齿轮机械加工工序卡片
- 格式:doc
- 大小:336.91 KB
- 文档页数:15
机械加工工序卡--模板----419dfce8-7160-11ec-90c9-7cb59b590d7d机械加工工序卡片产品名称:锥齿轮10工序号10工序名称粗车每毛坯可制件数1设备编号1.材料品牌毛坯种类锻件设备名称车床夹具编号每台机器的件数1同时加工的件数16010设备型号CA6140夹具名称三爪卡盘工序工时(分)准终单件工作步骤12工粗车小端端面打孔主轴转速r/min500切削速度m/min15.7进给速度mm/R0 4切削深度mm5.4Step工时移动辅助车刀、游标卡尺设计编号(日期)标记更改文件编号签名日期标记编号更改文件编号签名日期校对(日期)审核(日期)标准化(日期)会签(日期)加工工艺卡产品型号产品名称零件图号零件名称10页第2页材料等级工序名称粗车每毛坯可制件数1设备编号毛坯锻造设备名称车床夹具编号每台件数1同时加工件数16010设备型号ca6140夹具名称操作工时(分钟)准最终件工步号12粗轧机大端面钻孔主轴转速r/min500切割速度M/min 7进给量mm/r0.4切割深度mm3 1工步工时机动辅助游标卡尺车刀设计(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期审核人(日期)审核(日期)标准化(日期)会签(日期)机械加工工序卡片产品型号产品名称零件名称工序号30工序名称粗车第页,共10页材料牌号毛坯锻造设备名称车床夹具编号每毛坯可制件数1设备编号每台机器的件数1同时加工的件数16010设备型号CA6140夹具名称工序工时(分)准终单件粗车削圆柱锥面主轴转速r/min800切割速度M/min 14进给量mm/r0.3切割深度MM1 2工步工时机动辅助设计编号(日期)标记更改文件编号签名日期标记编号更改文件编号签名日期校对(日期)审核(日期)标准化(日期)会签(日期)加工工艺卡产品型号产品名称锥齿轮车间零件图号零件名称工序号40工序名称精车每毛坯可制件数1设备编号每台件数1同时加工件数共10页第4页材料等级坯种类锻件设备名称6010夹具名称切削液操作工时(分钟)准最终件工精车外圆锥面主轴转速r/min800切削速度m/min30.14进给速度mm/R0 1切削深度mm0.1Step工时移动辅助设计(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期审核人(日期)审核(日期)标准化(日期)会签(日期)机械加工工序卡片产品型号产品名称小伞型齿轮车间零件图编号零件名称操作编号50操作名称第5页,共10页材料牌号每件毛坯的工件数量1台设备数量1每套工件数量1同时加工的工件数量1夹具名称切削液毛坯种类锻件设备名称6010工序工时(分)准终单件工作步骤123主轴转速r/min1220800800切割速度M/min38 3120.125.6进给量mm/r0.140.4切割深度mm0玖佰壹拾点五进给次数221Step工时移动辅助粗车ø8外圆粗车ø6外圆粗车ø7.5外圆设计编号(日期)标记更改文件编号签名日期标记编号更改文件编号签名日期校对(日期)审核(日期)标准化(日期)会签(日期)加工工艺卡产品型号产品名称锥齿轮车间零件图号零件名称工序号60工序名称车每毛坯可制件数每台件数共10页第6页材料等级毛坯种类锻件设备名称6010设备型号设备编号同时加工件数夹具名称切削液工序工时(分)准终单件工作步骤12工车退刀槽倒角主轴转速r/min800800切削速度m/min25.620.1进给速度mm/R切削深度mm0.5喂食次数11工步工时机动辅助设计编号(日期)标记更改文件编号签名日期标记编号更改文件编号签名日期校对(日期)审核(日期)标准化(日期)会签(日期)加工工艺卡产品型号产品名称锥齿轮车间零件图号零件名称工序号70工序名称铣每毛坯可制件数1设备编号每台件数1同时加工件数1夹具名称切削液共10页第7页材料等级毛坯种类锻件设备名称6010zbt8216操作工时(分钟)准最终件主轴转速r/min切割速度M/min26九十四进给量mm/r切割深度MM1 7工步工时机动辅助设计编号(日期)标记更改文件编号签名日期标记编号更改文件编号签名日期校对(日期)审核(日期)标准化(日期)会签(日期)加工工艺卡产品型号产品名称零件图号零件名称工艺号80工艺名称每件坯料铣削工件数每套设备工件数1同时加工工件数1夹具名称切削液第8页,共10页材料牌号空白类型锻件设备名称6010铣床夹具编号zbt8216工序工时(分)准终单件主轴转速r/min切削速度m/min进给速度mm/R切削深度mmStep工时移动辅助设计(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期审核人(日期)审核(日期)标准化(日期)会签(日期)机械加工工序卡片产品型号产品名称小伞型齿轮车间零件图号零件名称操作编号90操作名称第9页,共10页材料牌号每个毛坯的工件数量毛坯种类锻件设备名称6010夹具编号夹具名称操作工时(分钟)准最终件主轴转速r/min切割速度M/min进给量mm/r切割深度mm0 1工步工时机动辅助精磨ø8外圆和伞齿轮后平面设计(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期审核人(日期)审核(日期)标准化(日期)会签(日期)机械加工工序卡片产品型号产品名称零件图号零件名称工序号100工序名称共10页第10页材料牌号空白类型每毛坯可制件数1每套的件数16010操作工时(分钟)准最终件主轴转速r/min切割速度M/min进给量mm/r切割深度mm0 1工步工时机动辅助精磨ø6.5外圆及其端面设计(日期)审核人(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签期间标记数更改文件编号。

