全自动还原焰日用陶瓷隧道窑的设计
- 格式:pdf
- 大小:352.11 KB
- 文档页数:4
约1 . 6 54
2 以) 8 0 口  ̄2 0
备用7. 05 w k
冷却网 乙 困 轴流风机
车下风机
一开一备 四开四备
Ka 9 c/ 瓷 l k
DS C 集成控制护D智能仪表自 可切换手动 I 控,
20 年第3 07 期
中 国陶 瓷 工 业
3
4
5
7
6
5 燃烧 系统
由于不是使用管道天然气, 而是罐车运送的压缩天然气, 压缩天然气需从气化站经气化器气化后由总管道送入烧成车 间, 用调压阀调压后经电 磁总阀送到窑上的供气管道, 窑上的 供气管道末端设有手动放散阀和点动放散阀, 使管道进 可以 行排空处理。 在窑的单边每四个烧嘴为一个调节单元, 两侧的 两个调节单元由 窑上的天然气管道、 助嫩风管道经手动阀、 执
中 国 陶 瓷 工 业
2 7 0 年第 3 期
烧成带共设置 8 只烧嘴, 由前到后由疏到密排列, 以利 于温度的匀速升温和集中升温, 保证最高温度的快速实现, 以 节约能源。 在预热带末端到还原区域之间还设立了二道氧化 气幕, 气幕孔通向窑墙的中上部, 使烧成带没有燃烧完全的天 然气在此段进行完成嫩烧, 这样能实现预热带的氧化气氛和 还原区域的 还原气氛进行分离。此段 8 只烧嘴分为 n组进 行控制, 每组设置一台碟阀、 执行器、 比例阀等, 使得每个烧嘴
1 仅) 3 0 2  ̄1 5
℃
台数
2 2 2 2
1 2 8 1
备注
1 0 1 l 1 2
氧化、 强还原气氛
天然气
Kc / m3 l a N
仪洲  ̄8 0 刃 5
可调
排烟风机 余热风机 急冷风机
一开一备
一开一备 一开一备 一开一备
1 3
支
Kw
2 9
对8 支 4 自动控制
助姗网 L 旧
氧化气幕
l 4 1 5 1 6
.1 3. 热带 1 预 结构
预热带每边设3 0 个抽热小孔, 每两个小孔在窑墙上合并 成一个抽热孔。 此抽热刁 全部设立在窑墙中、 抽热孔 牙L 下部, 在窑顶上由7 I 管道集中抽热。 0n m 窑头设立一台 气幕风机, 对外进行抽乒 邑 场 到封闭作用。 预热带末端设置4 对烧嘴, 手 由 工控制。以上措施主要是减少预热带上下温差。
嫩气与助燃风始终成固定的比例, 保证强还原气氛的实现。 最 高烧成温度应满足制品的烧成需要。 此外, 也要注意高火位的 烧嘴 位置, 烧嘴 防止 位置过低, 燃烧时火焰喷溅到制品的 表 面, 造成坯体表面的局部融化, 使釉面提前封闭, 使制品氧化 与还原都不彻底。 同时, 最高烧成区域烧成时火焰也要呈弱还 原或中 性焰的气氛。 冷却带: 急冷时注意急冷风要足够大, 冷风入窑时要分布 均匀, 冷热交换后的余热风要及时抽出, 防止急冷风不均造成 局部降温过快, 使产品惊裂或余热风不能及时抽出造成产品 不能及时冷却而发生二次氧化现象的 发生。
图2 循环系统结构示意图 F . to r ot cr oVyne y e i 2Sr u f h a cneac s m g u e t e t s
6窑车 自 动循环系统
