压力容器制造过程控制点一览表
- 格式:docx
- 大小:179.91 KB
- 文档页数:12
压力容器质量控制点一览表压力容器是工业生产中常用的设备之一,用于储存、输送和转换气体、液体和固体物料等。
由于其材质和设计结构的特殊性,如果操作不当或者质量不合格,就会产生严重的意外事故,损失惨重。
因此,压力容器的质量控制极其重要。
以下是压力容器质量控制的主要点一览表。
1. 设计阶段压力容器的设计质量直接关系到其使用过程中的安全性和稳定性。
设计阶段的质量控制包括下列重点:•设计要求的合理性和完整性;•选材标准及选材合理性;•设计计算方法与校核;•设计制图规范符合性;•设计文件审查和完整性。
2. 制造阶段制造阶段是压力容器质量控制的核心阶段,主要包括以下几个方面:2.1 材料鉴定材料的质量和性能直接决定着压力容器的使用寿命和安全性。
因此,材料的鉴定非常重要。
•材料检验记录符合性;•材料代表性和标识符合性;•材料化学成分符合性;•材料的力学性能及冲击韧性符合性。
2.2 制造工艺•焊接工艺控制;•焊接工艺规范符合性;•焊材质量与标识符合性;•涂装质量控制。
2.3 工艺监督•产品检验记录;•制造过程控制;•装配工艺符合性;•装配记录符合性。
3. 使用阶段压力容器的使用阶段质量控制也非常重要,主要包括以下方面:•操作方法;•安装固定和支撑方式;•检验与维修计划;•安全阀及其他安全保护装置。
综上所述,压力容器的质量控制是一项系统性的工程,需要在设计、制造及使用等各个环节上进行全面、细致、有效的控制。
只有在严格遵守质量规定及标准的前提下,才能确保压力容器的安全稳定工作。
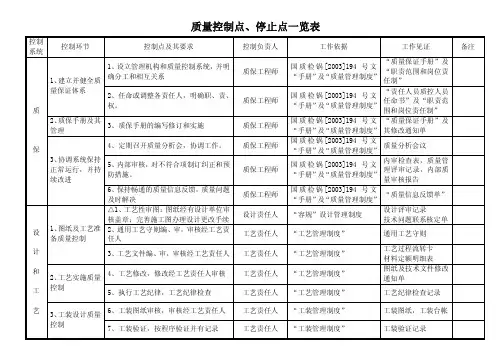
压力容器制造控制系统控制点一览表江苏天宇机械有限公司压力容器质量保证体系控制点一览表压力容器质量保证体系控制点一览表压力容器质量保证体系控制点一览表续表1压力容器质量保证体系停止点一览表一、质量控制系统(简称质控系统):①设计② 工艺③ 材料④ 焊接⑤无损检测⑥压力试验⑦ 最终检验⑧ 热处理⑨理化⑩ 计量、设备二、质量控制环节:需要控制的重要过程,可用流程图展开的方法。
三、质量控制环节需要控制的重点活动,称为质量控制点,控制点按其在生产过程中的重要作用和控制程度的不同,可以分为以下几类:1)检查点(E点),也称检验点,是指产品制造过程中的主要工序、工步、工位或主要质量项目,必须由专职检验员进行检查的控制点。
应注意的是,只有那些对产品有较大影响或质量波动较大的项目才可列为检查点。
2)审核点(R点),也称认可点、审阅点。
其含义是指在质量保证体系运转过程中,完成某项较为主要的活动或过程后,除执行(或操作)者进行自查符合有关规定外,还应由质量保证体系中有关人员(职责上高于执行者)进行确认。
通常是查看文件和记录。
3)停止点(H点),也称停止检查点或停点。
其含义是指当工程或产品制造到对质量有重大影响的活动时,承制单位应暂时停止制造,在驻厂监督检验员等在场的情况下,由专职检验员进行检查。
检查结果应得到监督人员确认并签字后,再继续进行制造。
