松下SMT贴片机设备简介
- 格式:xls
- 大小:92.00 KB
- 文档页数:2
N P M Panasonic NPM通过综合实装生产线(印刷&实装&检查)实现高度单位面积生产率客户可以自由选择实装生产线通过系统软件实现生产线·生产车间·工厂的整体管理NPM高生产率—采用双轨实装方式· 业界领先的单位面积生产率:连接NPM3台时,贴装速度高达171,000cph,单位面积生产率27,800cph/㎡· 双轨传送带:在一边轨道上进行元件实装时,在另一边可进行基板的替换,以提高生产率并可实现异种基板的生产高功能&高信赖性· 继承Panasonic的实装特征DNA:全面兼容CM Series的硬件· 具有0402-100*90mm元件的对应能力以元件厚度检查和基板弯曲检查等功能,能够大幅度提高贴装质量,并且完全满足客户对POP、柔性基板等高难度工艺的需求简单操作· 采用人性化界面设计,机种切换指示可大幅度缩短料架台车的交换作业时间NPM-DSP高生产率—采用双轨印刷方式· 单位面积生产率47% UP(与以往机种SP18P-L相比)· 运转中的下一机种切换功能:因在前后配置了印刷基台,可完全独立操作,一侧继续生产时另一侧可进行机种切换高品质印刷· 继承了Panasonic独自的印刷DNA:直流式印刷工艺+高速多种脱版+柔和清洁+先进型刮刀支架—确保高品质印刷NPM-InspectionHead印刷后检查(SPI)—APC系统· 反馈到印刷机:可实现印刷位置补正、清洁指令、突发不良时的停止指令· 前馈到贴装头:提供锡膏位置信息及区块、不良标记信息通信· 前馈到AOI:APC元件贴装位置信息实装后检查(AOI)· 实装完毕元件的检查· 实装前异物检查:BGA实装前的异物检查 & 密封外壳实装前检查在综合实装生产线实现高度单位面积生产率实装&检查一连贯的系统,实现高效率和高品质生产客户可以自由选择实装生产线通过插头&动作功能,各工艺贴装头的设置位置实现自由化通过系统软件实现生产线?生产车间?工厂的整体管理通过生产线运转监控支援计划生产机种名NPM后侧实装头前侧实装头16吸嘴贴装头12吸嘴贴装头8吸嘴贴装头2吸嘴贴装头点胶头无实装头贴装头16吸嘴贴装头(搭载2个贴装头时)12吸嘴贴装头(搭载2个贴装头时)8吸嘴贴装头(搭载2个贴装头时)2吸嘴贴装头(搭载2个贴装头时)贴装速度0.051 s/芯片0.058 s/芯片0.090 s/芯片0.423 s/QFP贴装精度(Cpk≧1)± 40 μm/芯片± 40 µm/芯片± 30 µm/QFP 12mm to 32mm± 50 µm/QFP 12mm Under± 30 µm/QFP元件尺寸(mm) 0402芯片*1〜L6 mm × W 6 mm× T 3 mm0402芯片*1〜L12 mm × W 12mm × T 6.5 mm0402芯片*1〜L 32 mm × W 32mm × T 12 mm0603芯片〜L100 mm × W 90mm × T 28 mm点胶头点胶头点胶速度0.16秒/点(条件:XY=10mm、Z=4mm以内移动、无θ旋转)0.14秒/点(与本公司设备HDF相同条件:XY=3mm、Z=4mm以内移动、无θ旋转)点胶位置精度(Cpk≧1)± 75 μm/芯片对象元件1608芯片〜SOP, PLCC, QFP, 连接器检查头2D检查头(A)2D检查头(B)分辨率18 µm 9 µm视野(mm) 44.4 × 37.2 21.1 × 17.6检查时间(mm) 0.5 s/视野对象元件四方形芯片(0603以上)、SOP、QFP (0.4mm间距以上)、CSP、铝电解电容器、容量、微调电容器、线圈、连接器、网络电阻、晶体管、极管、电感、钽电容器、晶圆电阻四方形芯片(0402以上)、SOP、QFP (0.3mm间距以上)、CSP、铝电解电容器、容量、微调电容器、线圈、连接器、网络电阻、晶体管、极管、电感、钽电容器、晶圆电阻检查项目有无、偏移、表里、极性、异物*5 检查件数Max. 10 000 件*1:0402芯片,需要专用吸嘴·料架*2:只限主体*3:托盘供料器贴装时D尺寸:2 479 mm 交换台车安装时D尺寸:2 524 mm *4:不包括识别监控器、信号塔*5:异物检查以芯片元件为对象。
