单螺杆挤出机的规格型号与基本参数.
- 格式:doc
- 大小:318.00 KB
- 文档页数:16
一、用途、主要参数SJ系列单螺杆挤出机主机,与不同规格、型式的辅机相配套使用,可以连续生产不同类型、规格的塑料或橡胶制品,被广泛应用于塑料、橡胶挤出成型生产线或造粒生产线。
SJ120-33单螺杆挤出机的主要参数:螺杆直径 120mm螺杆长径比(L/D) 33:1螺杆转速 10~100rpm主电机 132kw,直流电机/Z4-225-31齿轮箱型号: JSJ315-15筒体加热功率 7×8kw冷却风机 7×0.37kw电压 380V/50Hz最大挤出量~350kg/hr.筒体中心高 1150mm外型尺寸(长×宽×高)6270×700×1540 mm二、工作原理、特点与结构(一)工作原理单螺杆挤出机被应用于塑料、橡胶挤出成型生产线或造粒生产线时,原料由料斗进入挤出机,通过筒体的加热装置进行加热,形成熔融或软化状态,在螺杆的输送挤压、混炼下,完全熔融的塑料、橡胶材料和其它共混物通过模头挤出。
(二) 特点与结构1、特点a. SJ系列单螺杆挤出机具有较宽的调速范围,最大长径比可至33:1,能适应于加工不同工艺要求的材料。
b. 主电机与齿轮箱采用直接联接方式,可以高效的挤出不同的材料,挤出稳定性好,噪音低。
c. 筒体加料口处采用夹层水套,螺杆的加料段设计可满足强制输送原材料的要求。
根据加工材料的特性对螺杆的各段进行优化设计,使螺杆的输送、塑化、均化能力提高,可以提高产品的质量和增加产量。
d. 根据加工材料的要求,对筒体的冷却可采用风冷或水冷两种方式。
e. 电控系统能精确控制主电机的转速、筒体各段的温度,并能测量主电机的电流和转速以及机头处的压力。
根据生产工艺要求,电控系统可预留足够的温控装置以控制各种模具的温度。
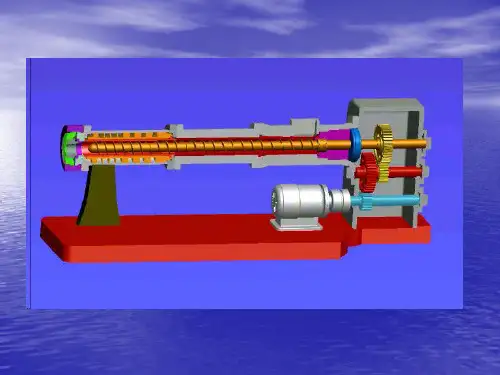
2、结构单螺杆的结构主要由挤出、驱动、冷却三部分组成。
a.挤出部件挤出部件主要由螺杆、筒体和加热器等组成。
螺杆:螺杆设计的合理性可直接影响到产品的质量和产量。
单螺杆挤出机的规格型号和基本参数单螺杆挤出机是一种广泛应用于塑料加工行业的设备,用于将塑料颗粒或粉末加热、熔化、挤出,制成各种形状的制品。
在挤出机市场上,不同规格型号的单螺杆挤出机具有各自的特点和适用范围。
本文将介绍单螺杆挤出机的规格型号和基本参数。
一、单螺杆挤出机的规格型号通常情况下,单螺杆挤出机的螺杆直径可分为20mm-250mm,L/D比可分为20-40。
常见的规格型号有25/25、30/25、45/30、65/25等,其中数字表示螺杆直径,斜线后面的数字表示L/D比。
不同规格型号的单螺杆挤出机适用于不同的生产需求。
较小直径的挤出机适用于小型生产和试验室应用,而较大直径的挤出机适用于大型生产。
二、单螺杆挤出机的基本参数1. 挤出量:挤出量是单螺杆挤出机每小时能够产出的塑料制品的重量。
单位通常为kg/h。
挤出量与螺杆直径、L/D比、转速等因素有关。
2.转速:转速是指螺杆旋转的速度,通常以转/分钟为单位。
转速决定了加工过程中塑料的进给速度和熔融效果。
3.功率:挤出机的功率包括驱动功率和加热功率。
驱动功率通常由电机提供,用于驱动螺杆旋转。
加热功率用于加热和熔融塑料。
4.加热功率:加热功率用于加热和熔融塑料。
