打标作业指导书
- 格式:xlsx
- 大小:22.78 KB
- 文档页数:1
批准(日期)
工装名称
工装编号
工位数
标准产能 (件/天)
页码
1
900
1/1
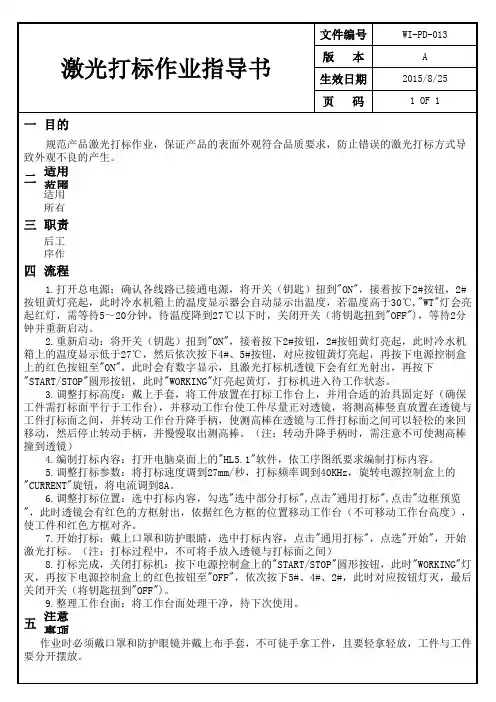
摆放视图
①.将产品放入工装定位销中
②.用脚轻踩一次脚踏开关
④.首件时必须核对打样文
字是否正确,字高3.5MM,
③.当红色激光束加工完成后,将打标 完成的产品取出,并检查字体是否整
与压铸文字字高基本相符,⑤.如图摆放产品,每层隔一张隔
客户代 码
工艺流程
XX机械有限公司
打标作业指导书
编制(日期)
产品名称
产品图号
物料编码
版本
操作车间
工序号
工序名称
A1 精加工车间
70
打标
来料检验→ 打标 →加工合箱面→内腔攻丝→加工侧面安装孔→加工散热片面→喷涂→来料检验→ 清理 →包装 工序内容
会签(日期)
表单编号:XX-QP07-QR-39
审核(日期)
字体为宋体
板,注意轻拿轻放
齐、清晰
制程管制
作业流程
序号 工具名称
规格型号
方法仪器 频率 检测人 序号
作业步骤
作业检查
1
打标工装
2
3
4
5
6
7
8
特性分 类 填写
说明
★:关键特性 ☆:重要特性
不合格 品处理
流程
生产中不合 格品
目视 1次/日 精加工班长 ① 将产品放入工装定位销中 ② 用脚轻踩一次脚踏开关
③ 当红色激光束加工完成后,将打标完成的产品取出
重要 提示
作业员、检验员需严格按照作业工艺操作 、产品检测标准及要点对产品进行检测,
发现异常及时向班组长及上级报告。
④ 如图摆放产品,每层隔一张隔板,注意轻拿轻放 ⑤ ⑥ ⑦ ⑧ ⑨
否
隔离存放
组织评审
生产部按要 求执行
是 检验员判
定
合格
入库
更改标记
处数
检查产品是否放入定位销
检查字体是否整齐、清晰,首件时必须核对打样文字是否正确,字高 3.5MM,与压铸文字字高基本相符,字体为宋体
更改内容
签名/日期