SPI_模具表面抛光标准
- 格式:pdf
- 大小:14.75 KB
- 文档页数:1

外观、省模、抛光、EDM加工标准参照表表1:外观标准SRI-SPE 抛光省模要求表面粗糙度火花加工夏米尔牧野沙迪克杜芬A0#1钻石膏Ra0~0.025CH0.2小面CH0.4大面MK0.2小面MK0.4大面SD0.2小面SD0.4大面A1#3钻石膏Ra0~0.025CH0.2小面CH0.4大面MK0.2小面MK0.4大面SD0.2小面SD0.4大面A2#6钻石膏Ra0.025~0.05CH0.2小面CH0.4大面MK0.2小面MK0.4大面SD0.2小面SD0.4大面A31200~1500砂纸Ra0.05~0.08CH1.0MK1.0SD1.0DF1.0 B0#800砂纸Ra0.05~0.08CH1.2MK1.2SD1.2DF1.2 B1#600砂纸Ra0.05~0.08CH1.6MK1.6SD1.6DF1.6 B2#400砂纸Ra0.1~0.13CH2.0MK2.0SD2.0DF2.0 B3#320砂纸Ra0.23~0.25CH2.0MK2.0SD2.0DF2.0 C1600#油石Ra0.25~0.3CH2.0MK2.0SD2.0DF2.0 C2400#油石Ra0.63~0.71CH2.0MK2.0SD2.0DF2.0 C3320#油石Ra0.96~1.07CH2.0MK2.0SD2.0DF2.0 D1喷#11粗玻璃珠砂=#2湿砂Ra0.25~0.3CH2.0MK2.0SD2.0DF2.0 D2喷#240氧化砂Ra0.66~0.8CH2.0MK2.0SD2.0DF2.0 D3喷#24氧化砂Ra4.83~5.84CH2.0MK2.0SD2.0DF2.0表2:外观标准SRI-SPE 抛光省模要求表面粗糙度火花加工夏米尔牧野沙迪克杜芬E-1EDM Ra=0.4μm Ra0.4CH0.4MK0.4SD0.4 E-2EDM Ra=0.6μm Ra0.6CH0.6MK0.4SD0.4 E-3EDM Ra=0.8μm Ra0.8CH0.8MK0.8SD0.8 E-4EDM Ra=1.5μm Ra1.5CH1.5MK1.5SD1.5 E-5EDM Ra=3.0μm Ra3.0CH3.0MK3.0SD3.0 E-6EDM Ra=4.0μm Ra4.0CH4.0MK4.0SD4.0 E-7EDM Ra=5.5μm Ra5.5CH5.5MK5.5SD5.5 E-8EDM Ra=8.0μm Ra8.0CH8.0MK8.0SD8.0 E-9EDM Ra=9.5μm Ra9.5CH9.5MK9.5SD9.5 E-10EDM Ra=12.0μm Ra12.0CH12.0MK12.0SD12.0 E-11EDM Ra=15.0μm Ra15.0CH15.0MK15.0SD15.0 E-12EDM Ra=18.0μm Ra18.0CH18.0MK18.0SD18.0表3:飞利浦外观标准抛光省模要求表面粗糙度火花加工夏米尔牧野沙迪克杜芬0-UN-D249#1钻石膏(光学要Ra0.025μm CH0.2小面MK0.2小面SD0.2小面求)CH0.4大面MK0.4大面SD0.4大面1-UN-D249#3钻石膏(镜面)Ra0.05μm