紧固件的防松标记要求
- 格式:pdf
- 大小:57.11 KB
- 文档页数:2
紧固件安装和防松线涂打规范
1. 目的:规范紧固件安装规范,保证产品质量
2. 适用范围:本公司所有产品(有特殊要求的产品除外)
3. 引用标准:GB/T93-1987标准型弹簧垫圈
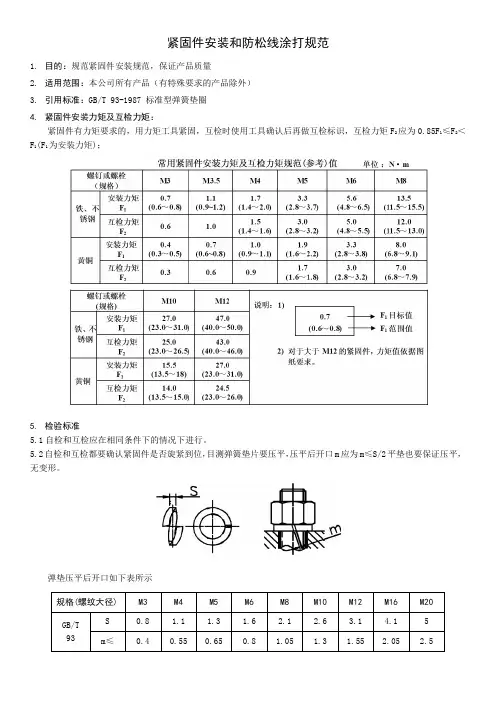
4. 紧固件安装力矩及互检力矩:
紧固件有力矩要求的,用力矩工具紧固,互检时使用工具确认后再做互检标识,互检力矩F 2
应为0.85F 1≤F 2<F 1(F 1为安装力矩);
5.
6.6.4.1紧固件为M8及M8以上的,用红黑平行线条表示,自检时用黑笔涂打,互检时用红笔涂打;两条平行线间距为2-3mm 。
图片一在可视部位从螺母的侧面及螺纹处打到基材的表面; 图片二在可视部位从螺栓的头部中心位置附近打到基材的表面; 图片三在可视部位从圆螺钉的头部中心位置附近打到基材的表面。
6.4.2紧固件为M8以下的,用一条黑线和一个红点表示,自检时用黑笔涂打,互检时用红笔涂打;
图片一在可视部位黑线从螺母的侧面及螺纹处打到基材的表面,红点在螺母上邻近黑线的可视部位涂
打;
图片二在可视部位黑线从螺栓的头部中心位置附近打到基材的表面,红点在螺栓上邻近黑线的可视部
位涂打;
图片三在可视部位黑线从螺钉头部位置打到固件的表面,红点在螺钉头上邻近黑线的可视部位涂打。
6.4.3其他类型
图片一对于空间小无法正常使用记号画笔线的部位,要在可视部位的螺栓、螺母或螺钉上涂打红黑点
表示:自检画黑点,互检画红点;
图片二因多数电缆旋紧件固定面基材是保温材,所以电缆线旋紧件自检互检线都画到保温材料上,用
底座上
画6.5。
1 车辆紧固件的划线作业要求1.1 螺栓、螺母划线时,优先采用垂直方向划线方式,其次采用水平方向划线方式。
1.2 同部件的螺栓、螺母划线方向须保持一致,成一条线。
1.3 螺栓、螺母的划线须便于检查,清晰可见,不要在隐蔽处划线。
走行部的螺栓划线方向应便于俯视检查时观察到。
1.4 紧固件的防松划线标记应使用便于辨认的同一颜色油漆笔,建议优先采用红色;如部件底色已为红色,则油漆笔颜色建议优先采用黄色。
1.5 对M6 以上的螺栓、螺母防松划线宽度为(3-5)mm ,与螺栓连接的部件上划线长度为(8-12)mm 。
对M6及以下的螺栓、螺母防松划线宽度为(1-2)mm ,与螺栓连接的部件上划线长度为(4-8)mm 。
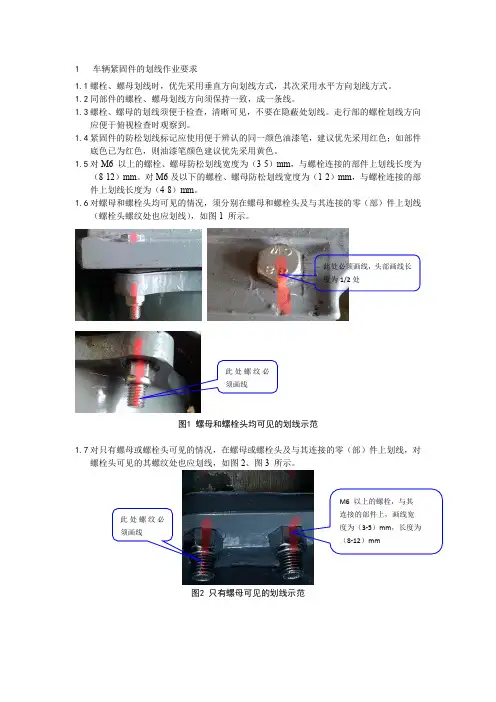
1.6 对螺母和螺栓头均可见的情况,须分别在螺母和螺栓头及与其连接的零(部)件上划线(螺栓头螺纹处也应划线),如图1 所示。
图1 螺母和螺栓头均可见的划线示范1.7 对只有螺母或螺栓头可见的情况,在螺母或螺栓头及与其连接的零(部)件上划线,对螺栓头可见的其螺纹处也应划线,如图2、图3 所示。
