SMT用焊锡膏
- 格式:ppt
- 大小:3.88 MB
- 文档页数:73
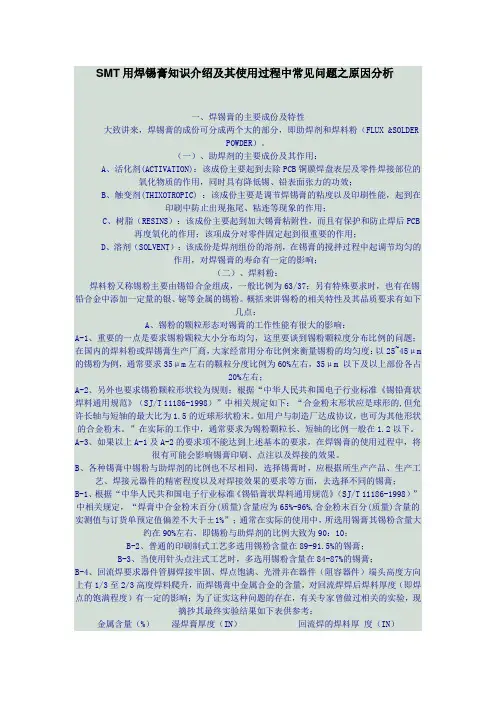
SMT用焊锡膏知识介绍及其使用过程中常见问题之原因分析一、焊锡膏的主要成份及特性大致讲来,焊锡膏的成份可分成两个大的部分,即助焊剂和焊料粉(FLUX &SOLDERPOWDER)。
(一)、助焊剂的主要成份及其作用:A、活化剂(ACTIVATION):该成份主要起到去除PCB铜膜焊盘表层及零件焊接部位的氧化物质的作用,同时具有降低锡、铅表面张力的功效;B、触变剂(THIXOTROPIC) :该成份主要是调节焊锡膏的粘度以及印刷性能,起到在印刷中防止出现拖尾、粘连等现象的作用;C、树脂(RESINS):该成份主要起到加大锡膏粘附性,而且有保护和防止焊后PCB再度氧化的作用;该项成分对零件固定起到很重要的作用;D、溶剂(SOLVENT):该成份是焊剂组份的溶剂,在锡膏的搅拌过程中起调节均匀的作用,对焊锡膏的寿命有一定的影响;(二)、焊料粉:焊料粉又称锡粉主要由锡铅合金组成,一般比例为63/37;另有特殊要求时,也有在锡铅合金中添加一定量的银、铋等金属的锡粉。
概括来讲锡粉的相关特性及其品质要求有如下几点:A、锡粉的颗粒形态对锡膏的工作性能有很大的影响:A-1、重要的一点是要求锡粉颗粒大小分布均匀,这里要谈到锡粉颗粒度分布比例的问题;在国内的焊料粉或焊锡膏生产厂商,大家经常用分布比例来衡量锡粉的均匀度:以25~45μm 的锡粉为例,通常要求35μm左右的颗粒分度比例为60%左右,35μm 以下及以上部份各占20%左右;A-2、另外也要求锡粉颗粒形状较为规则;根据“中华人民共和国电子行业标准《锡铅膏状焊料通用规范》(SJ/T 11186-1998)”中相关规定如下:“合金粉末形状应是球形的,但允许长轴与短轴的最大比为1.5的近球形状粉末。
如用户与制造厂达成协议,也可为其他形状的合金粉末。
”在实际的工作中,通常要求为锡粉颗粒长、短轴的比例一般在1.2以下。
A-3、如果以上A-1及A-2的要求项不能达到上述基本的要求,在焊锡膏的使用过程中,将很有可能会影响锡膏印刷、点注以及焊接的效果。
中温无铅锡膏知识
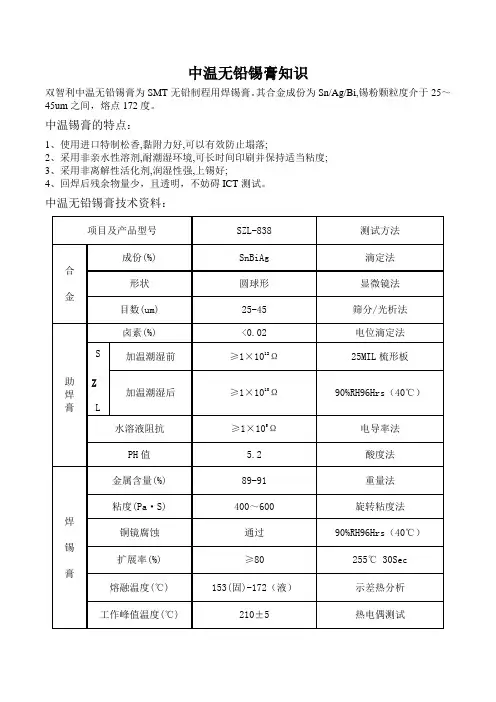
双智利中温无铅锡膏为SMT无铅制程用焊锡膏。
其合金成份为Sn/Ag/Bi,锡粉颗粒度介于25~45um之间,熔点172度。
中温锡膏的特点:
1、使用进口特制松香,黏附力好,可以有效防止塌落;
2、采用非亲水性溶剂,耐潮湿环境,可长时间印刷并保持适当粘度;
3、采用非离解性活化剂,润湿性强,上锡好;
4、回焊后残余物量少,且透明,不妨碍ICT测试。
中温无铅锡膏技术资料:
项目及产品型号SZL-838 测试方法
合金
成份(%) SnBiAg 滴定法
形状圆球形显微镜法目数(um) 25-45 筛分/光析法
助焊膏
卤素(%) <0.02 电位滴定法
S
Z
L
加温潮湿前≥1×1012Ω25MIL梳形板
