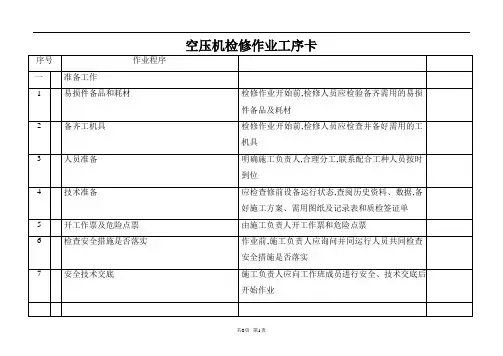
检修工序工艺卡
- 格式:xls
- 大小:167.50 KB
- 文档页数:63
主机专工:总工程师:甲方代表:主机专工:总工程师:甲方代表:主机专工:总工程师:甲方代表:主机专工:总工程师:甲方代表:主机专工:总工程师:甲方代表:主机专工:总工程师:甲方代表:主机专工:总工程师:甲方代表:主机专工:总工程师:甲方代表:主机专工:总工程师:甲方代表:主机专工:总工程师:甲方代表:主机专工:总工程师:甲方代表:主机专工:总工程师:甲方代表:主机专工:总工程师:甲方代表:主机专工:总工程师:甲方代表:主机专工:总工程师:甲方代表:主机专工:总工程师:甲方代表:主机专工:总工程师:甲方代表:主机专工:总工程师:甲方代表:主机专工:总工程师:甲方代表:主机专工:总工程师:甲方代表:主机专工:总工程师:甲方代表:主机专工:总工程师:甲方代表:主机专工:总工程师:甲方代表:主机专工:总工程师:甲方代表:主机专工:总工程师:甲方代表:主机专工:总工程师:甲方代表:主机专工:总工程师:甲方代表:主机专工:总工程师:甲方代表:主机专工:总工程师:甲方代表:主机专工:总工程师:甲方代表:主机专工:总工程师:甲方代表:主机专工:总工程师:甲方代表:主机专工:总工程师:甲方代表:主机专工:总工程师:甲方代表:主机专工:总工程师:甲方代表:MS9001E燃机检修工艺单主机专工:总工程师:甲方代表:主机专工:总工程师:甲方代表:主机专工:总工程师:甲方代表:主机专工:总工程师:甲方代表:主机专工:总工程师:甲方代表:主机专工:总工程师:甲方代表:主机专工:总工程师:甲方代表:主机专工:总工程师:甲方代表:主机专工:总工程师:甲方代表:质量检验单MS-9001系列修前检查□修后检查□机组号燃机号日期主机专工:总工程师:甲方代表:质量检验单MS-9001系列修前检查□修后检查□机组号燃机号日期主机专工:总工程师:甲方代表:质量检验单MS-9001系列修前检查□修后检查□机组号燃机号日期主机专工:总工程师:甲方代表:质量检验单MS-9001系列修前检查□修后检查□机组号燃机号日期主机专工:总工程师:甲方代表:质量检验单MS-9001系列修前检查□修后检查□机组号燃机号日期。
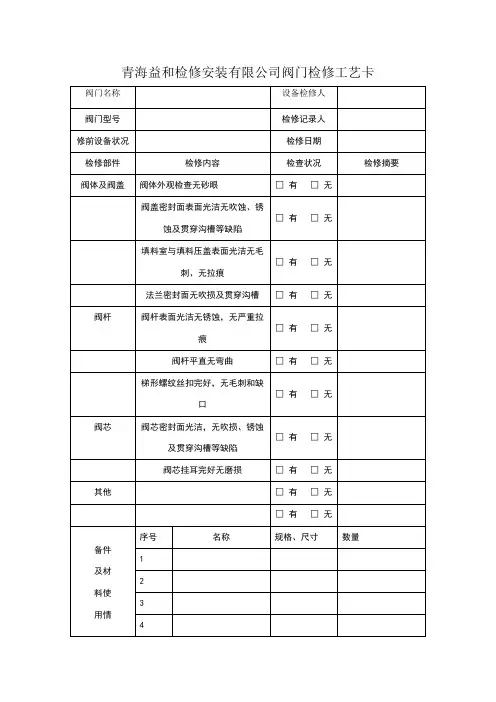
青海益和检修安装有限公司阀门检修工艺卡
青海益和检修安装有限公司高排逆止门检修工艺卡
青海益和检修安装有限公司调节阀检修工艺卡
青海益和检修安装有限公司调节阀检修工艺卡
青海益和检修安装有限公司安全阀校验报告记录
青海益和检修安装有限公司安全阀校验报告记录
青海益和检修安装有限公司安全阀校验报告记录
青海益和检修安装有限公司安全阀校验报告记录
青海益和检修安装有限公司安全阀校验报告记录
青海益和检修安装有限公司安全阀校验报告记录
青海益和检修安装有限公司安全阀校验报告记录
青海益和检修安装有限公司安全阀校验报告记录
青海益和检修安装有限公司安全阀校验报告记录。