CH0.2小面CH0.4大面MK0.2小面MK0.4大面SD0.2小面SD0.4大面2-UN-D249#6钻石膏(镜面)Ra0.1μm CH0.2小面CH0.4大面MK0.2小面MK0.4大面SD0.2小面SD0.4大面3-UN-D249#1500砂纸(高光)Ra0.2μm CH0.2小面CH0.4大面MK0.2小面MK0.4大面SD0.2小面SD0.4大面4-UN-D249#800砂纸(光面)Ra0.04μm CH0.4MK0.4SD0.4表4:飞利浦外观标准表面粗糙度火花机加工要求电极要求夏米尔石墨+H4-5Ra1.6E242石墨+H5-6Ra2.2E273石墨+H6-6Ra2.8E292石墨+H6-7Ra3.2E303石墨+H7-8Ra4.5E333石墨。
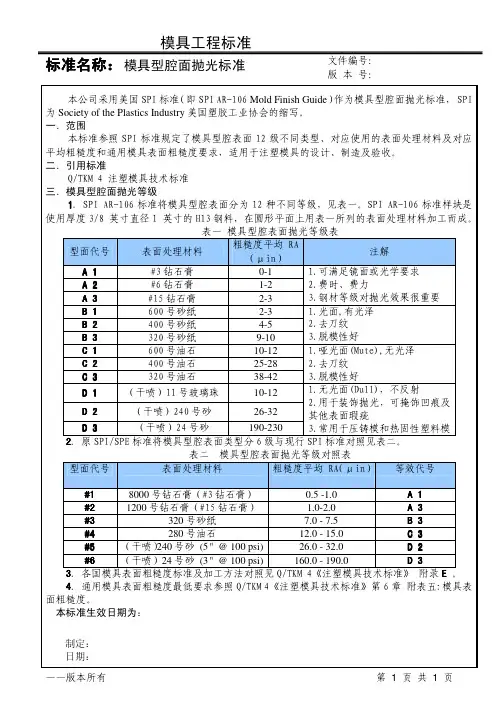
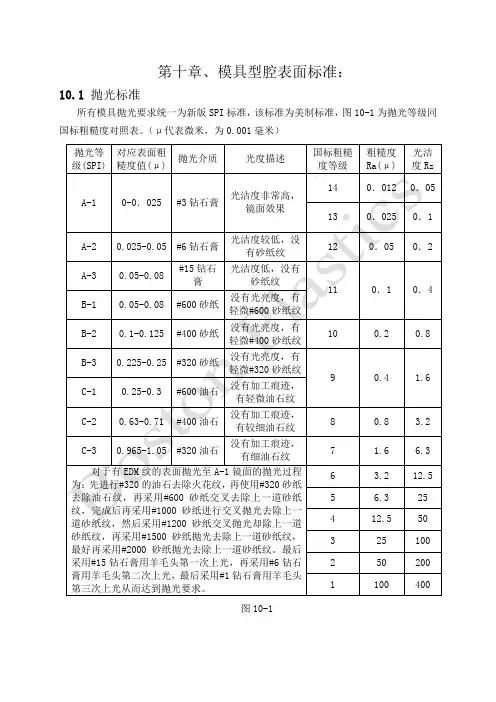
模具抛光标准
模具抛光是模具制作过程中的关键步骤之一,它对于模具的质量和表面光洁度有重要影响。
以下是一些常见的模具抛光标准:
1. 光洁度要求:模具表面应具有一定的光洁度,通常要求无明显的划痕、气泡、麻点等缺陷。
光洁度的标准可以根据具体应用而定,通常使用标准表面粗糙度(Ra)或光洁度等级(如SPI标准)来衡量。
2. 划痕和瑕疵:模具表面不应有明显的划痕、磨痕、凹陷、瑕疵等缺陷。
在抛光过程中,应特别注意消除这些瑕疵,以确保模具表面的完整性和光滑度。
3. 角度和边缘处理:模具的角度和边缘应该平滑、无锐利的边缘,以避免在模具使用过程中导致损伤或刮伤工件。
对于较小的模具,需要特别注意角度和边缘的抛光。
4. 表面平整度:模具表面应该是平整的,没有凹凸不平的情况。
通过抛光,可以使模具表面更加平坦,确保工件在模具中的贴合度和精度。
5. 模具表面光泽度:模具的表面光泽度通常根据具体要求而定,可以通过使用不同的抛光工具和材料来实现不同的光泽度。
一般来说,模具表面应具有良好的光泽度,以提高工件的外观质量和表面光洁度。
需要注意的是,不同的模具类型和应用领域可能具有不同的抛光标准和要求。
在实际操作中,可以根据具体情况选择适当的抛光方法、工具和材料,以满足模具的质量要求和客户的需求。
此外,定期清洁和维护模具也是保持模具表面光洁度的重要措施。

工件表面光洁度标准SPI ~SPE & 模具抛光等级2010-01-11 16:58SPI-SPE 工作表面光洁度标准旧标准一般粗糙度A-0 #1钻石膏(光学要求)A-1 #3钻石膏抛光(镜面) #3钻石膏A-2 #6钻石膏抛光(镜面) #3钻石膏A-3 #15钻石膏抛光(镜面) #2(#1200砂纸)B-1 #600砂纸(光面)B-2 #400砂纸(光面)B-3 #320砂纸(光面) #3C-1 #600油石(哑面)C-2 #400油石(哑面)C-3 #320油石(哑面) #4(#280油石)D-1 喷#11粗玻璃珠= (#2湿砂)D-2 喷#240砂= (干幼砂) #5(5"距离100磅压力, 似幼火花机纹)D-3 喷#24砂= (干粗砂) #6(3"距离100磅压力) 模具抛光有分等级的吗?