加温潮湿后≥1×1010Ω90%RH96Hrs(40℃)水溶液阻抗≥1×105Ω电导率法PH值 5.2 酸度法
焊锡膏
金属含量(%) 89-91 重量法
粘度(Pa·S) 400~600 旋转粘度法
铜镜腐蚀通过90%RH96Hrs(40℃)扩展率(%) ≥80 255℃ 30Sec
熔融温度(℃) 153(固)-172(液)示差热分析
工作峰值温度(℃) 210±5 热电偶测试。
SMT锡膏印刷工艺介绍1. 引言表面贴装技术(Surface Mount Technology,简称SMT)是电子制造中的一种重要工艺。
其中,SMT锡膏印刷工艺是SMT工艺流程中的关键步骤之一。
本文将介绍SMT锡膏印刷工艺的基本原理、流程和注意事项。
2. SMT锡膏印刷工艺原理SMT锡膏印刷工艺是将锡膏通过印刷工具,将其均匀地印刷在印刷板(PCB)上的过程。
SMT锡膏印刷的目的是为了在印刷板上的焊盘上形成一层适当的锡膏厚度,以实现电子元件和印刷板之间的连接。
在SMT锡膏印刷工艺中,主要涉及以下几个要素:2.1 锡膏锡膏是SMT锡膏印刷工艺中必不可少的材料。
锡膏通常由锡粉、助熔剂和粘合剂组成。
锡粉主要提供导电性能,助熔剂则使锡膏在焊接过程中熔化,粘合剂则有助于锡膏粘附在印刷板上。
2.2 刮刀刮刀是SMT锡膏印刷工艺中常用的印刷工具。
刮刀通常由橡胶或塑料制成,用于将锡膏均匀地刮在印刷板上。
2.3 印刷板印刷板是进行SMT锡膏印刷的基础材料。
印刷板上的焊盘是焊接电子元件的关键部分,SMT锡膏印刷需要将锡膏均匀地印刷在焊盘上。
3. SMT锡膏印刷工艺流程SMT锡膏印刷工艺一般包括以下几个步骤:3.1 准备工作在SMT锡膏印刷之前,首先需要准备好所需的工具和材料。
包括锡膏、刮刀、印刷板等。
3.2 调试设备在进行正式的SMT锡膏印刷前,需要对印刷设备进行调试。
调试包括设定刮刀的刮刀压力、速度等参数,以确保锡膏能够正确地刮印在印刷板上。
3.3 涂覆锡膏将准备好的锡膏涂覆在印刷板上。
涂覆时需要注意锡膏的均匀性和厚度的控制,以确保焊盘上的锡膏分布良好。
3.4 刮印锡膏利用刮刀将涂覆在印刷板上的锡膏进行刮印。
刮印时需要保持一定的速度和压力,以使锡膏均匀地贴合在焊盘上。
3.5 检查质量刮印完成后,需要进行质量检查。
主要检查刮印的锡膏的均匀性、厚度和与焊盘的贴合情况。
若发现问题,需要及时进行调整和修正。
3.6 清洗设备SMT锡膏印刷工艺完成后,需要对印刷设备和刮刀进行清洗。
*****有限公司
工作指令文件修改记录表
****** 有限公司部门工作指令编号:WI.PNSMT.201 第 4 页,共 4 页
3.5.2报废预警:参照《焊锡膏专用管理卡片》注明的有效期,离有效期不足7天
的焊锡膏,须隔离放置在预警冰箱或预警区域中,优先使用。
当预警锡膏批
量大至预警期内无法消化完时,应及时反馈生技、质量部门,会同供应商解
决。
3.5.3报废锡膏的隔离:经过确认为报废的焊锡膏,在未退仓前,须隔离放置
3.5.4废弃物处理:沾有焊锡膏的手套、碎布、纸、瓶等物品要扔入危险品垃圾箱
中;焊锡膏的安全使用参见相关的MSDS.
