未注尺寸公差标准
- 格式:docx
- 大小:34.78 KB
- 文档页数:4
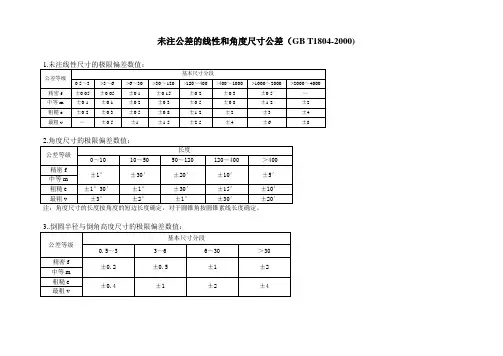
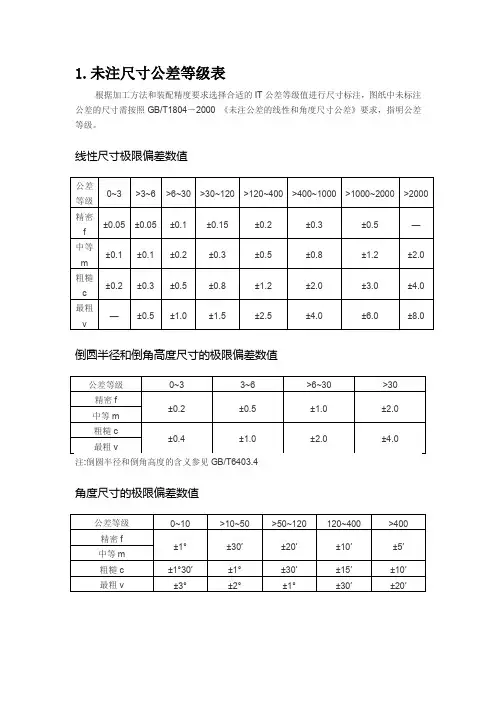
未注公差的线性和角度尺寸公差(GB T1804-2000) 1.未注线性尺寸的极限偏差数值:公差等级基本尺寸分段0.5~3 >3~6 >6~30 >30~120 >120~400 >400~1000 >1000~2000 >2000~4000精密f ±0.05 ±0.05 ±0.1 ±0.15 ±0.2 ±0.3 ±0.5 —中等m ±0.1 ±0.1 ±0.2 ±0.3 ±0.5 ±0.8 ±1.2 ±2 粗糙e ±0.2 ±0.3 ±0.5 ±0.8 ±1.2 ±2 ±3 ±4 最粗v —±0.5 ±1 ±1.5 ±2.5 ±4 ±6 ±82.角度尺寸的极限偏差数值:公差等级长度0~1010~5050~120120~400>400精密f±1°±30′±20′±10′±5′中等m粗糙e ±1°30′±1°±30′±15′±10′最粗v ±3°±2°±1°±30′±20′注:角度尺寸的长度按角度的短边长度确定,对于圆锥角按圆锥素线长度确定。
3..倒圆半径与倒角高度尺寸的极限偏差数值:公差等级基本尺寸分段0.5~33~66~30>30精密f±0.2±0.5±1±2中等m粗糙e±0.4±1±2±4最粗v未注公差的线性和角度尺寸公差(DIN ISO 2768-mk)1.未注尺寸公差标准:0.6-6 6-30 30-120 120-400 400-1000 1000-2000 2000-4000±0.1 ±0.2 ±0.3 ±0.5 ±0.8 ±1.2 ±22.未注角度公差标准:0~1010~505~120120~400>400±0.1 ±0.2 ±0.3 ±0.5 ±0.8(ISO2768-M级也就是中国的GB/T1804-M级等同于上面的德国标准。
注塑件未注公差尺寸标准注塑件是一种重要的塑料制品,广泛应用于电子、家电、汽车等行业。
未注公差尺寸是注塑件的重要质量指标之一,直接影响到注塑件的装配精度和使用性能。
本文将介绍注塑件未注公差尺寸的标准,以供参考。
一、公差的基本概念公差是指允许零件尺寸或形状变动的范围。
在机械制造中,公差是保证产品质量和互换性的重要手段之一。
二、注塑件未注公差尺寸的标准在注塑件设计中,未注公差尺寸的标注是一个重要的问题。
目前,国内外注塑件未注公差尺寸的标准主要有以下几种:1.ISO2768-1:1989,《工件尺寸公差》2.GB/T14486-2008,《塑料模塑件尺寸公差》3.JISB0601:2009,《塑料成型品公差》三、注塑件未注公差尺寸的标注方法注塑件未注公差尺寸的标注方法通常有以下两种:1.公差带标注法公差带标注法是指在尺寸后标注公差带符号和公差值。