松下贴片机操作指导书修订记录1、目的规范操作,安全生产,提高生产效率。
2、范围前海成翔科技股份有限公司SMT车间的松上CM602、CM212机器。
3、作业内容1.基本操作在本章中对操作面板和彩色接触面板的操作、机器功能说明及本机的操作说明等基本的操作进行了说明。
关于正文中表示方法操作说明的阅读方法每页或许多少有些差异,但基本上均按下述构成进行说明。
1.1.1开始操作1321.按主菜单的。
2.按操作面板的。
4 5 开始自我诊断。
1伺服开关处于OFF (O) 时,请使其切换为ON ( I )。
说明标题操作步骤编号与画面上红框的箭头号码相对应。
实际操作记述由于进行操作而出现的现象。
记述操作的补足说明。
本书中使用的记号在本书中,使用下述记号进行说明。
: 表示按彩色接触面板的按钮。
: 表示操作的流程。
: 表示参照项目。
1表示按住操作面板的:内再按操作面板的键,2秒以。
: 表示工程师进行的操作。
表示按操作面板的键的同时再[ A ] : 按接触面板的[A]。
: 表示操作员进行的操作。
在左上以的方式显示进行此操作的按钮。
1.1 高速吸头(12吸嘴、通用吸头(8吸嘴、多功能吸头的切换) )1.1高速吸头(12吸嘴)、通用吸头(8吸嘴)、多功能吸头的切换在本机按下工作台选择按钮来切换工作台之后,根据该工作台上所设置的吸头类型通用吸头(8<吸嘴、高速吸头(12 吸嘴、多功能吸头,将会自动切换画面。
) ) >( “1.3.3 开关的种类与操作方法。
)”选择按钮的详情,请参照例1):左→右流动中工作台为通用吸头(8吸嘴,工作台为多功能吸头时A ) B(8选择AF (TBL1) 、AR (TBL2)时吸嘴)(3选择BF (TBL3) 、BR (TBL4)时吸嘴)4Z4C-JEn-McBh-001 4Z4C-JEn-McBh-0044Z4C-JEn-PcNa-0064Z4C-JEn-MaNe-001例2):左→右流动中工作台为高速吸头(12 吸嘴、工作台为通用吸头(8吸嘴时A )B )选择AF (TBL1) 、AR (TBL2) 时(12吸嘴) (8选择BF (TBL3) 、BR (TBL4) 时吸嘴)4Z4C-JEn-McBh-001 4Z4C-JEn-McBh-0041.2 操作面板1.2操作面板本节对本机操作面板以及其基本操作进行了说明。
松下转塔式贴片机MV2VB知识讲解转塔式贴片机的转塔一般有12~24个贴装头,贴装头一般有5~6只吸嘴,有的在一个圆环内呈环形分布,也有呈星形放射状分布的,可根据元件的需要选用合适的吸嘴。
转塔式贴片机用的最多的是松下贴片机、富士贴片机。
mv2vb是松下转塔式贴片机的经典之作。
下面我们来看看松下转塔式贴片机mv2vb的基本知识吧一.安全教育(松下转塔式贴片机MV2VB知识讲解)1.安全开关不要随意短接2.机器出现故障,必须停机解决3.切勿直视镭射光线4.紧急停止开关共有5个二.开/关机步骤MAIN CPU ON (松下转塔式贴片机MV2VB知识讲解)计算机启动OPERATION READY ON机器自检ORGH轴原点:64°~74°原点确认:显示“ * ”三. 元件的命名(松下转塔式贴片机MV2VB知识讲解)1. 轴向机:26mm,52mm编带。
2. 径向机:2.5mm, 5mm编带。
