压力容器质量控制点一览表 (2)
- 格式:doc
- 大小:84.50 KB
- 文档页数:10
压力容器质量保证手册A 0.0本《质量管理手册》是公司建立、实施和保持压力容器制造质量保证体系的书面表述, 是实施质量保证体系的指导文件。
它适用于滕州市国运长途汽车运输公司汽车维修服务站压力容器产品安装改造维修的质量控制, 以保证产品质量符合规定的法规、安全技术规范和标准要求。
1压力容器安装维修质量管理手册<第一版>编制: 质量保证体系文件编写组日期: 6月6日审核: 彭灏日期: 6月6日批准: 王飞龙日期: 6月6日滕州市国运长途汽车运输公司汽车维修服务站地址:滕州市北留路路北大同路路西电话:传真:邮政编码:277500E-mail:A 0.1目录及修订情况2附录:1.压力容器主要控制系统质量控制点一览表3A 0.2压力容器安装改造维修《质量管理手册》颁布书滕州市国运长途汽车运输公司汽车维修服务站根据国家《GB/T19001质量保证体系》、《特种设备制造、安装、改造、维修质量保证体系基本要求》,结合公司实际建立了车载天然气安装改造维修质量保证体系并编制了压力容器安装改造维修《质量保证手册》。
本压力容器制造《质量管理体系手册》是公司建立、实施和保持压力容器安装改造维修质量保证体系,并持续改进其有效性的纲领性文件要求公司全体员工必须理解,切实执行。
本压力容器安装改造维修《质量管理手册》自 6 月 6 日起实施滕州市国运长途汽车运输公司汽车维修服务站经理:日期: 6月3日A 0.34质量保证工程师/技术负责人任命书为确保我公司的质量保证体系运行有效, 特任命刘春光为我公司的质量保证工程师及技术负责人, 授权她在质量保证活动和技术管理中代表总经理行使权力。
质量保证工程师负责公司压力容器制造质量保证体系的建立、实施、保持和不断改进, 并全权协调、处理压力容器制造质量保证体系运行中出现的问题, 具有独立处理和裁决质量保证体系运行中的重大问题的权力。
滕州市国运长途汽车运输公司汽车维修服务站经理:6月1日A 0.3术语和缩写1 条例指国务院颁发的《特种设备安全监察条例》;52 质量一组固有特性满足要求的程度。
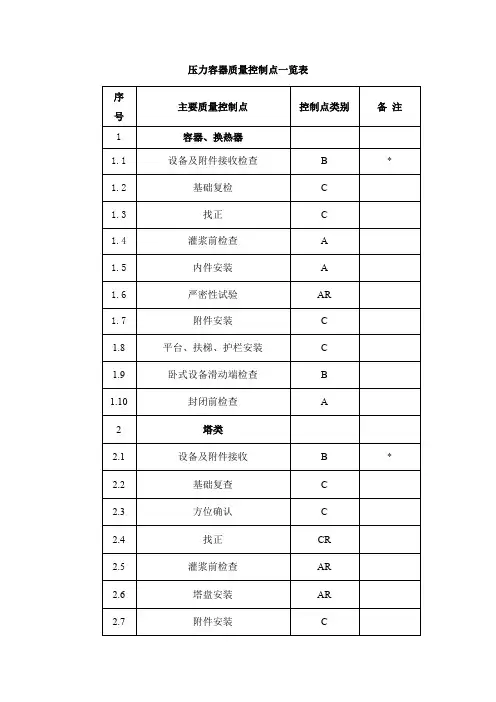
压力容器质量控制点一览表压力容器是工业生产中常用的设备之一,用于储存、输送和转换气体、液体和固体物料等。
由于其材质和设计结构的特殊性,如果操作不当或者质量不合格,就会产生严重的意外事故,损失惨重。
因此,压力容器的质量控制极其重要。
以下是压力容器质量控制的主要点一览表。
1. 设计阶段压力容器的设计质量直接关系到其使用过程中的安全性和稳定性。
设计阶段的质量控制包括下列重点:•设计要求的合理性和完整性;•选材标准及选材合理性;•设计计算方法与校核;•设计制图规范符合性;•设计文件审查和完整性。
2. 制造阶段制造阶段是压力容器质量控制的核心阶段,主要包括以下几个方面:2.1 材料鉴定材料的质量和性能直接决定着压力容器的使用寿命和安全性。
因此,材料的鉴定非常重要。
•材料检验记录符合性;•材料代表性和标识符合性;•材料化学成分符合性;•材料的力学性能及冲击韧性符合性。
2.2 制造工艺•焊接工艺控制;•焊接工艺规范符合性;•焊材质量与标识符合性;•涂装质量控制。
2.3 工艺监督•产品检验记录;•制造过程控制;•装配工艺符合性;•装配记录符合性。
3. 使用阶段压力容器的使用阶段质量控制也非常重要,主要包括以下方面:•操作方法;•安装固定和支撑方式;•检验与维修计划;•安全阀及其他安全保护装置。