停止点通常应在合同或技术协议中预先约定。
4)见证点(W点),也称约定检查。
其含义是指顾客、监造单位对某产品的重要要求所指定的控制点,也应在合同或技术协议中预先约定。
当产品制造到达此点时,制造单位应通知约定者到现场见证。
四、监检项目1)A类监检项目:监检员必须到现场进行确认,并在受检企业提供的相应的见证文件(检验报告、记录表、卡等)签字确认,未经签字确认,不得流转下一道工序•2)B类监检项目:监检员可以到现场进行监检,如不到现场进行监检,可在受检企业自检后,对受检企业提供的见证文件进行审查并签字确认。


压力容器质量控制点一览表
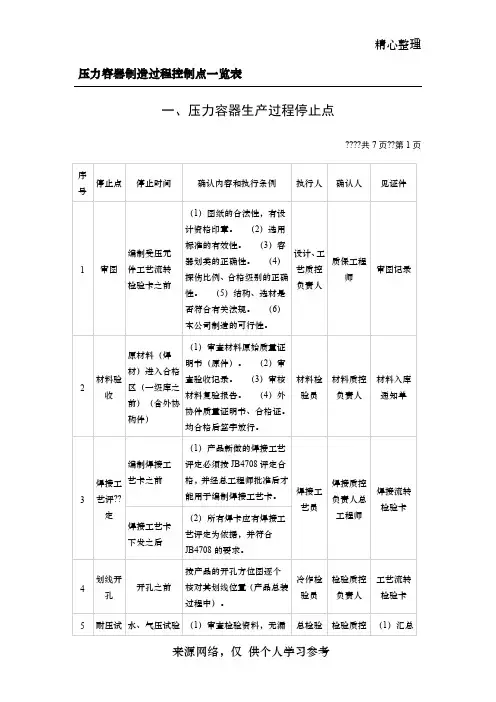
一、压力容器生产过程停止点
二、设计质量控制系统
(一个环节、一个控制点)共7页第2页
三、工艺质量控制系统
(一个停止点、二个环节、六个控制点)
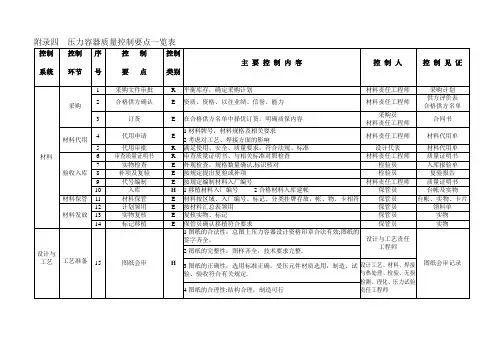
四、采购和材料质量控制系统
(一个停止点、六个环节、十三个控制点)共7页第3页
“▲”为控制点,“★”为停止点
五、焊接质量控制系统
(一个停止点、五个环节、十四个控制点)共7页第4页
“▲”为控制点,“★”为停止点
六、无损检测质量控制系统
(四个环节、七个控制点)共7页第5页
“▲“为控制点
七、检验质量控制系统
(三个停止点、三个环节、十九个控制点)共7页第6页
“▲”为控制点,“★”为停止点
八、计量质量控制系统
(一个环节、二个控制点)共7页第7页
“▲”为控制点,“★”为停止点。

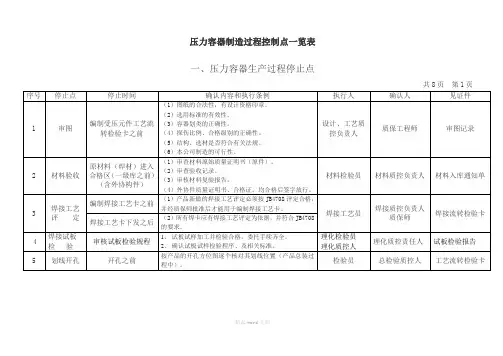
压力容器制造过程控制点一览表
一、压力容器生产过程停止点
共8页第1页
精品word文档
二、设计质量控制系统
“▲”为控制点,“★”为停止点(一个环节、一个控制点)共8页第2页
三、工艺质量控制系统
(一个停止点、二个环节、六个控制点)
精品word文档
精品word文档
四、采购和材料质量控制系统
“▲”为控制点,“★”为停止点(一个停止点、六个环节、十三个控制点)共8页第3页
精品word文档
五、焊接质量控制系统
精品word文档
“▲”为控制点,“★”为停止点(一个停止点、五个环节、十四个控制点)共8页第4页
精品word文档
六、无损检测质量控制系统
“▲“为控制点(四个环节、七个控制点)共8页第5页
精品word文档
七、检验质量控制系统
“▲”为控制点,“★”为停止点(三个停止点、三个环节、十九个控制点)共8页第6页
精品word文档
精品word文档
八、计量质量控制系统
“▲”为控制点,“★”为停止点(一个环节、二个控制点)共8页第7页
精品word文档
精品word文档
九、热处理质量控制系统
“▲”为控制点,“★”为停止点(一个环节、二个控制点)共8页第8页
注:全部质量控制系统共有61个控制点,6个停点
【本文档内容可以自由复制内容或自由编辑修改内容期待你的好评和关注,我们将会做得更好】
感谢您的支持与配合,我们会努力把内容做得更好!