标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡片产品型号零件图号A2产品名称减速器零件名称齿轮轴共7 页第 1 页车间工序号工序名称材料牌号1 车45#毛坯种类毛坯外形尺寸每毛坯可制件数每台件数棒料150×Φ42 1 1设备名称设备型号设备编号同时加工件数车床CA6140 1夹具编号夹具名称切削液三爪卡盘乳化液工位器具编号工位器具名称工序工时(分) 准终单件工步号工步容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助用三爪夹盘夹持距工件左端95mm处,车端面见平三爪夹盘,45度偏刀700 50 1 0.5 1打中心孔,用尾架顶尖顶住中心钻、顶尖车倒角45度车刀设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡片产品型号零件图号A2产品名称减速器零件名称齿轮轴共7 页第 2 页车间工序号工序名称材料牌号2 车外圆,退刀槽45#毛坯种类毛坯外形尺寸每毛坯可制件数每台件数棒料150×Φ42 1 1设备名称设备型号设备编号同时加工件数车床CA6140 1夹具编号夹具名称切削液三爪卡盘乳化液工位器具编号工位器具名称工序工时(分) 准终单件工步号工步容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助1 粗车外圆至Φ40×590度偏刀700 50 1 1 12 粗车外圆至Φ30×3090度偏刀700 50 1 2 13 粗车外圆至Φ20×3090度偏刀700 50 1 2 14 粗车外圆至Φ15×40 90度偏刀700 50 1 2 15 在28mm处车退刀槽2×2切断刀700 50 1 2 1设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡片产品型号零件图号A2产品名称减速器零件名称齿轮轴共7 页第 3 页车间工序号工序名称材料牌号3 换位,钻中心孔45#毛坯种类毛坯外形尺寸每毛坯可制件数每台件数棒料150×Φ42 1 1设备名称设备型号设备编号同时加工件数车床CA6140 1夹具编号夹具名称切削液三爪卡盘工位器具编号工位器具名称工序工时(分) 准终单件工步号工步容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助1 将零件调转,定位夹紧三爪卡盘、顶尖2 车毛坯端面,钻中心孔三爪卡盘、中心钻、45度偏刀700设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡片产品型号零件图号A2产品名称减速器零件名称齿轮轴共7 页第 4 页车间工序号工序名称材料牌号4 车外圆,45#毛坯种类毛坯外形尺寸每毛坯可制件数每台件数棒料150×Φ42 1 1设备名称设备型号设备编号同时加工件数车床CA6140 1夹具编号夹具名称切削液三爪卡盘乳化液工位器具编号工位器具名称工序工时(分) 准终单件工步号工步容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助1 粗车外圆至Φ20×3090度偏刀700 50 12 1设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡片产品型号零件图号A2产品名称减速器零件名称齿轮轴共7 页第 5 页车间工序号工序名称材料牌号5 铣键槽,45#毛坯种类毛坯外形尺寸每毛坯可制件数每台件数棒料150×Φ42 1 1设备名称设备型号设备编号同时加工件数铣床 1夹具编号夹具名称切削液三爪卡盘乳化液工位器具编号工位器具名称工序工时(分) 准终单件工步号工步容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助1 铣键槽90度偏刀700 50 1 1.5 2设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡片产品型号零件图号A2产品名称减速器零件名称齿轮轴共7 页第 6 页车间工序号工序名称材料牌号6 磨,45#毛坯种类毛坯外形尺寸每毛坯可制件数每台件数棒料150×Φ42 1 1设备名称设备型号设备编号同时加工件数磨床 1夹具编号夹具名称切削液顶针乳化液工位器具编号工位器具名称工序工时(分) 准终单件工步号工步容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助1 将车好的阶梯轴用顶尖顶住顶针2 粗磨Φ20轴平行砂轮700 50 1 0.2 13 精磨Φ20轴平行砂轮800 60 1 0.05 1设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡片产品型号零件图号A2产品名称减速器零件名称齿轮轴共7 页第7 页车间工序号工序名称材料牌号7 滚齿,45#毛坯种类毛坯外形尺寸每毛坯可制件数每台件数棒料150×Φ42 1 1设备名称设备型号设备编号同时加工件数滚齿机 1夹具编号夹具名称切削液乳化液工位器具编号工位器具名称工序工时(分) 准终单件工步号工步容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助。
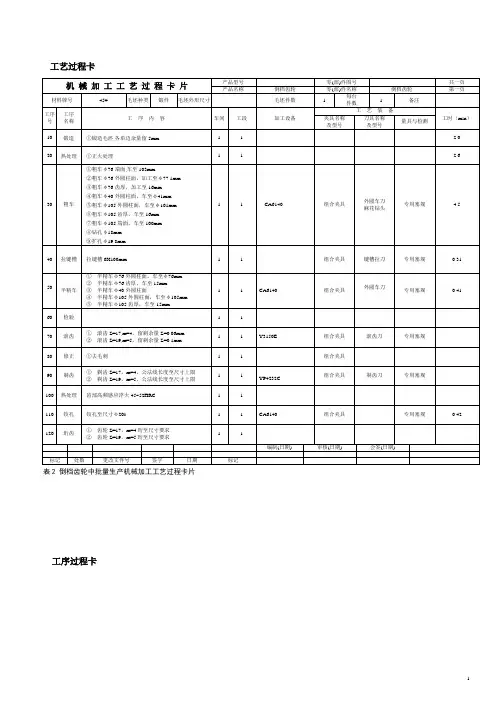
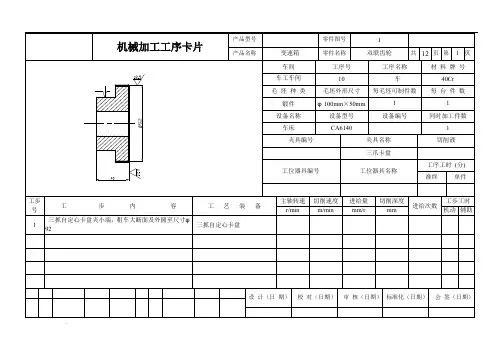
工艺过程卡表2 倒档齿轮中批量生产机械加工工艺过程卡片工序过程卡1机械加工工序卡片产品型号零(部)件图号产品名称零(部)件名称倒档齿轮车间工序号工序名称材料牌号3 粗车45#毛坯种类毛坯外形尺寸每毛坯可制件数每台件数锻件 1 1设备名称设备型号设备编号同时加工件数卧式车床CA6140 1夹具编号夹具名称切削液专用夹具工位器具编号工位器具名称工序工时准终单件64工步号工步内容工艺装备主轴转速(r/min)切削速度(m/min)进给量(mm/n)切削深度(mm)进给次数工步工时机动辅助1 粗车Φ76端面高速钢面车刀,麻花钻,扩孔刀450108.60.53 1 22.8描图 2 粗车Φ76外圆柱面及齿厚500 119 0.5 1.5 1 63 粗车Φ40圆柱面1400 159 0.5 1 1 6.5 描校4 粗车Φ105圆柱面及齿厚400 132 0.5 1 1 7.85 粗车Φ105端面320 101.9 0.6 3 2 10 底图卡6 钻Φ18mm孔125 7.85 0.76 100 1437 扩Φ19.8mm孔125 7.7 1.24 100 85 装订号设计日期审核日期标准化日期会签日期标记处数更改文件号签字日期标记处数更改文件号签字日期陈德发07-08 杜道07-08机械加工工序卡片产品型号零(部)件图号产品名称零(部)件名称倒档齿轮1422223机械加工工序卡片产品型号 零(部)件图号产品名称倒档齿轮零(部)件名称 倒档齿轮车 间 工 序 号工序名称 材料牌号 5 半精车 45# 毛坯种类 毛坯外形尺寸每毛坯可制件数每台件数锻件 1 1 设备名称 设备型号 设备编号同时加工件数卧式车床CA61401 夹 具 编 号夹 具 名 称 切 削 液专用夹具 工位器具编号工位器具名称工序工时 准 终 单 件146 工步号 工 步 内 容 工 艺 装 备主轴转速 (r/min ) 切削速度(m/min) 进给量(mm/n) 切削深度(mm) 进给次数工步工时(s )机动辅助1.