四.记录
《焊锡膏使用管理表》保存期12个月,由质量部保存.
《焊锡膏使用进出管制标签》
《焊锡膏专用管理卡片》。
锡膏焊接原理介绍中英文版精华Principles of Soldering一、润湿Wetting润湿是焊接行为中的主角,其接合即是利用液态焊锡润湿在基材上而达到接合的效果,这种现象正如水倒在固体表面上完全一样,不同的是当温度降低后,焊锡凝固而形成焊接点。
当焊锡润湿在基材上时,两者之间以化学键结合,而形成一种连续性的结合。
但在实际情况下基材常因受空气及周边环境的侵蚀,而会有一层氧化层。
氧化层会阻挡焊锡而无法达到好的润湿效果,其现象正如水倒在满是油脂的盘上,水只聚集在部分地方,无法全面均匀分布在盘子上。
如果我们未能将氧化层除去,即使勉强沾上焊锡,其结合力量也是非常弱的。
一涂有油脂的金属薄板浸到水中,没有润湿现象,不管它上面所涂的油脂多薄,它可能完全看不到,但水会成球状的水滴,一摇即掉。
因此,水并未润湿或粘在金属薄板上。
如将此金属薄板放入清洗剂中加以清洗,并小心地干燥。
再把它浸入水中,液体将完全地扩散到金属薄板的表面而形成一薄、均匀的膜层,再怎么摇也不会掉,即它已经润湿了此金属薄板。
因此,当焊锡表面和金属表面也很干净时,焊锡一样会润湿金属表面。
其清洁水准的要求比水于金属板上还要高很多,因为焊锡和金属之间必需是紧密的连接。
而极薄的氧化层也将防碍金属表面上焊锡的润湿作用。
Wetting is the leading role in soldering,and its bonding is made by wetting substrates using liquid solders to achieve the bonding effect.This phenomenon is just like water being poured on the surfaces of solids.What is different is that after temperature drops,the solder will be condensed and forms welds.When solders wet the substrates,both are bonded by chemical bonds and form a kind of successive bonding.However,as the case may be,substrates are eroded by air and surrounding environments,hence a coat of oxide. The oxide coat will stop solders from achieving the wetting effect.The phenomenon is just like water being poured on a plate full of grease,and water is only concentrated on part ofplaces and it is unable to be well distributed on the plate.If we are unable to remove the oxide coat,even it is reluctantly soldered,the bonding strength is very weak.When metal plates applied with grease are dipped in water,there is no wetting.No matter how thin the grease is applied to the surface,it will be completely invisible.But water will become sphere shaped water drops and will drop the time it is shaken.Therefore,water is not wetted or stuck to the thin metal plates.If metal plates are placed in cleaning