拉深模(六)[25页]
- 格式:ppt
- 大小:1.63 MB
- 文档页数:25
材料工程系模具设计与制造专业冲压/塑料模具设计与制造实训说明书姓名:王永才班级:模具122学号:121304237指导教师:原国森日期:2015年4月河南机电高等专科学校目录第一章绪论1.1 国内外模具的现状和发展趋势1.2 深圆筒拉深件模具设计与制造方面第二章圆筒冲压工艺的分析2.1 拉深件工艺分析2.2 拉深工艺计算和工艺方案2.2.1 工艺方案的确定2.2.2 计算毛坯尺寸2.2.3 确定是否用压边圈2.2.4 拉深次数的确定2.2.5 排样及相关的计算2.3 压力、压力中心计算及压力机的选用2.3.1 压力计算2.3.2 压力机的选用第3章模具的结构设计3.1 模具工作部分的计算3.1.1 拉深模的间隙3.1.2 拉深模的圆角半径3.1.3 凸凹模工作部分的尺寸和公差3.1.4 选用模架、确定闭合高度及总体尺寸3.2 模具零件的结构设计3.2.1 拉深凹模3.2.2 拉深凸模3.2.3 打料块3.2.4 压边圈3.2.5 导柱、导套3.2.6 其他零件3.3模具总装图第一章绪论1.1模具设计的重要性与现状目前我国模具工业与发达国家相比还相当落后。
主要原因是我国在模具标准化,模具制造工艺及设备等方面与工业发达国家相比差距很大。
我国模具近年来发展很快,据不完全统计,2003年我国模具生产厂点约有2万多家,从业人员约50多万人,2004年模具行业的发展保持良好势头,模具企业总体上订单充足,任务饱满,2004年模具产值530亿元。
进口模具18.13亿美元,出口模具4.91亿美元,分别比2003年增长18%、32.4%和45.9%。
进出口之比2004年为3.69:1,进出口相抵后的进净口达13.2亿美元,为净进口量较大的国家。
在2万多家生产厂点中,有一半以上是自产自用的。
在模具企业中,产值过亿元的模具企业只有20多家,中型企业几十家,其余都是小型企业。
近年来,模具行业结构调整和体制改革步伐加快,主要表现为:大型、精密、复杂、长寿命中高档模具及模具标准件发展速度快于一般模具产品;专业模具厂数量增加,能力提高较快;"三资"及私营企业发展迅速;国企股份制改造步伐加快等虽然说我国模具业发展迅速,但远远不能适应国民经济发展的需要。

弯曲模和拉深模--弯曲模的基本原理弯曲模的基本原理(一)一、弯曲的基本原理(一)弯曲工艺的概念及弯曲件1.弯曲工艺:是根据零件形状的需要,通过模具和压力机把毛坯弯成一定角度,一定形状工件的冲压工艺方法。
2.弯曲成形工艺在工业生产中的应用:应用相当广泛,如汽车上很多履盖件,小汽车的柜架构件,摩托车上把柄,脚支架,单车上的支架构件,把柄,小的如门扣,夹子(铁夹)等。
(二)、弯曲的基本原理:以V形板料弯曲件的弯曲变形为例进行说明。