半精车φ76外圆柱面至φ76mm及齿厚15mmW18C r 4V 车刀,游标卡尺710 185 0.3 0.55 1 4.8 描 图 2. 半精车φ40外圆柱面至φ40mm 1400 197 0.25 0.5 1 13.2 3 半精车φ105外圆柱面至φ105mm 及齿厚15mm 500 159.4 0.3 1 1 6.6s 描校底图卡设计日期审核日期标准化日期会签日期标记处数更改文件号签 字日 期标记处数更改文件号签 字日 期机械加工工序卡片产品型号 零(部)件图号产品名称零(部)件名称 倒档齿轮车 间 工 序 号工序名称 材料牌号 7 滚齿 45# 毛坯种类 毛坯外形尺寸每毛坯可制件数每台件数锻件 1 1 设备名称 设备型号 设备编号同时加工件数齿轮滚床Y32b1 夹 具 编 号夹 具 名 称 切 削 液专用夹具 工位器具编号工位器具名称工序工时 准 终 单 件10 工步号 工 步 内 容工 艺 装 备主轴转速 (r/min ) 切削速度(m/min) 进给量(mm/n) 切削深度(mm)进给次数工步工时机动辅助1.滚齿Z=17,m=4留剃余量Z=0.06mm 滚齿刀50 25 1.5 17 3 30 描 图 2 滚齿Z=19,m=5,剃余量Z=0.1mm6030 1.5 16.5 3 35 描校 底图卡设计日期 审核日期标准化日期会签日期标记处数更改文件号签 字日 期标记 处数 更改文件号签字 日 期2222224。
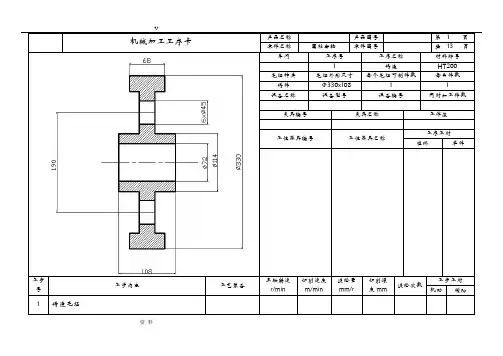
机械加工工序卡产品名称产品图号第 1 页零件名称圆柱齿轮零件图号共13 页车间工序号工序名称材料牌号1 铸造HT200毛坯种类毛坯外形尺寸每个毛坯可制件数每台件数铸件Φ330x108 1 1设备名称设备型号设备编号同时加工件数夹具编号夹具名称工作液工位器具编号工位器具名称工序工时准终单件工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/r切削深度mm进给次数工步工时机动辅助1 铸造毛坯. . . 资料. .2 清沙,去浇注口编制(日期) 校对(日期)审核(日期) 批准(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡产品名称产品图号第 3 页零件名称圆柱齿轮零件图号共13页车间工序号工序名称材料牌号3 扩孔HT200毛坯种类毛坯外形尺寸每个毛坯可制件数每台件数铸件Φ330x108 1 1设备名称设备型号设备编号同时加工件数钻床ZK5215 1夹具编号夹具名称工作液工位器具编号工位器具名称工序工时准终单件. . . 资料. .工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/r切削深度mm进给次数工步工时机动辅助1 轮辐孔扩至Φ50mm扩孔刀89 5.6 0.6 1 12 扩中心孔至Φ78mm扩孔刀97 6.3 0.8 1 1编制(日期) 校对(日期)审核(日期) 批准(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡产品名称产品图号第 4 页零件名称圆柱齿轮零件图号共13 页车间工序号工序名称材料牌号4 拉孔HT200毛坯种类毛坯外形尺寸每个毛坯可制件数每台件数铸件Φ330x108 1 1设备名称设备型号设备编号同时加工件数拉床LYK6115夹具编号夹具名称工作液工位器具编号工位器具名称工序工时准终单件. . . 资料. .工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/r切削深度mm进给次数工步工时机动辅助1 拉中心孔至Φ80mm 拉刀15 0.32 1编制(日期) 校对(日期)审核(日期) 批准(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡产品名称产品图号第 5 页零件名称圆柱齿轮零件图号共13 页车间工序号工序名称材料牌号5 粗车HT200毛坯种类毛坯外形尺寸每个毛坯可制件数每台件数铸件Φ330x108 1 1设备名称设备型号设备编号同时加工件数. . . 资料. .. . . 资料. .零件名称圆柱齿轮零件图号共13页车间工序号工序名称材料牌号6 半精车HT200 毛坯种类毛坯外形尺寸每个毛坯可制件数每台件数锻件Φ330x108 1 1设备名称设备型号设备编号同时加工件数车床CAK6136夹具编号夹具名称工作液工位器具编号工位器具名称工序工时准终单件工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/r切削深度mm进给次数工步工时机动辅助1 半精车外圆至Φ325mm,并倒角YT15车刀600 150 0.3 0.2 5. . . 资料. .编制(日期) 校对(日期)审核(日期) 批准(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡产品名称产品图号第7 页零件名称圆柱齿轮零件图号共13 页车间工序号工序名称材料牌号7 滚齿HT200毛坯种类毛坯外形尺寸每个毛坯可制件数每台件数铸件Φ330x108 1 1设备名称设备型号设备编号同时加工件数齿轮滚床YK38夹具编号夹具名称工作液工位器具编号工位器具名称工序工时准终单件工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/r切削深度mm进给次数工步工时机动辅助. . . 资料. .1 滚齿m=5mm,z=63,α=20°滚齿刀50 2.5 1.5 1 3编制(日期) 校对(日期)审核(日期) 批准(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡产品名称产品图号第8 页零件名称圆柱齿轮零件图号共13 页车间工序号工序名称材料牌号8 插HT200 毛坯种类毛坯外形尺寸每个毛坯可制件数每台件数铸件Φ330x108 1 1设备名称设备型号设备编号同时加工件数插床夹具编号夹具名称工作液工位器具编号工位器具名称工序工时准终单件. . . 