精品word文档。
压力容器制造过程停止点(H点)
共1页第1页
注:以上5个停止点(H),用户或第三方检验有权要求待现场确认后方可流转下道工序制作的权利
一、设计工艺质量控制系统(一个停止点、三个环节、七个控制点)共6页第1页
“▲”为控制点,“★”为停止点
二、采购和材料质量控制系统
(一个停止点、六个环节、十三个控制点)
共6页 第2页
“▲”为控制点,“★”为停止点
三、焊接质量控制系统
(一个停止点、五个环节、十四个控制点)共6页第3页
“▲”为控制点,“★”为停止点
四、无损检测质量控制系统
(四个环节、七个控制点)共6页第4页
“▲“为控制点
五、检验、试验质量控制系统
(三个停止点、三个环节、十七个控制点)共6页第5页
“▲”为控制点,“★”为停止点
六、计量质量控制系统(一个环节、一个控制点)共6页第6页
“▲”为控制点,“★”为停止点。
1 目的本规则规定了压力容器生产过程中的质量控制点和停止点的定义及其管理要求。
2 术语与定义2.1 质量控制点(E检验点,W见证检查点,R点报告或记录审核点)指在压力容器生产过程中需要重点控制的受压元件制造的关键工序,该工序未经检验合格,不得转入下道工序。
2.2 E检验点。
对产品(工件)进行测量、检查、试验,并与规定要求进行比较,确定其符合性的活动。
2.3 W见证检查点。
监检用。
对影响产品制造质量的一些关键检验项目,监检应到现场,若因故未到场,工厂自检合格后可转入下道工序,待监检到场后对该项目的检验结果进行审核认可后补行签字认可手续。
2.3 R报告或记录审核点。
监检用审阅、审核的方法对记录报告进行调查和检查的行为,通过签名和日期来证明。
2.4 H停止检查点。
监检用。
对产品制造质量有重大影响的检验项目,在产品制造进行到该点时提前通知监检,产品工序暂停,在监检在场的情况下进行该项目的检验,监检确认签名日期后才能继续下道工序。
3 适用范围本办法适用于压力容器产品的质量控制。
4 职责质量控制点和停止点的管理由QHSE归口负责,质量体系中各有关专业责任工程师予以密切配合。
5过程描述5.1 质量控制点的管理5.1.1 质量控制点由技术部根据压力容器产品的具体质量特性,确定了工序质量检测点:1).产品外形尺寸控制点2).产品对接焊缝装配质量控制点3).热处理控制点4).焊接质量控制点5.1.2 质量控制点的控制要求:质量控制点工序完工以后,操作者自检合格,并在工序检验卡上签字,经检验员检验合格并签字认可后,方可转入下道工序。
5.1.3 检验点见《压力容器主要受压元件检验守则》中表1~表65.1.4 压力容器产品制造过程的W见证检查点:A、B类焊缝焊接:监检焊缝表面质量、成形尺寸、焊工钢印检验确认标记。
5.1.5 压力容器产品制造过程的R报告或记录审核点(即送监检用):1).焊接试板报告2).热处理报告3).原材料试验报告4).产品质量证明书5).焊接工艺一览表5.2 停止点控制压力容器产品制造过程的停止点一般有:5.2.1材料停止点对于压力容器受压元件用材料须经材料、零部件责任工程师签发使用通知单方可使用。