综上所述,压力容器的质量控制是一项系统性的工程,需要在设计、制造及使用等各个环节上进行全面、细致、有效的控制。
只有在严格遵守质量规定及标准的前提下,才能确保压力容器的安全稳定工作。
压力容器质量控制点一览表4.2.2对现场的施工过程进行监控,确保按图纸、规范及批准的方案施工。
对现场任何违反图纸、规范及方案的施工应随时制止。
4.2.3对现场施工中出现的质量问题及任何不合格项,组织必要的专题质量会议,查清问题的原因,提出处理意见和改进措施,并组织贯彻实施。
4.2.4做好施工原始资料的收集、记录和整理工作,确保技术资料及各种质量记录的准确、完整,并与工程进度同步。
4.2.5工程竣工阶段,组织现场工程的“三查四定”工作,查施工漏项,查质量隐患,查未完工程,查出问题后,定责任、定措施、定人员、定完成时间。
检查督促责任人员对查出问题的处理,确保将问题处理在交工前,向业主负责五.HSE施工措施1严格执行公司各项安全生产制度。
2施工现场材料必须按其类别摆放整齐,不得有随意摆放,工作之余的材料要做好及时回收清理。
3施工现场要到随时清理,保持地面整洁。
4每天工作结束后要立即撤离现场,安全监督人员做好退场检查工作,各班组长要检查停关水电源。
5施工人员要保护好现场各项安全警示标识,不得有任何破坏的行为。
6受限空间作业,必须做通风措施,使用安全电压(42V、36V、24V、12V、6V)和监护人及测氧。
7压力容器试压前必须做好一切安全预防措施,必须挂牌,确定安全范围,专人监护。
8大件设备安装必须按《大型设备吊装工程施工及工艺标准》SHJ515-90及《石油化工工程起重施工规范》SH/T3536-2002的要求完成每一道工序。
9所有参与吊装施工的人员必须遵守《石油化工施工安全技术规范》SH3505-1999的有关规范。
10吊装工作不得在夜间、雨天及5级以上的大风下进行。
11施工现场配备消防器材,消防水源应充足,灭火器材应定期换药,严禁私自动火,严禁吸烟。
12登高作业应系好安全带,作业区域有坑、洞的地方要设防护拦或盖上跳板。
13现场电器设备应有专人负责保管,并进行定期检查。
小型机具的使用要配备漏电保护装置。

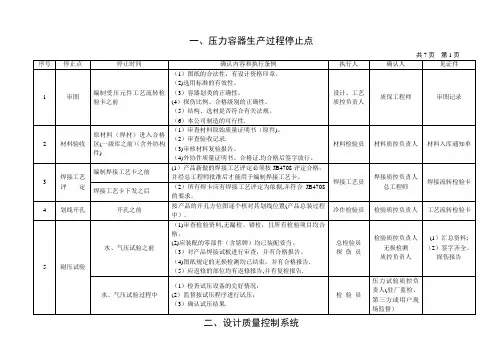
一、压力容器生产过程停止点
二、设计质量控制系统
(一个环节、一个控制点)共7页第2页
三、工艺质量控制系统
(一个停止点、二个环节、六个控制点)
四、采购和材料质量控制系统
(一个停止点、六个环节、十三个控制点) 共7页第3页
“▲"为控制点,“★”为停止点
五、焊接质量控制系统
(一个停止点、五个环节、十四个控制点)共7页第4页
“▲”为控制点,“★”为停止点
六、无损检测质量控制系统
(四个环节、七个控制点)共7页第5页
七、检验质量控制系统
(三个停止点、三个环节、十九个控制点)共7页第6页
“▲”为控制点,“★"为停止点
八、计量质量控制系统
(一个环节、二个控制点) 共7页第7页
“▲"为控制点,“★”为停止点。
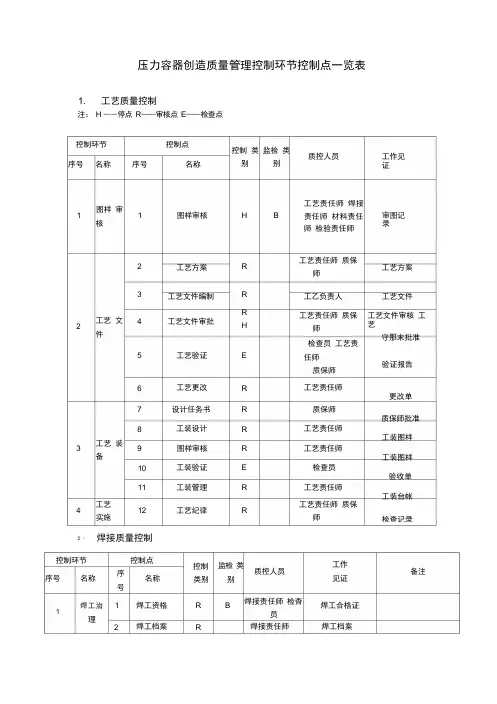