图2 只有螺母可见的划线示范此处必须画线,头部画线长度为1/2处此处螺纹必须画线M6 以上的螺栓,与其连接的部件上,画线宽 度为(3-5)mm ,长度为 (8-12)mm此处螺纹必须画线图3 只有螺栓头可见的划线示范1.8 对M5 以下的小螺栓、小螺母,如不方便划线,则用画点方式替代。
即对紧固在一起的所有紧固件(包括垫片)表面取一处用油漆笔画圆点完整覆盖,要求所画圆点面积大小合适,圆点图案完整。
画点方式可结合具体紧固件自定,如图4所示。
图4 小螺栓头画点示范此处必须画线,头部画线长度为1/2处此处画点观察到的点错位痕迹观察到的点错位痕迹图5 检查画点可看到的错位痕迹2车辆气管接头的划线作业要求2.1 对采用气管头螺母、连接锁紧螺母和安装座来固定气管的情况,划线要求是:气管头螺母划螺母高度的一半+连接锁紧螺母全划+安装座(6-8mm )(连续划线)。
紧固件安装力矩要求和防松线涂打规范(总2页)-CAL-FENGHAI.-(YICAI)-Company One1-CAL-本页仅作为文档封面,使用请直接删除紧固件安装和防松线涂打规范1.目的:规范紧固件安装规范,保证产品质量2.适用范围:本公司所有产品(有特殊要求的产品除外)3.引用标准:GB/T 93-1987 标准型弹簧垫圈4.紧固件安装力矩及互检力矩:紧固件有力矩要求的,用力矩工具紧固,互检时使用工具确认后再做互检标识,互检力矩F2应为0.85F1≤F2<F1(F1为安装力矩);5.检验标准5.1自检和互检应在相同条件下的情况下进行。
5.2自检和互检都要确认紧固件是否旋紧到位,目测弹簧垫片要压平,压平后开口m应为m≤S/2平垫也要保证压平,无变形。
弹垫压平后开口如下表所示6.涂打防松线6.1 使用工具:油漆记号笔6.2 线条宽度:1.5~2mm6.3 涂打说明及要求6.3.1 以下所指基材的表面均指距平垫外沿5~10mm处:紧固件中无平垫的,基材的表面是指距螺栓、螺钉或螺母侧面5~10mm处:6.3.2 需在螺母端画防松线的,对于露出螺丝长度为5mm以内的,防松线涂满整个螺丝,对于露出螺纹长度大于5mm的螺栓,螺丝上的防松线长度在5~15mm范围内;6.3.3 涂打防松线以前,须将溢流到紧固件外的螺纹锁固剂、二硫化钼等油脂擦拭干净;6.3.4 同一部件、批次的防松线要保持一致、美观。
6.4 涂打方法6.4.1 紧固件为M8及M8以上的,用红黑平行线条表示,自检时用黑笔涂打,互检时用红笔涂打;两条平行线间距为2-3mm。
图片一在可视部位从螺母的侧面及螺纹处打到基材的表面;图片二在可视部位从螺栓的头部中心位置附近打到基材的表面;图片三在可视部位从圆螺钉的头部中心位置附近打到基材的表面。
6.4.2 紧固件为M8以下的,用一条黑线和一个红点表示,自检时用黑笔涂打,互检时用红笔涂打;图片一在可视部位黑线从螺母的侧面及螺纹处打到基材的表面,红点在螺母上邻近黑线的可视部位涂打;图片二在可视部位黑线从螺栓的头部中心位置附近打到基材的表面,红点在螺栓上邻近黑线的可视部位涂打;图片三在可视部位黑线从螺钉头部位置打到固件的表面,红点在螺钉头上邻近黑线的可视部位涂打。