agents to be rinsed and are made dry with care,and then dipped in water,the liquids will be completely spread on the surfaces of such metal plates forming a thin and well distributed film.It will not drop however you shake it,that is,it has already wetted such a metal plate.Therefore,when soldering surfaces and metal surfaces are also very clean,solders will also wet the surfaces of such metal.The requirement of the cleaning level is more than the water on metal,for there must be close bonding between solders and metals.The extremely thin oxide coat will also hinder the solder wetting effect on metal surfaces.二、助焊剂的作用助焊剂的作用就像溶剂对涂有油脂的金属薄板一样,溶剂去除油脂,让水润湿金属表面和减少表面张力。
SMT--锡膏储存和使用操作规范S M T----锡膏的存储和使用操作规范1、目的本规范规定了焊膏的妥善存储及正确使用方法。
避免在存储及使用过程中,由于操作不当破坏焊膏的原有特性,对S M T生产带来不良影响。
2、范围本规范适用于x x x x光电科技有限公司用于S M T回流焊接工艺使用的所有焊膏。
3、术语和定义焊膏:由粉末状焊粉合金、焊剂和一些起粘性作用及其他作用的添加剂混合制成具有一定粘度和良好触变性的焊料膏。
4、存储和使用4.1锡膏的品牌和型号除非生产和工艺的特殊需求,生产线上使用的焊膏的品牌和型号必须经过认证部门的认证。
4.2锡膏购进锡膏购进时,要贴上关键辅料管控的标签以区分不同批次并进行管控,保证“先进先出”的实施。
贴关键辅料管控的标签由S M T技术小组负责,并有责任监督标签填写情况。
4.3开封锡膏未开封的焊膏长时间不使用时,应置于冰箱存储,冷藏温度应在焊膏生产商推荐的温度值之间,一般规定焊膏存储温度:5摄氏度到10摄氏度之间。
锡膏保存温度必须每个工作日由各班工艺技术员确认记录一次,数据记在其专用的表格《关键辅料储存记录表》内,月底交S M T技术小组负责人确认后保存,保存期1个月,保存部门S M T车间。
4.4未开封、已回温的锡膏未开封、已回温的锡膏在室温条件下放置,在未来24小时内都不打算使用时,应重新放回冷藏室储存。
同一瓶锡膏的回温次数不要超过两次,超过两次反馈给工艺技术员处理。
4.5已开封锡膏开封后未用完的锡膏,应盖上内盖。
内盖一直推到紧贴锡膏表面,挤出里面的空气,再拧紧外盖。
经上述处理的锡膏可在生产现场的环境下存放,开封后的锡膏原则上在24小时内用完,超过24小时让工艺技术员判定是否可继续使用。
4.6分瓶存贮未印刷过的焊膏和已印刷过的焊膏不能混装,应分瓶存贮。
5、使用5.1品牌和型号合金成分S n63/P b37的焊膏规格如下:锡粉尺寸:25--45u m金属含量:粘度:焊膏制造商保证的粘度范围之内。
Ⅰ焊锡膏的定义焊锡膏是SMT 工艺专用材料,主要由焊料合金粉末与膏状助焊剂组成,在SMT 工艺中,焊锡膏具有三大功能:一、提供形成焊接点的焊料;二、提供促进润湿和清洁表面的助焊剂;三、在焊料热熔前使元器件固定。
Ⅱ焊锡膏的要求一、.极好的滚动特性。
二、在印刷过程中具备低的黏度,印刷完成后有高的黏度。
三、与钢网和刮刀有很好的脱离效果。
四、在室内温度下不宜变干,而在预热温度下容易变干的特性。
五、高的金属含量,低的化学成分。
六、低的氧化性。
七、化学成分和金属成分没有分离性。
Ⅲ焊锡膏组成焊锡膏主要由焊料合金粉末与膏状助焊剂组成。
一、焊料粉末焊料粉末是焊膏的“心脏”,它是在惰性环境里由雾化熔融焊料制备而成的。