压力容器创造质量管理控制环节控制点一览表1. 工艺质量控制注: H ――停点 R ——审核点 E ——检查点2 、焊接质量控制控制环节序号焊工治1理质控人员焊接责任师 检杳员 焊接责任师控制点名称焊工资格焊工档案 工作 见证焊工合格证焊工档案监检 类 别B控制 类别RR序号12备注名称控制环节序号 名称序号 控制点名称控制 类 监检 类 别 别质控人员工作见证1图样 审 核1图样审核HB工艺责任师 焊接责任师 材料责任 师 检验责任师审图记录234工艺 文 件工艺 装 备工艺 实施23456789101112工艺方案工艺文件编制工艺文件审批工艺验证工艺更改设计任务书工装设计图样审核工装验证工装管理工艺纪律RRR HERRRRERR工艺责任师 质保师工乙负责人工艺责任师 质保 师检查员 工艺责 任师 质保师工艺责任师质保师工艺责任师工艺责任师检查员工艺责任师工艺责任师 质保师工艺方案工艺文件工艺文件审核 工艺守那末批准验证报告更改单质保师批准工装图样工装图样验收单工装台帐检查记录2 3 焊接材料焊接工艺评定3456789焊材保管焊材代用焊材烘干焊材发放焊材回收焊接工艺评定任务书焊接工艺指导书焊接工艺评定扌报告ERRRERRH检查员保管员B 焊接责任师保管员检查员焊接工艺人员焊接工艺人员温、湿度记录焊材代用单保管、烘干、发放记录焊接工艺评定任务书焊接工艺指导书工艺人员焊接责任师焊接责任师监督、抽查焊接责任师审核焊接责任师审核焊接责任师审核质保师批准4 5 产品施焊执八、、101112131415161718192021焊接工艺文件产品焊接试板制备产品焊接试板性能报告焊缝【一】二次返修焊缝超次返修焊工钢印施焊管理艺纪律设备完好表检定分包方评审热处理工艺热处理委托热处理记录及报告RERRREEERRRRB 注BBB焊接工艺指令卡焊接焊接责任师审核工艺卡工艺人员焊接责任师焊接责任师审核质保师通用焊接工艺守那末批准检查员试板创造卡理化责任师焊接产品焊接试板性能报理化、焊接责任师审责任师告核焊接责任师工返修工艺返修记艺人员录焊接责任师批准焊接责任师技术总负责人返修工艺返修记录技术总负责人审批检查员产品及试板检查员焊接责任师焊接责任师工艺人员检查记录设备档案检定记录评审报告热处理工艺卡焊接责任师审核焊接责任师焊接责任师记录及报告焊接工艺评定报告焊接责任师委托单仪工A处理3、材料质量控制控制环节 监检 类别材料责任师 质保师1采购打算审批材料责任师材料责任师验收入库材料责任师保管员检查员材料责任师检查员材料责任师注: H――停点 R ――审核点 E ――检查点4、无损检测质量控制控制环节 控制 类 监检 类别 别检测负责人人员资格审查焊接责任师焊接责任师审核焊接责任师注: H――停点 R 审核点 E ――检查点设备完好仪表检定 焊接 设备检定报告22 23R R6质证书审查检验、复验材料标识材料保管材料发放材料代用标记移植材料文件整理 领料单代用单检验记录材料档案采购打算入库单复验报告入库单材料 使 用采购 定 货资料 归档序号 名称合格供方确认检测前豫备检测责任师 材料责任师 控制 类别工作见证工作见证确认记录质控人员资格证书允许任务允许委托负责人控制点控制点委托单序号 序号 序号名称 名称名称H HH H RRRR B B BB B E E E E 443322225 8966711l3 仪器设备校验4 检测工艺审核检测工艺守那末批5准6 检测表面复查3 检测实施7 复探扩探8 报告旳编制、审核4 检测报告旳9 报告旳批准注: H ――停点 R ——审核点 E ——检查点5.理化质量控制注: H ――停点 R ――审核点 E ――检查点6.