长玻纤增强聚丙烯成型工艺
- 格式:docx
- 大小:15.51 KB
- 文档页数:4
玻璃纤维增强聚丙烯酰胺生产工艺方法玻璃纤维增强聚丙烯酰胺是一种高性能的纤维增强聚合物,具有良好的絮凝性能和耐久性,广泛应用于水处理、造纸、纺织、化工等领域。
以下是玻璃纤维增强聚丙烯酰胺的生产工艺方法。
1. 原材料的选择
玻璃纤维增强聚丙烯酰胺的原材料为聚丙烯酰胺,需要选择高品质、高纯度的聚丙烯酰胺,并且要求其物理性质和化学性质符合生产要求。
此外,还需要选择玻璃纤维,其品质直接影响聚合物的性能。
2. 聚合反应
将聚丙烯酰胺和玻璃纤维按照一定比例混合,然后通过聚合反应进行合成。
在聚合反应中,聚丙烯酰胺和玻璃纤维通过催化剂和加热等方式进行反应,形成聚合物固体。
3. 玻璃纤维的增强
在聚合物固体形成后,需要对玻璃纤维进行增强。
增强的方式有两种:机械增强和化学增强。
机械增强是通过机械作用使玻璃纤维与聚合物固体相互作用,提高聚合物固体的强度和韧性。
化学增强是通过添加化学剂,使玻璃纤维的纤维束更加紧密,提高聚合物固体的絮凝性能和耐久性。
4. 过滤和干燥
将增强后的聚合物固体通过过滤器进行过滤,去除杂质和固体颗粒。
然后将过滤后的聚合物固体进行干燥,形成成品聚合物酰胺。
5. 检测和质量控制
对成品聚合物酰胺进行质量检测,确保其质量和性能符合要求。
同时,采用自
动化生产线和质量控制系统,严格控制生产过程中的变量,保证生产的一致性和稳定性。
玻璃纤维增强聚丙烯酰胺的生产工艺需要选择合适的原材料、聚合反应、玻璃纤维的增强和过滤和干燥步骤,同时需要对生产过程进行严格的检测和质量控制,以确保成品聚合物酰胺的质量和性能符合要求。
长玻璃纤维增强聚丙烯工艺流程
想当年,我刚接触这玩意的时候,那叫一个懵圈啊!不过慢慢摸索,也算是有点门道啦。
先说这原材料准备吧,长玻璃纤维和聚丙烯,这俩可都得精挑细选。
就像买菜似的,得挑新鲜水灵的,不然可出不了好货。
我记得有一次,我们采购那家伙居然弄回来一批质量不咋地的材料,可把我们坑惨了!
然后就是混料这个环节,这可得仔细着点。
就好像炒菜放盐,多了少了都不行。
我刚开始的时候,总是掌握不好比例,那做出来的东西,别提多糟心了。
再说说加工过程,那机器轰鸣的声音,“嗡嗡嗡”,震得耳朵都快聋啦。
不过习惯就好,这声音有时候听着还挺带劲,就像战场上的冲锋号!
说到这,我突然想起个事儿。
之前有个同行,他居然在加工的时候睡着了,结果那批货全废了,哈哈,是不是很搞笑?
哦,对了!还有成型这一步,这可是关键中的关键。
要是这一步搞砸了,前面的功夫全白费。
我曾经就因为一个小疏忽,唉,损失惨重啊!
这工艺说难也难,说简单也简单,关键是得用心。
您说是不是?
反正我这一路走过来,犯过的错那是一箩筐,不过也从中学到了不少东西。
现在这行业发展得越来越快,新的技术不断涌现。
就像那句老话说的,“长江后浪推前浪”,咱也得不断学习,不然就得被淘汰喽!