有两种最普遍地雾化方法:气体雾化和离心雾化。
气体雾化是用高压惰性气体橫向吹入熔融的焊料液流。
气流把焊料粉碎成微小球粒,迅速冷却掉入容器里;离心雾化,熔融焊料掉进一个高速转动的盘中,焊料被粉碎成细小颗粒,冷却后收集到容器中。
这两种方法均可得到球状的粉末。
焊料粉末通常是采用高压惰性气体对熔融的焊料喷雾制成,然后根据尺寸分级,这种方法也称为“液体金属雾化法”(ATOMIZATION OF LIQUID METALS)。
合金粉末的收益率、形状、粒度、氧含量取决于合金的融化温度、氮气喷雾的压力、喷嘴的结构尺寸及除氧防护等因素。
主要的性能指标:1、氧化物含量电子级焊料合金必须无任何污染,这些污染会降低它的特性。
焊料的氧化也属于一种严重的污染,它会导致一系列的问题,包括降低可焊性,使邻近焊盘之间桥接,形成焊料球等问题。
为减少氧化的形成,必须严格控制粉末的制造过程,粉末在加工过程、贮存过程直到膏体过程均应在惰性气氛中进行。
一般认为氧化物含0.5%以上就不能采用。
一项研究测定了氧化百分比含量对产生焊料球百分含量的影响,结果发现甚至当氧化物含量达0.5%时,焊料球百分含量就相当大。
焊膏的制造厂家至少要保证,他生产的焊膏氧化物含量在0.003%以下,推荐的规范极限值为0.15%。

SMT锡膏知识介绍编制:KevinChen日期:2013-5-26课程大纲⏹一、焊锡膏基础简介⏹二、合金介绍⏹三、助焊剂⏹四、锡膏的分类⏹五、锡膏生产工艺⏹六、包装、储存与使用⏹七、理解锡膏的回流过程⏹八、常见回流焊制程缺陷分析⏹九、锡膏使用注意事项⏹十、锡膏常用检验方式⏹十一、印刷认识一、焊锡膏基础简介什么是锡膏??锡膏是将锡粉颗粒与助焊剂(Flux medium)充分混合所形成的一种膏状物质,这种膏状物质具有可印刷或点滴的能力软焊接❑无金属熔融结合❑形成金属键化合物(Intermetallic layer) Cu 3Sn❑需助焊剂去除金属表面氧化物Tin/lead 63/37 alloy 锡/铅63/37 合金Cu 3Sn and Cu 6Sn 5Intermetallic Flux layer⏹软焊接是指用相对较低熔点的合金将有高熔点的金属或合金连接,温度低于400℃。
⏹实际的焊接过程取决于润湿的能力和形成合金的能力合金:合金是两种或两种以上的金属形成的化合物,焊锡膏技术中所含的金属成份通常为:锡(Sn),铅(Pb),银(Ag),铜(Cu)Pb固溶度高提炼工艺简单熔点低有毒Pb 和Sn1.表面张力低2.低熔点3.低成本4.无中间层金属化合物+ Sn普通的焊盘材料⏹铜及其合金❑电镀铜,黄铜,青铜❑有机镀膜焊盘(OSP)⏹镍及其合金❑铁镍钴合金⏹银和金OSP 焊盘镍金焊盘阻焊膜典型多层FR4 PCB基材金属键化合物铜Cu Cu 6Sn 5银Ag Ag 3Sn 金Au AuSn 4 镍Ni Ni 3Sn 4焊接:焊锡膏基础简介焊点的截面图(Sn63/Pb37 锡膏与铜)锡金合金⏹锡金形成的合金较弱易碎❑金的含量>4% 造成焊点易碎⏹不可焊接厚的金层(Au层厚度0.5µm)⏹锡膏主要成分❑锡粉颗粒金属(合金)❑助焊剂介质(Flux Medium)⏹活性剂⏹松香,树脂⏹粘度调整剂⏹溶剂锡粉颗粒Multicore 锡粉颗粒直径代码:代码直径BAS75-53umAAS53-38umABS53-25umAGS (AGD)45-20um (Type 3)DAS 38-25umADS38-15um (Type 4) ACS45-10um---20-10um (Type 5)锡粉类型粉粒直径2#粉45-75μm3#粉25-45μm 4#粉20-38μm 5#粉15-25μm常用的锡粉尺寸锡粉外形有球形和椭圆形两种,球形印刷适应范围宽、表面积小、氧化度低,焊点光亮;椭圆形不佳。
什么是SMT锡膏
在20世纪70年代的表面贴装技术(Surface MouTechnology,简称SMT),是指在印制电路板焊盘上印刷、涂布焊锡膏,并将表面贴装元器件准确的贴放到涂有焊锡膏的焊盘上,按照特定的回流温度曲线加热电路板,让焊锡膏熔化,其合金成分冷却凝固后在元器件与印制电路板之间形成焊点而实现冶金连接的技术。
焊锡膏是伴随着SMT应运而生的一种新型焊接材料。
焊锡膏是一个复杂的体系,是由焊锡粉、助焊剂以及其它的添加物混合而成的膏体。