检验质量控制控制点名称 检验文件审核控制环节 序号 名称 1 检验负责人检验责任师工作 见证 文件签署控制 类别R序号1 监检 类别控制点序号 名称1 接收委托2 验收试样3 人员资格4 仪器、设备检定5 试验方法确定6 数据处理7 签发报告 控制环节序号 名称1 接收委托2 试验豫备3 试验过程4 试验报告 控制 类 监检 类 别 别RERERRR负责人理化 责任师试验员理化责任师工作见证委托单资格证检定证书委托单原始记录试验报告B检测负责人检测责任师技术负责人 校验证书检测工艺工艺守那末检测负责人检测负责人 II 级及以上检 测人员检测责任师检测报告检测记录HRRRR RBE豫备过程2检验热处3理压力试4验资料5整理2345678910111213141516171819202122232425262728293031323334检具校验材料检验标记种植与移植机械损伤坡口检验错边焊工资格咬边焊接接头表面质量焊接接头余高焊工钢印试板检验棱角度封头直边纵向皱折深度封头形状偏差球形封头瓣片尺寸允差碟形及直边封头过渡区转焊缝径置内外表面质量壳体最小厚度壳体大小直径差壳体直线度壳体最小厚度划线开孔C 、D 类接头焊角总检(外观及几何尺寸)热处理检验热处理报告试验环境及水温、水质场地、设备、工装、仪表压力试验致密性试验产品铭牌出厂文件EEEEEEEEEEEEEEEEEEEEEEEEEEEREERRRBBBBBBBBBBBBABBB计量人员检查员检查员检查员检查员检查员检查员检查员检查员检查员检查员检查员检查员检查员检查员检查员检杳员检杳员检杳员检杳员检杳员检杳员检杳员检杳员检杳员检杳员检验责任师检杳员检验责任师检杳员检验责任师检杳员检验责任师检杳员检验责任师检具台帐质量检验记录焊接记录总检表检验记录曲线、报告检验记录试验记录检定记录试验记录试验报告产品铭牌质量证明书35 产品档案 R 检验责任师 产品档案注: H ――停点 R ——审核点 E ——检查点7.设备质量控制控制环节序号 名称采购 1安装安装调记 录设备使用设备维护设备修理设备事故事故 报 3报废 审批单设备档案 设 备台帐注: H ――停点 R ――审核点 E ――检查点质控人员设备责任师设备责任师检查员 设备 责任师操作者操作者设备责任师设备责任师设备责任师控制 类 监检 类别 别 RR 设备4 9 档案管理档案名称 设备规划设备选型 安装调试设备台帐设备 设备档案 事故报告使用 维 2护设备责任 师 监督检 查序号1工作见证EEE R设备责任师4567设备报废控制点备注废RRE 3 28。

压⼒容器质量保证⼿册⽂件编号:质量保证⼿册编制⽇期审核⽇期批准⽇期发放号持有⼈颁布令本公司根据特种设备安全技术规范TSG Z0004-2007《特种设备制造、安装、改造、维修质量保证体系基本要求》的规定,编制了公司第⼀版压⼒容器制造《质量保证⼿册》,经审核,现批准发布,⾃2017年8⽉01⽇正式实施。
本⼿册是公司压⼒容器制造质量管理活动必须遵循的纲领性⽂件,也是向社会、顾客及有关组织证实本公司满⾜压⼒容器制造要求的能⼒及持续改进压⼒容器质量保证体系的见证⽂件,适⽤于本公司压⼒容器制造质量控制的全过程。
公司各职能部门必须组织⼈员学习,公司开展的各项质量活动都必须以本《质量保证⼿册》为准则。
总经理:年⽉⽇XXXXXx质字【2017】01号授权声明低温设备的制造质量直接关系到压⼒容器的安全使⽤、关系到⼈⾝和财产的安全。
我对本公司制造的压⼒容器安全质量负有最⼤的责任。
现授权质量保证⼯程师⼀⼀XXX同志,按照国家安全技术法规及有关标准规范的要求,对公司压⼒容器制造质量保证体系的建⽴、实施、保持和改进负责;各质控系统责任⼈对本系统的质量控制负责。
所有参与低温设备质量管理活动的⼈员,必须熟悉、掌握和严格执⾏公司《质量保证⼿册》中的有关规定,服从质保⼯程师的领导。