我这说的也不一定全对,您要是有啥不同意见,咱可以一起交流交流。
说不定您能给我带来新的启发呢!我这又扯远啦,哈哈!。
玻纤增强lcp成型工艺玻璃纤维增强液晶聚酯(LCP)是一种高性能工程塑料,具有优异的力学性能和热稳定性。
其制造过程中的成型工艺对于产品的质量和性能起着至关重要的作用。
本文将介绍玻璃纤维增强LCP成型工艺的相关内容。
玻璃纤维增强LCP的制造过程通常包括原料选择、预处理、混炼、成型和后处理等步骤。
其中,成型工艺是整个制造过程中的核心环节。
在玻璃纤维增强LCP的成型工艺中,常用的方法包括注塑成型、挤出成型和压缩成型等。
注塑成型是最常见的一种方法,适用于大多数形状复杂且需要高精度的产品。
挤出成型适用于长条形或管状产品的制造,而压缩成型则适用于较厚的产品。
在进行玻璃纤维增强LCP成型之前,需要对原料进行预处理。
这包括将LCP颗粒与玻璃纤维预混合,以确保纤维均匀分散在聚合物基体中。
预处理的目的是增强产品的强度和刚度,并提高其耐热性能。
在进行成型工艺时,需要根据产品的形状和尺寸选择合适的模具。
模具的设计和制造需要考虑产品的缩水率、收缩方向和壁厚等因素,以确保成型产品的尺寸精度和表面质量。
同时,也需要根据产品的要求调整成型工艺参数,如注塑机的温度、压力和时间等。
在成型过程中,玻璃纤维增强LCP的熔体流动性较差,因此需要较高的注射压力和较长的注射时间。
在模具填充过程中,需要注意纤维的定向和排列,以避免产生缺陷和应力集中。
成型完成后,还需要进行后处理工艺以进一步改善产品的性能。
常见的后处理方法包括退火、冷却和切割等。
退火可以消除成型过程中产生的内部应力,提高产品的强度和耐热性。
冷却则可以固化产品的形状,使其保持稳定。
切割则是将产品切割成所需的尺寸。
总结起来,玻璃纤维增强LCP的成型工艺是一项复杂而关键的工艺,直接影响产品的质量和性能。
通过选择合适的成型方法、优化工艺参数和进行适当的后处理,可以获得具有优异性能的玻璃纤维增强LCP制品。
希望本文能够对读者了解玻璃纤维增强LCP成型工艺提供一些参考和帮助。
玻纤增强聚丙烯的生产工艺流程英文回答:The production process of glass fiber reinforced polypropylene involves several steps. First, the raw materials, including polypropylene resin and glass fibers, are prepared. The polypropylene resin is melted and mixed with additives such as stabilizers and colorants. The glass fibers are typically in the form of rovings or chopped strands.Next, the melted polypropylene resin is combined with the glass fibers. This can be done through various methods, such as extrusion or injection molding. In extrusion, the molten resin is forced through a die, while the glassfibers are introduced into the resin melt. The resulting composite is then cooled and solidified.After the composite material is formed, it undergoes further processing to improve its mechanical properties.This may include annealing, which involves heating the material to a specific temperature and then slowly cooling it. Annealing helps to relieve internal stresses and improve the material's dimensional stability.Once the material is processed and cooled, it is ready for shaping. It can be shaped into various forms, such as sheets, rods, or molded parts. This shaping process may involve cutting, milling, or molding techniques.Finally, the finished glass fiber reinforced polypropylene products are inspected for quality and packaged for distribution.