(完整版)15-铣削与铣刀解析
- 格式:ppt
- 大小:2.30 MB
- 文档页数:62

铣削与铣刀解析课件 (一)
铣削是现代机械加工工艺中不可或缺的一种。
在机械加工技术中,铣
刀起到了至关重要的作用。
因此,对于铣削与铣刀的解析课件,理解
其原理和使用方法对于机械加工工人来说是非常重要的。
下面将从以
下几个方面来进行解析。
一、铣削的定义
铣削是一种面铣加工技术,是通过铣刀的旋转进行金属材料的加工,
用于生产复杂的异形零件和零件组件。
二、铣刀的分类
铣刀分为高速钢铣刀、硬质合金铣刀、CBN铣刀、陶瓷刀具等多种类型。
各种类型的铣刀适用于不同的材料和加工要求。
三、铣削加工中的参数
在进行铣削加工时,一些参数需要掌握并进行设置,例如铣削速度、
进给速度和切削深度。
在进行具体的加工任务的时候,需要根据不同
的材质和精度要求进行调整。
四、铣削中常见的问题
在铣削加工过程中,会出现一些常见的问题,如铣刀磨损、加工表面
质量不佳等。
了解这些问题的发生原因和解决方法,可以提高铣削加
工的效率和质量。
五、铣削加工的优势
铣削加工具有精度高、效率高、生产成本低等优势,被广泛应用于机械制造、汽车零件生产等领域。
综上所述,铣削与铣刀解析课件的学习可以帮助大家更好地掌握铣削加工的原理和方法,为实际操作提供帮助。
同时,机械加工行业也需要不断地更新和完善铣削技术,满足不同行业的需求。
我们应该注重铣削技术的学习和掌握,推动机械加工行业的发展和进步。
三、铣削加工与刀具铣削是广泛使用的切削加工方法之一,它适用于加工平面、阶台面、沟槽、成形表面以及切断等。
铣刀的每一个刀齿都相当于一把车刀,它的切削基本规律与车削相似,但铣削是断续切削,切削厚度和切削面积随时在变化,所以铣削过程具有一些特殊规律。
以圆柱铣刀和面铣刀为例,介绍铣刀的几何参数和铣削过程特点,分析常用尖齿铣刀的结构特点、应用范围,为掌握常用标准铣刀的合理选用打下初步基础。
1. 铣刀的类型和几何参数(1)铣刀的类型铣刀是刀齿分布在旋转表面上或端面上的多刃刀具。
按刀齿齿背形状可分为尖齿铣刀和铲齿铣刀。
尖齿铣刀与铲齿铣刀相比,具有加工表面质量好,耐用度髙,切削效率髙等优点,因此得到广泛的使用。
铲齿铣刀沿前刀面可以重磨,重磨后铣刀刃形能保持不变,当铣刀具有复杂刃形时,铣刀制造容易、重磨简单,主要用于加工成形表面。
(2)铣刀的几何参数以圆柱铣刀和面铣刀为例来分析铣刀的几何参数。
铣削时,铣刀旋转是主运动,工件与铣刀沿进给方向相对运动是进给运动。
铣刀的主剖面标注坐标系由pr 、ps和p三平面组成:基面pr是过切削刃上的选定点且包含铣刀轴线的平面,即垂直于主运动速度方向的平面;切削平面ps是过切削刃上选定点与切削刃相切且垂直于基面的平面;主剖面p是通过切削刃上选定点,同时垂直于基面与切削平面的平面。
圆柱铣刀的主剖面p0与进给剖面pf;切削平面ps与切深剖面pp相互重合。
铣刀的主剖面p亦即为铣刀的端平面。
由于设计和制造的需要,铣刀的标注几何角度除规定在主剖面系外,还分别规定法剖面系和进给切深剖面系。
2)铣刀的几何角度车刀几何角度的定义也适用于铣刀。
①圆柱铣刀的几何角度圆柱铣刀的主剖面和进给剖面相重合,所以前角γ0和后角a分别等于进给前角γf和进给后角αf ,图纸上应标注γn和a。
