检漏
电检
冲床
自动激光线
板料区
包装流水1线
雪种
检漏焊接配件加工区
圆桶贴标区
圆桶加工区
待制品周转区
剪板
圆桶加工区
待制品周转区
待制品周转区
待制品周转
区
待制品周转区
待制品周转区
测试品
绿化带
折弯机
周转车
周转车
折弯机折弯机碰焊机碰焊机内胆拼装
外箱拼装
内外拼装
流水线
待制品周转
区
待制品周转
区
待制品周转
区
激光机办公室
周转区
剪板
折弯机折弯机待检区
板料区
包装流水2线。