例如,尺寸80±0.1,表示尺寸80的公差带为0.1,即尺寸79.9到80.1之间为合格。
2.公差等级标注法公差等级标注法是指在尺寸后标注公差等级和公差值。
例如,尺寸80,公差等级IT6,表示尺寸80的公差带为0.01,即尺寸79.99到80.01之间为合格。
四、注塑件未注公差尺寸的选择注塑件未注公差尺寸的选择应该根据注塑件的使用要求和加工工艺等因素来确定。
一般来说,注塑件未注公差尺寸的选择应该遵循以下原则:1.尺寸公差应该符合产品的功能要求。
对于一些重要的尺寸,公差应该小一些,以保证产品的精度和可靠性。
2.尺寸公差应该符合注塑件的加工工艺和模具制造精度。
如果注塑件的加工工艺和模具制造精度较低,公差应该大一些,以保证产品的质量和生产效率。
3.尺寸公差应该符合产品的经济性和市场竞争力。
在保证产品质量的前提下,公差应该尽量小一些,以降低产品的成本和提高市场竞争力。
五、注塑件未注公差尺寸的检测方法注塑件未注公差尺寸的检测方法通常有以下几种:1.卡尺测量法卡尺测量法是最常用的尺寸检测方法之一。
未注尺寸公差GBT1804-M
GBT1804-M是中国标准化协会发布的《未注尺寸公差》标准,该
标准规定了未注尺寸公差的基本原则和计算方法,旨在准确描述零件
的尺寸变化范围,以确保零件在装配过程中的可靠性和稳定性。
未注
尺寸公差是指在设计图纸上没有专门注明尺寸公差的情况下,按照标
准规定的公差等级进行制造。
未注尺寸公差的主要作用是简化设计图纸的标注和制造过程,减少
人为因素对零件尺寸的影响,提高零件的制造精度和产品质量。
根据GBT1804-M标准,未注尺寸公差分为三个等级:IT01、IT0、IT1,对
应的公差范围和形位公差要求不同,使用范围也有所区别。
在实际工程中,设计师和制造工程师需要根据零件的具体要求和用
途选择合适的未注尺寸公差等级,以确保零件的装配性能和可靠性。
同时,制定企业内部的产品公差管理制度,规范产品设计和制造流程,提高产品的竞争力和市场占有率。
总之,GBT1804-M《未注尺寸公差》标准对于提高产品质量、降低生产成本、改善生产效率具有重要意义,企业和从业人员应认真学习
和遵守相关标准规定,共同推动我国制造业的发展和进步。
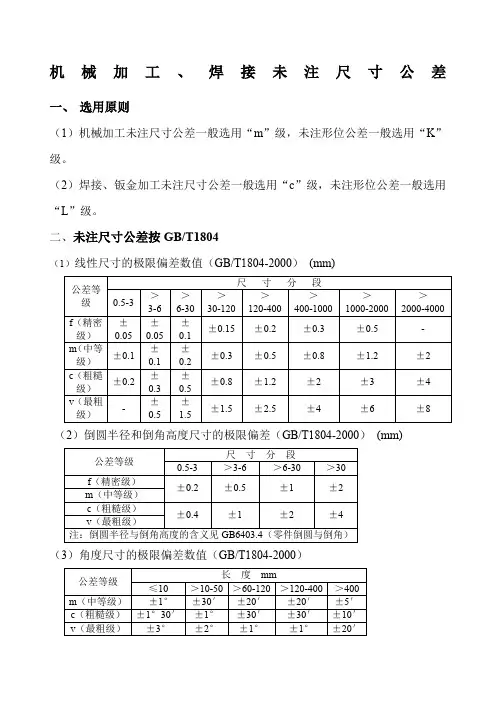
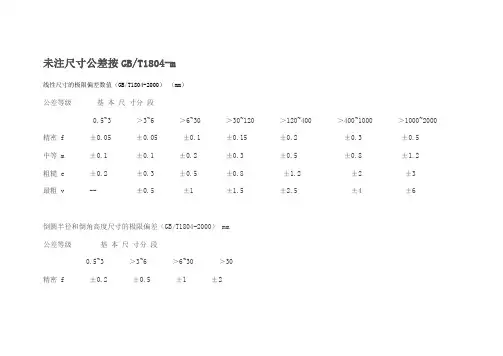
未注尺寸公差按GB/T1804-m线性尺寸的极限偏差数值(GB/T1804-2000)(mm)公差等级基本尺寸分段0.5~3 >3~6 >6~30 >30~120 >120~400 >400~1000 >1000~2000 精密 f ±0.05±0.05±0.1±0.15±0.2±0.3±0.5中等 m ±0.1±0.1±0.2 ±0.3±0.5±0.8±1.2粗糙 e ±0.2±0.3±0.5±0.8±1.2±2±3最粗 v -- ±0.5±1±1.5±2.5±4±6倒圆半径和倒角高度尺寸的极限偏差(GB/T1804-2000) mm公差等级基本尺寸分段0.5~3 >3~6 >6~30 >30精密 f ±0.2±0.5±1±2中等 m粗糙 e ±0.4±1±2±4最粗 v角度尺寸的极限偏差数值(GB/T1804-2000)公差等级基本尺寸分段~10 >10~50 >50~120 >120~400 >400 精密 f ±1o±30′±20′±10′±5′中等 m粗糙 e ±1o30′±1o±30′±20′±10′最粗 v ±3o±2o±1o±30′±20′未注形位公差按GB/T1184-K直线度和平面度未注公差值(GB/T1184-1996)(mm)公差等级基本长度范围≤10>10~30 >30~100 >100~300 >300~1000 >1000~3000 H 0.03 0.05 0.1 0.2 0.3 0.4K 0.05 0.1 0.2 0.4 0.6 0.8L 0.1 0.2 0.4 0.8 1.2 1.6垂直度未注公差值(GB/T1184-1996)(mm)公差等级基本长度范围≤100>100~300 >300~1000 >1000~3000H 0.2 0.3 0.4 0.5K 0.4 0.6 0.8 1L 0.4 1 1.5 2对称度未注公差值(GB/T1184-1996)(mm)公差等级基本长度范围≤100>100~300 >300~1000 >1000~3000 H 0.5K 0.6 0.8 1L 0.6 1 1.5 2圆跳动的未注公差值(GB/T1184-1996)(mm)公差等级圆跳动公差值H 0.1K 0.2L 0.33.表面粗糙度零件的表面都应该注明粗糙度的等级。
gb1804-m未注公差标准引言GB1804-M是中国国家标准化管理委员会发布的标准,用于规定机械工业领域中螺纹标准中未注明公差的尺寸。
本文档将介绍GB1804-M标准的基本信息以及公差的计算方法,帮助读者了解和应用该标准。
标准概述GB1804-M标准适用于国内机械制造业中常用的螺纹标准,例如M螺纹、G螺纹、R螺纹等。
该标准规定了这些螺纹标准中未注明公差的尺寸范围和公差等级,以保证产品的互换性和质量稳定性。
公差计算方法根据GB1804-M标准,螺纹尺寸的公差由公差类别和公差等级共同决定。
公差类别分为A、B、C三类,公差等级分为1、2、3、4、5五个等级。
公差计算方法如下:1.确定公差类别:根据螺纹外径的公稳面(中间段)长度,确定公差类别。
当公稳面长度不超过螺纹外径1/2时,公差类别为A;当公稳面长度超过螺纹外径1/2但不满足公差类别A的条件时,公差类别为B;当公稳面长度超过螺纹外径1/2且满足公差类别A的条件时,公差类别为C。
2.确定公差等级:根据螺纹的公差大小,确定公差等级。
公差等级的选择应根据具体的工艺要求和质量要求进行选择,一般取中等或常用的等级。
