生产车间布局图
- 格式:xls
- 大小:730.50 KB
- 文档页数:91
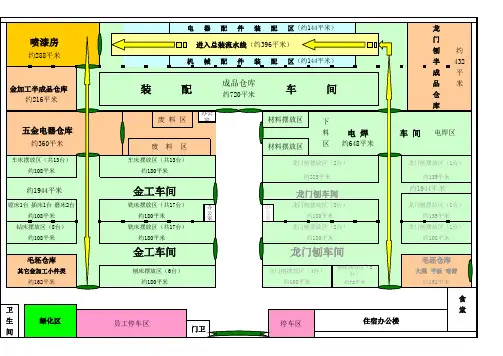
新厂区平面规划图详细说明(个人意见仅供参考)新厂区如何合理利用?不是随意的给他一个地盘,就有他来分配调整!要有统筹安排意识,新厂区的利用不能马虎,要有多个方案的比对研究,确定合理性方案的实施!新厂区的规划要注意以下几个问题:生产布局规划第一、整体决策性:要考虑的是总部如何设立部门!这个方案决定了整个企业的管理程序化问题,能不能改变以往老式的管理观念,就要从这次的整体规划中体现!如:总部要以销售、采购、技术为核心,以此严律销售、管制物资、技术革新、品质监控、售后服务、奠定生产!(属于六加一产业链管理模式),这就决定了新厂区的利用为生产!那就要把成熟的产品、批量生产的产品搬入新厂区!以大产量主导生产;相应的金加工及龙门刨也要搬入!确定新厂区的生产完整性!第二、现场规划性:要考虑的是新厂区的规划长期性、稳定性;这个也尤为重要,一但确定就不要再做轻易的改变!如:当新厂区规划好以后,是否做为长期生产部属,稳定生产产量,再按照现场的实际区域设定厂区布局,必须考虑全面。
上图《新厂区平面规划图》中所显示的分布区域为:金工车间、龙门刨车间、电焊车间、装配车间及金加工半成品仓库、龙门刨半成品仓库、小件类毛坯仓库、大件类毛坯仓库、五金电器仓库、成品仓库和喷漆房等。
第三、设备流程性:厂区布局要根据产品的配套生产性能,生产设备的流程性进行设定摆放,才能够发挥作用,体现出设备流程管理的最大优势。
金工车间生产区主要以生产小件类为主,根据设备流程性能及产能,配相应产量(生产计划)进行小件类量化管理;龙门刨车间生产区主要以生产大件类为主,也可以根据设备流程性能及产能,配相应产量(生产计划)进行大件类量化管理;这些生产都服务于装配流水线!电焊车间也一样控制相应产量,服务整体流水线的合理生产!新厂区、新开端、新流程、新观念,为了改变现在混乱的局面,这个才是我们公司崭新的要点!第四、管理程序性:以上图《新厂区平面规划图》中所显示:龙门刨车间的大件类可从南丰铸件车间直接推过来,进入计划生产;施行生产领料制,金工车间的小件类由外协直接运至小件毛坯仓库进行计划领料生产,大件类以相同的方式进行合理生产;当金工、龙门刨车间按计划生产好的配件成品进入相应的半成品仓库后,再由装配按计划控制半成品出库量;整体以生产目标制按计划进行相应配件产品的生产,按计划领料生产控制所有设备进行量化管理,以此达到生产管理目标制!第五、生产流水线性:首先由毛坯件作为流水线的开始,大件类进入龙门刨车间进行量化生产(计划生产量、设备定值量(生产领料量)、最大产能量、目标控制量等),电焊车间将焊好的脚架同样在龙门刨车间刨好后进入总装流水线,作为总装流水线的第一道工序;金工车间小件类与龙门刨车间生产同步进行生产,同样进行量化生产,当金工车间产品配件生产一批结束后,进入机械配件装配区进行配件装配,当机械配件装配结束,总装流水线的第一道工序也已完成,然后进入第二道机械装配,第二道工序结束后进入第三道电机装配,第四道电器装配,第五、第六道等,最后进入道喷漆工序,喷漆批灰可以在第一道完成后进行!注:整道工序还待确定!总装流水线适用于除圆弧机(超大型)以外的任何机型!它可以减少人员、质量稳定、快速生产、提高产能。