代号番号加工法平均粒度(μm) 粒度上下值(μm) Ra中心线平均粗度(μm) 抛光代号200,000#以上━━ 0.07 0.062~0.082 0.003~0.01 (1)光学级14000# 1 DIAMOND 1 1~2 0.019~0.02510000# 2 DIAMOND 2 1~3 0.02~0.028 A18000# 3 DIAMOND 3 2~4 0.025~0.03 (2)A1,A25000# 4.5 DIAMOND 4.5 3~6 0.029~0.04 (3)A23000# 6 DIAMOND 6 4~8 0.032~0.045 (4)A2,A32000# 8 DIAMOND 8 6~10 0.04~0.06 A31000# 15 DIAMOND 15 10~20 0.06~0.07 A31000# 15 Sand paper 15 10~20 0.07~0.08800# 21 Sand paper 21 18~24 0.08~0.095600# 30 Sand paper 30 25~35 0.09~0.1 (5)B1400# 37 Sand paper 37 30~44 0.11~0.12 (6)B2320# 45 Sand paper 45 40~50 0.12~0.16 (7)B3━ 30 Whetstone 30 30~37 0.16~0.17 (8)C1━ 37 Whetstone 37 30~44 0.23~0.27 (9)C2━ 45 Whetstone 45 40~50 0.34~0.39 (10)C3━ 11# 咬花━━ 0.92~0.99 (11)D1━ 240# 咬花━━ 1.77~1.89 (12)D2━ 24# 咬花━━ 3.15~3.58 (13)D3━咬花━━ 1.83~1.99 (14)SPI5━ 3A EDM ━━ 3.62~4.31 3A━ 2A EDM ━━ 2.33~2.41 2A━ 1.5A EDM ━━ 2.07~2.14 1.5A━ 1A EDM ━━ 1.31~1.53 1A140# ━研磨━ 100#~140# 3~4230# ━研磨━ 200#~230# 2~3400# ━研磨━ 270#~400# 1~2本表只提供比对样板,测试报告值仅供参考用。
SPI-SPE抛光标准
拋光標准
一. 試模前必須檢查打光是否完全符合要求或是否全部完成.
二. 火花紋地方是否正确及是否可以出模.
三. 所有鏡面打光,鋼材必須用ASSAB 136,見硬52-54HKC工件表面光洁度按照下列新標准
SPI-SPE 工件表面光洁度標准
A-0 #1鑽石膏(光學要求)
A-1 #3鑽石膏拋光(鏡面)
A-2 #6鑽石膏拋光(鏡面)
A-3 #15鑽石膏拋光(鏡面)
B-1 600 沙紙(光面)
B-2 400 沙紙(光面)
B-3 320 沙紙(光面)
C-1 600 沙紙(光面)
C-2 400 油石(啞面)
C-3 320 沙紙(光面)
D-1 噴#11粗玻璃珠
D-2 噴#240沙
D-3 噴#24沙
1.見硬方法
- 用真空熱處理.
- 見硬時在熱處理通知表必須注明:
1.德勝2083ESR
2.硬度52-54HRC
3.高溫淬火+2次低溫回火
4.大陸的加工厂可以在德勝熱處理;香港加工厂可以繼續用好百利.
