DFMEA失效模式分析报告-范例
- 格式:docx
- 大小:40.14 KB
- 文档页数:3
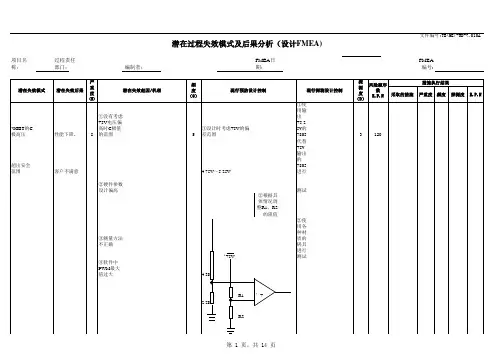
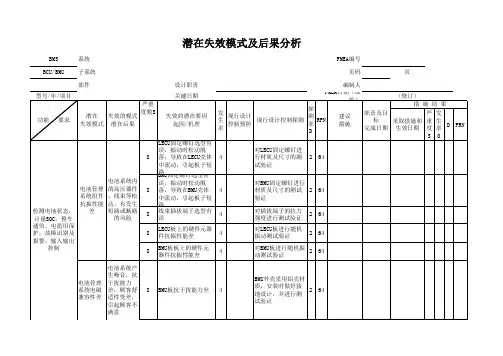
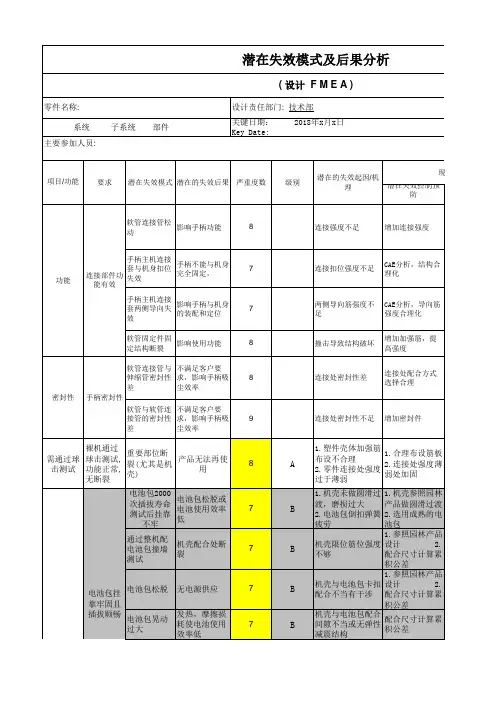
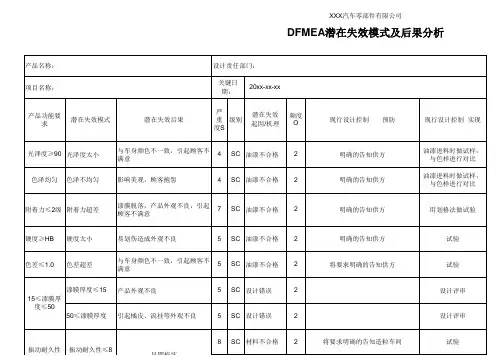
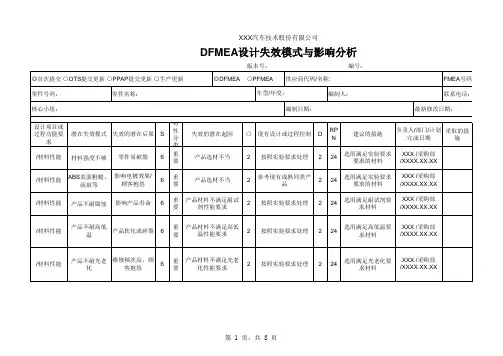
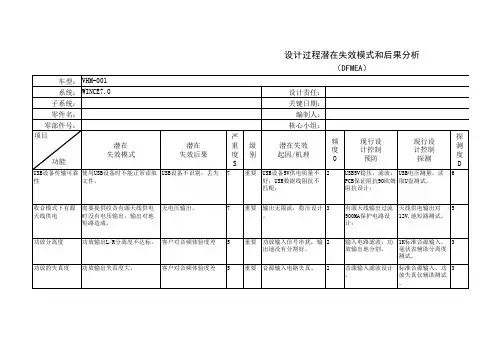
潜在过程失效模式及后果分析(设计FMEA)
项目名称:过程责任部门:编制者: FMEA日期:FMEA编号:
潜在过程失效模式及后果分析(设计FMEA)
项目名称:过程责任部门:编制者: FMEA日期:FMEA编号:
潜在过程失效模式及后果分析(设计FMEA)
项目名称:过程责任部门:编制者: FMEA日期:FMEA编号:
潜在过程失效模式及后果分析(设计FMEA)
项目名称:过程责任部门:编制者: FMEA日期:FMEA编号:
潜在过程失效模式及后果分析(设计FMEA)
项目名称:过程责任部门:编制者: FMEA日期:FMEA编号:
潜在过程失效模式及后果分析(设计FMEA)
项目名称:过程责任部门:编制者: FMEA日期:FMEA编号:。
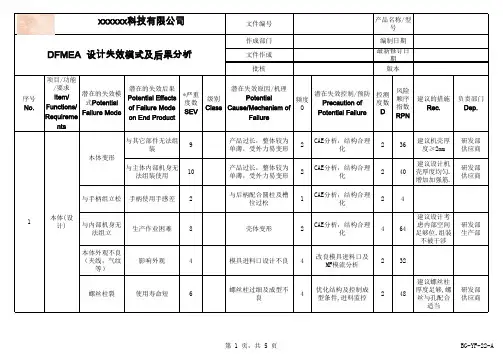
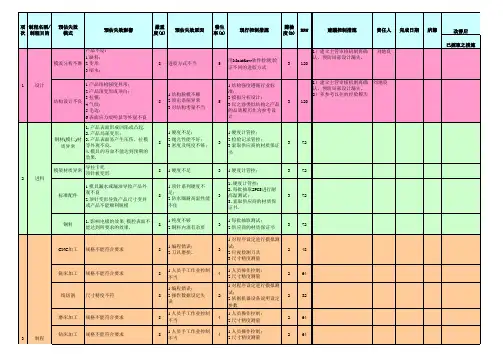
文件编号作成部门文件作成批核序号No.项目/功能/要求Item/Functions/Requirements潜在的失效模式PotentialFailure Mode潜在的失效后果Potential Effectsof Failure Modeon End Product*严重度数SEV级别Class潜在失效原因/机理PotentialCause/Mechanism ofFailure频度O潜在失效控制/预防Precaution ofPotential Failure控测度数D风险顺序指数RPN建议的措施Rec.负责部门Dep.与其它部件无法组装9产品过长,整体较为单薄,受外力易变形2CAE分析,结构合理化236建议机壳厚度≥2mm研发部供应商与主体内部机身无法组装使用10产品过长,整体较为单薄,受外力易变形2CAE分析,结构合理化240建议设计机壳厚度均匀.增加加强筋.研发部供应商与手柄组立松手柄使用手感差2与后柄配合圆柱及槽位过松1CAE分析,结构合理化24与内部机身无法组立生产作业困难8壳体变形2CAE分析,结构合理化464建议设计考虑内部空间足够位,组装不被干涉研发部生产部本体外观不良(夹线,气纹等)影响外观4模具进料口设计不良4改良模具进料口及MF模流分析232螺丝柱裂使用寿命短6螺丝柱过细及成型不良4优化结构及控制成型条件,进料监控248建议螺丝柱厚度足够,螺丝与孔配合适当研发部供应商本体变形xxxxxx科技有限公司产品名称/型号编制日期最新修订日期版本本体(设计)DFMEA 设计失效模式及后果分析1*严重度数SEV高于或等于5的需要填写后面的建议措施。
