紧固件防松标识培训
- 格式:ppt
- 大小:1.41 MB
- 文档页数:20
.-轨道交通装备螺栓紧固防松标识操作规程更改单编号版次编制校核主管审核会签标准化批准.-轨道交通装备螺栓紧固防松标识操作规程1目的为防止轨道交通装备螺栓紧固防松标识漏划、错划,防松标识线条不规范等现象,本规程规定了各型轨道交通装备螺栓紧固防松标识的具体划法,做到能够明确辨别螺栓连接结构是否发生松动,确保各型轨道交通装备螺栓连接组装达到设计和制造工艺、质量要求和运营安全。
2适用范围本操作规程适用于各型轨道交通装备的螺栓、螺钉等紧固件防松、防脱的紧固标识划法及标识工具的使用。
3基本要求3.1螺栓紧固防松标识工具螺栓紧固防松标识工具主要有油漆记号笔、洁净抹布、清洗剂等。
油漆记号笔的颜色应能与被标识部分颜色明显区分开来,一般情况下自检选用红色油漆记号笔,互检选用黑色油漆记号笔,特殊情况按照该产品组装工艺文件规定执行。
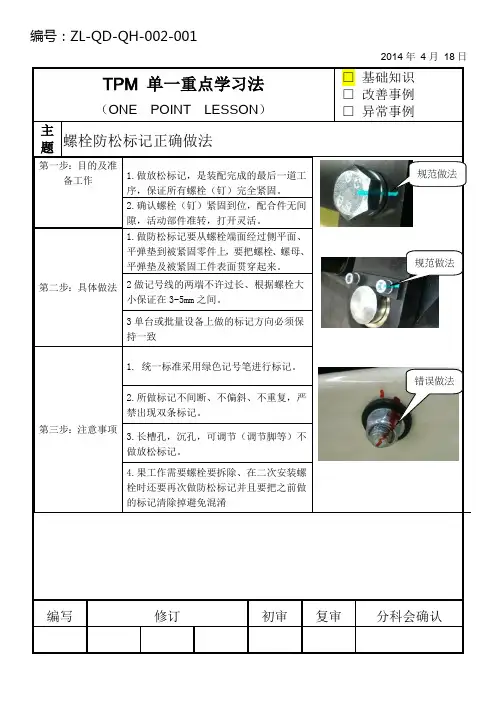
3.2螺栓紧固防松标识流程螺栓紧固操作者使用扭矩工具将螺栓、螺钉、螺母紧固到位后,先用洁净抹布将防松标识部位(螺栓、螺母及安装面)进行清洁,随后用规定的油漆记号笔涂打防松标识。
产品返修(紧固件需拆卸或松动的情况),产品返修前应先用抹布蘸取少量清洗剂去除原有的防松标识,然后进行返修,返修完成后重新涂打防松标识。
特殊情况下需要标识双线的具体按照该产品组装工艺文件规定执行。
3.3螺栓紧固防松标识准则3.3.1产品图样上有明确扭矩要求的部位一般都需要进行防松标识。
3.3.2当被紧固部位的螺栓、螺母都可进行防松标识时,防松标识原则上涂打在螺母端。
3.3.3工序中的可视部位最好能在整车时看到,如果整车时确不能看到的,以本工序的可视面为准。
3.3.4整车完工状态时观察,螺栓紧固为竖直方向时,防松标识位置为视觉正前方且标识线为竖直线;螺栓紧固为水平方向时标识线为水平线,无法在以上两个位置进行防松标识或有特殊要求的以该产品组装工艺文件为准。
3.3.5所有防松标识的可追溯性,包括自检和互检,在产品质量确认表中以实名制体现。



1.保险丝保险保险丝保险是航空器维修使用最多的保险形式,使用灵活、方便。
它是将两个或两个以上的点用保险丝串联在一起,使它们相互牵制,任意一个点的活动都会受到其他点的限制,从而达到防松的目的。
1)保险丝使用的基本规则(1)每次打保险必须用新的保险丝,不能重复使用。
(2)对将用于保险部位的保险丝应检查:无腐蚀、无压痕、无损伤和急剧弯折变形,在编结段不得有任何损伤(否则会因振动断裂)。
(3)保险丝拆下后不能再继续使用。
(4)保险丝结尾长度打3-6个花,向后或向下打弯以保护保险丝的端部并使其不能钩住别的东西。
2)用保险丝锁定零件的力矩在用保险丝锁定零件前,必须正确地磅紧紧固件的力矩;拧紧力矩时正确对准保险丝孔。
在对准保险丝孔时,不得降低或增加零件的力矩。
3)双股保险丝的施工方法(1)不使用保险丝钳制作保险的施工方法,即手工编花。