紧固件安装和防松线涂打规范1.目的:规范紧固件安装规范,保证产品质量2.适用范围:本公司所有产品(有特殊要求的产品除外)3.引用标准:GB/T 93-1987 标准型弹簧垫圈4.紧固件安装力矩及互检力矩:紧固件有力矩要求的,用力矩工具紧固,互检时使用工具确认后再做互检标识,互检力矩F2应为0.85F1≤F2<F1(F1为安装力矩);5.检验标准5.1自检和互检应在相同条件下的情况下进行。
5.2自检和互检都要确认紧固件是否旋紧到位,目测弹簧垫片要压平,压平后开口m应为m≤S/2平垫也要保证压平,无变形。
弹垫压平后开口如下表所示6.涂打防松线6.1 使用工具:油漆记号笔6.2 线条宽度:1.5~2mm6.3 涂打说明及要求6.3.1 以下所指基材的表面均指距平垫外沿5~10mm处:紧固件中无平垫的,基材的表面是指距螺栓、螺钉或螺母侧面5~10mm处:6.3.2 需在螺母端画防松线的,对于露出螺丝长度为5mm以内的,防松线涂满整个螺丝,对于露出螺纹长度大于5mm 的螺栓,螺丝上的防松线长度在5~15mm范围内;6.3.3 涂打防松线以前,须将溢流到紧固件外的螺纹锁固剂、二硫化钼等油脂擦拭干净;6.3.4 同一部件、批次的防松线要保持一致、美观。
6.4 涂打方法6.4.1 紧固件为M8及M8以上的,用红黑平行线条表示,自检时用黑笔涂打,互检时用红笔涂打;两条平行线间距为2-3mm。
图片一在可视部位从螺母的侧面及螺纹处打到基材的表面;图片二在可视部位从螺栓的头部中心位置附近打到基材的表面;图片三在可视部位从圆螺钉的头部中心位置附近打到基材的表面。
6.4.2 紧固件为M8以下的,用一条黑线和一个红点表示,自检时用黑笔涂打,互检时用红笔涂打;图片一在可视部位黑线从螺母的侧面及螺纹处打到基材的表面,红点在螺母上邻近黑线的可视部位涂打;图片二在可视部位黑线从螺栓的头部中心位置附近打到基材的表面,红点在螺栓上邻近黑线的可视部位涂打;图片三在可视部位黑线从螺钉头部位置打到固件的表面,红点在螺钉头上邻近黑线的可视部位涂打。

生产中的紧固标识一、 适用范围本规程适用于变桨各种紧固件的生产过程中的紧固标识涂打。
二、 防松标记意义涂打防松标记是为了易于观察紧固件是否产生松动,并且表明该紧固件已经按照要求紧固,以便和未作紧固的紧固件区分开,避免紧固件在安装时存在漏紧的现象。
三、 一般要求✧使用油漆笔涂打防松标记,保证防松标记干燥后不易被擦掉。
✧防松标记的颜色遵从本规程的技术要求,如无特殊要求,车间装配使用黑色油漆笔。
质检使用红色油漆笔。
✧防松标记的线条宽度应根据紧固件和被连接件的大小规格而定。
对于涂打防松标记处的紧固件、接口外径小于 10mm 的防松标记宽度应为1.5mm~2.0mm;对于涂打防松标记处的紧固件、接口外径大于等于10mm 的防松标记宽度应为 2.5mm~4.0mm;四、 一般技术要求✧涂打前确认紧固件已紧固(已达到扭矩要求或弹垫已压平)。