设计失效模式及后果分析DFMEA-案例DFMEA合集:1.什么是DFMEA;2.DFMEA表格简单八步轻松学;3.DFMEA分析应注意的几点;4.DFMEA编制中存在的几个典型问题;5.DFMEA是用来指导开发设计的,不仅是一项工作任务6.DFMEA案例7.IE案例:专用设备的DFMEA及应用8.机器设备失效模式分析本次搜集了网络以上文章为一期,请关注查看;其他FMEA文章可查看前期历史文章;更多资料请查看大地汽车行业专业资料库:/html/FMEA/配合本次话题的课堂是在汽车培训平台的语音直播:DFMEA编制中的几个误区,链接如下:/topic/220000317040375.htm?preview=Y&intoPreview=Y6 DFMEA 案例案例一:DFMEA的案例分析DFMEA是一种以预防为主的可靠性设计分析技术,该技术的应用有助于企业提高产品质量,降低成本,缩短研发周期。
目前,DFMEA已在航空航天以及国外的汽车行业得到了较为广泛的应用,并显示出了巨大的威力;但在国内汽车行业并没有系统地展开,也没有发挥其应有的作用。
以DFMEA在国产汽油机节流阀体的改进设计中的实施为例,对改进后的DFMEA的实施方法和流程进行阐述。
一、实施DFMEA存在的困难发动机为完成其相应的功能,组成结构复杂,零部件的数量也很庞大,如不加选择地对所有的零部件和子系统都实施DFMEA,将会耗费大量人力、物力和时间,对于初次实施DFMEA的企业几乎是不可能完成的工作。
为此,需要开发一种方法,能够从发动机的子系统/零部件中选择出优先需要进行分析的对象。
发动机由曲柄连杆机构、配气机构、燃油供给系统、进气系统、冷却系统和润滑系统等组成,各机构和系统完成相应的功能。
子系统的下级部件或组件通常需要配合完成相应的功能,在描述这些部件或组件的功能时,不仅应该描述其独立完成的功能,还应描述与其他部件配合完成的功能。
组成发动机的零部件种类很多,不仅包括机械零部件还有电子元件,电子部件的故障模式已经较为规范和完整,但机械系统及其零部件的故障模式相当复杂,不仅没有完整且规范的描述,二者之间还有一定的重复,为DFMEA工作的开展带来了困难,故需要为机械系统及其零部件建立相应的故障模式库。
DFMEA潜在设计失效模式及后果分析DFMEA(Design Failure Mode and Effects Analysis)是一种用于识别、评估和预防潜在设计失效模式及其后果的方法。
该方法广泛运用于产品设计和制造过程中,目的是通过系统性地考虑可能的设计失效模式和相关后果,来指导和改进设计过程,确保产品的质量和可靠性。
以下是一篇关于DFMEA的详细分析,内容超过1200字。
一、概述DFMEA是一种结构化的方法,通过识别和评估设计失效模式及其潜在后果,来指导设计过程中的改进和决策。
它的主要步骤包括确定设计失效模式、评估模式严重性、识别模式原因和成功预防措施。
通过这些步骤,可以提前识别和解决设计中的潜在问题,减少后期发现缺陷和故障的风险,提高产品的质量和可靠性。
二、DFMEA的主要步骤1. 确定设计失效模式(Design Failure Mode)在这一步骤中,团队需要分析和列举可能的设计失效模式。
失效模式是指设计中可能出现的问题或缺陷,可能导致产品无法满足预定的性能要求。
例如,材料强度不足、尺寸偏差过大、安装不当等等。
通过系统分析设计,可以识别出各种可能的失效模式。
2. 评估模式严重性(Severity)在这一步骤中,团队需要对每个设计失效模式进行评估其严重性。
严重性评估是指确定失效模式对产品功能、性能和可靠性的影响程度。
评估的标准包括安全性、可用性、性能、可靠性等。
根据评估结果,可以确定哪些失效模式对产品质量和可靠性的影响最大。
3. 识别模式原因(Causes)在这一步骤中,团队需要对每个设计失效模式进行分析,找出导致该失效模式发生的根本原因。