资料. .工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/r切削深度mm进给次数工步工时机动辅助1 插键槽22+0.026插刀100 10 1 1 5编制(日期) 校对(日期)审核(日期) 批准(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡产品名称产品图号第12 页零件名称圆柱齿轮零件图号共13 页车间工序号工序名称材料牌号12 倒角HT200毛坯种类毛坯外形尺寸每个毛坯可制件数每台件数铸件Φ330x108 1 1设备名称设备型号设备编号同时加工件数珩齿机YK5714夹具编号夹具名称工作液工位器具编号工位器具名称工序工时准终单件. . . 资料. .工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/r切削深度mm进给次数工步工时机动辅助1 珩齿至IT7图纸要求珩刀300 10 0.2 0.05 2编制(日期) 校对(日期)审核(日期) 批准(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡产品名称产品图号第11 页零件名称圆柱齿轮零件图号共13 页车间工序号工序名称材料牌号11 磨孔HT200毛坯种类毛坯外形尺寸每个毛坯可制件数每台件数铸件Φ330x108 1 1设备名称设备型号设备编号同时加工件数钻床ZK5215夹具编号夹具名称工作液工位器具编号工位器具名称工序工时准终单件. . . 资料. .工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/r切削深度mm进给次数工步工时机动辅助1 推中心孔至精度要求IT7推刀600 0.01 1 1 1编制(日期) 校对(日期)审核(日期) 批准(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡产品名称产品图号第10 页零件名称圆柱齿轮零件图号共11 页车间工序号工序名称材料牌号10 磨齿HT200毛坯种类毛坯外形尺寸每个毛坯可制件数每台件数铸件Φ330x108 1 1设备名称设备型号设备编号同时加工件数剃齿机YWA4332夹具编号夹具名称工作液工位器具编号工位器具名称工序工时准终单件. . . 资料. .. . . 资料. .机械加工工序卡产品名称产品图号第13 页零件名称圆柱齿轮零件图号共13 页车间工序号工序名称材料牌号13 检验HT200毛坯种类毛坯外形尺寸每个毛坯可制件数每台件数铸件Φ330x108 1 1设备名称设备型号设备编号同时加工件数夹具编号夹具名称工作液工位器具编号工位器具名称工序工时准终单件工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/r切削深度mm进给次数工步工时机动辅助1 按图样检查各部分精度专用量具. . . 资料. .. . . 资料. .. . . 资料. .. . . 资料. .。
黑龙江工业学院产品名称CA6140车床零件生产批量10000 第1页零件名称车床齿轮零件图号共11页毛坯种类锻造材料名称及型号45钢每件毛坯制坯数1 成品外形尺寸毛坯外形尺寸零件重量毛坯重量每台产品件数1车间名称工序号工种工序名称单件时间机床型号及名称夹具名称及编号刀具名称及编号辅助名称及编号量具名称及编号金工10 和后面的文字一样,见第2-11页,文字较多,可打印出来手写金工20金工30金工40金工50金工60金工70金工80钳工90工序简图车黑龙江工业学院第2页10 共11页产品名称零件名称零件图号CA6140车床车床齿轮机床名称机床型号冷却液车床CA6140毛坯材料45钢工时定额/min准备结束时间毛坯尺寸辅助时间夹具名称三爪卡盘基本时间夹具编号单件时间每台产品零件数工时定额序号工步内容转速/(r/min)切削速度(m/min)进给量(mm/r)刀具辅助工具量具名称编号名称编号名称编号101粗车右端φ118.5和φ91.5外圆及其端面YT5 ︒90偏刀游标卡尺102粗镗右端φ65孔内表面和φ70圆槽内表面YT5镗刀游标卡尺工序简图车黑龙江工业学院第3页20 共11页产品名称零件名称零件图号CA6140车床车床齿轮机床名称机床型号冷却液车床CA6140毛坯材料45钢工时定额/min准备结束时间毛坯尺寸辅助时间夹具名称三爪卡盘基本时间夹具编号单件时间每台产品零件数工时定额序号工步内容转速/(r/min)切削速度(m/min)进给量(mm/r)刀具辅助工具量具名称编号名称编号名称编号201粗车左端面φ108及其端面,粗镗左端φ90内孔表面YT5 ︒90偏刀YT5镗刀游标卡尺工序简图车黑龙江工业学院第4页 30共11页产品名称零件名称 零件图号CA6140车床 车床齿轮 机床名称 机床型号 冷却液 车床CA6140毛坯材料45钢 工时定额/min准备结束时间毛坯尺寸辅助时间夹具名称 三爪卡盘 基本时间 夹具编号单件时间 每台产品零件数工时定额序号工步内容转速/(r/min) 切削速度(m/min )进给量(mm/r)刀具辅助工具量具 名称 编号 名称 编号 名称 编号301半精车右端117φ和90φ外圆及其端面 YT5 ︒90偏刀 游标卡尺302半精镗左端90φ内孔表面和71φ圆槽内表面切槽刀内径千分尺303 倒右端的圆角YT5 ︒45外圆车刀工序简图车黑龙江工业学院第5页 40共11页产品名称零件名称 零件图号CA6140车床 车床齿轮 机床名称 机床型号 冷却液 车床CA6140毛坯材料45钢 工时定额/min准备结束时间毛坯尺寸辅助时间夹具名称 三爪卡盘 基本时间 夹具编号单件时间 每台产品零件数工时定额序号工步内容转速/(r/min) 切削速度(m/min )进给量(mm/r)刀具辅助工具量具 名称 编号 名称 编号 名称 编号401半精车左端5.106φ及其台阶面 YT5 ︒90偏刀 游标卡尺402半精镗左端94φ内孔表面YT5镗刀内径千分尺 403 倒左端的圆角,车沟槽YT5 ︒45外圆车刀工序简图滚黑龙江工业学院第6页 50共11页产品名称零件名称 零件图号CA6140车床 车床齿轮 机床名称 机床型号 冷却液 滚齿机Y3150毛坯材料45钢 工时定额/min准备结束时间毛坯尺寸辅助时间夹具名称心轴 