①工具剪钳(斜口钳)——用于剪断保险丝;鸭嘴钳或尖嘴钳——用于弯折保险丝。
②注意事项工作过程中需要剪切、拆除保险丝,这个过程有可能会划伤皮肤或造成其他伤害。
③操作程序•准备工作确保所有的保险孔都是可用的(没有堵塞、变形);确保螺纹紧固件拧紧到规定力矩范围;再次确定所选择的保险丝是新的并且是完好的。
•实施——剪切一段保险丝,长度应该在预计要实施的保险长度的1.5-2倍,如果不能确定可适当加长。
——选择合适的保险丝孔。
——将保险丝穿入保险孔,绕螺栓头后打折,用孔出口的一头压住绕螺栓头的另一头,而后打结(穿线压绕线),结必须打在保险丝的出口,结的第一扣角度为:对穿孔,第一个扣为120°;边角孔,第一个扣为60°。
——以60°的角度继续编结保险丝,编结过程要保持拉紧保险丝。
当所编结的辫子末端距离下一个螺栓距离小于3mm时即可停止编结。
——将在上面的一头穿入螺栓孔,重复上面步骤。
——保险丝从最后一个螺栓头穿出后,以80°的角度继续进行编结,最后留3-5个扣作为收尾,多余的部分剪掉。
非标自动化设备基础技能培训紧固件非标自动化设备基础技能培训——紧固件1.引言非标自动化设备作为我国制造业转型升级的重要手段,已广泛应用于各个行业。
紧固件作为非标自动化设备中的重要组成部分,其质量和性能直接影响到整个设备的运行效率和稳定性。
因此,对非标自动化设备操作人员进行紧固件基础技能培训显得尤为重要。
本文将介绍非标自动化设备紧固件的基础知识、选型原则、安装方法及维护保养等内容,以提高操作人员对紧固件的认知和应用能力。
2.紧固件基础知识2.1紧固件的定义与分类紧固件是指用于连接、固定零部件的标准化元件,其作用是通过轴向力将两个或多个零件连接在一起。
紧固件可分为螺栓、螺钉、螺柱、螺母、垫圈等几大类。
2.2紧固件的性能等级与标记紧固件的性能等级表示其抗拉强度和屈服强度,通常用数字表示。
例如,性能等级为8.8的螺栓表示其抗拉强度为800MPa,屈服强度为800×0.8=640MPa。
紧固件的标记包括规格、性能等级、材料等,如M8×1-8.8表示直径为8mm、螺距为1mm、性能等级为8.8的螺栓。
3.紧固件选型原则3.1考虑连接要求根据非标自动化设备的连接部位、承受载荷、使用环境等因素,选择合适的紧固件类型、规格和性能等级。
3.2考虑材料匹配紧固件的材料应与连接部件的材料相匹配,以保证连接的可靠性和耐久性。
3.3考虑安装与拆卸方便性选择易于安装和拆卸的紧固件,以便于设备的维修和调整。
4.紧固件安装方法4.1螺栓连接1)确保螺栓与螺母规格、性能等级一致;2)螺栓长度应适当,避免过长或过短;3)螺栓紧固力矩应符合规定值,避免过大或过小;4)安装过程中应保证螺栓垂直于连接面,避免倾斜。
4.2螺钉连接1)选择合适的螺钉规格和长度;2)螺钉头部应完全嵌入零部件内,避免露出过长;3)螺钉紧固力矩应符合规定值。
5.紧固件维护保养5.1定期检查定期检查非标自动化设备上的紧固件,确保其连接可靠、无松动现象。