原因可以是设计参数选择不当、材料质量问题、制造过程中的错误等等。
通过识别原因,可以找到解决相应失效模式的关键点,从而提出改进的设计方案。
4. 成功预防措施(Preventive Actions)在这一步骤中,团队根据识别出的失效模式和原因,制定相应的预防措施。
DFMEA设计失效模式影响及后果分析由谁进行设计失效模式及后果分析?由对设计具有影响的各部门代表组成的跨部门小组进行供应商也可以参加切不要忘记客户小组组长应是负责设计的工程师跨职能部门小组5-9人,来自:系统工程零部件设计工程试验室材料工程工艺过程工程装备设计制造质量管理怎样进行设计失效模式及后果分析?提要组建跨职能部门设计失效模式及后果分析DFMEA小组列出失效模式、后果和原因评估the severity of the effect (S) 影响的严重程度the likelihood of the occurrence (O) 可能发生的机会and the ability of design controls to detect failure modes and/or their causes (D) 探测出失效模式和/或其原因的设计控制能力怎样进行设计失效模式及后果分析?提要Calculate the risk priority number (RPN) to prioritize corrective actions 计算风险优先指数(RPN)以确定应优先采取的改进措施怎样进行设计失效模式及后果分析?提要Plan corrective actions 制订纠正行动计划Perform corrective actions to improve the product 采取纠正行动,提高产品质量Recalculate RPN 重新计算风险优先指数(RPN)怎样进行设计失效模式及后果分析?提要先在草稿纸上进行分析;当小组达成一致意见后,再将有关信息填在设计失效模式及后果分析FMEA表上use fishbone and tree diagrams liberally 充分利用鱼骨图和树形图trying to use the FMEA form as a worksheet leads to confusion and messed-up FMEAs 若将FMEA表当做工作单使用,就会造成混乱,使FMEA一塌糊涂建议1. 组建一个小组并制订行动计划绝不能由个人单独进行设计失效模式及后果分析,因为:由个人进行会使结果出现偏差进行任何活动,都需要得到其他部门的支持应指定一个人(如组长)保管设计失效模式及后果分析FMEA表格应将小组成员的和部门填入设计失效模式及后果分析FMEA表格2. 绘制产品功能结构图一种图示方法,其中包括:用块表示的各种组件(或特性)用直线表示的各组件之间的相互关系适当的详细程度结构图3. 列出每个组件的功能功能系指该组件所起的作用以下列形式说明功能:Verb + Object + Qualifier动词+宾语+修饰词例如:insulates core 使型芯绝缘assures terminal position in connector 确保端子与接头连接到位protects tang from smashing, etc. 防止柄脚被压碎,等Don't forget auxiliary functions as well a primary functions 不要忘记基本功能和辅助功能Often, components work together to perform a function 通常,多个组件一起行使某一功能Hint: Use the Block Diagram! 