✧防松标记要涂打在利于观察的位置上,且标记清晰、整齐、美观。
✧由于紧固件的垫圈处间隙较小,允许防松标记在垫圈缝隙处断开,但必须保证防松标记在一条直线上。
✧防松标记在同一平面的朝向,在空间允许的情况下应保持一致。
✧需前期预加工的零件,应在预加工阶段进行防松标记涂打。
五、 标记方法5.1M5 以下紧固件按图示位置标记黑色圆点5.2M5 ~M8紧固件自检时涂黑线连接,质检时涂打红色圆点。
从螺母端紧固的,在可视部位黑线从固定件的表面打到螺母的侧面,红点在黑线相邻螺母的可视部位涂打;从螺栓端紧固的,在可视部位黑线从螺栓的头部打到固定件的表面,红点在黑线相邻螺栓的可视部位涂打;5.3M8 及以上紧固件用两条红黑平行线条标记,自检时用黑笔涂打,质检时用红笔涂打。
从螺母端紧固的,在可视部位从固定件的表面打到螺母的侧面;从螺栓端紧固的,在可视部位从螺栓的头部打到被固定件的表面;5.4对于空间小无法正常使用记号笔的部位,要在可视部位的螺栓或螺母上涂打一红黑点表示;自检时用黑点,质检时用红点。
5.5沉头螺钉在可视部位按垂直方向打红黑两条防松标记。


转机设备地脚螺栓防松标记标准一、螺栓防松标记1、螺栓、螺母、紧固件等涂抹防松标记的作用:A、可以装配过程中起到检查作用,避免螺栓遗漏或忘记紧固。
B、可以明显直观地观测和发现螺栓由于各种震动等原因而造成的松动现象,以便及时对设备发现的隐患及时维护。
C、缩短巡检、点检时间。
D、对其进行统一规范。
2、使用工具油漆记号笔3、线条宽度及长度线宽0.5mm~3mm线宽要根据紧固件的大小在0.5mm~3mm 内选用,无论选用线条多宽,线条都必须保证清晰、连续线长从螺母侧涂打的标记线要伸出螺母不小于5mm从螺栓头部涂打的标记线伸出到配件不小于5mm。
4不同紧固件防松标记涂打部位示意图外六角螺栓防松标记涂打形式示意图内六角螺栓防松标记涂打形式示意图线管接头和电线接头防松标记制动管接头防松标记弯头及三通处的防松标记配件安装防松标记涂打要求配件安装用螺栓螺母的防松标记有几种规定为了便于管理和操作现5、涂打要求M6 及以上的螺栓螺母用一条红或黑色线条表示涂打从螺母端紧固的在可视部位从固定件的表面打到螺母的侧面从螺栓端紧固的在可视部位从固定件的表面打到螺栓的头部M6 以下的螺栓螺母用一条黑线和一个红点表示从螺母端紧固的在可视部位黑线从固定件的表面打到螺母的侧面红点在黑线相邻螺母的可视部位涂打从螺栓端紧固的在可视部位黑线从螺栓的头部打到固定件的表面红点在黑线相邻螺栓的可视部位涂打空间狭窄处对于空间小无法正常使用记号笔的部位要在可视部位的螺栓或螺母上涂打一红黑点表示管接头油系统管路及给水、给气管路的活接在可视部位从活弯基部横跨活接螺母到活弯的另一侧划一条线管路在可视部位从活接的一侧横跨活接螺母到活接的另一侧划一条线新风道、设备板、法兰连接图示安装及相关设备件M6 