此系统由 窑头托车、 顶杆机、 窑车、 窑尾托车、 主道液压循 环机等组成。 其中窑车框架采用型钢制作加工而成, 轮轴采用 铸钢结构, 轴承采用窑炉专用高温圆柱滚子轴承, 耐温小于或 等于5 ℃。 低窑车蓄热、 0 为降 节省能耗, 窑车砌体采用全轻 质砖棉混合结构, 在窑车的四周都设有保温隔热棉, 以阻断车 下风与窑内 气体交换, 最大幅度减少窑内的上下温差。 以 根据工艺要求, 除设置窑本体行车道外, 窑头上设有液压 顶车机, 还设置有一条自 动回车线、 手动停车回车线、 修车线 ( 见图2。 ) 托车道上设有两台自 动托车, 以实现窑车的全自 动 循环运 其中自 行。 动循环是用 1#槽钢、 2 槽轮和液压机组成 的步进机构对窑车进行窑外循环, 它解决了以 往由减速齿轮 和钢丝组成循环结构上的运行不够稳定的缺陷。 窑头、 窑尾托 车也是由 托车往复运行减速机、 勾车运行减速机、 定位机组成 的自 动运行系统, 并能作手动操作。 系统能保证窑车进、 出窑、 窑外循环的 全自 动运行, 减少了工人的劳动强度, 提高了窑炉 自 动运行的质量。
梁善 良
( 含山瓷业有限公司, 巢湖: 85) 3 211
摘 要 对全自 动强还原焰日 用陶瓷随道窑 设计的要点进行了 说明, 对窑炉的结构、 材料的选择、 还原气氛的实 自 现、 动控制的 组成及窑炉在砌筑安装等作了比较全面的阐述; 在设计中采用了一系列新举措, 对减少窑炉的投资和运行成本, 提高
中国陶瓷工业 2 0 年 6 第 1 卷第 3 07 月 4 期
CH!ACE AMI I N R C NDU T Y S R
J n 0 7V l , o 3 2 0 o.4 N . u. 1
文章编号: 0一5420) 一000 1 627( 70 04一3 0 0 3
全自动还原焰 日用陶瓷隧道窑的设计
不锈钢、 粘土砖等进行吊顶。每一组吊顶砖( 块) 2 均单独吊 挂, 为活动形式, 便于吊顶的维修和更换。采用独特的吊挂形 式和选用轻型材料, 能有效地减轻窑顶重量和减少蓄热。
. 冷 带 构 33 却 结 L
在急冷区域的窑墙与窑顶都向内凸出,窑顶分二步向下 吊, 每步为6m , 8l 窑墙向窑内凸出5nn以利于急冷风与最 n 0u, 高温度的分离, 减少它们之间的相互干扰。 急冷风分二排吹入 窑内, 形成急冷气幕, 在两排急冷气幕之间设置抽热孔, 有利 于冷热风的交换, 使制品能快速实现急冷, 减少结晶和二次氧 化现象的发生, 保证产品的光泽度。 缓冷区域在窑墙上设立 2 对吹风孔, 8 对窑内制品进行缓慢冷却, 减少惊裂。 . 3 2窑炉参数( 见表 1 ) 表 , 窑炉参数 T b IKlP r 以 r a. i a m e n a s
表 2 通风系统用风机规格型号 T b 2 M e ad Pci i s fh vnlo a . o l n sei ao o t e t t d s ft n c e i r as
名 称 型号和功率
2 KW 2
2 KW . 7SKW 1 5 KW 8 1S .KW 4KW 01 KW 8 . KW 5S
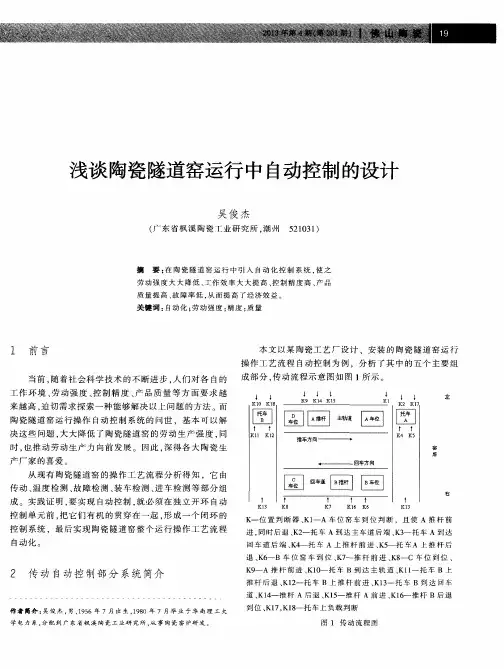
L 球阀
2 燃气电磁阀
3空 / 比例 阀 . 燃
4波纹管组件
5 . 烧嘴
6 . 空气蝶阀电动机构
. 7 空气手动旋塞
L 3 动回 杭道 2 . 托车 . 自 车线
5 , 托车轨道 . 6 手动回车线
4 体 . 窑
图 1 燃烧系统结构示意图
