8铣刀与铣削
- 格式:ppt
- 大小:4.54 MB
- 文档页数:69
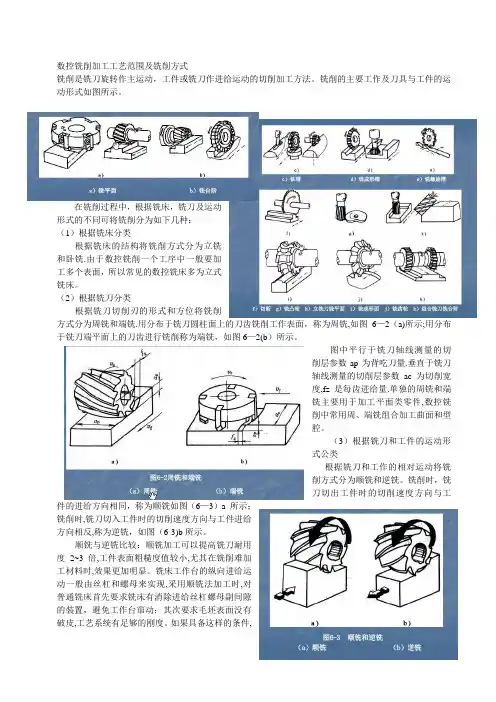
数控铣削加工工艺范围及铣削方式铣削是铣刀旋转作主运动,工件或铣刀作进给运动的切削加工方法。
铣削的主要工作及刀具与工件的运动形式如图所示。
在铣削过程中,根据铣床,铣刀及运动形式的不同可将铣削分为如下几种:(1)根据铣床分类根据铣床的结构将铣削方式分为立铣和卧铣.由于数控铣削一个工序中一般要加工多个表面,所以常见的数控铣床多为立式铣床。
(2)根据铣刀分类根据铣刀切削刃的形式和方位将铣削方式分为周铣和端铣.用分布于铣刀圆柱面上的刀齿铣削工作表面,称为周铣,如图6—2(a)所示;用分布于铣刀端平面上的刀齿进行铣削称为端铣,如图6—2(b)所示。
图中平行于铣刀轴线测量的切削层参数ap为背吃刀量.垂直于铣刀轴线测量的切削层参数ac为切削宽度,fz是每齿进给量.单独的周铣和端铣主要用于加工平面类零件,数控铣削中常用周、端铣组合加工曲面和型腔。
(3)根据铣刀和工件的运动形式公类根据铣刀和工作的相对运动将铣削方式分为顺铣和逆铣。
铣削时,铣刀切出工件时的切削速度方向与工件的进给方向相同,称为顺铣如图(6—3)a 所示;铣削时,铣刀切入工件时的切削速度方向与工件进给方向相反,称为逆铣,如图(6-3)b所示。
顺铣与逆铣比较:顺铣加工可以提高铣刀耐用度2~3倍,工件表面粗糙度值较小,尤其在铣削难加工材料时,效果更加明显。
铣床工作台的纵向进给运动一般由丝杠和螺母来实现,采用顺铣法加工时,对普通铣床首先要求铣床有消除进给丝杠螺母副间隙的装置,避免工作台窜动;其次要求毛坯表面没有破皮,工艺系统有足够的刚度。
如果具备这样的条件,应当优先考虑采用顺铣,否则应采用逆铣.目前生产中采用逆铣加工方式的比较多。
数控铣床采用无间隙的滚球丝杠传动,因此数控铣床均可采用顺铣加工.数控铣削主要特点(1)生产率高(2)可选用不同的铣削方式(3)断续切削(4)半封闭切削数控铣削主要加工对象(1)平面类零件加工面平行或垂直水平面,或加工面与水平面的夹角为定角的零件为平面类零件.目前,在数控铣床上加工的绝大多数零件属于平面类零件。
锯片铣刀切削速度参数计算: 工序10:铣下端面 1、选择刀具1)根据《切削手册》表1.2,选择YT15硬质合金刀片端铣刀。
据《切削手册》表3.1及实际铣削宽度,取端铣刀直径0d 为200mm ,采用标准硬质合金端铣刀,故齿数z=8。
(《切削手册》表3.15)。
2)铣刀几何形状(《切削手册》表3.2):由于b σ≤600MPa ,故选择r κ=60°,r εκ=30°,r κ'=5°,0α=8°(假定max c α>0.08mm ),0α'=10°,s λ=-15°,0λ=-5°。
2、选择切削用量1)取铣削深度p a =5mm ,1次走刀;2)决定每齿进给量z f 根据《切削手册》表3.5,当使用YT15,铣床功率为10KW (《工艺手册》表4.2-35,X53K 型立铣说明书)时,z f =0.09~0.18mm/z但采用不对称端铣,故取z f =0.18mm/z3)选择铣刀磨钝标准及刀具寿命 根据《切削手册》表3.7,铣刀刀齿后刀面最大磨损量为1.2mm ;由于铣刀直径0d =200mm ,故刀具寿命T=240min (《切削手册》表3.8)。
4)决定切削速度c v 和每分钟进给量f v 切削速度c v 根据《切削手册》表3.15,当0d =200mm ,z=8,p a ≤5mm ,z f ≤0.18mm/z 时,t v =129m/min ,t n =206r/min ,ft v =263mm/min 。