加热功率与螺杆直径、L/D比、加热圈的数量和功率有关。
除了上述基本参数之外,单螺杆挤出机的一些特殊参数还包括螺杆加热方式、冷却方式、控制方式等。
螺杆加热方式通常有电加热、燃气加热和液体加热等。
冷却方式通常有风冷和水冷两种,根据不同的生产需求选择合适的冷却方式。
控制方式通常有手动控制和自动控制两种,自动控制方式可以实现对挤出机的精确控制和监测。
综上所述,单螺杆挤出机是一种广泛应用于塑料加工行业的设备。
不同规格型号的单螺杆挤出机具有不同的特点和适用范围。
其基本参数包括挤出量、转速、功率、加热功率等,这些参数直接影响着挤出机的生产能力和能耗。
了解这些规格型号和基本参数有助于选择和使用合适的单螺杆挤出机。
挤出机螺杆型号及尺寸规格表及挤出量1. 引言挤出机是一种常见的塑料加工设备,用于将塑料颗粒加热融化并通过模具挤出成型。
螺杆是挤出机的核心部件之一,起到将塑料颗粒从进料端输送至出料端的作用。
本文将介绍挤出机螺杆的型号及尺寸规格表,并讨论挤出量的相关概念和计算方法。
2. 螺杆型号及尺寸规格表挤出机螺杆的型号及尺寸规格表是根据不同的挤出机型号和生产要求而确定的。
以下是一个示例的螺杆型号及尺寸规格表:螺杆型号螺杆直径(mm)螺杆长径比螺杆梁比螺杆螺距(mm)A 45 20 25 60B 50 22 28 65C 55 24 30 70上述表格列出了三种不同型号的挤出机螺杆,分别命名为A、B和C。
每个型号的螺杆直径、螺杆长径比、螺杆梁比和螺杆螺距都有所不同。
这些参数的选择取决于挤出机的规格和所需的挤出效果。
螺杆直径是指螺杆的最大直径,通常以毫米(mm)为单位。
螺杆长径比是螺杆长度与螺杆直径之比,它反映了螺杆的拉伸程度。
螺杆梁比是螺杆的梁宽与螺杆梁厚之比,它影响了塑料的剪切和混合效果。
螺杆螺距是相邻螺旋的中心距离,它决定了塑料在螺旋槽中的停留时间。
3. 挤出量的概念和计算方法挤出量是指单位时间内挤出机从进料端到出料端挤出的塑料量,通常以千克/小时(kg/h)为单位。
它是衡量挤出机生产能力的重要指标之一。
挤出量的计算方法可以根据挤出机螺杆的直径和螺距进行估算。
常用的计算公式如下:挤出量(kg/h)= π * 螺杆直径^2 * 螺杆螺距 * 每转螺杆转速 * 每转螺杆进给量 * 60 / 1000其中,π取近似值3.14,螺杆直径和螺距的单位需保持一致,每转螺杆转速是指螺杆每分钟转动的圈数,每转螺杆进给量是指螺杆每转进给的距离。
需要注意的是,挤出量的计算结果仅供参考,实际挤出量还受到挤出机的工作状态、塑料材料的性质和加工条件的影响。
4. 结论本文介绍了挤出机螺杆型号及尺寸规格表以及挤出量的相关概念和计算方法。
螺杆的型号和尺寸规格表是根据不同的挤出机型号和生产要求而确定的,螺杆直径、螺杆长径比、螺杆梁比和螺杆螺距的选择取决于挤出机的规格和所需的挤出效果。
sj高效单螺杆挤出机技术参数SJ高效单螺杆挤出机是一种广泛应用于塑料加工领域的设备,具有高效、稳定、可靠的特点。
它通过将塑料材料加热融化后,通过螺杆的旋转推进,将熔融的塑料挤出成型。
下面将从技术参数的角度来介绍SJ高效单螺杆挤出机。
1. 机器型号:SJ高效单螺杆挤出机的机器型号通常以SJ开头,后面跟着一组数字,表示机器的规格和型号。
不同型号的机器适用于不同种类和规格的塑料材料挤出加工。
2. 螺杆直径:螺杆直径是指螺杆的最大外径,通常以毫米(mm)为单位。