中文回答:玻纤增强聚丙烯的生产工艺流程包括几个步骤。
长玻纤增强聚丙烯成型工艺发布时间:2011-01-13 ;浏览次数:127 返回列表长玻纤增强热塑性复合材料作为当今玻璃纤维增强材料的一个发展趋势,受到了国内外各大塑料改性生产厂商的高度重视,特别是长玻纤增强pp材料,由于其很高的性价比优势,更被业界所广泛看好。
目前这些厂商纷纷投入大量的人力、物力进行该类型材料的生产研发和市场开拓的工作。
长玻纤增强pp产品定义长玻纤增强pp产品是一种长玻纤增强pp的改性塑料材料。
该材料一般为长度12毫米或25毫米,直径3毫米左右的柱状粒子。
在这种粒子中,玻璃纤维有着和粒子同样的长度,玻璃纤维的含量可以从20%到70%不等,粒子颜色可以根据客户要求进行配色。
该粒子一般可以用于注射及模压工艺,可以生产结构件或半结构件,应用的领域包括汽车、建筑、家电、电动工具等等。
长玻纤增强pp性能优势lft粒料在进入注射机料斗时,内部的纤维长度和粒子长度相等,为0.5-3公分左右。
随着注射机螺杆的输送、注射口的流体冲击以及在材料模腔内的流动等工艺条件的介入,玻璃纤维最后在制品中的平均长度为4毫米左右。
相对于传统的短玻纤增强热塑性塑料(这种粒子在制品中的纤维长度在200µ左右),lftp材料在制品中保留了极长的玻纤长度,因此赋予了材料更好的力学性能,使得增强后通用pp材料的性能能够达到或接近增强工程塑料如pa或ppo的性能。
长玻纤增强pp性价比优势由于lft材料类似于增强工程塑料的卓越性能以及pp基材相对于工程塑料基材极其低廉的价格成本,因此赋予了该材料极佳的性价比:相对于短纤增强pa材料而言,使用lft材料可在材料成本上节约40~50%左右;相对于短纤增强ppo材料而言,使用lft材料可在材料成本上节约100%以上。
长玻纤增强pp市场应用汽车工业:前端框架、车身门板模块、仪表盘骨架、冷却风扇及框架、蓄电池托架等,用于替代增强pa或金属材料。
该材料在这些领域中的应用在欧洲已经得到很大推广,目前的消费量为20,000t/y。
玻纤增强lcp成型工艺
玻纤增强LCP是一种具有高强度和高刚度的材料,常用于制造机械零部件、电子元器件、航空航天器件等领域。
其制造过程需要掌握一定的工艺方法,具体步骤如下:
1.材料准备
选用高质量的LCP原材料和玻璃纤维布,按照一定比例混合并加入色粉调色。
2.混合熔融
将混合好的材料放入注塑机中,将温度控制在280到320摄氏度之间进行混合熔融,直到材料完全熔化。
3.挤出加工
经过混合熔融的材料,通过挤出机进行挤出加工,挤出的材料在速度和温度控制下,形成连续的带状材料。
4.铺陈玻璃纤维布
在材料挤出机前,将玻璃纤维布铺陈在材料带状物上方,让玻璃纤维与LCP粘合。
5.成型固化
将铺陈好的玻璃纤维布和LCP材料带状物通过模具进行成型,完成后送入烘箱进行固化,时间和温度根据材料比例和模具形状进行调整。
6.二次加工
将已成型的LCP产品进行二次加工,如去除边角毛刺、打磨光泽等,最后进行品质检测并经过包装。
以上就是玻纤增强LCP成型的整个工艺流程,需要注意的是,材料的分配比例、混合温度、挤出速度和温度、模具形状等都会影响产品质量,因此需要进行精细的掌控和调整。
同时,操作人员需要熟悉机器的操作规范,遵循安全生产原则进行有序的生产工作。
玻纤增强PP的优缺点和工艺玻纤增强聚丙烯(Glass Fiber Reinforced Polypropylene,GFPP)是一种复合材料,由聚丙烯(PP)和玻璃纤维组成。
具有一系列优点和缺点,并且其制造工艺也有一定的特点。
以下将详细介绍GFPP的优缺点和工艺。
一、优点:1.强度高:GFPP的强度比普通聚丙烯高很多,主要是因为玻璃纤维的加入。
玻璃纤维具有优异的拉伸和弯曲强度,能够增加复合材料的整体强度。
2.刚性好:GFPP具有较高的刚性,玻璃纤维的加入提高了聚丙烯的刚性系数,使得材料更加坚硬和不易变形。