质量保证⼯程师在公司质量保证体系的运⾏中,⾏使质量否决权,有越级向上级⾏政主管、安全监察机构反映质量问题的权⼒,公司质量保证体系运⾏中发⽣的问题和争执由质量保证⼯程师仲裁。
质量保证⼯程师须定期向我报告质量保证体系的运⾏情况、及时预防、发现、分析、和解决存在的质量问题。
总经理:年⽉⽇XXXXXX质字【2017】01号质量保证体系责任⼈员任命书为了贯彻执⾏特种设备安全技术规范,建⽴、健全我公司的质量保证体系和保证质量体系的有效、良好运转,实现公司制定的质量⽅针和质量⽬标。
由边少威同志担任质量保证⼯程师。
下列同志为公司压⼒容器制造质量控制系统责任⼈。
设计质量控制系统责任⼈:XXX⼯艺质量控制系统责任⼈:XX材料质量控制系统责任⼈:XX焊接质量控制系统责任⼈:XX热处理质量控制系统责任⼈:XX⽆损检测质量控制系统责任⼈:XX理化质量控制系统责任⼈:XX检验与试验质量控制系统责任⼈:XX设备和检验与试验装置质量控制系统责任⼈:XX计量质量控制系统责任⼈:XX其他过程质量控制系统责任⼈:XX总经理:年⽉⽇抄报:XX质量技术监督局特种设备安全监察科XX特种设备监督检验所⽬录01. 颁布令 (1)02. 授权声明 (2)03. 任命书 (3)04. ⽬录 (4)05. 企业概况 (5)06. 引⽤法规和标准 (6)07. 术语及符号说明 (8)08. ⼿册的管理 (10)09. 质量⽅针与质量⽬标 (11)第1章. 管理职责 (12)第2章. 质量保证体系⽂件 (24)第3章. ⽂件和记录控制 (27)3.1 ⽂件控制 (27)3.2 记录控制 (30)第4章. 合同控制 (32)第5章. 设计控制 (34)第6章. 材料、零部件控制 (40)第7章. ⼯艺控制 (44)第8章. 焊接控制 (49)第9章. 热处理控制 (54)第10章. ⽆损检测控制 (56)第11章. 理化检测控制 (59)第12章. 检验与试验控制 (62)12.1 检验控制 (62)12.2 耐压试验与泄漏试验控制 (67)第13章. 设备和检验与试验装置控制 (70)13.1 设备控制 (70)13.2 检验与试验装置控制 (72)第14章. 不合格品(项)控制 (76)第15章. 质量改进与服务 (79)15.1 质量信息的收集、分析、处理和服务 (79)15.2 内部质量审核 (81)第16章. ⼈员培训、考核和管理 (83)第17章. 其他过程控制 (85)第18章. 执⾏特种设备许可制度 (87)附件⼀ (89)附件⼆ (91)企业概况XXXX成⽴于2018年2⽉,是具有法⼈资格的经济实体,以焊接绝热⽓瓶、液化天然⽓⽓瓶及压⼒容器为主要产品的制造企业,位于中国河北省境内⾰命⽼区的饶阳县,东临⼤⼴⾼速、京九铁路,南临⽯黄⾼速,交通便捷、地理位置优越。
压力容器设计质量保证手册编制:审核:批准:发布日期:2014年8月1日实施日期:2014年8月25《压力容器设计质量保证手册》颁布令各部门、质保体系全体人员:为适应当前工作的需要,依据《特种设备安全监察条例》、TSGR0004-2009《固定式压力容器安全技术监察规程》、TSGR1001-2008《压力容器压力管道设计许可规则》和TSGZ0004-2007《特种设备制造、安装、改造、维修质量保证体系基本要求》的要求,结合公司的实际情况,建立了压力容器设计质量体系文件,编制了《压力容器设计质量保证手册》。
现予以颁布,自二零一一年八月二十五日起实施。
本《手册》由技术总负责人负责贯彻、解释并监督实施。