大门成品堆放箱成品堆放箱
成品堆放箱
责任人
责任人责任人责任人四组组检:舒韦春三组组检:钟 香
二组组检:曾小龙
一组组检:谢锦锋检验桌
检验桌
检验桌检验桌
责任人:章尧平责任人:苏巧林责任人:吴周敏责任人:章志强备用机台间责任人:谢巧鸿制定人:王轩裘审核:分包台半成品裁片堆放区通道
分包台
半成品裁片堆放区
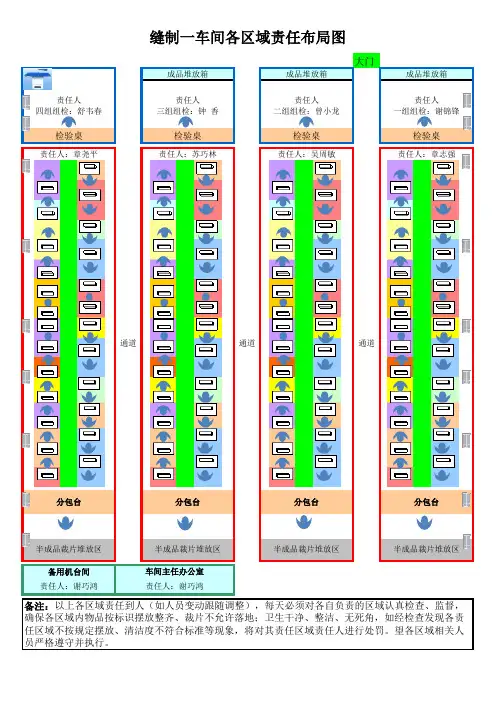
备注:以上各区域责任到人(如人员变动跟随调整),每天必须对各自负责的区域认真检查、监督,确保各区域内物品按标识摆放整齐、裁片不允许落地;卫生干净、整洁、无死角,如经检查发现各责任区域不按规定摆放、清洁度不符合标准等现象,将对其责任区域责任人进行处罚。
望各区域相关人员严格遵守并执行。
缝制一车间各区域责任布局图
车间主任办公室责任人:谢巧鸿二0一二年六月二十七日
分包台半成品裁片堆放区
通道分包台半成品裁片堆放区通道。

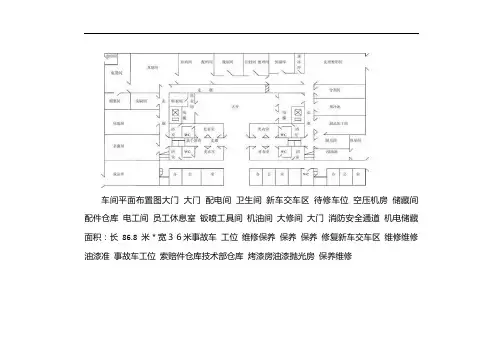
车间平面布置图大门大门配电间卫生间新车交车区待修车位空压机房储藏间配件仓库电工间员工休息室钣喷工具间机油间大修间大门消防安全通道机电储藏面积:长86.8米*宽36米事故车工位维修保养保养保养修复新车交车区维修维修油漆准事故车工位索赔件仓库技术部仓库烤漆房油漆抛光房保养维修布置图是建筑布置图的简明图形形式,用于显示建筑物,结构,设施,设备等的相对平面位置。
绘制布置图的常用方法是平面模型布置法。
根据布置对象的范围,布置图可分为工厂总体布置图,工厂布置图,车间布置图,设备布置图和地下网络布置图。
布局图一般是指平面的空间布局和布置,分为公共空间布局,室内平面布局,绿化平面布局等。
在工程中,布局图通常是指建筑布局的简洁图形形式方案,用于显示建筑物,构筑物,设施,设备等的相对平面位置。
画图方法通常,使用手工图或二维工程图软件来绘制平面图。
常用的CAD版本是cad2007,cad2010和cad2014。
在这里,2007是较早的CAD起草器最主要和最常用的版本。
2010是所有版本中最稳定的版本。
在现有CAD的基础上,CAD 2014与3DMAX更加兼容。
(常用:CAXA,众望CAD,天正CAD,AutoCAD)图纸布局计划的常用方法是平面模型布局方法和空间原理。
分类根据对象的范围,布局计划可以分为总体布局计划,总体布局计划,总体布局计划,总体布局计划,总体布局计划,总体布局计划,总体布局计划,总体布局计划,总体布局计划。