3.耐腐蚀性强:GFPP能够在酸、碱及其他化学介质中有很好的耐腐蚀性,这使得它广泛应用于化工、食品、医疗和环境保护等行业。
4.轻质:GFPP比金属材料轻很多,具有优良的比强度,可以减轻重量的负担并提高其他性能。
5.绝缘性好:玻璃纤维是一种非导电材料,因此GFPP具有良好的绝缘性能,适用于电子、电器等领域的应用。
6.耐疲劳性强:GFPP在长期受到重复载荷作用时,由于玻璃纤维的加入,可以大大提高材料的抗疲劳性能。
二、缺点:1.成本较高:由于玻璃纤维的加入,相对于普通聚丙烯来说,GFPP 的生产成本相对较高。
2.加工难度大:GFPP在加工过程中,由于玻璃纤维的切割、分散和表面改性等难度,导致其制造工艺较为复杂。
3.受热收缩:由于玻璃纤维的热膨胀系数较高,GFPP在受热时会产生明显的尺寸收缩,这就需要在设计和制造时加以考虑。
三、工艺:1.预处理:在GFPP的制造工艺中,首先需要对玻璃纤维进行预处理,包括切割、清洁以及表面处理等。
2.混炼:将预处理后的玻璃纤维与聚丙烯进行混炼,常见的方法有熔融混炼和干法混合。
3.挤出:将混炼后的材料通过挤出机进行挤出,形成所需的GFPP型材。
4.成型:挤出后的材料经过冷却,可以进行各种成型加工,如注塑成型、压力成型等。
5.后处理:GFPP成型件还需要进行一些后处理,如切割、去毛刺、抛光等工艺,以达到最终要求。
玻纤增强聚丙烯复合材料研究进展
一、制备方法
1. 预浸造型(Prepreg)
预浸造型是将玻纤与聚丙烯树脂预先进行浸渍,然后通过热压或热固
化方法制备复合材料。
这种方法具有工艺简单、成本低廉的优点,但需要
专业设备。
2.熔融混合
熔融混合是将聚丙烯颗粒与玻璃纤维通过熔融挤出或注塑熔融混合,
形成复合材料。
这种方法成本较低,但复合材料的力学性能相对较低。
3.熔融渗透
熔融渗透是将预制的玻璃纤维布放置在聚丙烯颗粒之间,然后通过热
压使聚丙烯颗粒熔融并渗透到玻璃纤维布中,形成复合材料。
这种方法制
备的复合材料具有较好的力学性能。
二、性能优化
1.玻纤含量控制
玻纤的含量对复合材料的力学性能有重要影响。
适当调整玻纤的含量
可以提高复合材料的强度和刚度。
2.界面改性
聚丙烯与玻璃纤维之间的界面黏结强度对复合材料的性能有重要影响。
常用的界面改性方法包括使用偶联剂、添加增容剂等。
3.添加剂改性
通过添加剂改性可以改善复合材料的力学性能和热稳定性。
常用的添加剂包括增韧剂、抗氧剂、阻燃剂等。
三、应用
1.汽车制造
2.建筑
3.航空航天
综上所述,玻纤增强聚丙烯复合材料在制备方法、性能优化、应用等方面都有一定的研究进展。
随着科学技术的不断进步,相信玻纤增强聚丙烯复合材料在未来会有更广泛的应用领域。
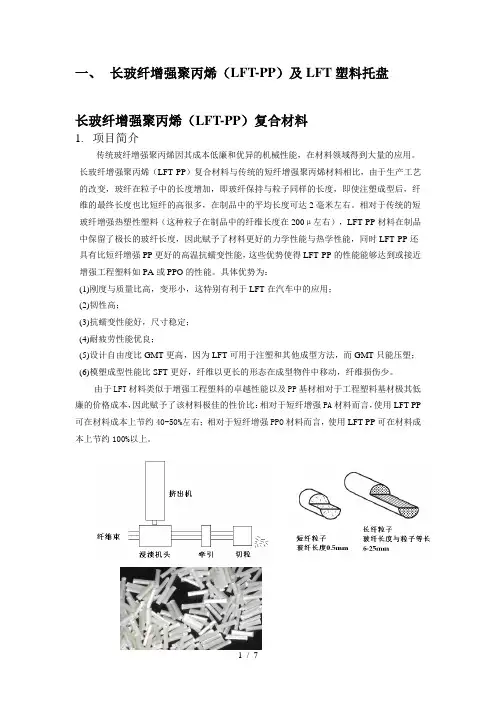
一、长玻纤增强聚丙烯(LFT-PP)及LFT塑料托盘长玻纤增强聚丙烯(LFT-PP)复合材料1.项目简介传统玻纤增强聚丙烯因其成本低廉和优异的机械性能,在材料领域得到大量的应用。
长玻纤增强聚丙烯(LFT-PP)复合材料与传统的短纤增强聚丙烯材料相比,由于生产工艺的改变,玻纤在粒子中的长度增加,即玻纤保持与粒子同样的长度,即使注塑成型后,纤维的最终长度也比短纤的高很多,在制品中的平均长度可达2毫米左右。
相对于传统的短玻纤增强热塑性塑料(这种粒子在制品中的纤维长度在200μ左右),LFT-PP材料在制品中保留了极长的玻纤长度,因此赋予了材料更好的力学性能与热学性能,同时LFT-PP还具有比短纤增强PP更好的高温抗蠕变性能,这些优势使得LFT-PP的性能能够达到或接近增强工程塑料如PA或PPO的性能。
具体优势为:(1)刚度与质量比高,变形小,这特别有利于LFT在汽车中的应用;(2)韧性高;(3)抗蠕变性能好,尺寸稳定;(4)耐疲劳性能优良;(5)设计自由度比GMT更高,因为LFT可用于注塑和其他成型方法,而GMT只能压塑;(6)模塑成型性能比SFT更好,纤维以更长的形态在成型物件中移动,纤维损伤少。
由于LFT材料类似于增强工程塑料的卓越性能以及PP基材相对于工程塑料基材极其低廉的价格成本,因此赋予了该材料极佳的性价比:相对于短纤增强PA材料而言,使用LFT-PP 可在材料成本上节约40-50%左右;相对于短纤增强PPO材料而言,使用LFT-PP可在材料成本上节约100%以上。
2.长玻纤增强PP市场应用及容量2.1汽车工业:保险杠骨架、座椅骨架、发动机罩壳、车身门板模块、仪表盘骨架、脚踏板、挡泥板、备用轮胎架、冷却风扇及框架、蓄电池托架等,用于替代增强尼龙(PA)或金属材料。