3.根据公差类别和公差等级查表确定公差范围:从GB1804-M的公差表中查找相应的公差范围,根据螺纹尺寸和公差等级确定公差上限和公差下限。
4.计算公差区间:根据公差上限和公差下限,计算公差区间。
公差区间等于公差上限减去公差下限。
应用示例下面以M12×1.75螺纹为例,演示如何根据GB1804-M标准计算公差范围:1.确定公差类别:根据螺纹外径的公稳面长度,确定公差类别。
对于M12×1.75螺纹,公稳面长度为1.5mm,不超过外径的1/2,所以公差类别为A。
2.确定公差等级:一般选择常用的公差等级,比如2等级。
3.查表确定公差范围:从GB1804-M的公差表中查找M12×2螺纹的公差范围,根据公差等级为2等级确定公差上限和公差下限。
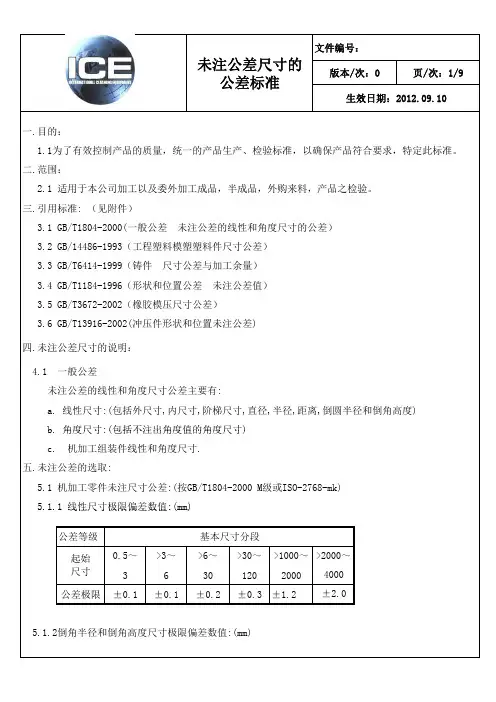
未注尺寸公差未注公差应该按国家标准GB/T1804-2000《一般公差未注公差的线性和角度尺寸的公差》标注最好,标准中共有f、m、c、v四个级别的公差,f级精度最高,一般常用m级,标注为::未注公差尺寸的偏差按GB/T1804-m的规定。
孔的未注尺寸公差为单向正公差,轴的未注尺寸公差为单向负公差,坐标的未注尺寸公差为双向正负公差。
原有按未注公差(轴/-、孔/+、长度±),现在都按GB/T1804-2000执行了要依照包容与被包容原则来看我也遇见过“未注尺寸公差按IT12/2标准”我当时就是以公差值除以2来处理的,也没有发现问题,应该就是这样的吧你在GB上查到的是公差带,正负值可以由零件的特性自由决定。
一般自由公差的零件都不会在装配、安装上有严格要求,所以随便怎么取公差,一般都不会有问题。
像你所说的轴和孔的公差问题,严格说轴和孔没有关系,因为之间还有轴承,如果要有关系,应该是轴的外径和轴承的内径、轴承的外径和孔的内径之间的关系,这类装配关系肯定有公差明确标示,否则图纸就有错误。
如果仅仅讲圆棒插入孔里然后用某种方法固定这类简单装配关系,公差方向反向兼容即可,就像你所说的轴负孔正。
取值任意,符合实际就行。
设计图可以写”未注公差按IT12级”,工艺图必须标注公差尺寸,否则工人如何知道他们干的活是否合格呢?总不见得人手一册,让他们去查标准吧。
知道你是搞设计还是搞工艺,搞设计“未注公差按IT12级”就好了,搞工艺的就必须转化为可操作的指令一标出具体的公差。
根据lz说法,取正负75或正150或负150都不算错。
一般没有什么特殊要求的话,取正负75更妥。
机械制图中的未注尺寸公差一般取IT13-IT15级,可以由行业或企业自行规定,如何没有规定你按小的取(IT13)准没错,但一定要记住,未注尺寸公差并不等于没有公差。
公差方向是根据实体变化方向来取,你只要记得下面这几种情况这行了:孔:H13轴:h13长度尺寸:JS13或js13也可以取h13深度尺寸:H13。
未注尺寸公差标准
内容来源网络,由“深圳机械展(11万㎡,1100多家展商,超10万观众)”收集整理!