及以上的螺栓从固定件表面到螺栓的头部或螺母的侧面在可视部位涂打红或黑一条的防松标记线条图示转动部分防松标记转动部分紧固件紧固后紧固件用白色油漆笔刻打一宽度为3mm 的防松检查线见图图1 防松标记方向要求示意图图2 防松标记方向示例图对于类似联轴节连接方式的紧固螺栓在刻打时应用直尺配合要求防松线平直不得有弯曲出现线条贯穿紧固件和被联结体见下图。
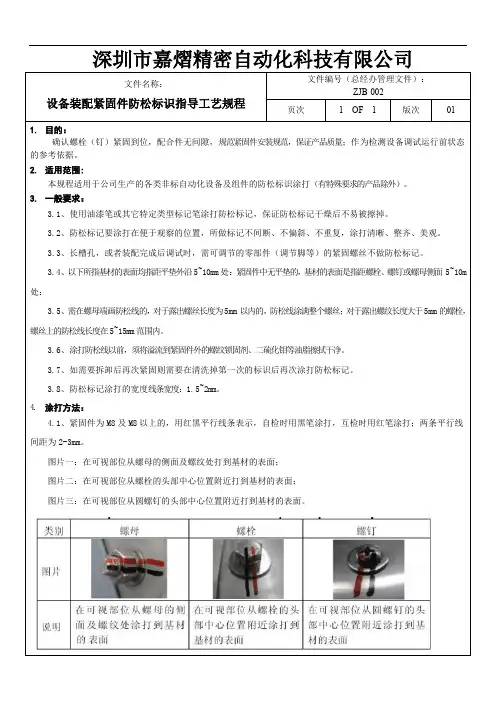
深圳市嘉熠精密自动化科技有限公司1.目的:确认螺栓(钉)紧固到位,配合件无间隙,规范紧固件安装规范,保证产品质量;作为检测设备调试运行前状态的参考依据。
2.适用范围:本规程适用于公司生产的各类非标自动化设备及组件的防松标识涂打(有特殊要求的产品除外)。
3.一般要求:3.1、使用油漆笔或其它特定类型标记笔涂打防松标记,保证防松标记干燥后不易被擦掉。
3.2、防松标记要涂打在便于观察的位置,所做标记不间断、不偏斜、不重复,涂打清晰、整齐、美观。
3.3、长槽孔,或者装配完成后调试时,需可调节的零部件(调节脚等)的紧固螺丝不做防松标记。
3.4、以下所指基材的表面均指距平垫外沿5~10mm处:紧固件中无平垫的,基材的表面是指距螺栓、螺钉或螺母侧面5~10m 处:3.5、需在螺母端画防松线的,对于露出螺丝长度为5mm以内的,防松线涂满整个螺丝;对于露出螺纹长度大于5mm的螺栓,螺丝上的防松线长度在5~15mm范围内。
3.6、涂打防松线以前,须将溢流到紧固件外的螺纹锁固剂、二硫化钼等油脂擦拭干净。
3.7、如需要拆卸后再次紧固则需要在清洗掉第一次的标识后再次涂打防松标记。
3.8、防松标记涂打的宽度线条宽度:1.5~2mm。
4.涂打方法:4.1、紧固件为M8及M8以上的,用红黑平行线条表示,自检时用黑笔涂打,互检时用红笔涂打;两条平行线间距为2-3mm。
图片一:在可视部位从螺母的侧面及螺纹处打到基材的表面;图片二:在可视部位从螺栓的头部中心位置附近打到基材的表面;图片三:在可视部位从圆螺钉的头部中心位置附近打到基材的表面。
4.2、紧固件为M8以下的,用一条黑线和一个红点表示,自检时用黑笔涂打,互检时用红笔涂打;图片一:在可视部位黑线从螺母的侧面及螺纹处打到基材的表面,红点在螺母上邻近黑线的可视部位涂打;图片二:在可视部位黑线从螺栓的头部中心位置附近打到基材的表面,红点在螺栓上邻近黑线的可视部位涂打;图片三:在可视部位黑线从螺钉头部位置打到固件的表面,红点在螺钉头上邻近黑线的可视部位涂打。
紧固件防松措施及防松试验方法、拧紧试验方法 针对螺纹紧固件松动的问题,人们采取各种积极有效的措施,为螺纹紧固件的发展注入新的活力。
从各种标准和文献中可以看到,螺纹紧固件防松技术和防松结构很多,总结起来主要包括摩擦防松、直接锁紧、破坏运动副关系和粘结等几类方法。