螺杆直径的大小影响着挤出机的产能和挤出效果。
一般来说,螺杆直径越大,挤出机的产能越高,但也会增加设备的投资成本。
3. 长径比:长径比是指螺杆的有效长度与其直径之比。
它是衡量挤出机螺杆结构合理与否的重要参数。
长径比合理的螺杆可以提高塑料的熔融均匀性,减少材料的变质和气泡产生。
4. 螺杆转速:螺杆转速是指螺杆每分钟旋转的圈数。
螺杆转速的大小直接影响着挤出机的产能和挤出压力。
适当调整螺杆转速可以使塑料熔融均匀,提高挤出效果。
5. 电机功率:电机功率是指挤出机所使用的电机的功率大小。
电机功率的大小与挤出机的产能和能耗密切相关。
一般来说,电机功率越大,挤出机的产能越高,但也会增加能耗。
6. 最大挤出量:最大挤出量是指挤出机在单位时间内能够挤出的最大塑料量。
最大挤出量与螺杆直径、长度、螺杆转速等因素密切相关。
提高最大挤出量可以提高挤出机的产能。
7. 加热功率:加热功率是指挤出机所需要的加热功率大小。
加热功率的大小与挤出机的加热系统有关,通常用来提供螺杆和机筒的加热能量,使塑料材料能够被加热熔融。
8. 控制系统:SJ高效单螺杆挤出机通常配备先进的控制系统,用于控制挤出机的运行状态和参数。
控制系统可以实现自动控制、数据采集、故障诊断等功能,提高设备的稳定性和生产效率。
9. 自动送料系统:自动送料系统是SJ高效单螺杆挤出机的一个重要组成部分,用于将塑料原料自动送入挤出机进行加工。
单螺杆塑料挤出机1范围本标准规定了单螺杆塑料挤出机的基本参数,技术要求,试验方法与检验规则,标志,包装,运输,贮存.本标准适用于加工塑料制品的单螺杆塑料挤出机(以下简称”挤出机”),不适用于专用挤出机.2引用标准下列标准所包含的条文,通过在本标准中引用而构成为本标准的条文.本标准出版时,所示版本均为有效.所有标准都会被修订,使用本标准的各方应探讨使用下列标准最新版本的可能性.GB191-85 包装储运图示标志GB985-88 气焊,手工电弧焊及气体保护焊焊缝坡口的基本型式与尺寸.GB1184-80 形状和位置公差未标注公差的规定GB1801-79 公差与配合尺寸至500mm孔,轴公差带与配合GB4340-84 金属维氏硬度试验方法GB6388-86 运输包装收发货标志GB11336-89直线度误差检测GB11354-89 钢铁零件渗氮层深度测定和金相组织检验GB/T13306-91标牌GB/T13384-92 机电产品包装通用技术条件JB/Z286-87 二氧化碳气体保护焊工艺规程ZB G95 010-88橡胶塑料机械涂漆通用技术条件3基本参数3.1系列:螺杆直径20,25,30,35,40,45,50,55,60,65,70,80,90,100,120,150,200,250,300mm.3.2基本参数应符合表1~表5的规定. 表1以加工低密度聚乙烯为主,表2以加工线性低密度聚乙烯为主,表3以加工高密度聚乙烯为主,表4以加工聚丙烯为主,表5以加工硬,软聚氯乙烯为主.3.3基本参数中,主要考核合乎质量要求的产量,名义比功率及比流量.3.3.1表1~表4最高产量的考核:挤出机试制鉴定时,应不低于表列最高产量值;成批生产时,挤出机考核60%最高转速时的比流量应不小于规定值.3.3.2表5中生产硬聚氯乙烯(HPVC)时,当螺杆转速为最低转速nmin时,产量应不低于表列最低值;生产软聚氯乙烯时(SPVC)时,当螺杆转速为二倍最低转速时,产量应不低于表列最低值.3.3.3表1~表4中螺杆最高转速nmax及电机功率N,表5中螺杆最低转速nmin及电机功率N,允许适当变动(选用电机规格及其他设计原因),但名义比功率N’应不大于规定值,比流量q不小于相应值,产量不低于表列值。