基本时间 夹具编号单件时间 每台产品零件数工时定额序号工步内容转速/(r/min) 切削速度(m/min )进给量(mm/r)刀具辅助工具量具 名称 编号 名称 编号 名称 编号501以5.68 内孔及其一端面(A 或B )定位并夹紧,滚齿齿轮滚刀公法线百分表工序简图钻黑龙江工业学院第7页 60共11页产品名称零件名称 零件图号CA6140车床 车床齿轮 机床名称 机床型号 冷却液 钻床Z518毛坯材料45钢 工时定额/min准备结束时间毛坯尺寸辅助时间夹具名称 专用夹具 基本时间 夹具编号单件时间 每台产品零件数工时定额序号工步内容转速/(r/min) 切削速度(m/min )进给量(mm/r)刀具辅助工具量具 名称 编号 名称 编号 名称 编号601以5.68φ内孔及其一端面(A 或B )定位并夹紧,在4个工位上钻孔5φ钅忽 钻工序简图车黑龙江工业学院第8页 70共11页产品名称零件名称 零件图号CA6140车床 车床齿轮 机床名称 机床型号 冷却液 车床CA6140毛坯材料45钢 工时定额/min准备结束时间毛坯尺寸辅助时间夹具名称 三爪卡盘 基本时间 夹具编号单件时间 每台产品零件数工时定额序号工步内容转速/(r/min) 切削速度(m/min )进给量(mm/r)刀具辅助工具量具 名称 编号 名称 编号 名称 编号701精镗768k 内孔表面YT5镗刀 游标卡尺工序简图铣黑龙江工业学院第9页80 共11页产品名称零件名称零件图号CA6140车床车床齿轮机床名称机床型号冷却液铣床X52K毛坯材料45钢工时定额/min准备结束时间毛坯尺寸辅助时间夹具名称专用夹具基本时间夹具编号单件时间每台产品零件数工时定额序号工步内容转速/(r/min)切削速度(m/min)进给量(mm/r)刀具辅助工具量具名称编号名称编号名称编号801 在4个工位上铣mm2221⨯的槽高速钢粗铣刀8φ游标卡尺工序简图热黑龙江工业学院第10页90 共11页产品名称零件名称零件图号CA6140车床车床齿轮机床名称机床型号冷却液毛坯材料45钢工时定额/min准备结束时间毛坯尺寸辅助时间夹具名称基本时间夹具编号单件时间每台产品零件数工时定额序号工步内容转速/(r/min)切削速度(m/min)进给量(mm/r)刀具辅助工具量具名称编号名称编号名称编号901 热处理G52,槽内侧G48淬硬2mm902 去毛刺刮刀工序名称工序简图检工序号黑龙江工业学院第11页100 共11页产品名称零件名称零件图号CA6140车床车床齿轮机床名称机床型号冷却液毛坯材料45钢工时定额/min准备结束时间毛坯尺寸辅助时间夹具名称基本时间夹具编号单件时间每台产品零件数工时定额序号工步内容转速/(r/min)切削速度(m/min)进给量(mm/r)刀具辅助工具量具名称编号名称编号名称编号1001 检验入库。
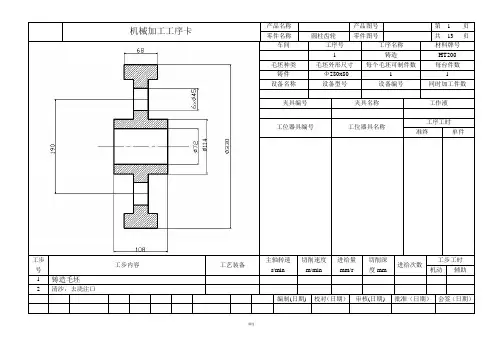
机械加工工序卡产品名称产品图号第 1 页零件名称圆柱齿轮零件图号共13 页车间工序号工序名称材料牌号1 铸造HT200毛坯种类毛坯外形尺寸每个毛坯可制件数每台件数铸件Φ280x80 1 1设备名称设备型号设备编号同时加工件数夹具编号夹具名称工作液工位器具编号工位器具名称工序工时准终单件工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/r切削深度mm进给次数工步工时机动辅助1 铸造毛坯2 清沙,去浇注口编制(日期) 校对(日期)审核(日期) 批准(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡产品名称产品图号第 3 页零件名称圆柱齿轮零件图号共13页车间工序号工序名称材料牌号3 扩孔HT200毛坯种类毛坯外形尺寸每个毛坯可制件数每台件数铸件Φ280x80 1 1设备名称设备型号设备编号同时加工件数钻床ZK5215 1夹具编号夹具名称工作液工位器具编号工位器具名称工序工时准终单件工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/r切削深度mm进给次数工步工时机动辅助1 轮辐孔扩至Φ30mm扩孔刀89 5.6 0.6 1 12 扩中心孔至Φ58mm扩孔刀97 6.3 0.8 1 1标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡产品名称产品图号第 4 页零件名称圆柱齿轮零件图号共13 页车间工序号工序名称材料牌号4 拉孔HT200毛坯种类毛坯外形尺寸每个毛坯可制件数每台件数铸件Φ2800x80 1 1设备名称设备型号设备编号同时加工件数拉床L YK6115夹具编号夹具名称工作液工位器具编号工位器具名称工序工时准终单件工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/r切削深度mm进给次数工步工时机动辅助1 拉中心孔至Φ60mm拉刀15 0.32 1标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡产品名称产品图号第 5 页零件名称圆柱齿轮零件图号共13 页车间工序号工序名称材料牌号5 粗车HT200毛坯种类毛坯外形尺寸每个毛坯可制件数每台件数铸件Φ280x80 1 1设备名称设备型号设备编号同时加工件数车床CAK6136夹具编号夹具名称工作液工位器具编号工位器具名称工序工时准终单件工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/r切削深度mm进给次数工步工时机动辅助1 粗车齿端侧面至60mm90°车刀250 70 0 10 12 粗车外圆至Φ277mm90°车刀300 80 0.5 2 23 粗车轮辐版侧面至15mm,并倒R8圆角90°车刀300 80 0.5 2 24 粗车中心孔端面至100mm,并倒C2直角90°车刀300 80 0.5 2 2编制(日期) 校对(日期)审核(日期) 批准(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡产品名称产品图号第 6 页零件名称圆柱齿轮零件图号共13页车间工序号工序名称材料牌号6 半精车HT200毛坯种类毛坯外形尺寸每个毛坯可制件数每台件数锻件Φ280x80 1 1设备名称设备型号设备编号同时加工件数车床CAK6136夹具编号夹具名称工作液工位器具编号工位器具名称工序工时准终单件号工步内容工艺装备r/min