总经理:2014年8月1日授权声明《压力容器设计质量保证手册》以下简称《手册》是阐明公司质量方针、目标和描述设计质量保证体系的纲领性文件,设计人员、校核人员、审核人员均应熟悉本《手册》的规定和要求,并作为压力容器设计过程的行动准则。
本《手册》依据《特种设备安全监察条例》、TSGR0004《固定式压力容器安全技术监察规程》、TSGR1001-2008《压力容器压力管道设计许可规则》和TSGZ0004-2007《特种设备制造、安装、改造、维修质量保证体系基本要求》的要求,建立了我公司设计质量保证体系,以确保按国家法律、法规和相关标准的要求进行压力容器设计过程得到有效地控制。
《压力容器设计管理制度》和《压力容器设计技术规定》是《手册》的支持性文件,具有和《手册》同等的效力。
为了确保《手册》的贯彻和质量保证体系有效运行,我授权技术总负责人主持日常质量管理和质量保证的具体工作。
技术总负责人有明确的职责、权力和组织上的独立性,有权对产品设计质量问题进行调查,召开事故分析会,行使质量否决权。
当和部门发生分歧时,将由我来仲裁解决。
技术总负责人应定期向我报告质量保证体系的运行情况、存在的问题和应采取的改进措施。
总经理:2014年8月1日任命书为了保证《压力容器设计质量保证手册》的贯彻实施和质量保证体系有效运行,•我授权同志为单位技术总负责人兼设计责任工程师,主持日常压力容器产品设计质量管理和质量保证的具体工作。
1 目的本规则规定了压力容器生产过程中的质量控制点和停止点的定义及其管理要求。
2 术语与定义2.1 质量控制点(E检验点,W见证检查点,R点报告或记录审核点)指在压力容器生产过程中需要重点控制的受压元件制造的关键工序,该工序未经检验合格,不得转入下道工序。
2.2 E检验点。
对产品(工件)进行测量、检查、试验,并与规定要求进行比较,确定其符合性的活动。
2.3 W见证检查点。
监检用。
对影响产品制造质量的一些关键检验项目,监检应到现场,若因故未到场,工厂自检合格后可转入下道工序,待监检到场后对该项目的检验结果进行审核认可后补行签字认可手续。
2.3 R报告或记录审核点。
监检用审阅、审核的方法对记录报告进行调查和检查的行为,通过签名和日期来证明。
2.4 H停止检查点。
监检用。
对产品制造质量有重大影响的检验项目,在产品制造进行到该点时提前通知监检,产品工序暂停,在监检在场的情况下进行该项目的检验,监检确认签名日期后才能继续下道工序。
3 适用范围本办法适用于压力容器产品的质量控制。
4 职责质量控制点和停止点的管理由QHSE归口负责,质量体系中各有关专业责任工程师予以密切配合。
5过程描述5.1 质量控制点的管理5.1.1 质量控制点由技术部根据压力容器产品的具体质量特性,确定了工序质量检测点:1).产品外形尺寸控制点2).产品对接焊缝装配质量控制点3).热处理控制点4).焊接质量控制点5.1.2 质量控制点的控制要求:质量控制点工序完工以后,操作者自检合格,并在工序检验卡上签字,经检验员检验合格并签字认可后,方可转入下道工序。
5.1.3 检验点见《压力容器主要受压元件检验守则》中表1~表65.1.4 压力容器产品制造过程的W见证检查点:A、B类焊缝焊接:监检焊缝表面质量、成形尺寸、焊工钢印检验确认标记。
5.1.5 压力容器产品制造过程的R报告或记录审核点(即送监检用):1).焊接试板报告2).热处理报告3).原材料试验报告4).产品质量证明书5).焊接工艺一览表5.2 停止点控制压力容器产品制造过程的停止点一般有:5.2.1材料停止点对于压力容器受压元件用材料须经材料、零部件责任工程师签发使用通知单方可使用。