高速单螺杆挤出机主要用途管材挤出:适用于PP-R管、PE燃气管、PEX交联管,铝塑复合管,ABS管、PVC管、HDPE硅芯管及各种共挤复合管。
板材和片材挤出:适用于PVC、PET、PS、PP、PC等型材及板材的挤出。
其它各种塑料的挤出如丝、棒等。
型材的挤出:调节挤出机转速及改变挤出螺杆的结构可适用于生产PVC、聚烯烃类等各种塑料异型材。
改性造粒:适用于各种塑料的共混、改性、增强造粒。
SJ系列单螺杆挤出机的设计理念:◎在高品质基础上的高速,高产挤出。
◎低温塑化的设计理念,保证高质量制品的挤出。
◎ 两阶式整体设计,强化塑化功能,保证调整高性能挤出。
◎特种屏障,BM综合混炼设计,保证物料的混炼效果。
◎高扭力输出,特大推力轴承。
◎齿轮,轴为高强度合金钢,渗碳,磨齿处理。
◎高硬度,高光洁度,超低噪音。
◎材质为38CrMoAL/A氮化处理,耐磨。
◎严格的温控精度,风机冷却。
◎独特的入料口设计,具有完美的水套冷装置。
◎带沟面喂料底套的螺筒,具有增强进料功能,为高速高产挤出提供了保证。
单螺杆挤出机参数单螺杆挤出机是塑料挤出生产线中的一种机型,它的技术参数和型号如下:1、单螺杆挤出机技术参数:1)挤出机生产能力Q:每小时挤出的塑料量2)比流量:每小时每转一周挤出机生产能力3)名义比功率:每小时加工多少kg塑料所需电机功率4)螺杆长径比L/D:螺杆工作部分长度与螺杆直径比值5)螺杆直径Db:指大径,系列标准20、30、45、65、90、120、150、165、200、250、3006)驱动螺杆电机功率P:KW7)螺杆转速:电机转速通过减速机后的速度:n min-n max rpm2、型号Txtsj-150\33表示螺杆直径为150mm,长径比为33:1单螺杆挤出机。
单螺杆挤出机的规格型号与基本参数一、规格型号1.挤出量:挤出量是衡量单螺杆挤出机生产能力的重要指标,通常以千克/小时来表示。
挤出量的大小取决于单螺杆挤出机的规格型号和生产过程中的要求。
2. 螺杆直径:螺杆直径是指单螺杆挤出机螺杆的直径大小,通常以毫米(mm)来表示。
螺杆直径的选择需根据所处理物料的性质和生产要求来确定。
3.螺杆长径比:螺杆长径比是指螺杆长度与螺杆直径的比值。
螺杆的长径比会影响到挤出机的性能和挤出物料的质量。
在实际生产中,根据不同的物料和生产要求,选择合适的长径比是十分重要的。
二、基本参数除了规格型号外,单螺杆挤出机的基本参数也是评估其性能和适用性的重要指标。
以下是一些常见的基本参数:1.驱动功率:驱动功率是指单螺杆挤出机所需的功率大小,通常以千瓦(kW)来表示。
驱动功率的大小与挤出机的规格型号、生产能力和物料粘度等因素有关。
2.加热功率:加热功率是指单螺杆挤出机加热装置所需的功率大小,通常以千瓦(kW)来表示。
加热功率的大小取决于加热方式和生产要求等因素。
3.温控系统:单螺杆挤出机通常配备有温控系统,用于控制挤出机的温度。
温控系统通常由温度控制器和加热装置等组成,以确保挤出过程中的温度稳定性。
4.单螺杆转速:单螺杆挤出机的螺杆转速是指螺杆每分钟旋转的圈数,通常以转/分钟或转/秒来表示。