m/min mm/r 度mm 次数机动辅助1 半精车外圆至Φ276mm,并倒角YT15车刀600 150 0.3 0.2 5编制(日期) 校对(日期)审核(日期) 批准(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡产品名称产品图号第7 页零件名称圆柱齿轮零件图号共13 页车间工序号工序名称材料牌号7 滚齿HT200毛坯种类毛坯外形尺寸每个毛坯可制件数每台件数铸件Φ280x80 1 1设备名称设备型号设备编号同时加工件数齿轮滚床 YK38夹具编号夹具名称工作液工位器具编号工位器具名称工序工时准终单件号工步内容工艺装备r/min m/min mm/r 度mm 次数机动辅助1 滚齿m=3mm,z=90,α=20°滚齿刀50 2.5 1.5 1 3编制(日期) 校对(日期)审核(日期) 批准(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡产品名称产品图号第8 页零件名称圆柱齿轮零件图号共13 页车间工序号工序名称材料牌号8 插HT200 毛坯种类毛坯外形尺寸每个毛坯可制件数每台件数铸件Φ2800x80 1 1设备名称设备型号设备编号同时加工件数插床夹具编号夹具名称工作液工位器具编号工位器具名称工序工时准终单件号工步内容工艺装备r/min m/min mm/r 度mm 次数机动辅助1 插键槽18+0.020插刀100 10 1 1 5编制(日期) 校对(日期)审核(日期) 批准(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡产品名称产品图号第12 页零件名称圆柱齿轮零件图号共13 页车间工序号工序名称材料牌号12 倒角HT200毛坯种类毛坯外形尺寸每个毛坯可制件数每台件数铸件Φ280x80 1 1设备名称设备型号设备编号同时加工件数珩齿机YK5714夹具编号夹具名称工作液工位器具编号工位器具名称工序工时准终单件号工步内容工艺装备r/min m/min mm/r 度mm进给次数机动辅助1 珩齿至图纸要求珩刀300 10 0.2 0.05 2编制(日期) 校对(日期)审核(日期) 批准(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡产品名称产品图号第11 页零件名称圆柱齿轮零件图号共13 页车间工序号工序名称材料牌号11 磨孔HT200毛坯种类毛坯外形尺寸每个毛坯可制件数每台件数铸件Φ280x80 1 1设备名称设备型号设备编号同时加工件数钻床ZK5215夹具编号夹具名称工作液工位器具编号工位器具名称工序工时准终单件号工步内容工艺装备r/min m/min mm/r 度mm 次数机动辅助1 推中心孔至精度要求推刀600 0.01 1 1 1编制(日期) 校对(日期)审核(日期) 批准(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡产品名称产品图号第10 页零件名称圆柱齿轮零件图号共11 页车间工序号工序名称材料牌号10 磨齿HT200毛坯种类毛坯外形尺寸每个毛坯可制件数每台件数铸件Φ2800x80 1 1设备名称设备型号设备编号同时加工件数剃齿机YW A4332夹具编号夹具名称工作液工位器具编号工位器具名称工序工时准终单件机械加工工序卡产品名称产品图号第13 页零件名称圆柱齿轮零件图号共13 页车间工序号工序名称材料牌号13 检验HT200毛坯种类毛坯外形尺寸每个毛坯可制件数每台件数铸件Φ280x80 1 1设备名称设备型号设备编号同时加工件数夹具编号夹具名称工作液工位器具编号工位器具名称工序工时准终单件工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/r切削深度mm进给次数工步工时机动辅助1 按图样检查各部分精度专用量具编制(日期) 校对(日期)审核(日期) 批准(日期)会签(日期)。
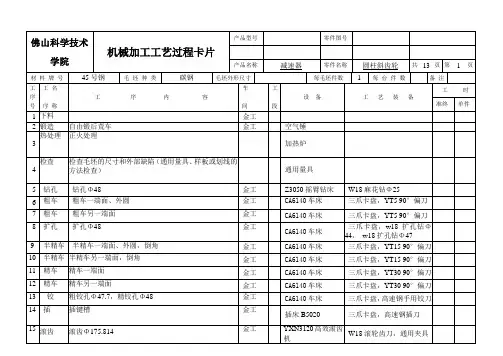
16 剃齿剃齿Φ175.814 金工YA4232剃齿机W18剃齿刀,通用夹具17 钻孔钻4个Φ15孔金工Z3050摇臂钻床W18麻花钻Φ15,三爪卡盘18 清洗倒角,去毛刺清洗槽锉刀19 油封入库(用黄油涂抹整个零件表面,用油蜡纸包装,入库)。
设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期佛山科技学院机械加工工序卡片产品型号零件图号产品名称减速器零件名称齿轮共13 页第 2 页车间工序号工序名称材料牌号金工车间Ⅴ钻孔45钢毛坯种类毛胚热处理毛坯外形尺寸每毛坯可制件数锻件 1设备名称设备型号设备编号同时加工件数普通车床CA6140车床车床 1切削液量具名称同时加工件数1夹具名称工序工时(分) 准终单件三爪卡盘工步号工步内容工艺装备主轴转速切削速度进给量背吃刀量进给次数工步工时r/min m/min mm/r mm 机动辅助1 钻孔∅25mm Z3050摇臂钻床191 15.7 0.45 12.5 1标记处数更改文件号签字日期标记处数更改文件号签字日期佛山科技学院机械加工工序卡片产品型号零件图号图一产品名称减速器零件名称齿轮共13 页第 3 页车间工序号工序名称材料牌号金工Ⅵ粗车金工车间45钢毛坯种类毛胚热处理毛坯外形尺寸每毛坯可制件数锻件图二 1设备名称设备型号设备编号同时加工件数普通车床CA6140 1切削液量具名称同时加工件数1夹具名称工序工时(分) 准终单件三爪卡盘工步号工步内容工艺装备主轴转速切削速度进给量背吃刀量进给次数工步工时r/min m/min mm/r mm 机动辅助1 粗车端面CA6140车床204 123.24 1.0 2.0 22 粗车外圆CA6140车床220 129.11 1.0 1.4 1设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期佛山科技学院机械加工工序卡片产品型号零件图号图一产品名称减速器零件名称齿轮共13 页第 4 页车间工序号工序名称材料牌号金工车间Ⅶ45钢毛坯种类毛胚热处理毛坯外形尺寸每毛坯可制件数锻件图二 1设备名称设备型号设备编号同时加工件数普通车床 1切削液量具名称同时加工件数1夹具名称工序工时(分) 准终单件三爪卡盘工步号工步内容工艺装备主轴转速切削速度进给量背吃刀量进给次数工步工时r/min m/min