For personal use only in study and research; not for commercial use检修工序卡页:6/13主要安全措施1 工作人员工作前应办理票,进入工作现场必须戴安全帽,严格执行各项安全规程。
2 工作票开工时应仔细审阅,与运行人员共同检查安全措施的执行情,确认后方可开工。
3 各项工作应严格按规程进行,严格防止漏项。
4 工作负责人应随身携带工作票,施工现场在收工后应做到工完、料净、场地清。
现场所有工作人员应养成良好的文明施工习惯,作好现场清理整顿工作,使作业场所保持整齐、清洁、安全、卫生。
5 重大部件的处理要有技术措施。
6 起吊重物,要有专人指挥。
7 施工现场使用的照明线和临时线,严禁乱拉、乱接,容器内照明电压不得大于36V。
工序汇总工序号设备名称工作内容工时项目确认1 轴瓦解体□()2 测量轴瓦间隙□()3 测量桥规间隙□()4 整修轴瓦乌金接触及检查顶轴油囊油隙□()5 检查测量轴承间隙与紧力□()6 检查轴瓦接触状况□()7 推力轴承检修□()工序号工艺步骤及内容质检点质量标准□1轴瓦解体□2轴承合金表面光滑、无脱胎、碎落、裂纹、腐蚀、过热和异常磨损。
□3椭圆形轴瓦油隙:#1瓦:瓦衬紧力:0-0.02mm顶部间隙: 0.34-0.44mm□1.1拉出轴瓦座上立销两侧垫片,拆除瓦盖上测温和保护元件,拔出水平结合面销子,拆去水平结合面螺栓,吊出轴承盖。
□1.2拆除球枕水平面连接螺栓,拔出销子,吊出上半瓦枕。
拆除球面壳体水平面销子和连接螺栓,吊出上半球面壳体。
检修工序卡页:7/13□1.3拆除顶轴油管的接头。
瓦口间隙: 0.37-0.42mm#2瓦:瓦衬紧力:0-0.02mm顶部间隙: 0.46-0.58mm瓦口间隙: 0.49-0.55mm#3瓦:瓦衬紧力:0-0.02mm顶部间隙: 0.46-0.58mm瓦口间隙: 0.49-0.55mm#4瓦:瓦衬紧力:0-0.02mm顶部间隙: 0.42-0.52mm瓦口间隙: 0.45-0.50mm#5瓦:球面紧力:0.03-0.05mm顶部间隙: 0.418-0.47mm瓦口间隙: 0.459-0.485mm□ 5轴颈与下瓦接触均匀,接触60度左右;轴瓦两端5-10mm范围内保持与轴颈0.02mm的楔形间隙。
甘电投张掖发电有限责任公司安全生产部热工专业设备检修工序工艺卡批准:审核:编制:热工专业张掖发电有限责任公司安全生产部热工专业说明1 本检修工艺卡经各部门专工审核,安全生产部审定,总工程师批准方可使用。
2 本检修工艺卡中的质量控制点标记规定如下:“A”:检修负责人质量控制点“B”:检修班组班长质量控制点“C”:专业监理质量控制点3 检修人员应按照所负责的检修工作认真填写检修工艺卡。
各级检修工作人员必须严格按照检修质量标准,对所负责的质量控制点及时认真的进行检修验收,并填写检修记录。
每项检修工艺过程须高一级质检人员检查的项目,低一级人员应先检查验收合格后,方可进行下一道工序。
4 设备检修人员和各质量控制点的验收方必须认真执行本检修工艺卡的规定,不得随意更改或降低等级标准及质量标准。
凡不认真填写或弄虚作假者,一经发现,按照张掖发电公司小修管理制度严肃考核。