提示:利用结构图!4. 列出质量要求a customer want or desire 客户的期望或要求could seriously affect customer perception 有可能严重影响客户的看法could lead to a customer complaint 有可能导致客户投诉Hint: Use QFD 提示:使用质量功能展开5. 列出潜在的失效模式a defect, flaw, or other unsatisfactory condition in the product that is caused by a design weakness 由设计缺陷造成的产品缺陷、瑕疵或其它令人不满意的情况典型的失效模式- breaks - cracks破碎断裂- corrodes - sticks腐蚀粘结- unseats - deforms/melts未到位变形/熔化提示从前两个步骤做起:功能质量要求AIAG将失效模式定义为产品不能实现其设计意图的一种方式。
*************公司
子系统
功能要求
EPON各
项PCBA指标合客
户要求
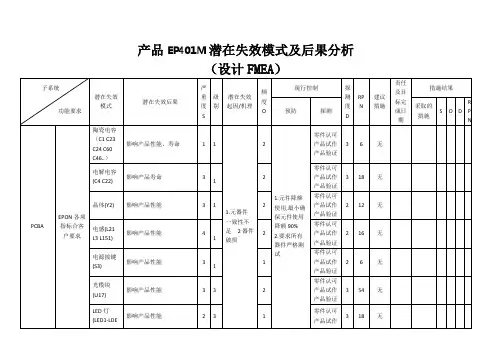
产品 EP401M潜在失效模式及后果分析
(设计 FMEA)
严现行控制探
责任
措施结果
频及目
潜在失效重级测
潜在失效后果
潜在失效
RPN
建议
R 模式度别
度
度
标完
起因/机理
预防探测
措施采取的
S
O
D
成日SODP
期
措施
N 陶瓷电容
零件认可
( C1 C23
影响产品性能、寿命112产品试作36无
C24 C60
产品验证
C46.. )
电解电容
零件认可
影响产品寿命32产品试作318无
(C4 C22)1
1. 元件降额产品验证
1. 元器件
使用 , 最小确零件认可
晶体 (Y2)影响产品性能31保元件使用产品试作212无
2
一致性不
降额 90%产品验证
足2器件
2. 要求所有零件认可
电感 (L21破损
影响产品性能4器件严格测产品试作216无
L3 L151)1
2
试产品验证
电源按键
零件认可
影响产品性能31产品试作26无
(S3)1
产品验证
光模块
零件认可
影响产品性能332产品试作354无
(U17)
产品验证
EPON各
项PCBA指标合客
户要求
结构器件满足外观
及结构要
求
*************公司
LED 灯
(LED1-LDE影响产品性能231
5)
FLASH(U30
影响产品性能212
)
DDR(U400)影响产品性能212
1. 元器件
网口接口
影响产品组装21
一致性不
(J2)
2
足2.器
件破损
电源接口
影响产品组装211
(J5)
变压器影响产品性能
312
(T2)
下壳影响外观及安装211
安装及搬
运过程中
上盖影响外观及安装21
划伤
1
1.元件降额
使用 , 最小
确保元件使
用降额 90%
2.要求所有
器件严格测
试
注意操作规
范
零件认可
产品试作318无
产品验证
零件认可
产品试作312无
产品验证
零件认可
产品试作28无
产品验证
零件认可
产品试作312无
产品验证
零件认可
产品试作36无
产品验证
零件认可
产品试作212无
产品验证
零件认可
产品试作36无
产品验证
零件认可
产品试作36无
产品验证
*************公司。