其过程为:1.凸模运动接触板料(毛坯)由于凸,凹模不同的接触点力作用而产生弯短矩,在弯矩作用下发生弹性变形,产生弯曲。
2.随着凸模继续下行,毛坯与凹模表面逐渐靠近接触,使弯曲半径及弯曲力臂均随之减少,毛坯与凹模接触点由凹模两肩移到凹模两斜面上。
(塑变开始阶段)。
3.随着凸模的继续下行,毛坯两端接触凸模斜面开始弯曲。
(回弯曲阶段)。
4.压平阶段,随着凸凹模间的间隙不断变小,板料在凸凹模间被压平。
5.校正阶段,当行程终了,对板料进行校正,使其圆角直边与凸模全部贴合而成所需的形状。
(三)、弯曲变形的特点:弯曲变形的特点是:板料在弯曲变形区内的曲率发生变化,即弯曲半径发生变化。
从弯曲断面可划分为三个区:拉伸区、压缩区和中性层。
二、弯曲件的质量分析在实际生产中,弯曲件的主要质量总是有回弹、滑移、弯裂等。
1.弯曲件的回弹:由于弹性回复的存在,使弯曲件弯曲部分的曲率半径和弯曲角度在弯曲外力撤去后(工件小模具中取出后)发生变化(与加工中在模具里的形状发生变化)的现象称弹性回复跳(回弹)。
回弹以弯曲角度的变化大小来衡量。
Δφ=φ-φt1)影响回弹的回素:A.材料的机械性能与屈服极限成正比,与弹性模数E成反比。
B.相对弯曲半径r/t,r越小,变形量越大,弹性变形量所点变形量比例越小。
回弹越小。
C.弯曲力:弯曲力适当,带校正成分适合,弯曲回弹很小。
D.磨擦与间隙:磨擦越大,变形区拉应力大,回弹小。
拉深工艺及拉深模设计本章内容简介:本章在分析拉深变形过程及拉深件质量影响因素的基础上,介绍拉深工艺计算、工艺方案制定和拉深模设计。
涉及拉深变形过程分析、拉深件质量分析、圆筒形件的工艺计算、其它形状零件的拉深变形特点、拉深工艺性分析与工艺方案确定、拉深模典型结构、拉深模工作零件设计、拉深辅助工序等。
学习目的与要求:1.了解拉深变形规律、掌握拉深变形程度的表示;2.掌握影响拉深件质量的因素;3.掌握拉深工艺性分析。
重点:1. 拉深变形特点及拉深变形程度的表示;2.影响拉深件质量的因素;3.拉深工艺性分析。
难点:1.拉深变形规律及拉深变形特点;2.拉深件质量分析;3.拉深件工艺分析。
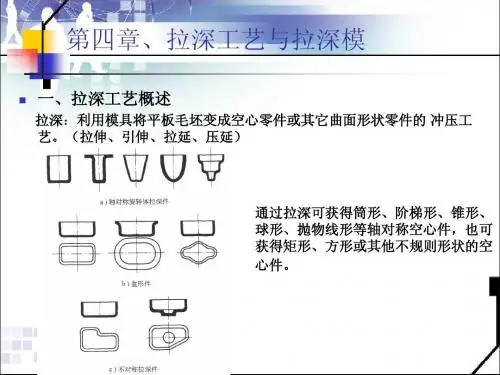
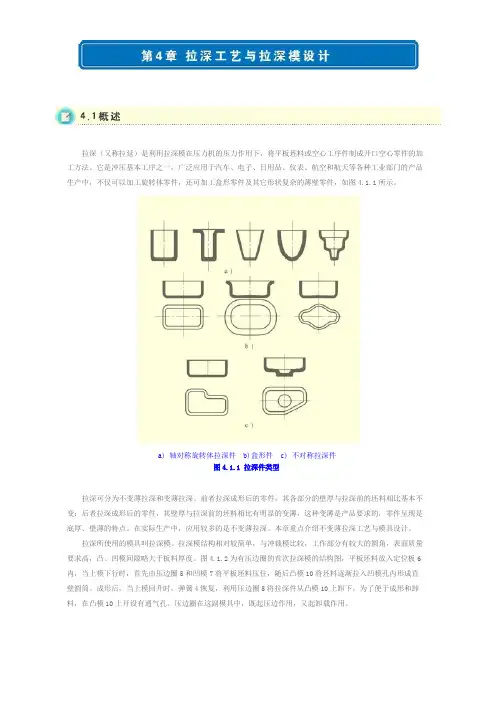
拉深:利用拉深模将一定形状的平面坯料或空心件制成开口空心件的冲压工序。
拉深工艺可以在普通的单动压力机上进行,也可在专用的双动、三动拉深压力机或液压机上进行。
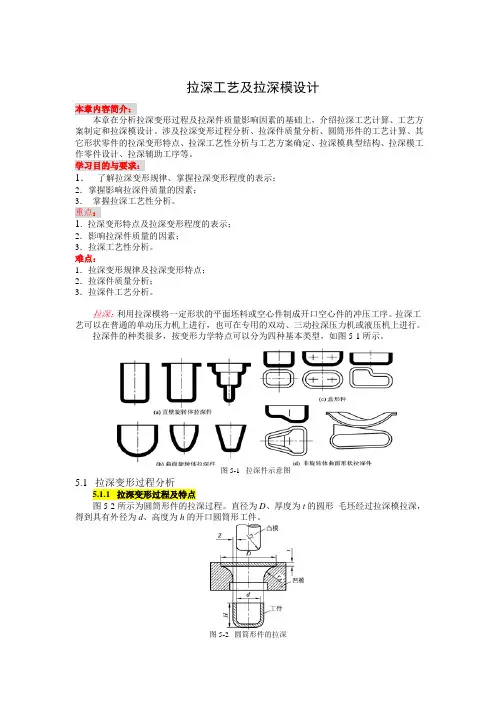
拉深件的种类很多,按变形力学特点可以分为四种基本类型,如图5-1所示。
图5-1 拉深件示意图5.1 拉深变形过程分析5.1.1 拉深变形过程及特点图5-2所示为圆筒形件的拉深过程。
直径为D、厚度为t的圆形毛坯经过拉深模拉深,得到具有外径为d、高度为h的开口圆筒形工件。