(一)摩擦防松1.控制预紧力控制安装预紧力是防止螺纹紧固件松动的经济有效措施之一,这种方法利用螺纹的自锁条件,不需要对螺栓、螺母结构做任何改动,通过保证合适的预紧力来防松。
对于安装控制要求特别高的使用场合,采用直接控制的方法,在安装过程中测量预紧力,并加以控制,目前常用的方法有采用带测力装置的安装机,如液压安装机,对螺栓施加规定的轴向负荷,使其产生弹性变形,在旋紧螺母,完成装配。
也有采用测量螺栓应力或应变形的方法测定预紧力,据此进行安装控制。
一般情况下,直接控制安装预紧力需要使用专门的装置或掌握专门的技术,难予推广。
为了以经济的方法获得满意的预紧力,更多的采取间接测量和控制预紧力的方法,即扭矩控制法。
扭矩控制法通过扭矩系数将预紧力换算成装配扭矩,使用定扭矩或测扭矩装配机或扳手控制装配扭矩,或利用紧固件自身结构保证拧紧扭矩(如扭剪型螺栓连接副),间接达到控制预紧力的目的。
为了达到预期的目的,要求连接副的扭矩系数能预先准确测定,并保证同批零件的扭矩系数离散性不大。
如,GB/T1231-1991中明确规定同批连接副的扭矩系数平均值为 0.110-0.150,扭矩系数标准偏差应小于或乖于 0.001%。
在工程实践中,也有采用转角法、屈服点拧紧法等控制方法的。
2.有效力矩型紧固件有效力矩型紧固件是在普通紧固件结构基础上增加了有效力矩部分,其作用是在连接副中增加一个不随外力变化的阻力矩。
有效力矩部分主要是加在螺母上,在外螺纹上加有效力矩部分的产品比较少见。
全金属有效力矩型锁紧螺母,一类是利用螺母体上螺纹加工完成后螺母体变形,使螺纹发生轴向或径向变形,造成装配时内外螺纹局部出现干涉产生有效力矩,由于受变形量和变形前毛坯变形阻力和几何精度的影响,对加工工艺要求高,有效力矩控制难度大;另一类是将有效力矩部分减薄,收口或开槽后收口,目前国内主要在军工行业使用较多;第三类是在螺母体内嵌入金属弹性元件,装配时外螺纹迫使弹性元件变形,产生有效力矩,这类螺母对弹性元件弹性及嵌件的位置的要求较高,有时会划伤外螺纹表面。
紧固件安装力矩要求和防松线涂打规范可编辑Coca-cola standardization office【ZZ5AB-ZZSYT-ZZ2C-ZZ682T-ZZT18】紧固件安装和防松线涂打规范1.目的:规范紧固件安装规范,保证产品质量2.适用范围:本公司所有产品(有特殊要求的产品除外)3.引用标准:GB/T 93-1987 标准型弹簧垫圈4.紧固件安装力矩及互检力矩:紧固件有力矩要求的,用力矩工具紧固,互检时使用工具确认后再做互检标识,互检力矩F2应为≤F2<F1(F1为安装力矩);5.检验标准自检和互检应在相同条件下的情况下进行。
自检和互检都要确认紧固件是否旋紧到位,目测弹簧垫片要压平,压平后开口m应为m≤S/2平垫也要保证压平,无变形。