螺杆转速的大小与物料的熔融温度、挤出量和挤出速度等因素有关。
5.模具尺寸:单螺杆挤出机的模具尺寸通常由模具的宽度和高度来表示,用于指导挤出过程中塑料物料的形状和尺寸。
6.机器重量和外形尺寸:机器重量和外形尺寸是指单螺杆挤出机的重量和外部尺寸,用于评估设备的可移动性和适用范围。
这些规格型号和基本参数是评估单螺杆挤出机性能和适用性的重要指标,在选择和使用时需要根据具体的生产需求和物料特性来确定。
在购买和使用单螺杆挤出机时,需要根据实际情况,选择合适的规格型号和基本参数,以确保生产过程的高效性和塑料制品的质量。
SJ-65×25单螺杆塑料挤出机工艺操作规程编制:审核:批准:2011-10-01发布2011-10-01实施江苏赛德电气有限公司1 设备名称:SJN-65×25单螺杆塑料挤出机2 设备用途:使用聚氯乙烯(PVC)、聚乙烯(PE)、硅烷交联聚乙烯(XLPE)等热塑料对导线线芯进行绝缘或护层的包覆。
3 适用范围:3.1 单芯截面:6~95mm2(暂定)3.2 多芯线缆:Φ3.0~Φ18.0mm4 设备的主要技术参数:4.1 螺杆直径:Φ65mm4.2 螺杆长径比:25:14.3 线芯直径:3.0~18.0mm4.4 挤包后直径:4.O~22.0mm4.5 出线速度:2~80m/min4.6 冷却水槽:2m移动温水槽+18m冷水槽。
附0.3m3 温水箱。
4.7 放线盘:PN630~PNl000 mm 被动放线架:TFPB—l000A收线盘:PNl000~PN1600mm 无轴式收线架:Φ16004.8 操作,温控,传动控制柜触摸屏操作。
(欧陆590+直流控制装置)4.9 主电机:22KwZ4直流电机牵引电机:5.5Kw交流电机4.10 轮式张紧装置:Φ800mm4.11 双轮牵引装置:Φ1000mm4.12 直角自定心机头。
4.13 设备中心高:1000mm5 生产准备工作:5.1 根据派工单,工艺卡片检查领用的塑料型号、颜色,是否符合工艺要求。
5.2 根据工艺卡片检查导体的规格和直径或线芯的尺寸和表观质量是否符合工艺要求,检查上道工序的半制品检查合格证是否挂有。
5.3 根据工艺卡片选择挤出模具,并检查模具的相关尺寸,进行核对。
5.4 检查主机箱油位是否在标准线上,各润滑点注入润滑油或油脂。
5.5 检查主传动箱、螺杆、套筒的冷却水控制开关是否处在要求范围。
5 6 检查轮式张紧装置,多芯放线架,多芯导引装置的控制、转动、运作是否正常。
5.7 检查吸料装置工作是否正常(采用2步法XLPE要检查混合是否均匀,包括色母料的配比是否适当)。
SJN-SJ-90×25塑料挤出机工艺操作规程编制:审核:批准:2011-10-01发布2011-10-01实施江苏赛德电气有限公司l 设备名称:SJ-90×25塑料挤出机2 设备用途:适用聚氯乙烯(PVC)、聚乙烯(包括交联聚乙烯XLPE)、聚苯乙烯(PS)、聚烯烃(PO)等热塑性塑料对导体或线芯进行绝缘或护层包覆。