2.2通讯电子电器行业:通讯、电子行业高精度接插件/点火器零组件、继电器基座/微波炉变压器线圈架、框架/电气联结器、继电器、电磁阀封装件/扫描仪组件等,洗衣机滚筒、洗衣机三角支架、空调风扇等,用于替代短纤增强PA、ABS材料或金属材料。
长玻璃纤维增强聚丙烯工艺流程下载温馨提示:该文档是我店铺精心编制而成,希望大家下载以后,能够帮助大家解决实际的问题。
文档下载后可定制随意修改,请根据实际需要进行相应的调整和使用,谢谢!并且,本店铺为大家提供各种各样类型的实用资料,如教育随笔、日记赏析、句子摘抄、古诗大全、经典美文、话题作文、工作总结、词语解析、文案摘录、其他资料等等,如想了解不同资料格式和写法,敬请关注!Download tips: This document is carefully compiled by theeditor. I hope that after you download them,they can help yousolve practical problems. The document can be customized andmodified after downloading,please adjust and use it according toactual needs, thank you!In addition, our shop provides you with various types ofpractical materials,such as educational essays, diaryappreciation,sentence excerpts,ancient poems,classic articles,topic composition,work summary,word parsing,copy excerpts,other materials and so on,want to know different data formats andwriting methods,please pay attention!长玻璃纤维增强聚丙烯工艺流程如下:1. 准备原材料- 采购高纯度聚丙烯树脂。
玻纤增强聚丙烯的生产工艺流程English Answer:1. Raw Material Selection:The selection of raw materials is crucial for producing high-quality glass fiber reinforced polypropylene (GFRP). Polypropylene (PP) is the primary matrix material, and its properties can significantly influence the final product's performance. Glass fibers, the reinforcing agent, enhance the mechanical properties of the composite.2. Compounding:The compounding process involves mixing the PP resin with the glass fibers in a controlled environment. The compounding equipment, temperature, and mixing time are optimized to ensure uniform dispersion of the fibers within the PP matrix. Coupling agents may be added to improve the adhesion between the fibers and the matrix.3. Extrusion:The compounded mixture is extruded into a specific shape, such as granules, pellets, or fibers, depending on the desired end application. The extrusion process involves melting the PP, mixing it with the glass fibers, andforcing it through a die to form the