F. tr u ot cm utn yt i IS u r f h o bso ss m g t oe e i e
一 般在n o1 ℃ 与 o一2 ( 坯料的 方 0 5 配 有关) 。 我公司 瓷器 据 的 根
已往的经验, 其成瓷温度在 15℃左右, 3 0 所以在设计时还原 区域的烧嘴都采用空气比例阀, 在烧嘴调好投入自 动运行后,
收稿日 2 70一 期: 一 1 0 28
3. 带 . 烧成 结构 1 2
通讯 人: 联系 梁善良, Em : g 耐ig 2 .m 男, al s a @ 1 c 一 ii h n co l a n n
序号
1 2
3
顶上设三处余热抽出孔, 缓冷区域在窑墙上设立抽妒 L加大 牙, 冷却风的交换量( 窑头排烟主管道、 窑尾热主管道的末端均设 有调风孔, 以利于烟气和余热气体的温度调节, 防止温度过高 烧坏风机)氧化气幕主管径为 1 I , 。 5l 2n 支管为5I 。 0n 助燃风 m 管道直径为 3 m , 0n 5l 急冷风主管道直径为 30 旧支管道直 0m , i 径为 sm o m的不锈钢钢管。窑尾冷却风主管道直径 30io 0 nn r 其中氧化气幕管道、 助燃风管道和急冷风管道用厚度为 l n l m 不锈钢板制作或购成品不锈钢管, 其它管道用厚度为4 m的 m A 钢板制作。 3 窑尾的轴流冈 1 田 直接对窑内 鼓风。 各通风系 统 用风机规格型号见表 2 。
3 窑体结构说明
3 . ,窑炉结构用方钢制造框体 分单元制作, 米为一个基本单元, 每 2 每单元的底部都与 窑内相通, 使窑车能得到充分的冷却。 窑墙曲 封以下为高铝砖 和粘土砖,曲 封以上分段用2 I 长的粘土轻质保温砖、 0l 3n 高 铝聚轻砖、 轻质莫来石砖砌筑, 外层用耐温不同的耐火纤维作 填充。 整个窑炉的顶部全部为平顶。 预热带、 冷却带窑顶用茧 青石薄板吊顶。 烧成带用不同高度的高铝聚轻砖、 轻质莫来石 砖进行吊顶, 顶上铺以硅酸铝棉、 含桔纤维棉, 纤维棉上再铺 上珍珠岩粉进行保温。以上设计使得整个窑炉的蓄热量非常 小, 窑炉升温迅速, 保温效果好。
2分析设计
预热带: 根据本公司 使用北方大同砂石等硬质粘土含有 机物成份较多的原料、 南方高岭土氧化铁含量也较多的特点, 预热带氧化负载较重, 应提高窑头的温度, 使坯体中的有机质 在窑炉预热带尽快氧化分解。 为此, 在窑头加大了窑头封闭 气 幕风机、 适当增加窑炉的预热带长度, 延长坯体在预热带的时 间、 在预热带末端下部设立烧嘴, 增加预热带温度; 在其末端 上部设计氧化气幕, 使还原区 域未嫩尽的 还原气体到 达预热 带末端时完成燃烧, 使之变成氧化气氛, 该还原时还原, 即 该 氧化时氧化, 为以后的优质高产打下基础。 烧成带: 烧成带完成坯 还原和成瓷, 体的 还原所需的 温度
4通风 系统
窑头封闭气幕的风机管道直径为s l , on 窑头的排烟主 管道设计直径为 70 m, 0 m 支管道直径为 2 I 。窑尾的余热 0m 5n
主管道直径为 7 ll支管道直径为 2 n , 0 ll l, j 0 5 靠急冷处在窑
都能进行自 动控制。 烧成带窑墙分别用2、 、 轻质莫来 623 8 0 # 石 进 砌 窑 轻质2、 莫 砖 行 筑, 顶用 8 3 来石、 1 i i 热 # 0 I8 g 耐 r C NT