3 适用范围:3.1 挤包前缆芯≤Φ35mm3.2 挤包后缆芯≤Φ40mm4 设备的主要技术参数:4.1 螺杆长径比:25:l4.2 蝶杆最高转速: 10~100r/min4.3 最大出胶量:4.3.1 SJ 90×25:PVC:280kg/h4.3.2 SJ 65X 25:LDPE 120kg/h4.4 冷却水槽(包括温水加热装置):20m左右4.5 履带式双牵引装置:4.5.1 800履带牵引:最大牵引力 1000N4.5.2 1250履带牵引:最大牵引力 1600N4.6 收放线装置4.6.1放线盘:PNl600~PN25004.6.2 收线盘:PNl600~PN31504.7冷却方式:机筒DF-5风机冷却 4段水套内循环水冷 1段4.8主机中心高 1000mm4.9主机外形尺寸长:3420mm宽:1950mm高:1850mm(含料斗高)5 生产准备工作5.1 根据派工单、工艺卡片检查被加工的缆芯或导体的外形尺寸和表观质量,查验上道工序的半制品合格证是否完整。
如完整合格即可吊上放线装置。
5.2 根据实测的情况和工艺卡片的要求选择好挤出模具,并仔细核对模具的相关尺寸和外观质量情况。
5.3 根据派工单被加工产品的长度和工艺卡片的要求领用挤塑原材料,并仔细校对塑料的牌号,颜色是否符合工艺规定。
检查每包塑料的包装是否完好,是否有被污染和受潮现象,避免不合格材料混入,影响挤塑质量。
5.4 加工低烟无卤护层时,依据条件许可。
应更换为低压缩比的螺杆,以便确保挤塑质量。
单螺杆挤出机的规格型号与基本参数单螺杆挤出机是一种常用于塑料制品加工的设备,具有广泛的应用领域。
它通过将固态物料加热、熔融,然后通过螺杆的旋转运动将熔融物料从模具中挤出,形成所需的产品形状。
以下是单螺杆挤出机的规格型号和基本参数的详细介绍。
1.规格型号:单螺杆挤出机的规格型号有很多种,常见的有:SJ-45、SJ-65、SJ-75、SJ-90、SJ-120、SJ-150等。
其中,SJ代表单螺杆挤出机的标志,数字代表螺杆直径(单位:mm)。
不同规格型号的挤出机适用于不同的生产要求和产品类型。
2.基本参数:- 螺杆直径:螺杆直径是指螺杆的最大直径,常见的螺杆直径有20mm、30mm、45mm、65mm等。
螺杆直径的选择与所需挤出产品的尺寸和要求密切相关,一般来说,较大的螺杆直径适用于生产大尺寸的产品。
-螺杆转速:螺杆转速是指螺杆的旋转速度,通常以转/分钟为单位。
螺杆转速的选择与所用材料的熔融性能、生产速度和产品质量要求有关。
一般情况下,转速越高,熔融过程越充分,产品的均匀性和质量也会提高。
-螺杆长度:螺杆长度指的是螺杆的有效工作长度,一般以毫米为单位。
螺杆长度的选择与螺杆的螺距、螺杆直径、挤出产品的长度等因素有关。
较大的螺杆长度有助于增加螺杆的挤出能力和熔融性能。
-加热功率:加热功率是指单螺杆挤出机的加热能力,通常以千瓦为单位。
加热功率的大小与所用材料的熔点、熔化温度、螺杆直径和长度等因素有关,需要根据具体的生产要求进行选择。
-挤出能力:挤出能力是指单螺杆挤出机每单位时间内可以挤出的物料量,通常以千克/小时或克/秒为单位。
挤出能力的大小与螺杆的直径、转速、长度等参数密切相关,一般来说,较大的挤出能力可以提高生产效率。
除了以上基本参数外,单螺杆挤出机还涉及到其他一些辅助参数,如:模具尺寸、压力控制系统、温度控制系统、冷却系统等。
这些参数可以根据生产需要进行调整和配置,以满足不同产品的生产要求。
综上所述,单螺杆挤出机的规格型号和基本参数是根据生产需求和产品要求来确定的,它们的选择和配置可以对挤出产品的质量、生产效率和经济效益产生重要影响。
单螺杆挤出机的规格型号与基本参数(1) 挤出机的型号标注国内橡胶塑料机械标准。