desired shape.4. Injection Molding:Injection molding is a widely used technique for manufacturing GFRP parts. The GFRP granulate is heated and melted in an injection molding machine and then injected into a mold cavity under pressure. The mold shape determines the final product's geometry.5. Compression Molding:Compression molding is another common method for producing GFRP parts. Here, the GFRP material is placed in a mold, and pressure is applied to compress it into thedesired shape. This technique is often used for larger or more complex components.6. Testing and Quality Control:Thorough testing and quality control measures are essential throughout the production process. Tensile, flexural, and impact tests evaluate the mechanicalproperties of the GFRP material. Other tests, such as thermal analysis, ensure that the material meets thedesired performance criteria.7. Applications:GFRP components find applications in various industries, including automotive, aerospace, construction, and electronics. These materials offer advantages such as high strength, lightweight, corrosion resistance, and electrical insulation.Chinese Answer:1. 原材料选择:原材料的选择对于生产高质量玻璃纤维增强聚丙烯 (GFRP) 至关重要。
玻纤增强聚丙烯的优缺点和工艺玻纤增强PP是在原有纯PP的基础上,加入玻璃纤维和其它助剂,从而提高材料的使用范围。
一般的来说,大部分的玻纤增强材料多用在产品的结构零件上,是一种结构工程材料。
优点:1. 玻纤增强以后,玻纤是耐高温材料,因此,增强塑料的耐热温度比不加玻纤以前提高很多。
2. 玻纤增强以后,由于玻纤的加入,限制了塑料的高分子链间的相互移动,因此,增强塑料的收缩率下降很多,刚性也大大提高。
3. 玻纤增强以后,增强塑料不会应力开裂,同时,塑料的抗冲性能提高很多。
4. 玻纤增强以后,玻纤是高强度材料,从而也大提了塑料的强度,如:拉伸强度,压缩强度,弯曲强度,提高很多。
5.玻纤增强以后,由于玻纤和其它助剂的加入,增强塑料的燃烧性能下降很多.缺点:1. 玻纤增强以后,由于玻纤的加入,不加玻纤前是透明,都会变成不透明的。
2 .玻纤增强以后,塑料的韧性降低,而脆性增加。
3 .玻纤增强以后,由于玻纤的加入,所有材料的熔融粘度增大,流动性变差,注塑压力比不加玻纤的要增加很多。
4 .玻纤增强以后,由于玻纤的加入,流动性差,增强塑料的注塑温度要比不加玻纤以前提高10℃-30℃。
5 .玻纤增强以后,由于玻纤和助剂的加入,增强塑料的吸湿性能大加强,原来纯塑料不吸水的也会变得吸水,因此,注塑时都要进烘干。
6. 玻纤增强以后,在注塑过程中,玻纤能进入塑料制品的表面,使得制品表面变得很粗糙,斑斑点点。
为了取得较高的表面质量,最好注塑时使用模温机加热模具,使得塑料高分子进入制品表面,但不能达到纯塑料的外观质量。
7 .玻纤增强以后,玻纤是硬度很高的材料,助剂高温挥发后是腐蚀性很大的气体,对注塑机的螺杆和注塑模具的磨损和腐蚀很大,因此,生产使用这类材料的模具和注塑机时,要注意设备的表面防腐处理和表面硬度处理。