5 末尽事宜按照张掖发电公司检修管理工作的有关规章制度执行。
目录一、DCS检修工序工艺卡负责人检修时间危险点分析原始记录检修结果质检点验收检修项目工艺要求1. 办理工作票,交待安全措施 1 工作票措施齐全,危险点分析到位2 工作班成员对工作任务和工作票所列安全措施清楚1 措施不全 A2 控制柜检修2.1 卫生清扫2.2 接线端子紧固2.3卡件检查1 控制柜内无积灰,电缆槽盒盖完整2 接线端子应紧固,无松动现象,3 接线整齐,通道正确,端子号清晰4 卡件外观完好,无损坏现象5接线端子完好,裸露金属部分不超过2mm。
6 柜内接地线检查接地良好,DCS接地总线检查可靠,无损坏1 损坏设备2 带电作业B3.控制器检查 1 检查通讯线是否牢固。
2 电源保险是否良好。
3 检查DO插头是否牢固。
4 检查卡件底座是否松动。
5 控制器风扇运行正常,无异音。
6 控制器各卡件牢固,固定螺丝无松动7 控制器各部件之间无变形积压,板件干净,无灰尘。
1 静电损坏设备2 短路3 接地B4.控制器电源检修 1 检查控制器电源进线和出线,进行紧固,确保绝缘可靠,接线牢固2 测量输入电源电压合适,电压为220 V±15%。
XX(单位名称标准化作业书附件3国网成都供电公司输变配标准化作业书(工艺工序卡(2015版国网成都供电公司2015年12月- 59 -目录一、变电通用标准化作业书 (68成都供电公司XX分公司现场标准化作业书 (69 现场查勘报告 (70外来(临时人员现场安全确认表 (72组织措施 (73安全技术措施 (73施工现场平面布置图 (74二次工作安全措施票 (75二、变电一次检修工序工艺卡 (80现场作业工序工艺标准卡 (81工器具及材料准备表 (82X号主变压器维护工作工序工艺确认卡 (83X号主变有载开关吊检工序工艺确认卡 (85X号主变油枕密封胶垫更换工序工艺确认卡 (87 绝缘子检查工序工艺确认卡 (88断路器设备维护工艺工序确认卡 (89断路器二次回路维护工艺工序确认卡 (90刀闸维护工艺工序确认卡1 (91刀闸维护工艺工序确认卡2 (93CT设备维护工艺工序确认卡 (94PT设备维护工艺工序确认卡 (95ECVT设备维护工艺工序确认卡 (96避雷器维护工艺工序确认卡 (97断路器设备维护工艺工序确认卡(GIS (98断路器二次回路维护工艺工序确认卡(GIS (99 刀闸维护工艺工序确认卡(GIS (100- 60 -XX(单位名称标准化作业书CT设备维护工艺工序确认卡(GIS (101PT设备维护工艺工序确认卡(GIS (102避雷器维护工艺工序确认卡(GIS (103三、变电一次试验工序工艺卡 (104现场作业工序工艺标准卡 (105工器具及材料准备表 (106主变例行试验现场作业工序工艺确认卡 (107XXXkV场地设备例行试验工序工艺确认卡 (110XXXkVX号主变交流耐压(局放试验工序工艺确认卡 (111 XXXkVGIS设备交流耐压工序工艺确认卡 (114XXXkVXXX线电缆交流耐压工序工艺确认卡 (117四、高压开关柜检修试验工序工艺卡 (119现场作业工序工艺标准卡 (120工器具及材料准备表 (121一次设备现场作业工序工艺确认卡 (123二次设备现场作业工序工艺确认卡 (137五、变电二次设备调试工序工艺卡 (153220kV XXX变电站220kV母联XXX开关保护年检调试记录 (154 220kVXXX站220kV1号母差保护年检调试记录 (166220kVXXX站X号主变保护年检调试记录 (177220kV XXX线264开关保护年检调试记录 (219220kV母联212开关保护年检调试记录 (240220kV 1号母线保护年检调试记录 (256220kV XX站X号主变保护年检调试记录 (268220kV 220kV XX线266开关保护年检调试记录 (303六、输电电缆例行检修试验标准化作业书及工序工艺卡 (323XXKV电缆线路护层、护层保护器及避雷器试验现场标准化作业书 (324 工作(程概况 (325查看表 (326- 61 -作业现场布置图 (328开工前确认卡 (329作业流程图 (330电力电缆(电缆网工作票许可、终结登记 (331工作人员变更表 (332组织措施 (333一般安全、技术措施 (333危险点分析与控制 (334工器具及材料准备表 (335现场作业工序工艺确认卡 (336工作结束确认卡 (340作业总结 (341七、配网设备例行检修试验标准化作业书及工序工艺卡 (342 现场作业工艺工序标准卡 (343更换10kV红茶路安蓉酒店旁0.4kV低压分支箱 (34310kV望红路5#杆新增拉线 (35610kV望红路5#杆更换拉线 (364杆架式配电变压器安装 (373杆架式配电变压器更换 (390跌落式熔断器更换 (400低压刀熔开关更换 (408避雷器更换 (417高压侧引流线更换 (425低压侧引流线更换 (435油样提取 (44610kV桂城一路法院公变分接开关调整 (45410kV桂城一路法院公变现场试验 (46210kV桂城一路法院公变绝缘油加注 (47410kV桂城一路法院公变低压配电箱更换 (48310kV桂城一路法院柱上开关安装 (492- 62 -XX(单位名称标准化作业书10kV桂城一路法院柱上开关更换 (50310kV桂城一路法院柱上开关隔离刀闸更换 (512 10kV桂城一路11#直线砼杆更换 (52110kV耐张砼杆更换 (53210kV绝缘导线架设 (54410kV绝缘导线更换 (55510kV架空线路弧垂调整 (56510kV直线杆横担更换 (57310kV耐张杆横担更换 (580直线杆绝缘子更换 (590耐张杆绝缘子更换 (59710kV架空线路登杆检查 (60510kV架空线路导线液压接续 (61310kV绝缘线路安装(拆除接地挂环 (62010kVXX电缆故障查找抢修 (62710kV电缆终端头(热缩制作安装 (63610kV电缆终端头(冷缩制作安装 (64410kV电缆中间接头(热缩制作安装 (65110kV电缆中间接头(冷缩制作安装 (660安装10kV红茶路安蓉酒店旁环网柜电缆轴型头 (667敷设10kV红茶路电缆 (675更换10kV红茶路1#公变 (688更换10kV红茶路安蓉酒店旁电缆分支箱 (702更换10kV红茶路安蓉酒店旁环网柜 (717八、35kV-220kV架空输电线路检修通用标准化作业书 (730 国网成都供电公司XX(检修单位现场标准化作业书 (731现场勘察记录 (732组织措施 (733安全技术措施 (734工器具及材料准备表 (735- 63 -接地线装设示意图 (736XXkV XX线施工(检修进度安排 (737交叉跨越图 (738班前会 (739工作前确认卡 (740工作结束确认卡 (743九、 35kV-220kV架空输电线路检修工序工艺卡 (744直线杆塔检修工序工艺记录卡 (746耐张杆塔检修工序工艺记录卡 (748修补OPGW复合光缆检修工序工艺记录卡 (750绝缘子停电清扫检修工序工艺记录卡 (752直线杆塔单片绝缘子停电更换检修工序工艺卡 (754直线杆塔整串绝缘子停电更换检修工序工艺卡 (756耐张杆塔双联单片绝缘子停电更换检修工序工艺卡 (758 耐张杆塔双联单串绝缘子停电更换检修工序工艺卡 (760 直线杆塔复合绝缘子停电更换检修工序工艺卡 (762间隔棒停电更换检修工序工艺卡 (764防震锤停电更换检修工序工艺卡 (766导线断股停电修补检修工序工艺卡 (768导线驰度停电调整检修工序工艺卡 (770抱杆组立杆塔工序工艺卡 (772导、地线放紧线工序工艺卡 (778- 64 -一、变电一次、二次检修变电通用标准化作业书范围:本作业书适用于变电一、二次各类检修、试验、维护。
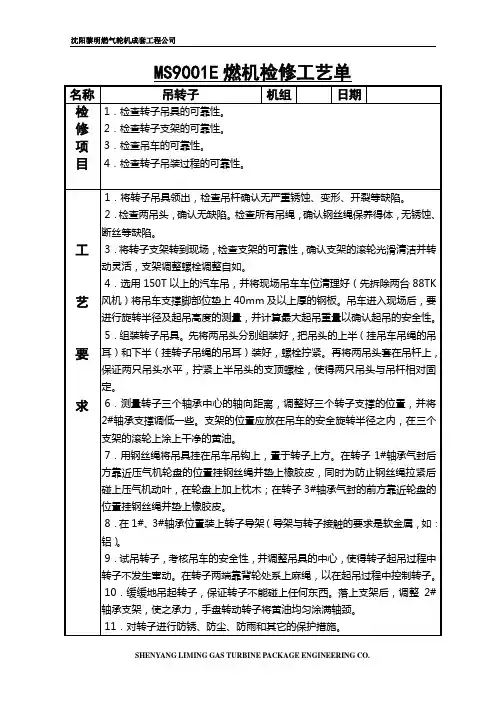
燃气轮机主机检修工艺卡及质检单机组号透平号日期检修部生产部公司级工作负责人:验收人:验收人:验收人:机组号透平号日期检修部生产部公司级工作负责人:验收人:验收人:验收人:机组号透平号日期检修部生产部公司级工作负责人:验收人:验收人:验收人:燃气轮机主机检修工艺卡及质检单机组号透平号日期检修部生产部公司级工作负责人:验收人:验收人:验收人:机组号透平号日期检修部生产部公司级工作负责人:验收人:验收人:验收人:机组号透平号日期检修部生产部公司级工作负责人:验收人:验收人:验收人:机组号透平号日期检修部生产部公司级工作负责人:验收人:验收人:验收人:燃气轮机主机检修工艺卡及质检单机组号透平号日期检修部生产部公司级工作负责人:验收人:验收人:验收人:机组号透平号日期检修部生产部公司级工作负责人:验收人:验收人:验收人:机组号透平号日期检修部生产部公司级工作负责人:验收人:验收人:验收人:机组号透平号日期检修部生产部公司级工作负责人:验收人:验收人:验收人:机组号透平号日期检修部生产部公司级工作负责人:验收人:验收人:验收人:机组号透平号日期检修部生产部公司级工作负责人:验收人:验收人:验收人:机组号透平号日期过盈量要求为:0~0.12mm伸长量要求为:0.267~0.292mm检修部生产部公司级工作负责人:验收人:验收人:验收人:机组号透平号日期检修部生产部公司级工作负责人:验收人:验收人:验收人:机组号透平号日期检修部生产部公司级工作负责人:验收人:验收人:验收人:。
质量标准检修结果
工作负责人
弹性良好,无变形,无
裂伤,无锈蚀。
0.105—0.155mm 0.10—0.14mm 无毛刺,无严重磨损,
