《材料成型工艺学 下》课件:第10章 棒线材生产2015
- 格式:ppt
- 大小:5.84 MB
- 文档页数:86




一、棒线材生产现状1.2007年全国钢铁总产量达到4.9亿吨,其中棒线材的产量在总产量中比例接近40%,生产线近400条,钢铁生产明显过热;2.支撑棒线材生产的三大需求点:公路建设、住宅建设和城镇化建设随着今年下半年以来全球金融动荡,国家银根紧缩以上三个的领域投资速度明显下降,需求减弱,市场疲软;3.国际上游原料价格不断上涨,成本压力不断加大。
在这种情况下作为棒线材生产厂家,要生存下来必须开发新的产品品种,贴近市场客户需求,在生产中严格执行工艺要求提高产品质量,努力增加本厂产品的市场竞争力!棒线材的种类和用途棒材——一种简单断面型材,一般以条状交货,断面形状有圆形、方形和六角形,以及建筑用螺纹钢筋(周期断面)等;线材——是热轧产品中断面面积最小,长度最长而且以盘卷状态交货的产品,断面形状有圆形、方形、六角形和异型。
国外一般将棒材的直径定义为9~300毫米,线材的直径定义为5~40毫米,呈盘卷状态交货的产品最大直径规格为40 毫米(现在已突破60mm)。
国内一般定义为棒材直径为10~50毫米,线材一般为5~10 毫米。
棒线材的用途十分广泛,除了建筑用的螺纹钢筋和线材等被直接用作成品外,一般都要经过深加工才能制成产品。
表 1.1为棒、线的分类及其用途。
表1.1 棒、线材的产品分类和用途钢种用途一般机械零件、标准件钢筋混凝土建筑汽车零件、机械零件、标准件重要得汽车零件、机械零件、标准件汽车、机械用弹簧机械零件和标准件切削刀具、钻头、模具、手工工具轴承各种不锈钢制品冷拔各种丝材、钉子、金属网丝汽车轮胎用帘线焊条表1.2 市场对部分棒、线材产品的质量要求和生产对策冷加工材:硬线、轮胎用线材本厂产品种类及部分质量要求1.螺纹钢:(1)端部剪切正直,可以满足客户采用套筒机械联接得要求;(2)钢筋表面不准有裂纹、结疤和折叠;(3)国内要求螺纹钢表面不准存在回火马氏体。
2.碳结钢:(1)表面不得有裂纹、折叠、结疤和夹杂;(2)表面允许有局部发纹、拉裂、凹坑、麻点和刮痕,但不得超出允许得偏差;(3)表面缺陷允许清除,但是清除处应圆滑无棱角,不允许横向清除,清除宽度不得小于清除深度得 5倍,清除深度不得超过该尺寸圆钢的允许负偏差;(4)不得有分层和缩孔残余,不得有高度大于5毫米的毛刺,用压力剪切的条钢端部允许有局部变形。
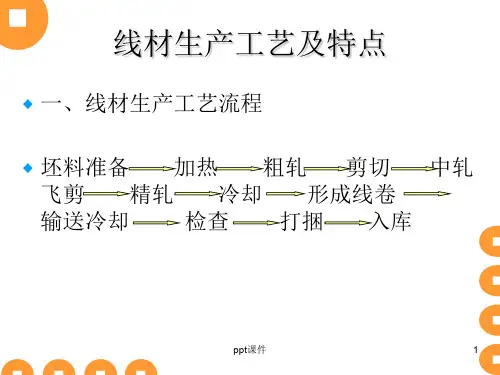
棒线材的生产工艺
棒线材是一种常用的金属制品,具有广泛的应用领域,如建筑、汽车、电子等。
它的生产工艺主要包括原料准备、熔炼、连铸、轧制和冷加工等环节。
首先是原料准备环节。
棒线材的主要原料是铝合金、铜合金、钢等金属,必须经过精细的配料和熔炼处理。
在配料时,需要根据产品的要求确定合适的配比,将各种金属原料按比例混合。
然后,将混合好的原料送入熔炉进行熔炼。
熔炼过程中,需要控制好温度和气氛的参数,以确保原料完全熔化。
接下来是连铸环节。
熔炼好的金属液体通过连铸工艺被注入到连铸机中。
连铸机上装有多个均匀排列的结晶器,金属液体经过结晶器内的冷却水,逐渐凝固形成棒线材的预制坯料。
连铸过程中,为了保证产品质量,需要控制好冷却水的温度和流量,以及坯料的拉拔速度。
然后是轧制环节。
通过连铸得到的预制坯料需要经过轧机的轧制加工,使其变为符合规格要求的棒线材。
轧制过程中,预制坯料首先经过粗轧机,使其变形为长条形的棒线坯。
然后通过中轧机和精轧机进行多次轧制,使其直径逐渐减小,同时恢复其金属的纤维结构和晶粒度。
最后是冷加工环节。
轧制好的棒线材还需要经过冷加工的处理,以进一步改善其物理性能。
常见的冷加工方式包括拉拔、拉伸、扭转等。
通过冷加工,棒线材的直径和长度可以进一步调整,同时可以提高其强度、硬度和韧性等性能。
总之,棒线材的生产工艺包括原料准备、熔炼、连铸、轧制和冷加工等环节。
每个环节都需要精确控制各项参数,以保证最终产品的质量和性能。
只有通过严格的生产工艺流程和质量控制措施,才能生产出符合要求的棒线材产品。