GB/T12783—91中规定,对挤出机的标牌上型号标注说明如下。
从左向右顺序:第一格是塑料机械代号为S;第二格是挤出机代号为J;第三格是指挤出机不同的结构形式代号。
三个格组合在一起就是塑料挤出机为SJ;塑料排气式挤出机为SJP;塑料发泡挤出机为SJF;塑料喂料挤出机为SJW;塑料鞋用挤出机为SJE;阶式塑料挤出机为SJJ;双螺杆挤出机为SJS;锥形双螺杆挤出机为SJSF;多螺杆挤出机为SJD。
第四格表示辅机,代号为F;如果是挤出机组,则代号为E。
第五格参数是指螺杆直径和螺杆的长径比。
第六格是指产品的设计顺序,按字母A、B、C...顺序排列,第一次设计不标注设计号。
例如SJ-45×25,此型号表示塑料挤出机,螺杆直径为45mm,螺杆的长径比为25 :1。
螺杆长径比为20 :1时不标注。
学习资料整理分享(2) 挤出机的基本参数规定高密度聚乙烯制品挤出成型用挤出机的基本参数见表1。
聚丙烯制品挤出成型用挤出机的基本参数见表2。
聚氯乙烯制品挤出成型用挤出机的基本参数见表3。
表1 聚乙烯(HD PE)制品挤出成型用挤出机基本参数(JB/T 8061—1996)学习资料整理分享学习资料整理分享学习资料整理分享表2 聚丙烯(PP)制品挤出成型用挤出机基本参数(JB/T 8061—1996)学习资料整理分享表3 聚氣乙烯(PVC)制品挤出成型用挤出机基本参数(ZBG 95009. 1—88)学习资料整理分享学习资料整理分享(3) 单螺杆挤出机的主要参数说明①螺杆直径,是指螺杆的螺纹部分的外圆直径,一般用D表TK,单位为mm。
②螺杆的长径比,是指螺杆的螺纹部分长度与螺杆直径的比值。
用L/D表示。
③螺杆的转速范围,是指螺杆工作时的最低转速和最高转速值。
用nmin ~nmax表示,单位为r/min。
学习资料整理分享④螺杆工作旋转驱动电动机功率,单位为kW。
挤压机的分类及型号表示方法。
挤压机是一种很常见的机器设备,它可以将固态物料变形并塑成所需要的形状,从而满足生产的需求。
挤压机根据不同的工作原理和用途,可以分为多种不同的类型,下面就来详细讲解一下挤压机的分类及型号表示方法。
一、按照工作原理分1、单螺杆挤出机:单螺杆挤出机又称单螺杆挤压机,其工作原理是通过一根螺杆将固态物料加热软化,然后将软化后的物料进行挤压成型。
这种挤出机一般适用于生产PC、PMMA、ABS等普通材料的制品。
2、双螺杆挤出机:双螺杆挤出机又称平行双螺杆挤压机,其工作原理是通过两根同向旋转的螺杆将物料加热、混合、塑化,并将塑化的物料挤出成型。
这种挤出机适用于生产PP、PE等高分子材料的制品。
3、混炼挤出机:混炼挤出机又称密炼挤出机,其工作原理是通过滚筒加热、混炼、塑化物料,并将塑化后的物料挤出成型。
这种挤出机适用于生产轮胎胶、胶管、管件、密封垫等橡胶制品。
4、贯流挤出机:贯流挤出机又称转子挤出机,其工作原理是通过一个转子来将基材塑化,然后经过模头,将物料挤出成型。
这种挤出机适用于生产硅胶、尼龙、PVC等高分子材料的制品。
二、按照用途分类1、塑料挤出机:塑料挤出机主要适用于生产各种塑料制品,如塑料管材、盖子、塑料袋等。
2、橡胶挤出机:橡胶挤出机主要适用于生产各种橡胶制品,如轮胎胶、胶管、管件、密封垫等。
3、金属挤出机:金属挤出机主要适用于生产各种金属制品,如铝合金门窗、汽车零部件等。
三、型号表示方法挤压机的型号通常包含以下几个方面的信息:1、规格:包括型号、容量等。