压力容器制造控制系统控制点一览表江苏天宇机械有限公司审批页表1续表1压力容器质量保证体系控制点一览表续表1压力容器质量保证体系停止点一览表表2一、质量控制系统(简称质控系统):①设计②工艺③材料④焊接⑤无损检测⑥压力试验⑦最终检验⑧热处理⑨理化⑩计量、设备二、质量控制环节:需要控制的重要过程,可用流程图展开的方法。
三、质量控制环节需要控制的重点活动,称为质量控制点,控制点按其在生产过程中的重要作用和控制程度的不同,可以分为以下几类:1)检查点(E点),也称检验点,是指产品制造过程中的主要工序、工步、工位或主要质量项目,必须由专职检验员进行检查的控制点。
应注意的是,只有那些对产品有较大影响或质量波动较大的项目才可列为检查点.2)审核点(R点),也称认可点、审阅点。
其含义是指在质量保证体系运转过程中,完成某项较为主要的活动或过程后,除执行(或操作)者进行自查符合有关规定外,还应由质量保证体系中有关人员(职责上高于执行者)进行确认.通常是查看文件和记录。
3)停止点(H点),也称停止检查点或停点.其含义是指当工程或产品制造到对质量有重大影响的活动时,承制单位应暂时停止制造,在驻厂监督检验员等在场的情况下,由专职检验员进行检查。
检查结果应得到监督人员确认并签字后,再继续进行制造。
停止点通常应在合同或技术协议中预先约定.4)见证点(W点),也称约定检查.其含义是指顾客、监造单位对某产品的重要要求所指定的控制点,也应在合同或技术协议中预先约定。
当产品制造到达此点时,制造单位应通知约定者到现场见证.四、监检项目1) A类监检项目:监检员必须到现场进行确认,并在受检企业提供的相应的见证文件(检验报告、记录表、卡等)签字确认,未经签字确认,不得流转下一道工序.2) B类监检项目:监检员可以到现场进行监检,如不到现场进行监检,可在受检企业自检后,对受检企业提供的见证文件进行审查并签字确认。
压力容器质控系统质控点一览表。
一、压力容器生产过程停止点
共7页第1页
二、设计质量控制系统
(一个环节、一个控制点)共7页第2页
三、工艺质量控制系统
(一个停止点、二个环节、六个控制点)
四、采购和材料质量控制系统
(一个停止点、六个环节、十三个控制点)共7页第3页
“▲”为控制点,“★”为停止点
五、焊接质量控制系统
(一个停止点、五个环节、十四个控制点)共7页第4页
“▲”为控制点,“★”为停止点
六、无损检测质量控制系统
(四个环节、七个控制点)共7页第5页
“▲“为控制点
七、检验质量控制系统
(三个停止点、三个环节、十九个控制点)共7页第6页
“▲”为控制点,“★”为停止点
八、计量质量控制系统
(一个环节、二个控制点)共7页第7页
“▲”为控制点,“★”为停止点。
压力容器制造过程控制
点一览表
Document number:NOCG-YUNOO-BUYTT-UU986-1986UT
压力容器制造过程控制点一览表
一、压力容器生产过程停止点
共7页第1页
二、设计质量控制系统
三、工艺质量控制系统
四、采购和材料质量控制系统(一个停止点、六个环节、十三个控制点)共7页
“▲”为控制点,“★”为停止点
五、焊接质量控制系统
“▲”为控制点,“★”为停止点
六、无损检测质量控制系统
“▲“为控制点
七、检验质量控制系统(三个停止点、三个环节、十九个控制点)共7页第6页
“▲”为控制点,“★”为停止点
八、计量质量控制系统(一个环节、二个控制点)
“▲”为控制点,“★”为停止点。