主剖面、法剖面之间前角、后角关系可用下式换算:ββγγc o sc o satgatgtgtgnn==……………………4-13 4-14式中:β-螺旋角,相当于车刀上的刃倾角λs。

第七章铣削与铣刀
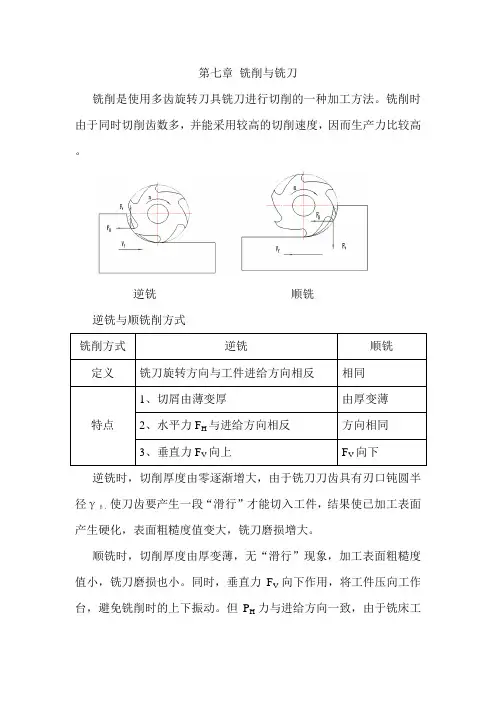
铣削是使用多齿旋转刀具铣刀进行切削的一种加工方法。
铣削时由于同时切削齿数多,并能采用较高的切削速度,因而生产力比较高。
逆铣顺铣
逆铣与顺铣削方式
逆铣时,切削厚度由零逐渐增大,由于铣刀刀齿具有刃口钝圆半
径γ
β,使刀齿要产生一段“滑行”才能切入工件,结果使已加工表面产生硬化,表面粗糙度值变大,铣刀磨损增大。
顺铣时,切削厚度由厚变薄,无“滑行”现象,加工表面粗糙度值小,铣刀磨损也小。
同时,垂直力F V向下作用,将工件压向工作台,避免铣削时的上下振动。
但P H力与进给方向一致,由于铣床工
作台进给机构丝杠-螺母副间存在有间隙,在铣削力变动的过程中,由于F H的作用,可能使工作台带动丝杠发生空窜动,而影响铣刀的耐用度,甚至打刀。
因此,当要采用顺铣时,机床进给机构必须具有削除间隙机构。
铣刀基础知识铣刀的用法铣刀是用于铣削加工的、具有一个或多个刀齿的旋转刀具。
那么你对铣刀了解多少呢?以下是由店铺整理关于铣刀知识的内容,希望大家喜欢!铣刀的主要用途大体上分为:1、平头铣刀,进行粗铣,去除大量毛坯,小面积水平平面或者轮廓精铣。
2、球头铣刀,进行曲面半精铣和精铣;小型球头铣刀可以精铣陡峭面/直壁的小倒角还有不规则轮廓面。
3、平头铣刀带倒角,可做粗铣去除大量毛坯,还可精铣细平整面(相对于陡峭面)小倒角。
4、成型铣刀,包括倒角刀,T形铣刀或叫鼓型刀,齿型刀,内R 刀。
5、倒角刀,倒角刀外形与倒角形状相同,分为铣圆倒角和斜倒角的铣刀。
6、T型刀,可铣T型槽。
7、齿型刀,铣出各种齿型,比如齿轮。
8、粗皮刀,针对铝铜合金切削设计之粗铣刀,可快速加工。
铣刀的使用方法铣刀的装夹加工中心用铣刀大多接纳弹簧夹套装夹方式,使用时处于悬臂形态。
正在铣削加工过程中,有时可能出现铣刀从刀夹中逐步伸出,以致完整?失落,以致工件报废的景象,其缘由一般是由于刀夹内孔与铣刀刀柄外径之间存正在油膜,形成夹紧力不敷所致。
铣刀出厂时一般都涂有防锈油,假如切削时使用非水溶切削油,刀夹内孔也会附着一层雾状油膜,卖刀柄和刀夹上都存正在油膜时,刀夹很难牢固夹紧刀柄,正在加工中铣刀就超卓松动?失落。
所以正在铣刀装夹前,应先将铣刀柄部和刀夹内孔用清洗液清洗洁净,擦干后再进行装夹。
当铣刀的直径较大时,即使刀柄和刀夹都很干净,还是可能发生?失刀事故,这时应选用带削平缺口的刀柄和相应的侧面锁紧方式。
铣刀夹紧后可能出现的另一标题是加工中铣刀正在刀夹端口处折断,其缘由一般是由于刀夹使用光过长,刀夹端口部已磨损成锥形所致,此时应更换新的刀夹。
铣刀的振动由于铣刀与刀夹之间存正在微小间隙,所以正在加工过程中刀具有可能出现振动景象。
振动会使铣刀圆周刃的吃刀量不均匀,且切扩量比原定值增大,影响加工精度和刀具使用寿命。
但当加工出的沟槽宽度偏小时,可以有目的地使刀具振动,经过增大切扩量来获得所需槽宽,但这种情况下应将铣刀的最大振幅正在0.02mm以下,否则无法进行稳定的切削。