1.加工方法
用EDM火花電蝕加工,但需注意以下几點:
- 用低電流加工.因為高電流粗加工容易留下凹穴,打光時留下深孔.
- EDM只适用日本火花机加工,因台灣机火花紋深淺不一,會留下深孔.以因拋光鑽石膏后才看到"孔",如有凹孔重新打光需由#320開始,會浪費大量工時.。
塑胶模具镜面抛光等级标准Mirror polishing is a crucial step in the production of plastic molds, as it enhances the appearance and quality of the final product. Mirror polishing is a process that involves using progressively finer abrasives to achieve a smooth, shiny finish on the surface of the mold. This level of polish is typically required for molds that will be used to produce high-quality plastic parts with a flawless finish.镜面抛光对于塑胶模具的生产是非常关键的一步,因为它可以提升最终产品的外观和质量。
镜面抛光是一个过程,涉及使用逐渐细化的磨料来实现模具表面的光滑、闪亮的光洁效果。
通常需要这种抛光水平的是用于生产具有无瑕疵表面的高质量塑胶零件的模具。
The level of mirror polish achieved on a plastic mold is typically measured using specific standards and criteria. These standards outline the desired finish quality, such as the smoothness, reflectivity, and uniformity of the surface. The most commonly used standard for mirror polishing in the mold-making industry is the SPI (Society of the Plastics Industry) finish guide, which provides visual examples and descriptions of different levels of polish.通常情况下,可以使用特定的标准和标准来衡量塑胶模具上实现的镜面抛光水平。
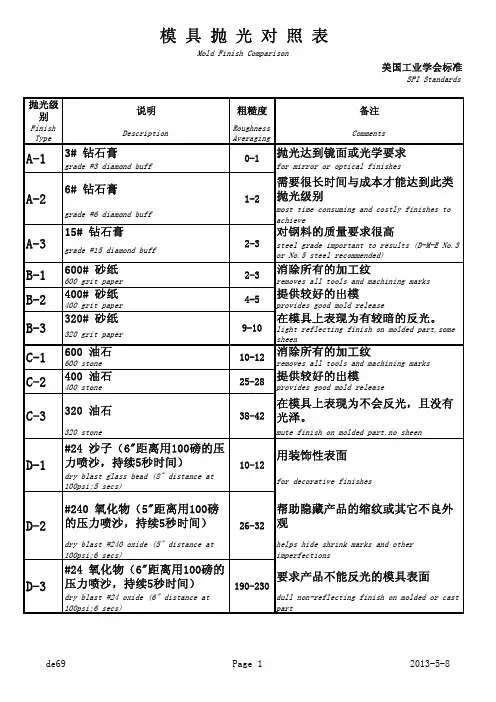
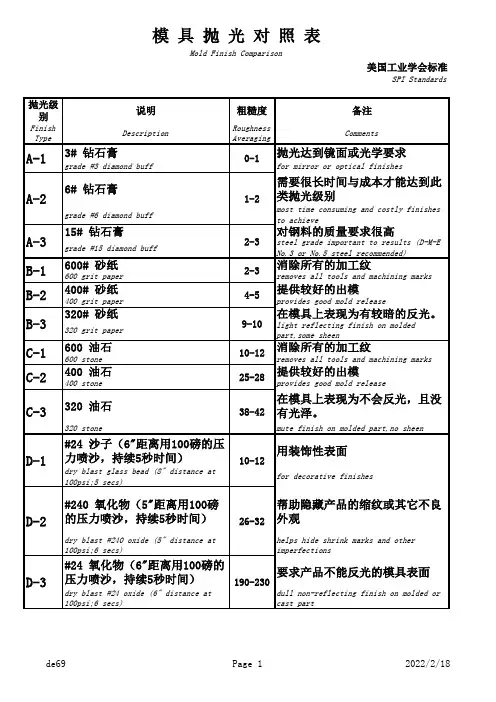
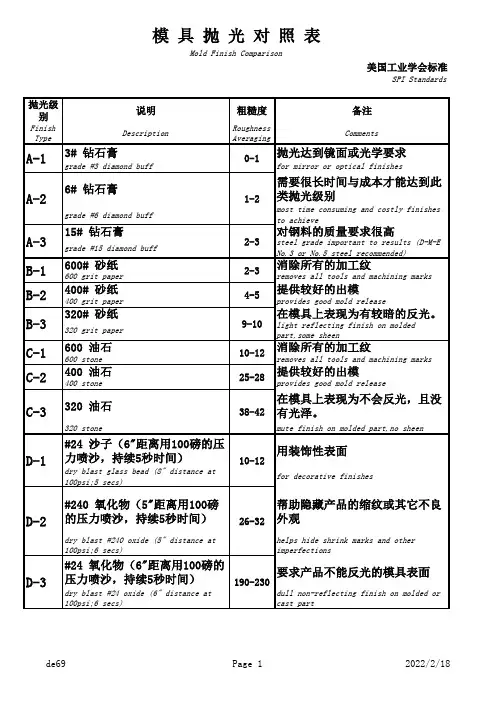