3. SMT:以外型尺寸命名元件名称。
CHIP元件:公制32162125160810050603英制0805060304020201IC元件:DIPSOPQFPBGACSPPLCCLCC管脚插入两边有脚四边有脚片底有脚(球型)引脚内弯侧面有脚四.安装注意事项(松下转塔式贴片机MV2VB知识讲解)1. 电源:AC200V±5%,三相四线制。
2. 单相电源:AC100V±5%。
3. 压缩空气>0.49MPa≈5KP/cm2。
4. 工作环境温度:20℃±10℃。
五. 机器主要单元介绍(松下转塔式贴片机MV2VB知识讲解)1.旋转工作头12个(区别:高速机TABLE动,中速机HEAD动)2.LOADER/UNLOADER3.工作头的单元HEAD4.FEEDER CARRIAGE5.料架单:K、Q TYPE 双:K、Q TYPE 8×2塑柄=黑8×4塑柄=白8×4塑柄=绿料架固定方式:“K”TYPEPITCH 21.5mm 单料架21.50mm 双料架10.75mm“Q”TYPEPITCH 20.0mm 单料架20.00mm 双料架10.00mm※机器的尺寸:M 330×250 PCB尺寸最大50×50 PCB尺寸最小XL 510×450 PCB尺寸最大50×50 PCB尺寸最小六. MV2VB的原理(松下转塔式贴片机MV2VB知识讲解)1位:真空阀打开(VS)、送料机构、吸着高度补偿(VT)、大部品检测、切刀、PUSH UP PIN(K:有Q:无)。


Panasert电气培训教材大纲一.一些常常利用工具的介绍1.斜口钳:主要用于剪切绑线带,黑色收缩软管等一些较细小的材料。
2.剥线钳:主要用于各类不同尺寸电线的剥线,电线有各类不同的外径尺寸。
当咱们在剥电线的绝缘层时,当不能完全肯定利用什么尺寸时,建议利用较大的尺径去剥电线绝缘层,这样做是为了避免损伤电线内部的导体。
剥线时不要硬性去拉扯绝缘层,而是将大拇指贴紧剥线钳,利用手腕之力轻轻往外拉。
剥现钳也可用于切断较粗的材料。
3.吹风筒:主要用于加热,使收缩软管收缩在材料表面。
4.PIN的压接钳:有多种样式的PIN压接钳,主要用于将PIN和线压接在一路在压接之前先要将收缩软管套在电线表面。
5.PIN—EXTRACTOR:也有几种不同样式,主要用于将PIN从PINCONNECTOR中拿出来。
6.压LUG钳:主要用于将各类大小尺寸LUG与电线压接在一路,一样在压接以前先将套管套在电线上。
二.一些常常利用的材料1. PIN和CONNECTORPIN的种类:主要分MOLEX和非MOLEX PINMOLEX-PIN:主要用于压接电源线。
非MOLEX-PIN:主要用于压接信号线。
还要按照机械的发展,用于初期的JVK2,AVK外型尺寸比较大的,和最近几年用于AVK2,MSH3等较先进系列,其外型尺寸比较小的,还有比较特殊的用于EMC(针对欧洲)的细长PIN。
PIN也分为MALE和FEMALE两种,外型也不一样。
2. CONNECTOR的分类A.按利用电线的尺径分类a用于电源线:通常常利用MOLEX-CONNECTOR。
b 用于控制线:通常常利用非MOLEX-CONNECTOR。
B.按照PIN的数量的分类可分为2,3,4,6,8,9,10,12,14,15等种类C.按照材料的分类a.类似于透明树脂型b金属材料型(此刻主要用于ENCODER)他的PIN也是比较特别的,和掏出 PIN 的PIN-EXTRACTOR也比较特别。
一、贴片机基本结构:贴片机是机-电-光以及计算机控制技术的综合体。
它通过吸取-位移-定位-放置等功能,实现了将SMD元件快速而准确地贴装到PCB板所指定的焊盘位置。
贴片机虽然品种繁多,但其基本构成如下:(一)贴装头从电装机器人的概念来说,贴装头就是一只智能的机械手,它能按要求拾取元件,精确地贴放到预置的焊盘上。