2、结构:包括单螺杆、双螺杆、混炼、贯流等。
3、用途:包括塑料、橡胶、金属等。
4、特殊功能:如自动化程度、切割方式等。
例如:SJG45/30-3/4A挤出机中,SJ表示挤出机的规格型号,G表示挤出机;45/30表示螺杆直径为45mm,螺杆长径比为30:1;3表示三层挤出,4表示四冷却辊,A表示自动送料。
总之,挤压机分类繁多,型号操作复杂,需要在实际应用中根据具体需求进行选择。
单螺杆挤出机的规格型号与基本参数
(1) 挤出机的型号标注国内橡胶塑料机械标准。
GB/T12783—91中规定,对挤出机的标牌上型号标注说明如下。
从左向右顺序:第一格是塑料机械代号为S;第二格是挤出机代号为J;第三格是指挤出机不同的结构形式代号。
三个格组合在一起就是塑料挤出机为SJ;塑料排气式挤出机为SJP;塑料发泡挤出机为SJF;塑料喂料挤出机为SJW;塑料鞋用挤出机为SJE;阶式塑料挤出机为SJJ;双螺杆挤出机为SJS;锥形双螺杆挤出机为SJSF;多螺杆挤出机为SJD。
第四格表示辅机,代号为F;如果是挤出机组,则代号为E。
第五格参数是指螺杆直径和螺杆的长径比。
第六格是指产品的设计顺序,按字母A、B、C...顺序排列,第一次设计不标注设计号。
例如SJ-45×25,此型号表示塑料挤出机,螺杆直径为45mm,螺杆的长径比为25 :1。
螺杆长径比为20 :1时不标注。
(2) 挤出机的基本参数规定高密度聚乙烯制品挤出成型用挤出机的基本参数见表1。
聚丙烯制品挤出成型用挤出机的基本参数见表2。
聚氯乙烯制品挤出成型用挤出机的基本参数见表3。
表1 聚乙烯(HD PE)制品挤出成型用挤出机基本参数(JB/T 8061—1996)
表2 聚丙烯(PP)制品挤出成型用挤出机基本参数(JB/T 8061—1996)
表3 聚氣乙烯(PVC)制品挤出成型用挤出机基本参数(ZBG 95009. 1—88)
(3) 单螺杆挤出机的主要参数说明
①螺杆直径,是指螺杆的螺纹部分的外圆直径,一般用D表TK,单位为mm。
②螺杆的长径比,是指螺杆的螺纹部分长度与螺杆直径的比值。
用L/D表示。
③螺杆的转速范围,是指螺杆工作时的最低转速和最高转速值。
用n
min ~n
max
表示,单位为r/min。
④螺杆工作旋转驱动电动机功率,单位为kW。
⑤机筒加热功率,是指机筒用电加热时电功率,单位为kW。
⑥机筒加热段数,是指机筒加热分几段温度区控制。
⑦挤出机产量,是指挤出机在单位时间内的生产能力,用Q袠示,单位为kg/h。
⑧名义比功率,指挤出机每小时生产塑料制品质量(重量)所需电动机功率的综合指标,用P表示,即P=P/Q
max
,单位为kW/(kg/h)。
⑨比流量,是指螺杆每转动一圈所能生产的塑料制品质量。
这个值体现出挤出机的生产效率,用q = q
实测/n
实测
表示,单
位为(kg/h)/(r/min)。
⑩中心高,指挤出机的机筒内螺杆中心线距机座底平面的高度,用h表示,单位为mm。
(4) 国内部分单螺杆挤出机生产厂的产品型号及基本参数单螺杆挤出机生产厂国内有几十家。
这里只介绍部分挤出机生产厂的产品型号及产品参数,见表4〜表6,供用户选择参考。
表4 大连冰山橡塑股份有限公司生产的单螺杆挤出机
表5 山东塑料橡胶机械总厂生产的单螺杆挤出机
表6 上海轻工机械股份有限公司挤出机械厂生产的单螺杆挤出机。