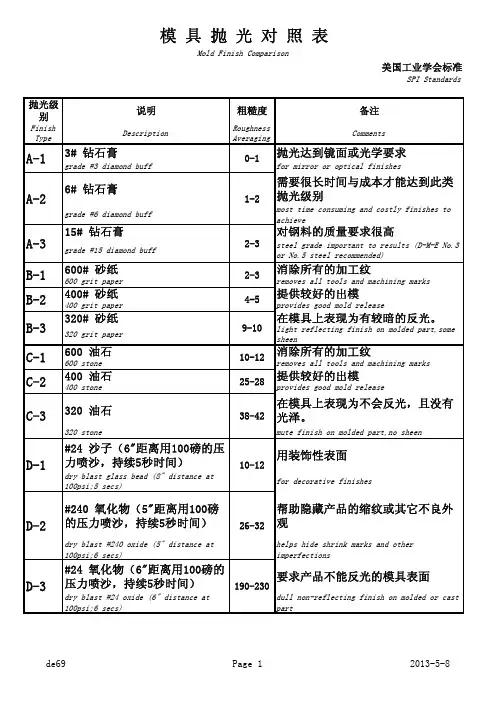
美国工业学会标准SPI Standards 抛光级别说明粗糙度备注Finish TypeDescriptionRoughnessAveragingComments3# 钻石膏抛光达到镜面或光学要求grade #3 diamond buff for mirror or optical finishes6# 钻石膏需要很长时间与成本才能达到此类抛光级别grade #6 diamond buffmost time consuming and costly finishes toachieve15# 钻石膏对钢料的质量要求很高grade #15 diamond buffsteel grade important to results (D-M-E No.3or No.5 steel recommended)600# 砂纸消除所有的加工纹600 grit paper removes all tools and machining marks400# 砂纸提供较好的出模400 grit paper provides good mold release320# 砂纸在模具上表现为有较暗的反光。
320 grit paperlight reflecting finish on molded part,somesheen600 油石消除所有的加工纹600 stone removes all tools and machining marks400 油石提供较好的出模400 stone provides good mold release320 油石在模具上表现为不会反光,且没有光泽。
320 stone mute finish on molded part,no sheen#24 沙子(6"距离用100磅的压力喷沙,持续5秒时间)用装饰性表面dry blast glass bead (8" distance at100psi;5 secs)for decorative finishes#240 氧化物(5"距离用100磅的压力喷沙,持续5秒时间)帮助隐藏产品的缩纹或其它不良外观dry blast #240 oxide (5" distance at100psi;6 secs)helps hide shrink marks and otherimperfections#24 氧化物(6"距离用100磅的压力喷沙,持续5秒时间)要求产品不能反光的模具表面dry blast #24 oxide (6" distance at100psi;6 secs)dull non-reflecting finish on molded or castpart模 具 抛 光 对 照 表Mold Finish ComparisonA-1 A-2 A-30-1 1-2 2-32-3 4-5 9-10 10-12 25-2810-12B-1B-2B-3C-1C-2D-1C-338-42D-2 D-326-32 190-230de69Page 12013-5-8。