图5-2 圆筒形件的拉深1.在拉深过程中,坯料的中心部分成为筒形件的底部,基本不变形,是不变形区,坯料的凸缘部分(即D-d的环形部分)是主要变形区。
拉深过程实质上就是将坯料的凸缘部分材料逐渐转移到筒壁的过程。
2.在转移过程中,凸缘部分材料由于拉深力的作用,径向产生拉应力,切向产生压应力。
在和的共同作用下,凸缘部分金属材料产生塑性变形,其“多余的三角形”材料沿径向伸长,切向压缩,且不断被拉入凹模中变为筒壁,成为圆筒形开口空心件。
3.圆筒形件拉深的变形程度,通常以筒形件直径d与坯料直径D的比值来表示,即m=d/D(5-1)其中m称为拉深系数,m越小,拉深变形程度越大;相反,m越大,拉深变形程度就越小。
5.1.2 拉深过程中坯料内的应力与应变状态拉深过程是一个复杂的塑性变形过程,其变形区比较大,金属流动大,拉深过程中容易发生凸缘变形区的起皱和传力区的拉裂而使工件报废。

前言冷冲压是建立在金属塑性变形的基础上,在常温下利用安装在压力机上的模具对材料施加压力,使其产生分离或塑性变形,从而获得一定形状、尺寸和性能的零件的一种压力加工方法。
在冷冲压加工中,将材料(金属或非金属)加工成零件(或半成品)的一种特殊工艺装备称为冷冲压模具(俗称冷冲模)。
冷冲模在实现冷冲压加工中是必不可少的工艺装备,没有先进的模具技术,先进的冲压工艺就无法实现。
冷冲压的特点有:1,节省材料2,制品有较好的互换性3制品有较好的互换性4生产效率高5操作简单6由于冷冲压生产效率高,材料利用律,故生产的制品成本较低。
冷冲压加工在汽车、拖拉机、电机、电器、仪表和日用品生产中,已占据十分重要的地位,特别是在电子工业产品生产中,已成为不可缺少的主要加工方法之一。
随着科学技术的不断进步和工业生产的迅速发展,冲压及模具技术也在不断革新与发展。
主要表现在以下几个方面:一.工艺分析计算方法现代化现在已开始采用有限变形的弹塑性有限方法,对复杂成形件的成形过程进行应力应变分析的计算机模拟。
二.模具设计制造技术现代化工业发达国家正在大力开展模具计算辅助设计和制造(CAD/CAM)的研究。
采用这一技术,一般可提高模具设计制造效率的2-3倍,应用这一技术,不仅可以缩短模具设计制造周期,还可提高模具质量,减少设计和政治早人员的重复劳动,使设计者有可能把精力用在创新开发上。
三.冲压生产机械化与自动化与柔性化为了适应大批量,高效率生产的需要,在冲压模具和设备上广泛应用了各种自动化的进出料机构。
对于大型冲压件,专门配置了机械手和机器人,这不仅大大的提高了冲压件的生产品质和生产率,而且也增加了冲压工作和冲压工人的安全性。
在中小件的大批量生产方面,现已广泛应用于多工位压力机活、或高速压力机。
在小批量生产方面,正在发展柔性制造系统(FMS)。
四.为了满足产品更新换代快和小批量生产的需要,发展了一些新的成形工艺,简易模具,数控冲压设备和冲压柔性制造技术等。