汽车车身点焊基础理论
- 格式:ppt
- 大小:8.28 MB
- 文档页数:40
按承载方式分为:1.承载式车身2.非承载式车身3.半承载式车身应用:货车、客车、越野车、部分高级轿车。
3.半承载式车身特点:具有独立刚性车架 ,载荷由车架与车身共同承担,车身与车架采用焊接等方式进行刚性连接;优缺点:类同承载式车身 应用:微车、城市SUV、MPV车型。
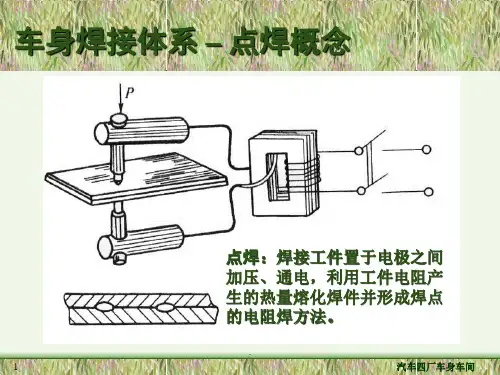
①.利用电流通过工件焊接处的电阻而产生的热量对工件加热。
②.整车焊接过程都是在压力作用下完成,即需施加压力。
③.在焊接处不需要加任何填充材料,也不需要任何保护剂。
★电极压力、焊接电流1.焊钳;2.工件;3.平衡锤4.定位方式车身板件在夹具上进行装配焊接时,分为以下三个步骤:①.定位:即准确地确定被装焊零件相对于夹具的位置。
②.夹紧:即把定位好的零件压紧夹牢,以免产生移位。
③.点固:即把已定位及夹紧好的各个零件以一定间隔焊一焊缝或焊点,把这些零件的 相互位置固定。
如果焊点很少或焊缝很短,也可不进行点固,直接焊接即可。
如果装配好的零件不需从夹具上卸下,而直接在夹具上焊接,也可省定位类型:孔定位、形状定位去点固。
孔定位:①.专用的定位孔 ②.工艺孔或附件安装孔形状定位:①.零件上平面或曲面,优先选择平面②.曲面上经过整形的平台③.零件成型后的凸台等特征④.零件经过修边后的窗口和边缘定位元件:定位销﹑挡块﹑支撑板定位原理: 3 2 1定位原理(六点定位原理)10.设计原则:设计原则:≥≥15mm上车体焊接流程图:下车体焊接流程图:车门焊接流程图:激光拼焊分体式车门内板7.悬挂点焊焊钳的选择①.焊钳选择原理:★根据焊接处结构的焊点布置情况,过焊点按照垂直于焊接边的长度方向,做结构断面,根据所做结构断面上焊点的方向确定焊钳动作方向。
★根据所做结构断面估算焊钳所需的口径尺寸,并在焊钳清单中选取处于合适范围的焊钳。
★根据所做结构断面和焊钳动作方向确定所需焊钳的结构形式及行程,以保证焊钳动作可行。
★根据所做结构断面的钣金材料厚度、焊接边层数,从已选取的焊钳范围中选择具有合适焊接压力的焊钳。

汽车车身焊接工艺一、汽车车身焊接工艺的原理汽车车身焊接是通过将金属件加热至熔化,然后在熔融状态下进行连接的一种加工方法,其原理是利用焊接电弧产生的高温和热能,将金属件的表面熔化,形成连接。
汽车车身焊接通常使用的焊接方式主要包括点焊、焊缝焊接和激光焊接。
1.点焊点焊是一种常用的汽车车身焊接方式,其原理是利用电流通过焊枪的两个电极,使其在被焊接的金属接触点产生高温,将金属件焊接在一起。
点焊适用于汽车车身内部焊接,它能够在短时间内形成坚固的连接,焊接效果好,但是只适合连接厚度小于3mm的金属件。
2.焊缝焊接焊缝焊接是通过焊枪喷出的熔融金属填满被焊接的金属件之间的间隙,形成连续的焊缝,实现金属件的连接。
焊缝焊接适用于汽车车身外部焊接,能够焊接厚度较大的金属件,连接牢固,牢固和密实。
3.激光焊接激光焊接是一种高科技的汽车车身焊接方式,利用激光束进行焊接,其原理是通过激光束的高能量和高密度实现金属件的熔化和连接。
激光焊接速度快,精度高,连接坚固,适用于汽车车身的复杂形状焊接。
二、汽车车身焊接工艺的技术特点汽车车身焊接工艺具有以下几个技术特点:1.高效性汽车车身焊接工艺能够实现高效的生产,焊接速度快,能够大幅度降低生产成本和提高产能,同时能够保证焊接质量。
2.自动化汽车车身焊接工艺在生产线上实现了自动化,通过工业机器人和自动焊接设备实现了汽车车身的高效焊接,大大提高了焊接质量和生产效率。
3.多样性汽车车身焊接工艺能够适应不同形状、材质和厚度的金属件的焊接,能够实现汽车车身的多样性生产要求。
4.环保性汽车车身焊接工艺在焊接过程中减少了焊接烟尘和废气的排放,提高了环境保护意识,符合现代产业发展的环保要求。
5.质量稳定汽车车身焊接工艺通过严格的工艺控制和质量检测,能够保证焊接质量的稳定和一致性,提高了汽车车身的安全性和可靠性。
三、汽车车身焊接工艺的发展趋势随着汽车制造的不断发展和技术的进步,汽车车身焊接工艺也在不断发展和完善,其发展趋势主要表现在以下几个方面:1.智能化汽车车身焊接工艺将会向智能化方向发展,通过网络化控制和自动化设备实现生产线的智能化运行,实现生产和质量的高效管理。