各修正系数为:Mv k =Mn k =Mvf k =1.27 sv k =sn k =svf k =0.8故 c v =t v v k =129⨯1.27⨯0.8m/min=131.064m/min n=t n n k =206⨯1.27⨯0.8r/min=209.296r/minf v =ft v vt k =263⨯1.27⨯0.8mm/min=267.208mm/min 根据X53K 型立铣说明书(《工艺手册》表4.2-36)选择c n =190r/min ,fc v =200mm/min 因此实际切削速度和每齿进给量为0c d n 3.14200190v m /min 119.32m /min 10001000π⨯⨯=== fc zc c v 200f mm /z 0.132mm /z n z 1908===⨯5)校验机床功率 根据《切削手册》表3.23,当b σ<560MPa ,e a ≤138mm ,p a ≤5.9mm ,0d =200mm ,z=8,f v =200mm/min ,近视为cc P =7.8KW根据X53K 型立铣说明书(《工艺手册》表4.2-35),机床主轴允许的功率为cM P =10⨯0.85KW=8.5KW故cc P <cM P ,因此所选择的切削用量可以采用,即p a =5mm ,f v =200mm/min ,n=190r/min ,c v =119.32m/min ,z f =0.132mm/z 。


常用铣刀的种点类及加工特点铣刀是用于金属切削和切割的重要切削工具,不同种类的铣刀适用于不同类型的加工任务。
以下是一些常用的铣刀种类以及它们的加工特点:1.平面铣刀(End Mill):•种类:平头铣刀、球头铣刀、角铣刀等。
•加工特点:适用于表面平整化、侧面切削、开槽、轮廓加工等。
2.T型槽铣刀(T-Slot Cutter):•种类:T型槽铣刀、T型槽清底铣刀。
•加工特点:用于加工T型槽,安装螺栓、螺母等零件时使用。
3.立铣刀(Face Mill):•种类:正面铣刀、90度立铣刀、高效切削立铣刀等。
•加工特点:用于平面铣削、表面加工和大面积的平面铣削。
4.球头铣刀(Ball End Mill):•种类:单刃球头铣刀、双刃球头铣刀。
•加工特点:适用于复杂曲面加工、三维加工,可产生球形底部的凹槽和曲线。
5.齿轮铣刀(Gear Cutter):•种类:滚刀、锥齿轮铣刀、分度盘齿轮铣刀等。
•加工特点:用于齿轮加工,包括直齿轮、斜齿轮、螺旋齿轮等。
6.侧铣刀(Side Milling Cutter):•种类:角铣刀、平头侧铣刀、T型槽侧铣刀等。
•加工特点:用于槽加工、平面铣削、侧面加工和切槽等。
7.球头铣刀(Bull Nose End Mill):•加工特点:适用于三维曲面加工,具有球形底部,可用于半球形凹槽。
8.螺纹铣刀(Thread Mill):•加工特点:用于螺纹加工,如内螺纹和外螺纹。
9.V型铣刀(V-Bit End Mill):•加工特点:用于雕刻和雕塑,可产生V形切削痕迹。
10.槽铣刀(Slitting Cutter):•加工特点:用于切割薄材、分度盘、金属带等。
这些铣刀种类在金属加工、木工、塑料加工和其他材料加工中发挥着重要作用。
选择适当的铣刀种类取决于所需的加工任务、材料类型和机床设备。
不同的铣刀种类和设计可用于满足各种切削需求,从粗加工到精密加工。

铣刀分类铣刀种类繁多,依其工作性质、装置方式、刀齿形状、构造、材质、轮磨方式可归类如下:一、依工作性质分1.平铣刀:平铣刀为卧式铣床上加工平面最常用之刀具,平铣刀为圆盘型或圆柱型,外圆周上有刀齿,用于铣削与刀轴平行之平面,平铣刀的刀刃有直刃形,与螺旋刃形,一般以螺旋刃形较常用。