弹垫压平后开口如下表所示6.涂打防松线使用工具:油漆记号笔线条宽度:~2mm涂打说明及要求以下所指基材的表面均指距平垫外沿5~10mm处:紧固件中无平垫的,基材的表面是指距螺栓、螺钉或螺母侧面5~10mm处:需在螺母端画防松线的,对于露出螺丝长度为5mm以内的,防松线涂满整个螺丝,对于露出螺纹长度大于5mm的螺栓,螺丝上的防松线长度在5~15mm范围内;涂打防松线以前,须将溢流到紧固件外的螺纹锁固剂、二硫化钼等油脂擦拭干净;同一部件、批次的防松线要保持一致、美观。
涂打方法紧固件为M8及M8以上的,用红黑平行线条表示,自检时用黑笔涂打,互检时用红笔涂打;两条平行线间距为2-3mm。
图片一在可视部位从螺母的侧面及螺纹处打到基材的表面;图片二在可视部位从螺栓的头部中心位置附近打到基材的表面;图片三在可视部位从圆螺钉的头部中心位置附近打到基材的表面。
紧固件为M8以下的,用一条黑线和一个红点表示,自检时用黑笔涂打,互检时用红笔涂打;图片一在可视部位黑线从螺母的侧面及螺纹处打到基材的表面,红点在螺母上邻近黑线的可视部位涂打;图片二在可视部位黑线从螺栓的头部中心位置附近打到基材的表面,红点在螺栓上邻近黑线的可视部位涂打;图片三在可视部位黑线从螺钉头部位置打到固件的表面,红点在螺钉头上邻近黑线的可视部位涂打。
螺栓防松作业规范
一、串联钢丝防松
1、严格按照图纸要求执行;
2、螺丝串联时必须使用低碳钢钢丝;
3、串联原则:当一个螺栓有松动的趋势,它应该拉动铁丝,让临近的螺栓有旋紧的趋势。
4、串联方法:将钢丝穿入各螺纹头部的孔内,将各螺钉串联起来,使其相互制动。
也可以采用以下串联方法:
注意:使用时必须注意钢丝的穿入方向,必须实现:两个串联的螺栓,当其中一个螺栓松时使得另一个螺栓变得更紧固。
二、螺纹紧固胶防松
1、严格按照图纸要求的位置使用紧固胶防松;
2、正确使用螺纹胶,具体参见《紧固胶使用规范》。
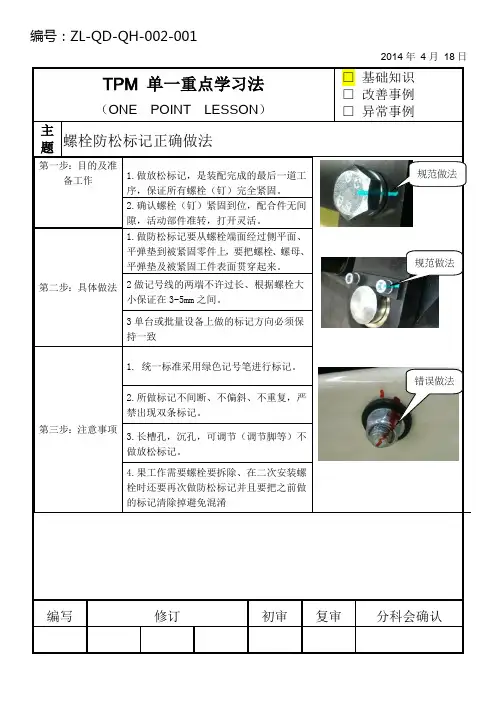
三、防松标记
有防松要求的螺栓,紧固后使用红色金属记号笔在螺栓与安装面连接处做标记,作为最后拧紧位置。
四、扭矩扳手的使用
关键螺栓必须使用扭矩扳手紧固,在扳手上调整到你需要的扭矩值,用扳手锁螺栓的时候当到达扭矩值就会发出咔嗒声。
这时要马上松开螺栓,以免过扭。
整车螺纹紧固件防松标记要求
1.目的
统一规范螺纹紧固件的防松标记方法,使其具有可操作性,并提高防松标记的美观性。
2.适用范围
本要求适用于各种工程车辆螺纹紧固件的防松标记方法。
3.标记方法
3.1使用工具
油性记号笔(白色),特殊情况下经工艺确认可使用其它颜色记号笔。
3.2线条宽度及长度
线宽:1mm~3mm,线宽要根据紧固件的大小在1mm~3mm 内选用,螺栓(螺母)M3~M5线宽选用1mm左右,螺栓(螺母)M6~M12线宽选
用2mm左右,螺栓(螺母)M14以上线宽选用3mm。
无论选用多宽的
线条,都必须保证清晰、连续;注:线宽大小可根据实际情况做适当
调整。
线长:从螺母侧涂打的,标记线要伸出螺母不小于5mm;从螺栓(螺钉)头部涂打的,标记线伸出到配件不小于5mm。
3.3标记方法