更多cnc加工中心、车铣磨钻床、线切割、数控刀具工具、工业机器人、非标自动化、数字化无人工厂、精密测量、3D打印、激光切割、钣金冲压折弯、精密零件加工等展示,就在深圳机械展.
未注公差,是俗称,是业内习惯用语,一般就是指“未注尺寸公差”。
在规范的零件图中,在技术要求中,应该明确表明,未注尺寸公差按某标准某项执行;未注形位公差按某标准某项执行。
有时候,有些尺寸公差在图纸上没有标示出来,但这些尺寸公差又不是自由公差。
为了简化标注,在图面上或技术说明中注明“未注公差”。
.例如:图中未注公差±0.05.。
在这个图中,未注公差≠自由公差。
https:///view/de43bd32591b6bd97f192279168884 868762b8b4.html
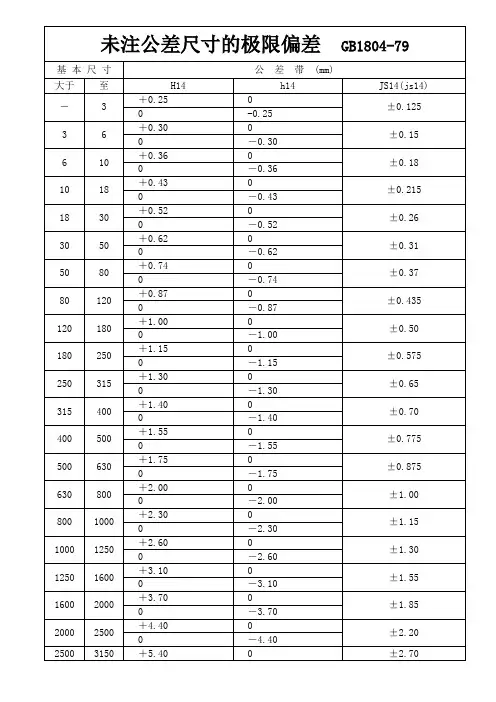
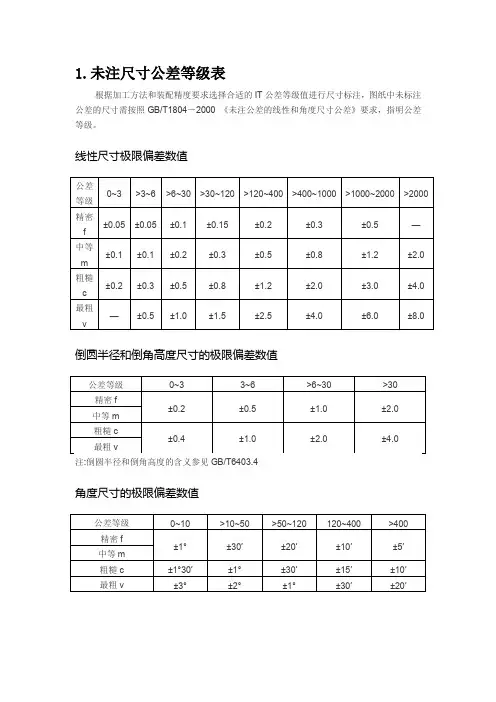
1.未注尺寸公差按GB/T1804-2000-m
线性尺寸的极限偏差数值(GB/T1804-2000)(mm)
公差等级基本尺寸分段
0.5~3 >3~6 >6~30 >30~120 >120~400 >400~1000 >1000~2000
精密f ±0.05 ±0.05 ±0.1 ±0.15 ±0.2 ±0.3 ±0.5
中等m ±0.1 ±0.1 ±0.2 ±0.3 ±0.5 ±0.8 ±1.2
粗糙e ±0.2 ±0.3 ±0.5 ±0.8 ±1.2 ±2 ±3
最粗v -- ±0.5 ±1 ±1.5 ±2.5 ±4 ±6 倒圆半径和倒角高度尺寸的极限偏差(GB/T1804-2000)mm
公差等级基本尺寸分段
0.5~3 >3~6 >6~30 >30
精密f ±0.2 ±0.5 ±1 ±2
中等m
粗糙e ±0.4 ±1 ±2 ±4
最粗v
角度尺寸的极限偏差数值(GB/T1804-2000)
公差等级基本尺寸分段
~ 10 >10~50 >50~120 >120~400 >400 精密f ±1o ±30′±20′±10′±5′
中等m
粗糙e ±1o30′±1o ±30′±20′±10′
最粗v ±3o ±2o ±1o ±30′±20′
2.未注形位公差按GB/T1184-K
直线度和平面度未注公差值(GB/T1184-1996)(mm)
公差等级基本长度范围
≤10 >10~30 >30~100 >100~300 >300~1000 >1000~3000
H 0.03 0.05 0.1 0.2 0.3 0.4
K 0.05 0.1 0.2 0.4 0.6 0.8
L 0.1 0.2 0.4 0.8 1.2 1.6
垂直度未注公差值(GB/T1184-1996)(mm)
公差等级基本长度范围