玻纤增强PP产品工艺1. 从产品性能方面考虑,所有的玻纤增强产品均要求剪碎后的玻纤有一定的长度,一般在0.4-0.8mm之间,才能起到增强作用:玻纤过短,只有填充的作用,而浪费其增强性能;玻纤过长,玻纤与物料之间的界面结合不好,会影响其增强效果,会导致产品的表面过于粗糙,不够光滑,表面性能不好。
长玻纤增强聚丙烯复合材料生产工艺流程一、原材料准备在生产长玻纤增强聚丙烯复合材料之前,需要进行充分的原材料准备。
主要原材料包括聚丙烯(PP)树脂、长玻璃纤维(LGF)、助剂等。
聚丙烯树脂是基体材料,长玻璃纤维作为增强材料,助剂包括增塑剂、稳定剂、润滑剂等,用于改善材料的加工性能和力学性能。
二、玻纤浸润在玻纤浸润阶段,长玻璃纤维被浸润在聚丙烯树脂中。
这一步骤通常采用预浸渍或直接混合的方法,使玻璃纤维充分被树脂浸润,为后续的复合材料制备打下基础。
三、玻纤分散在玻纤分散阶段,浸润后的长玻璃纤维在混合设备中与聚丙烯树脂进一步混合,确保纤维在树脂中均匀分散。
这一步骤对于复合材料的性能至关重要,需要保证纤维在树脂中的分散性良好。
四、注塑成型在注塑成型阶段,经过充分混合的复合材料通过注塑机进行成型。
注塑过程中,材料被加热并注入模具中,冷却后形成具有特定形状和尺寸的复合材料制品。
五、热处理热处理是长玻纤增强聚丙烯复合材料生产过程中的重要环节。
通过热处理,可以进一步提高复合材料的力学性能和稳定性。
热处理通常包括加热、保温和冷却等步骤,以实现复合材料的最佳性能。
六、冷却定型在冷却定型阶段,经过热处理的复合材料制品通过冷却设备进行冷却,使制品定型。
这一步骤对于保证制品的尺寸稳定性和表面质量至关重要。
七、制品后处理制品后处理是对冷却定型后的复合材料制品进行进一步的处理,如修整、打磨等,以去除制品表面的毛刺、瑕疵等,提高制品的外观质量和尺寸精度。
八、质量检测最后,对生产出的长玻纤增强聚丙烯复合材料制品进行质量检测。
质量检测包括外观检查、尺寸测量、力学性能测试等,以确保制品符合设计要求和相关标准。
通过质量检测,可以确保生产出的复合材料制品具有良好的性能和稳定性。
总之,长玻纤增强聚丙烯复合材料生产工艺流程包括原材料准备、玻纤浸润、玻纤分散、注塑成型、热处理、冷却定型、制品后处理和质量检测等步骤。
通过这一流程的严格控制和实施,可以生产出高质量的长玻纤增强聚丙烯复合材料制品。
长玻纤增加 PP 的原料、成型及分析测试方案1试验测试表征1.1纤维长度及纤维分布测定将复合材料样本置于微波辐射炉中或马福炉中高温裂解,550℃下进展裂解,在裂解物中将玻璃纤维剥离出来,然后将其分散于水中,然后用光学纤维镜进展观看和测定,可以得到纤维长度和也可以通过软件进展半自动地纤维分布的计算。
1.2形貌分析用 SEM 观看断口形貌及 GF 在基体 PP 中的分布及断面形貌1.3力学分析主要承受万能材料试验机测试拉伸强度,断裂伸长、弯曲性能〔强度、模量等〕等承受冲击试验机测定材料缺口悬臂梁冲击强度1.4热分析1.4.1承受 DMA 动态力学进展分析得到 Tg 和 tgδ1.4.2承受 DSC 争论 GF/PP 复合材料的结晶动力学1.5广角 X 射线衍射扫描分析用WAXD 争论GF/PP 的结晶度。
2成型及试验方案2.1主要成型加工条件多复合材料基体中纤维长度及纤维均匀性〔分布〕及复合材料力学性能的影响2.1.1成型加工温度(喂料螺杆各区温度,主要是其次组螺杆)●加料段180℃~190℃●压缩段、计量段渐次上升温度可在210℃~240℃之间进展调解●机头口模温度略低于计量段温度。
2.1.2两组螺杆转速调整,主要是其次组双螺杆的转速调整2.1.3浸渍与否、浓度、时间2.1.3 其次组双螺杆不同组合元件的搭配,考虑增加或削减混合原件〔更换螺杆元件较繁琐,可最终考虑〕2.2不同填加组份及纤维量等对复合材料力学性能、热性能、断面形貌、结晶性等的影响2.2.1偶联剂的参与否,参与种类〔KH-550、A-151,A-172,A-174〕对纤维在PP 基体中分散性的影响2.2.2纤维的参与量〔10%~40%〕对复合材料力学性能、热性能、结晶度的影响2.2.3纤维的长度〔一样纤维参与量,不同剪切状况下〕对复合材料力学性能、热性能、结晶度的影响2.2.4不同填加组份〔填充体系、润滑体系等〕对复合材料力学性能、热性能、形貌的影响2.3GF/PP 复合材料结晶动力学争论〔等温、非等温〕2.4GF/PP 复合材料中纤维长度、分布、纤维取向等数学计算模型的建立及争论2.5GF/PP 复合材料的应用争论3原料3.1PP选用PP原料主要依据两条原则,一是依据增加和改性PP产品性能对PP的要求,从而确定选用的是均聚PP、共聚PP还是化学处理PP。