mm/r mm 机动辅助1 粗车另一端面CA6140车床210 123.24 1.0 2.0 2设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期车间工序号工序名称材料牌号Ⅷ扩孔金工车间45钢毛坯种类毛胚热处理毛坯外形尺寸每毛坯可制件数锻件 1设备名称设备型号设备编号同时加工件数普通车床 1 切削液量具名称同时加工件数1夹具名称工序工时(分) 准终单件三爪卡盘工步号工步内容工艺装备主轴转速切削速度进给量背吃刀量进给次数工步工时r/min m/min mm/r mm 机动辅助1 扩孔∅44mm CA6140车床50 6.91 1.2 9.52 扩孔∅47mm CA6140车床50 7.22 1.2 1设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期车间工序号工序名称材料牌号金工车间Ⅸ精车45钢毛坯种类毛胚热处理毛坯外形尺寸每毛坯可制件数锻件图二 1设备名称设备型号设备编号同时加工件数普通车床 1 切削液量具名称同时加工件数1夹具名称工序工时(分) 准终单件三爪卡盘工步号工步内容工艺装备主轴转速切削速度进给量背吃刀量进给次数工步工时r/min m/min mm/r mm 机动辅助1 半精车端面CA6140车床275 127.90 0.3 1.3 12 半精车外圆CA6140车床250 144.53 0.30 0.575 13 倒角CA6140车床250 142.72 0.20 0.75 2设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期车间工序号工序名称材料牌号金工车间Ⅹ精车45钢毛坯种类毛胚热处理毛坯外形尺寸每毛坯可制件数锻件图二 1设备名称设备型号设备编号同时加工件数普通车床 1 切削液量具名称同时加工件数1夹具名称工序工时(分) 准终单件三爪卡盘工步号工步内容工艺装备主轴转速切削速度进给量背吃刀量进给次数工步工时r/min m/min mm/r mm 机动辅助1 半精车另一端面CA6140车床275 127.90 0.3 1.3 12 倒角CA6140车床250 142.72 0.20 0.75 2设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期Ⅺ金工车间45钢毛坯种类毛胚热处理毛坯外形尺寸每毛坯可制件数锻件 1设备名称设备型号设备编号同时加工件数普通车床 1 切削液量具名称同时加工件数1夹具名称工序工时(分) 准终单件三爪卡盘工步号工步内容工艺装备主轴转速切削速度进给量背吃刀量进给次数工步工时r/min m/min mm/r mm 机动辅助1 精车一端面CA6140车床250 142.72 0.20 0.5 22 倒角CA6140车床250 142.72 0.20 0.75 2设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期Ⅻ金工车间45钢毛坯种类毛胚热处理毛坯外形尺寸每毛坯可制件数锻件 1设备名称设备型号设备编号同时加工件数普通车床 1 切削液量具名称同时加工件数1夹具名称工序工时(分) 准终单件三爪卡盘工步号工步内容工艺装备主轴转速切削速度进给量背吃刀量进给次数工步工时r/min m/min mm/r mm 机动辅助1 精车另一端面CA6140车床250 142.72 0.20 0.5 22 倒角CA6140车床250 142.72 0.20 0.75 2设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期佛山科技学院机械加工工序卡片产品型号零件图号图一产品名称减速器零件名称齿轮共13 页第10 页车间工序号工序名称材料牌号ⅩⅢ金工车间45钢毛坯种类毛胚热处理毛坯外形尺寸每毛坯可制件数锻件 1设备名称设备型号设备编号同时加工件数普通车床 1切削液量具名称同时加工件数1夹具名称工序工时(分) 准终单件三爪卡盘工步号工步内容工艺装备主轴转速切削速度进给量背吃刀量进给次数工步工时r/min m/min mm/r mm 机动辅助1 粗铰CA6140车床100 14.76 1.72 0.3 12 精铰CA6140车床100 14.82 1.46 0.1 1设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期佛山科技学院机械加工工序卡片产品型号零件图号图一产品名称减速器零件名称齿轮共13 页第11 页车间工序号工序名称材料牌号ⅩⅣ金工车间45钢毛坯种类毛胚热处理毛坯外形尺寸每毛坯可制件数锻件 1设备名称设备型号设备编号同时加工件数普通车床 1切削液量具名称同时加工件数1夹具名称工序工时(分) 准终单件三爪卡盘工步号工步内容工艺装备主轴转速切削速度进给量背吃刀量进给次数工步工时r/min m/min mm/r mm 机动辅助1 插键槽插床B50200.14 0.23 1 5设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期佛山科技学院机械加工工序卡片产品型号零件图号图一产品名称减速器零件名称齿轮共13 页第12 页车间工序号工序名称材料牌号ⅩⅤ金工车间45钢毛坯种类毛胚热处理毛坯外形尺寸每毛坯可制件数锻件 1设备名称设备型号设备编号同时加工件数普通车床 1切削液量具名称同时加工件数1夹具名称工序工时(分) 准终单件三爪卡盘工步号工步内容工艺装备主轴转速切削速度进给量背吃刀量进给次数工步工时r/min m/min mm/r mm 机动辅助1 滚齿Y3150E滚齿机110 24.34 1.6 1 1设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期佛山科技学院机械加工工序卡片产品型号零件图号图一产品名称减速器零件名称齿轮共13 页第13 页车间工序号工序名称材料牌号ⅩⅥ金工车间45钢毛坯种类毛胚热处理毛坯外形尺寸每毛坯可制件数锻件 1设备名称设备型号设备编号同时加工件数普通车床 1切削液量具名称同时加工件数1夹具名称工序工时(分) 准终单件三爪卡盘工步号工步内容工艺装备主轴转速切削速度进给量背吃刀量进给次数工步工时r/min m/min mm/r mm 机动辅助1 剃齿YA4232剃齿机1100 17.99 0.06 0 1设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期。