无残缺。
0.12—0.16mm 无毛刺,无严重磨损,
无残缺。
检修项目
继动器拉弹簧
弹簧长度调节螺杆高度h
外观检查
设备名称
# 机 高压主汽阀油动机
检修日期活塞杆
与上盖径向间隙外观检查继动器与下盖径向间隙与错油门径向间隙0.125—0.175mm 继动器活塞
与小油缸间隙外观检查
与错油门套筒间隙错油
0.08—0.13mm
1.高压主汽阀油动机检修质量控制卡
无毛刺,无严重磨损,
无残缺。
0.05—0.15mm 0.05—0.15mm 表面完好,无变形,无
裂伤,无毛刺。
0.15—0.29mm 0.25—0.40mm 轴承转动灵活,无锈蚀
、损伤。
结合面平整,无损伤,更换新的青壳纸垫。
丝扣完好,紧固牢靠。
无弯曲,配合牢靠。
290mm 255mm
0.464—0.58mm
无渗、漏油。
灵活 无卡涩
质量标准检修结果
工作负责人
弹性良好,无变形,无
裂伤,无锈蚀。
0.105—0.155mm 0.10—0.14mm 无毛刺,无严重磨损,
无残缺。
0.125—0.175mm 无毛刺,无严重磨损,
无残缺。
门
径向间隙0.08—0.13mm 弹簧长度外观检查无毛刺,无严重磨损,
无残缺。
外观检查
油动机活错油门套筒与油动机壳体油动机活塞
与壳体径向间隙活塞环口间隙
反馈轴承检查
塞杆与上衬套径向间隙与下衬套径向间隙外观检查缓冲缸间隙充油检查油动机活动试验结合面检查紧固螺栓检查
销检查
油动机行程
全行程工作行程
检修项目
继动器拉弹簧
弹簧长度调节螺杆高度h
外观检查
2.高压调节汽阀油动机检修质量控制卡
设备名称
# 机 高压调节汽阀油动机
检修日期活塞杆
与上盖径向间隙外观检查继动器与下盖径向间隙与错油门径向间隙0.125—0.175mm 继动器活塞
与小油缸间隙外观检查
与错油门套筒间隙错油
0.08—0.13mm
无毛刺,无严重磨损,
无残缺。
0.05—0.15mm 0.055—0.168mm 表面完好,无变形,无
裂伤,无毛刺。
0.15—0.29mm 0.25—0.40mm 轴承转动灵活,无锈蚀
、损伤。
结合面平整,无损伤,更换新的青壳纸垫。
丝扣完好,紧固牢靠。
无弯曲,配合牢靠。
290mm 155mm
0.464—0.58mm
无渗、漏油。
灵活 无卡涩
质量标准检修结果工作负责
人
专工
弹性良好,无变形,无裂伤,无锈蚀。
继动器活0.105—0.155mm 塞
0.10—0.14mm 杆无毛刺,无严重磨损,无残缺。
门
径向间隙0.08—0.13mm 弹簧长度外观检查无毛刺,无严重磨损,
无残缺。
外观检查
油动机活错油门套筒与油动机壳体油动机活塞
与壳体径向间隙活塞环口间隙
反馈轴承检查
塞杆与上衬套径向间隙与下衬套径向间隙外观检查结合面检查紧固螺栓检查
销检查
油动机行程
全行程工作行程
检修日期缓冲缸间隙充油检查油动机活动试验
3.中压调节汽阀油动机检修质量控制卡
检修项目
继动器拉弹簧
弹簧长度调节螺杆高度h
外观检查
设备名称
# 机 中压调节汽阀油动机
与下盖径向间隙与上盖径向间隙0.125—0.175mm 与错油门径向间隙
外观检查
0.175mm 无毛刺,无严重磨损,无残缺。