直齿刀刃宽度在20mm以下,因其刀刃多,切屑槽小,仅适于轻铣削及硬质材料的铣削。
而刀宽超过20mm以上时通常制成螺旋齿,以降低剪切力,防止铣削时产生的震动,其刀刃数少,有较大之切屑槽,适于重铣削及软质材料之铣削。
2.侧铣刀:侧铣刀的外形与直刃形平面铣刀类似,除具备平铣刀的形状和功用外,侧面亦有刀刃,可同时铣削工作物的平面与侧面。
依刀刃形状可分为直齿、螺旋齿及交错齿三种形式,交错齿侧铣刀铣切时应力可相互抵销,减少震动,铣削效率较好,适合重铣削。
3.锯割铣刀:此种铣刀类似平铣刀或侧铣刀,但其厚度甚薄(6mm以下),且没有侧刀齿,其两边均准确磨光并向中心逐渐磨薄,使其铣切时有适当的间隙,而不会产生摩擦,用于铣切窄槽及锯割材料。
4.面铣刀:面铣刀系一圆盘状台形本体的周围及侧面具有刀刃的铣刀,此种铣刀主要铣削较大的平面,铣刀刀面宽大,铣刀本体一般以工具钢制成,在嵌入高速钢或碳化物刀刃。
5.端铣刀:此类铣刀在圆周面及端面均有刀刃,用以铣削平面、端面、肩角及沟槽。
端铣刀具有直柄、斜柄、直刃、螺旋刃、双刃、多刃等不同形式。
6.角铣刀:角铣刀之刀刃既不平行亦不垂直于铣刀轴,专门用于铣削与回转轴成一定角度之面的铣刀,如V型槽、棘齿轮、鸠尾槽、铰刀刃及铣刀等之加工。
依角度不同又可分为单侧角铣刀与双侧角铣刀两种。
单侧角铣刀倾斜角度有45°、60°、70°、80°等,双侧角铣刀成45°、60°、90°等。
7.成型铣刀:此类铣刀通常是为特定形状的铣削工作而设计,专门铣削规则或不规则外形及大量生产小零件之用,常用的有圆角铣刀、切齿铣刀、凸圆铣刀、凹圆铣刀等。
铣刀分类铣刀种类繁多,依其工作性质、装置方式、刀齿形状、构造、材质、轮磨方式可归类如下:一、依工作性质分1.平铣刀:平铣刀为卧式铣床上加工平面最常用之刀具,平铣刀为圆盘型或圆柱型,外圆周上有刀齿,用于铣削与刀轴平行之平面,平铣刀的刀刃有直刃形,与螺旋刃形,一般以螺旋刃形较常用。
直齿刀刃宽度在20mm以下,因其刀刃多,切屑槽小,仅适于轻铣削及硬质材料的铣削。
而刀宽超过20mm以上时通常制成螺旋齿,以降低剪切力,防止铣削时产生的震动,其刀刃数少,有较大之切屑槽,适于重铣削及软质材料之铣削。
2.侧铣刀:侧铣刀的外形与直刃形平面铣刀类似,除具备平铣刀的形状和功用外,侧面亦有刀刃,可同时铣削工作物的平面与侧面。
依刀刃形状可分为直齿、螺旋齿及交错齿三种形式,交错齿侧铣刀铣切时应力可相互抵销,减少震动,铣削效率较好,适合重铣削。
3.锯割铣刀:此种铣刀类似平铣刀或侧铣刀,但其厚度甚薄(6mm以下),且没有侧刀齿,其两边均准确磨光并向中心逐渐磨薄,使其铣切时有适当的间隙,而不会产生摩擦,用于铣切窄槽及锯割材料。
4.面铣刀:面铣刀系一圆盘状台形本体的周围及侧面具有刀刃的铣刀,此种铣刀主要铣削较大的平面,铣刀刀面宽大,铣刀本体一般以工具钢制成,在嵌入高速钢或碳化物刀刃。
5.端铣刀:此类铣刀在圆周面及端面均有刀刃,用以铣削平面、端面、肩角及沟槽。
端铣刀具有直柄、斜柄、直刃、螺旋刃、双刃、多刃等不同形式。
6.角铣刀:角铣刀之刀刃既不平行亦不垂直于铣刀轴,专门用于铣削与回转轴成一定角度之面的铣刀,如V型槽、棘齿轮、鸠尾槽、铰刀刃及铣刀等之加工。
依角度不同又可分为单侧角铣刀与双侧角铣刀两种。
单侧角铣刀倾斜角度有45°、60°、70°、80°等,双侧角铣刀成45°、60°、90°等。
7.成型铣刀:此类铣刀通常是为特定形状的铣削工作而设计,专门铣削规则或不规则外形及大量生产小零件之用,常用的有圆角铣刀、切齿铣刀、凸圆铣刀、凹圆铣刀等。