机械加工工序卡--模板机械加工工序卡--模板机械加工工序卡片产品名称小伞型齿轮10 工序号 10 工序名称粗车每毛坯可制件数 1 设备编号1 材料牌号毛坯种类锻件设备名称车床夹具编号每台件数 1 同时加工件数 160 10设备型号 CA6140 夹具名称三爪卡盘工序工时 (分) 准终单件工步号 1 2工粗车小端端面打孔主轴转速 r/min 500切削速度 m/min 15.7进给量 mm/r 0.4切削深度 mm 5.4工步工时机动辅助车刀、游标卡尺设计(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期校对(日期)审核(日期)标准化(日期)会签(日期)机械加工工序卡片产品型号产品名称零件图号零件名称共10 页第 2 页材料牌号工序名称粗车每毛坯可制件数 1 设备编号毛坯种类锻件设备名称车床夹具编号每台件数 1 同时加工件数 160 10设备型号 CA6140 夹具名称工序工时 (分) 准终单件工步号 1 2工粗车大端端面打孔主轴转速 r/min 500切削速度 m/min 15.7进给量 mm/r 0.4切削深度 mm 3.1工步工时机动辅助车刀、游标卡尺设计(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期校对(日期)审核(日期)标准化(日期)会签(日期)机械加工工序卡片产品型号产品名称零件名称工序号 30 工序名称粗车共 10 页第材料牌号毛坯种类锻件设备名称车床夹具编号每毛坯可制件数 1 设备编号每台件数 1 同时加工件数 160 10设备型号 CA6140 夹具名称工序工时 (分) 准终单件工粗车外圆锥面主轴转速 r/min 800切削速度 m/min 30.14进给量 mm/r 0.3切削深度 mm 1.2工步工时机动辅助设计(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期校对(日期)审核(日期)标准化(日期)会签(日期)机械加工工序卡片产品型号产品名称小伞型齿轮车间零件图号零件名称工序号 40 工序名称精车每毛坯可制件数 1 设备编号每台件数 1 同时加工件数共 10 页第 4 页材料牌号坯种类锻件设备名称60 10夹具名称切削液工序工时 (分) 准终单件工精车外圆锥面主轴转速 r/min 800切削速度 m/min 30.14进给量 mm/r 0.1切削深度 mm 0.1工步工时机动辅助设计(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期校对(日期)审核(日期)标准化(日期)会签(日期)机械加工工序卡片产品型号产品名称小伞型齿轮车间零件图号零件名称工序号 50 工序名称共 10 页第 5 页材料牌号每毛坯可制件数 1 设备编号每台件数 1 同时加工件数 1 夹具名称切削液毛坯种类锻件设备名称60 10工序工时 (分) 准终单件工步号 1 2 3主轴转速 r/min 1220 800 800切削速度 m/min 38.31 20.1 25.6进给量 mm/r 0.14 0.4切削深度 mm 0.9 1 0.5进给次数 2 2 1工步工时机动辅助粗车Ø8 外圆粗车Ø6 外圆粗车Ø7.5 外圆设计(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期校对(日期)审核(日期)标准化(日期)会签(日期)机械加工工序卡片产品型号产品名称小伞型齿轮车间零件图号零件名称工序号 60 工序名称车每毛坯可制件数每台件数共 10 页第 6 页材料牌号毛坯种类锻件设备名称60 10设备型号设备编号同时加工件数夹具名称切削液工序工时 (分) 准终单件工步号 1 2工车退刀槽倒角主轴转速 r/min 800 800切削速度 m/min 25.6 20.1进给量 mm/r切削深度 mm 0.5进给次数 1 1工步工时机动辅助设计(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期校对(日期)审核(日期)标准化(日期)会签(日期)机械加工工序卡片产品型号产品名称小伞型齿轮车间零件图号零件名称工序号 70 工序名称铣每毛坯可制件数 1 设备编号每台件数 1 同时加工件数 1 夹具名称切削液共 10 页第 7 页材料牌号毛坯种类锻件设备名称60 10ZBT8216工序工时 (分) 准终单件主轴转速 r/min切削速度 m/min 26.94进给量 mm/r切削深度 mm 1.7工步工时机动辅助设计(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期校对(日期)审核(日期)标准化(日期)会签(日期)机械加工工序卡片产品型号产品名称零件图号零件名称工序号 80 工序名称铣每毛坯可制件数 1 设备编号每台件数 1 同时加工件数 1 夹具名称切削液共 10 页第 8 页材料牌号毛坯种类锻件设备名称60 10铣床夹具编号ZBT8216工序工时 (分) 准终单件主轴转速 r/min切削速度 m/min进给量 mm/r切削深度 mm工步工时机动辅助设计(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期校对(日期)审核(日期)标准化(日期)会签(日期)机械加工工序卡片产品型号产品名称小伞型齿轮车间零件图号零件名称工序号 90 工序名称共 10 页第 9 页材料牌号每毛坯可制件数每台件数毛坯种类锻件设备名称60 10夹具编号夹具名称工序工时 (分) 准终单件主轴转速 r/min切削速度 m/min进给量 mm/r切削深度 mm 0.1工步工时机动辅助精磨Ø8 外圆和伞齿轮背平面设计(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期校对(日期)审核(日期)标准化(日期)会签(日期)机械加工工序卡片产品型号产品名称零件图号零件名称工序号 100 工序名称共 10 页第 10 页材料牌号毛坯种类每毛坯可制件数 1每台件数 160 10工序工时 (分) 准终单件主轴转速 r/min切削速度 m/min进给量 mm/r切削深度 mm 0.1工步工时机动辅助精磨Ø6.5 外圆及其端面设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签期标记处数更改文件号签。