错油
门
无毛刺,无严重磨损,无残缺。
0.055—0.168mm 油动机活0.055—0.168mm 塞杆表面完好,无变形,无裂伤,无毛刺。
0.15—0.29mm 0.25—0.40mm 轴承转动灵活,无锈蚀、损伤。
结合面平整,无损伤,更换新的青壳纸垫。
丝扣完好,紧固牢靠。
无弯曲,配合牢靠。
290mm 170mm 0.464—0.58mm
0.08—0.13mm 继动器活塞
与小油缸间隙
外观检查
弹簧长度与错油门套筒间隙
错油门套筒与油动机壳体径向间隙
0.08—0.13mm 外观检查无毛刺,无严重磨损,无残缺。
外观检查与上衬套径向间隙
与下衬套径向间隙
反馈轴承检查
结合面检查
紧固螺栓检查
销检查
外观检查油动机活塞与壳体径向间隙
活塞环口间隙
油动机行程
全行程工作行程
缓冲缸间隙
油。
灵活 无卡
涩
充油检查
油动机活动试验
检修记录
1、 修前轴承间隙(单位:mm)
设
电端上下0.25
电端左右0.10~
0.25
0.76~
0.86A:B:0.01~
0.03
浮动油挡调端上下0.10~0.25
径向间隙调端左右0.10~0.25
电端上下0.10~0.25
电端左右0.10~0.25
0.98~
1.08
0.01~0.03
浮动油挡调端上下0.10~0.25
径向间隙调端左右0.10~0.25
电端上下0.10~0.25
电端左右0.10~
0.25
0.98~
1.08A:B: 0.01~
0.03
浮动油挡调端上下0.10~0.25
径向间隙调端左右0.10~0.25
电端上下0.10~0.25
电端左右0.10~
0.25
标 准
0.61~
0.71A:B:0.01~
0.03
浮动油挡调端上下0.10~0.25
径向间隙调端左右0.10~0.25
#1轴瓦
#2轴瓦轴瓦顶部间隙瓦盖紧力
#3轴瓦B 轴瓦顶部间隙A:瓦盖紧力
#4轴瓦轴瓦顶部间隙瓦盖紧力
2、修前轴承间隙(单位:mm)
项 目实际测量值
轴瓦顶部间隙
瓦盖紧力
电端上下
0.25电端左右
0.10~0.250.76~0.86A:B:
0.01~0.03浮动油挡调端上下0.10~0.25径向间隙
调端左右0.10~0.25电端上下
0.10~0.25电端左右
0.10~0.250.98~1.08A:B:0.01~0.03浮动油挡调端上下0.10~0.25径向间隙
调端左右0.10~0.25电端上下
0.10~0.25电端左右
0.10~0.250.98~1.08A:B:0.01~0.03浮动油挡调端上下0.10~0.25径向间隙
调端左右0.10~0.25电端上下
0.10~0.25电端左右0.10~
0.25上下A列B列0.88
0.12
0.5
0.5
A B
上下
A列
B列
#1轴瓦
#2轴瓦
轴瓦顶部间隙瓦盖紧力#3轴瓦
轴瓦顶部间隙瓦盖紧力#4轴瓦
轴瓦顶部间隙瓦盖紧力#2轴承油档#3轴承油档#4轴承油档
4、修前油挡检修记录(单位:mm)
3、修前油挡检修记录(单位:mm)
位置标准值#1轴承油档位置
0.880.120.50.5
A B
#3轴承油档#4轴承油档
标准值#1轴承油档#2轴承油档。