≤100 >100~300 >300~1000 >1000~3000
H 0.2 0.3 0.4 0.5
K 0.4 0.6 0.8 1
L 0.4 1 1.5 2
对称度未注公差值(GB/T1184-1996)(mm)
公差等级基本长度范围
≤100 >100~300 >300~1000 >1000~3000
H 0.5
K 0.6 0.8 1
L 0.6 1 1.5 2
圆跳动的未注公差值(GB/T1184-1996)(mm)
公差等级圆跳动公差值
H 0.1
K 0.2
L 0.3
3.表面粗糙度
零件的表面都应该注明粗糙度的等级。
如果较多的表面具有相同的表面粗糙度等级,则要集中在图样右上角标注,并加“其余”字样。
粗糙度等级的选择,一般可以根据对各表面的工作要求和尺寸精度等级来决定,在满足工作要求的条件下,不得随意提高等级。
1)取样长度和评定长度的选用值(GB/T1031-1995)
Ra(μm) Rz(μm) 取样长度l(mm) 评定长度l n(mm)
>0.003~0.02 >0.025~0.10 0.08 0.4
>0.02~0.10 >0.1~0.50 0.25 1.25
>0.1~2.0 >0.50~10.0 0.8 4.0
>2.0~10.0 >10.0~50 2.5 12.5
>10.0~80 >50~320 8.0 40.0
2)轮廓算术平均偏差Ra的数值(GB/T1031-1995)(μm)
第1系列0.012, 0.025, 0.050, 0.10, 0.20, 0.40, 0.80, 1.60, 3.2, 6.3, 12.5, 25, 50, 100
第2系列0.008, 0.010, 0.016, 0.020, 0.032, 0.040, 0.063, 0.080, 0.125, 0.160, 0.25, 0.32, 0.50, 0.63, 1.0, 1.25, 2.0, 2.5, 4.0, 5.0, 8.0, 10.0, 16.0, 20, 32, 40, 63, 80
注:尽量选择第1系列
3)轮廓最大高度Rz的数值(GB/T1031-1995)(μm)
第1系列0.025, 0.050, 0.100, 0.20, 0.40, 0.80, 1.60, 3.2, 6.3, 12.5, 25, 50, 100,200,400,800,1600,第2系列0.032, 0.040, 0.063, 0.080, 0.125, 0.160, 0.25, 0.32, 0.50, 0.63, 1.0, 1.25, 2.0, 2.5, 4.0, 5.0, 8.0, 10.0, 16.0, 20, 32, 40, 63, 80,125,160,250,320,500,630
注:尽量选择第1系列。