,总体布局计划,总体布局计划,总体布局计划,总体布局计划,总体布局计划单一建筑物布局图,设备布局图和地下网络布局图等国内建筑法目前,国内建筑法对平面布置图的要求是通过增加四个外墙和颜色图来构成建筑物的布置图。
三要素1个比例2方向3图例和笔记参考计划的方向,比例和图例。
确定方向:通常,面对平面图,图的顶部是北,底部是南,左侧是西,右侧是东。
在带有指针的平面中,指向箭头的方向是北。
比例尺:地图上的距离小于地面上的距离的程度。
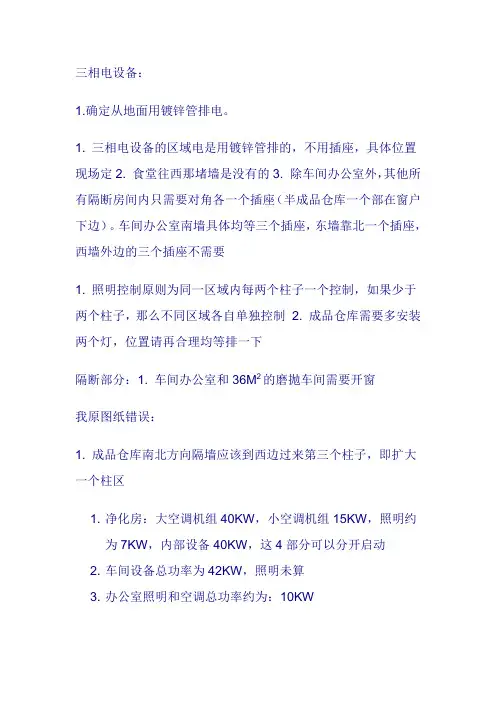
三相电设备:
1.确定从地面用镀锌管排电。
1. 三相电设备的区域电是用镀锌管排的,不用插座,具体位置现场定
2. 食堂往西那堵墙是没有的
3. 除车间办公室外,其他所有隔断房间内只需要对角各一个插座(半成品仓库一个部在窗户下边)。
车间办公室南墙具体均等三个插座,东墙靠北一个插座,西墙外边的三个插座不需要
1. 照明控制原则为同一区域内每两个柱子一个控制,如果少于两个柱子,那么不同区域各自单独控制
2. 成品仓库需要多安装两个灯,位置请再合理均等排一下
隔断部分:1. 车间办公室和36M2的磨抛车间需要开窗
我原图纸错误:
1. 成品仓库南北方向隔墙应该到西边过来第三个柱子,即扩大一个柱区
1. 净化房:大空调机组40KW,小空调机组15KW,照明约
为7KW,内部设备40KW,这4部分可以分开启动
2. 车间设备总功率为42KW,照明未算
3. 办公室照明和空调总功率约为:10KW。
外箱加工
区
成品
车间布局规划图
说明:
1、布局的原则:以物料的方向为导向,以物流距离最短为出发点,以生产安全为核心,以作业方便、高效为重点、以参观者的角度来审视进行布局。
2、仓库到钣金的主通道为3米宽,其它通道1.8-2米宽,全部用绿色漆,并标识为参观通道有箭头方向。
3、生产办公室放在二楼(计划、采购、品质)旁边设会客接待室。
4、二条生产流水线间的子流水线取消,确保参观通道安全通畅。
5、包装线1和2整体长度缩短到20米长(现30米)包装线2,之前的横线改为和线1一样为竖线。
6、圆桶产品的加工和贴标作业区高在生产流水线2线的旁边,直接上流水线。
7、总装所需的配件加工作业,全部集中到一个区。
发泡作业区
待制品周转区产品清理区
流水线1
物料区
门制做区
流水线2
自动抽真空
物料区配件放置
自动抽真空
雪种
检漏
电检
冲床
自动激光线
板料区
包装流水1线
雪种
检漏焊接配件加工区
圆桶贴标区
圆桶加工区
待制品周转区
剪板
圆桶加工区
待制品周转区
待制品周转区
待制品周转
区
待制品周转区
待制品周转区
测试品
绿化带
折弯机
周转车
周转车
折弯机折弯机碰焊机碰焊机内胆拼装
外箱拼装
内外拼装
流水线
待制品周转
区
待制品周转
区
待制品周转
区
激光机办公室
周转区
剪板
折弯机折弯机待检区
板料区
包装流水2线。