第4章拉深工艺与拉深模.pptx
- 格式:pptx
- 大小:1.55 MB
- 文档页数:75
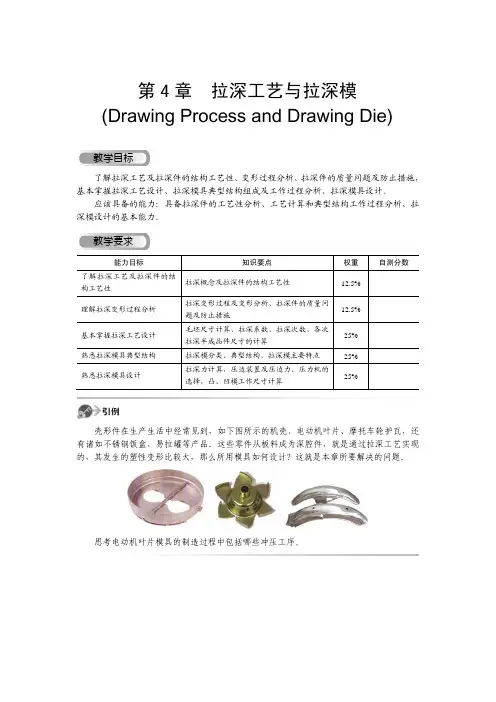
第4章 拉深工艺与拉深模 (Drawing Process and Drawing Die)教学目标了解拉深工艺及拉深件的结构工艺性、变形过程分析、拉深件的质量问题及防止措施,基本掌握拉深工艺设计、拉深模具典型结构组成及工作过程分析、拉深模具设计。
应该具备的能力:具备拉深件的工艺性分析、工艺计算和典型结构工作过程分析、拉深模设计的基本能力。
教学要求能力目标知识要点权重自测分数了解拉深工艺及拉深件的结构工艺性拉深概念及拉深件的结构工艺性12.5%理解拉深变形过程分析拉深变形过程及变形分析、拉深件的质量问题及防止措施12.5%基本掌握拉深工艺设计毛坯尺寸计算、拉深系数、拉深次数、各次拉深半成品件尺寸的计算25%熟悉拉深模具典型结构拉深模分类、典型结构、拉深模主要特点25%熟悉拉深模具设计拉深力计算,压边装置及压边力、压力机的选择,凸、凹模工作尺寸计算25% 引例壳形件在生产生活中经常见到,如下图所示的机壳、电动机叶片、摩托车轮护瓦,还有诸如不锈钢饭盒、易拉罐等产品。
这些零件从板料成为深腔件,就是通过拉深工艺实现的,其发生的塑性变形比较大,那么所用模具如何设计?这就是本章所要解决的问题。
思考电动机叶片模具的制造过程中包括哪些冲压工序。
模具设计与制造·108· ·108·4.1 拉深工艺与拉深件工艺性(Drawing Process andProcessability of Drawing Part)4.1.1 拉深件与拉深工艺分类(Drawing Part and Classification of Drawing Process)拉深是指利用模具将平板毛坯冲压成各种开口的空心零件,或将已制成的开口空心件压制成其他形状和尺寸空心件的一种冲压加工方法。
1.拉深件分类冲压生产中,拉深的种类很多,各种拉深件按变形力学特点可以分为表4-1所示的基本类型。
表4-1 拉深件的分类拉深件名称 拉深件简图变形特点 轴对称零件 圆筒形件 带凸缘圆筒形件 阶梯形件1.拉深过程中变形区是坯料的凸缘部分,其余部分是传力区;2.坯料变形区在切向压应力和径向拉应力作用下,产生切向压缩与径向伸长的一向受压一向受拉的变形;3.极限变形程度主要受坯料传力区承载能力的限制 盒形件 带凸缘盒形件 其他形状零件 1.变形性质同前,区别在于一向受拉一向受压的变形在坯料周边上分布不均匀,圆角部分变形大,直边部分变形小; 2.在坯料的周边上,变形程度大与变形程度小的部分之间存在着相互影响与作用 直壁类拉深件 非轴对称零件 曲面凸缘的零件 除具有前项相同的变形性质外,还有如下特点:1.因零件各部分高度不同,在拉深开始时有严重的不均匀变形;2.拉深过程中,坯料变形区内还要发生剪切变形轴对称零件球面类零件 锥形件 其他曲面零件 拉深时坯料变形区由两部分组成: 1.坯料外部是一向受拉一向受压的拉深变形;2.坯料的中间部分是受两向拉应力的胀形变形区 曲面类拉深件非轴对称零件 平面凸缘零件 曲面凸缘零件 1.拉深时坯料的变形区也是由外部的拉深变形区和内部的胀形变形区所组成,但这两种变形在坯料中的分布是不均匀的; 2.曲面凸缘零件拉深时,在坯料外周变形区内还有剪切变形第4章 拉深工艺与拉深模 ·109··109·虽然这些零件的冲压过程都叫做拉深,但是由于其几何形状不同,在拉深过程中,它们的变形区位置、变形性质、毛坯各部位的应力状态和分布规律等都有相当大的差别,所以在确定拉深的工艺参数、工序数目与工艺顺序等方面都不一样。