a. 元件拾放拾取元件一般是采用真空负压的吸嘴吸住元件,它结构简单便于维护,近年这种产生负压的微型真空发生器组件已经成为多家公司的系列产品,专供贴装头的设计者选用。
在拾放的动作中,吸嘴在做Z方向的移动时,既要拾放速度快,而且还要平稳。
早期的吸嘴Z方向移动是选用微型气缸完成的,在近十年的使用中发现气缸易磨损,寿命短,噪音大。
目前不少新机型都选用了新颖的机电一体化传动杆代替,使Z向运动状态都可以控制,大大提高Z方向运动综合性能。
b. 吸嘴当真空负压产生之后吸嘴是直接接触SMD元件的零件,吸嘴孔的大小与SMD元件的外形有每一台贴片机都有一套实用性很强吸嘴。
为了贴片机适应不同元件的贴装,所以还配有一个自动更换吸嘴的装置。
吸嘴与吸管之间还有一个弹性补偿的缓冲机构,保证在拾取过程对贴片元件的保护,提高元件的贴装率。
c. 气动电磁阀贴装头的微型气动电磁是贴装头上又一个重要组件,它管理着移动和拾放等功能,随贴片机的发展集成电磁阀组亦有了相当大的发展,有些单个电磁阀厚度仅为10-18毫米。
而且电磁铁驱动功率小,一般电路的驱动电平都可直接驱动,随着市场的不断发展,这些新颖的气动都能从市场上采购,给贴片机的设计开发提供有利条件。
d. 元件的定位贴片头的元件定位系统是贴片质量的一个重要环节,也是研究贴片技术难点之一,当被贴元件吸住元件之后,元件就处于不移稳定的悬浮状态。
早期的技术用机械爪进行被动定位,从而解决了早期贴片机的元件定位问题,但必竟是机械方式,机械制造中的各种误差,直接反映到元件定位的质量,特别是贴片速度提高时,机械的噪音,零件的磨损和精度的寿命等都限制了纯机械定位爪的进一步发展。

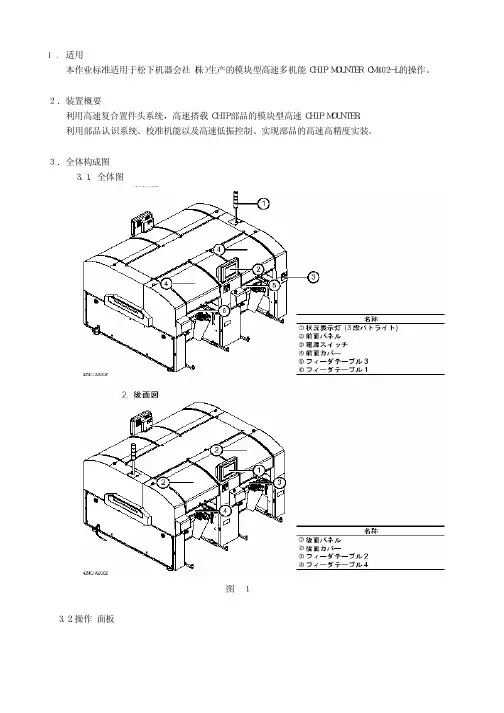
1/72CM602-L基本操作参考教材松下电器机电(中国)有限公司PICH FA 培训课2007年1月4/72理解实装机的标识图案。
用标识图案表示请遵守的内容。
以文章说明遵守的内容。
5/72请勿使安全开关无效,如果在无效的状态下身体部分进入机器内部,有受伤的危险。
排除设备故障完成之前,将SERVO开关始终处于OFF状态。
SERVO开关由OFF切换到ON时,各轴回高速返回原处,所以切换之前请确认各轴的动作和周围环境。
用手移动可移动的机构时,如X-Y工作台,注意不要夹到手指。
禁止把用于发生电磁波的用电器插在机器的电源上,也禁止使用超过规定电流的机器。
一人操作原则,两人以上必须相互打招呼,设备内部的器件安放正确后才能启动。
6/72电源开启状态下进行设备后部危险时,使后部操作有效。
并把警告信息牌挂在前部面板上。
不可随便拆除或改造指定的安全机构(防御栅栏、安全保护紧急停止装置等)。
不可直接用眼睛去看设备上的激光装置发出的激光。
检查各种传感器时,应使用纸片、小镊子等,此时手指不可放在传感器感应表面上。
进入设备内部维修时,一定要关闭主电源,并使SERVO开关处于OFF状态。
绝对不可以把工具等杂物放在机器内部,会有使机器损坏的危险。
7/72打开或关闭回流炉盖子时,注意不要夹住手指。
粘合剂或焊膏附着在手或皮肤上的时候,须立即用水清洗。
调整回流炉内部时,须戴上保护器具,尤其是注意U/V灯的高温。
不可赤手接触炉内的高温部,或排出的基板,以免烫伤。
有机溶剂会大量汽化,须排气。
绝对不要观看炉内的U/V灯(紫外线)。
8/72实装机的周围温度、湿度须在规定的范围内,并须安装在水气不凝结的地方。
实装机安装处的地方须有可支撑本机质量的强度(关于耐负荷,请与建筑厂商联络)。
实装机运转时,地板没有震动。
实装机的周围禁止有电磁波干扰。
没有油烟和灰尘的地方。
周围没有易燃气体,腐蚀性气体存在。
9/727实装机安装时,必须使用水平器使设备保持水平状态。