从螺母端紧固的,在可视部位从固定件的表面涂打到螺母的侧面,延伸线不小于5mm;
从螺栓(螺钉)端紧固的,在可视部位从固定件的表面涂打到螺栓(螺钉)的头部,延伸线不小于5mm;
防松标记刻打后要求线条均匀、平直,并应涂打在可视位置,对于同一零部件由多个相同规格紧固件安装的,要求防松标记涂打方向保持一致。
注:
在返修或重打防松标记时,需要将原有的标记清除干净后,再做好防松标记,标记方法同上。
紧固件的防松标记要求
附件3 紧固件的防松标记要求
(规范性附录)
1接线端子紧固标记的要求
通过扭力工具确认端子已紧固后,高压电路按表1打确认标记,低压电路按表2和表3打确认标记。
表1.高压电路
表2.低压电路(M5及M5以上)
表3.低压电路(M5以下)
2 安装紧固件的紧固标记要求
2.1 M8及以上的螺栓螺母
2.1.1 用两条红黑平行线条表示,自检时用黑笔涂打,互检时用红笔涂打;
2.1.2 从螺母端紧固的,在可视部位从固定件的表面打到螺母的侧面;
2.1.3 从螺栓端紧固的,在可视部位从固定件的表面打到螺栓的头部;
2.2 M8以下的螺栓螺母
2.2.1 用一条黑线和一个红点表示,自检时用黑笔涂打,互检时用红笔涂打;
2.2.2从螺母端紧固的,在可视部位黑线从固定件的表面打到螺母的侧面,红点在黑线相邻螺母的可视部位涂打;
2.2.3从螺栓端紧固的,在可视部位黑线从螺栓的头部打到固定件的表面,红点在黑线相邻螺栓的可视部位涂打;
2.3 空间狭窄处
对于空间小无法正常使用记号笔的部位,要在可视部位的螺栓或螺母上涂打一红黑点表示;自检时用黑点,互检时用红点;
类别
(1) 用螺母紧固时 (2-1) 用螺栓紧固时 (2-2) 用小螺丝紧固
时。
附件3 紧固件的防松标记要求
(规范性附录)
1接线端子紧固标记的要求
通过扭力工具确认端子已紧固后,高压电路按表1打确认标记,低压电路按表2和表3打确认标记。
表1.高压电路
表2.低压电路(M5及M5以上)
表3.低压电路(M5以下)
2 安装紧固件的紧固标记要求
2.1 M8及以上的螺栓螺母
2.1.1 用两条红黑平行线条表示,自检时用黑笔涂打,互检时用红笔涂打;
2.1.2 从螺母端紧固的,在可视部位从固定件的表面打到螺母的侧面;
2.1.3 从螺栓端紧固的,在可视部位从固定件的表面打到螺栓的头部;
2.2 M8以下的螺栓螺母
2.2.1 用一条黑线和一个红点表示,自检时用黑笔涂打,互检时用红笔涂打;
2.2.2从螺母端紧固的,在可视部位黑线从固定件的表面打到螺母的侧面,红点在黑线相邻螺母的可视部位涂打;
2.2.3从螺栓端紧固的,在可视部位黑线从螺栓的头部打到固定件的表面,红点在黑线相邻螺栓的可视部位涂打;
2.3 空间狭窄处
对于空间小无法正常使用记号笔的部位,要在可视部位的螺栓或螺母上涂打一红黑点表示;自检时用黑点,互检时用红点;
类别
(1) 用螺母紧固时 (2-1) 用螺栓紧固时 (2-2) 用小螺丝紧固
时。