长玻纤增强聚丙烯成型工艺
发布时间:2011-01-13 ;浏览次数:127 返回列表
长玻纤增强热塑性复合材料作为当今玻璃纤维增强材料的一个发展趋势,受到了国内外各大塑料改性生产厂商的高度重视,特别是长玻纤增强pp材料,由于其很高的性价比优势,更被业界所广泛看好。
目前这些厂商纷纷投入大量的人力、物力进行该类型材料的生产研发和市场开拓的工作。
长玻纤增强pp产品定义
长玻纤增强pp产品是一种长玻纤增强pp的改性塑料材料。
该材料一般为长度12毫米或25毫米,直径3毫米左右的柱状粒子。
在这种粒子中,玻璃纤维有着和粒子同样的长度,玻璃纤维的含量可以从20%到70%不等,粒子颜色可以根据客户要求进行配色。
该粒子一般可以用于注射及模压工艺,可以生产结构件或半结构件,应用的领域包括汽车、建筑、家电、电动工具等等。
长玻纤增强pp性能优势
lft粒料在进入注射机料斗时,内部的纤维长度和粒子长度相等,为0.5-3公分左右。
随着注射机螺杆的输送、注射口的流体冲击以及在材料模腔内的流动等工艺条件的介入,玻璃纤维最后在制品中的平均长度为4毫米左右。
相对于传统的短玻纤增强热塑性塑料(这种粒子在制品中的纤维长度在200µ左右),lftp材料在制品中保留了极长的玻纤长度,因此赋予了材料更好的力学性能,使得增强后通用pp材料的性能能够达到或接近增强工程塑料如pa或ppo的性能。
长玻纤增强pp性价比优势
由于lft材料类似于增强工程塑料的卓越性能以及pp基材相对于工程塑料基材极其低廉的价格成本,因此赋予了该材料极佳的性价比:相对于短纤增强pa材料而言,使用lft材料可在材料成本上节约40~50%左右;相对于短纤增强ppo材料而言,使用lft材料可在材料成本上节约100%
以上。
长玻纤增强pp市场应用
汽车工业:前端框架、车身门板模块、仪表盘骨架、冷却风扇及框架、蓄电池托架等,用于替代增强pa或金属材料。
该材料在这些领域中的应用在欧洲已经得到很大推广,目前的消费量为20,000t/y。
家电行业:洗衣机滚筒、洗衣机三角支架、空调风扇等,用于替代短纤增强pa、abs材料或金属材料。
其他:电动工具外壳,水泵外壳及叶轮等,用于替代短纤增强pa、ppo等。
长玻纤增强pp材料性能
项目temp (℃) 2040hg20l 2040hg30l 2050hg40l 测试方法
玻纤含量(%) 20 30 40 iso 3451
密度(g/cm3) 1.04 1.12 1.22 iso 1183
拉伸模量 (mpa) -30 8700 11100 13300 iso527/1b
23 4800 7000 9400
80 3400 5050 6500
120 2800 3700 4150
断裂强度(mpa) -30 113 160 176 iso527/1b
23 81 109 121
80 55 67 75
120 38 44 43
断裂延伸率(%) 23 2.3 2.3 2.2 iso527/1b
弯曲模量(mpa) 23 4100 5900 7850 iso 178
80 2850 4200 5550
弯曲强度(mpa) 23 116 157 184 iso527/1b
80 74 92 102
落球冲击(j/mm)
e-total at t=3.2mm -40 5.8 7.6 8.0 iso 6603-2
23 4.9 6.8 7.0
摆锤式无缺口冲击(kj/m2) -30 22 29 43 iso179/1eu
23 34 56 57
摆锤式缺口冲击(kj/m2) -30 21 24 28 iso179/1ea
23 16 19 22
悬臂梁式缺口冲击强度(kj/m2) 23 14 17 21 iso 180
热变形温度(℃) 157 159 159 iso 75/a
上表中数据为产品实测性能,真实可靠,采用注射成型样片得到,仅供参考,不能作为材料标准值。
可以根据客户的要求制作各类产品或在相应的范围内调整。
推荐注射成型工艺参数
前区料筒温度230~250 ℃
料筒中区温度240~260 ℃
料筒后区温度250~260 ℃
喷嘴温度250~260 ℃
热流道温度250~265 ℃
模温45~50 ℃
注射压力60~150 mpa
注射速度30-50rpm
背压0.5 mpa
备注:在成型过程中,相对于传统的短纤增强材料,在成型工艺上无需做出很大的调整,只需根
据上述表格当中
所推荐的工艺参数将成型温度、螺杆转速等设定到相应范围即可。