焊锡膏在常温下有一定的粘性,可将电子元器件初粘在既定位置,在焊接温度下,随着溶剂和部分添加剂的挥发,将被焊元器件与印制电路焊盘焊接在一起形成永久连接。
Ⅰ焊锡膏的定义焊锡膏是SMT工艺专用材料,主要由焊料合金粉末与膏状助焊剂组成,在SMT工艺中,焊锡膏具有三大功能:一、提供形成焊接点的焊料;二、提供促进润湿和清洁表面的助焊剂;三、在焊料热熔前使元器件固定。
Ⅱ焊锡膏的要求一、.极好的滚动特性。
二、在印刷过程中具备低的黏度,印刷完成后有高的黏度。
三、与钢网和刮刀有很好的脱离效果。
四、在室内温度下不宜变干,而在预热温度下容易变干的特性。
五、高的金属含量,低的化学成分。
六、低的氧化性。
七、化学成分和金属成分没有分离性。
Ⅲ焊锡膏组成焊锡膏主要由焊料合金粉末与膏状助焊剂组成。
一、焊料粉末焊料粉末是焊膏的“心脏”,它是在惰性环境里由雾化熔融焊料制备而成的。
有两种最普遍地雾化方法:气体雾化和离心雾化。
气体雾化是用高压惰性气体橫向吹入熔融的焊料液流。
气流把焊料粉碎成微小球粒,迅速冷却掉入容器里;离心雾化,熔融焊料掉进一个高速转动的盘中,焊料被粉碎成细小颗粒,冷却后收集到容器中。
这两种方法均可得到球状的粉末。
焊料粉末通常是采用高压惰性气体对熔融的焊料喷雾制成,然后根据尺寸分级,这种方法也称为“液体金属雾化法”(ATOMIZATION OF LIQUID METALS)。
合金粉末的收益率、形状、粒度、氧含量取决于合金的融化温度、氮气喷雾的压力、喷嘴的结构尺寸及除氧防护等因素。
主要的性能指标:1、氧化物含量电子级焊料合金必须无任何污染,这些污染会降低它的特性。
焊料的氧化也属于一种严重的污染,它会导致一系列的问题,包括降低可焊性,使邻近焊盘之间桥接,形成焊料球等问题。
为减少氧化的形成,必须严格控制粉末的制造过程,粉末在加工过程、贮存过程直到膏体过程均应在惰性气氛中进行。
一般认为氧化物含0.5%以上就不能采用。
一项研究测定了氧化百分比含量对产生焊料球百分含量的影响,结果发现甚至当氧化物含量达0.5%时,焊料球百分含量就相当大。
焊膏的制造厂家至少要保证,他生产的焊膏氧化物含量在0.003%以下,推荐的规范极限值为0.15%。
SMT焊锡膏知识介绍之常见问题及其原因分析在焊锡膏的使用过程中,从锡膏的印刷、SMD的贴装到回流焊,我们经常会遇到各种各样的问题,这些问题经常困扰着焊锡膏的使用者,如何去分析并解决这些问题,也成了我们锡膏生产厂商的一个课题;所以锡膏生产厂商不断地加强行销人员的专业素质及业务水平是很有必要的,在产品交付用户后,协助用户来妥善地、及时地处理这些问题,也能够体现出供应商的服务力度。
在这里,我仅简单地介绍几种常见的问题及原因分析,也是以往的工作中在服务客户时经常遇到的问题,仅供阅读者及用户参考:(一)、双面贴片焊接时,元器件的脱落双面焊接在SMT表面贴装工艺中越来越常见,一般情况下,使用者会先对第一面进行印刷、贴装元件和焊接,然后再对另一面进行加工处理,在这种工艺中,元件脱落的问题,不是很常见;而有些客户为了节省工序、节约成本,省去了对第一面的先焊接,而是同时进行两面的焊接,结果在焊接时元件脱落就成为一个新的问题。
这种现象是由于锡膏熔化后焊料对元件的垂直固定力不足,主要原因有:1、元件太重;2、元件的焊脚可焊性差;3、焊锡膏的润湿性及可焊性差;其中第一个原因的解决我们总是放在最后,而是先着手改进第二和第三个原因,如果改进了第二和第三个原因,此种现象仍然存在的话,我们会建议客户在焊接这些脱落的元件时,应先采用红胶固定,然后再进行回流和波峰焊接,问题基本可以解决。
(二)、焊接后PCB板面有锡珠产生:这是在SMT焊接工艺中比较常见的一个问题,特别是在使用者使用一个新的供应商产品初期,或是生产工艺不稳定时,更易产生这样的问题,经过使用客户的配合,并通我们大量的实验,最终我们分析产生锡珠的原因可能有以下几个方面:1、PCB板在经过回流焊时预热不充分;2、回流焊温度曲线设定不合理,进入焊接区前的板面温度与焊接区温度有较大差距;3、焊锡膏在从冷库中取出时未能完全回复室温;4、锡膏开启后过长时间暴露在空气中;5、在贴片时有锡粉飞溅在PCB板面上;6、印刷或搬运过程中,有油渍或水份粘到PCB板上;7、焊锡膏中助焊剂本身调配不合理有不易挥发溶剂或液体添加剂或活化剂;以上第一及第二项原因,也能够说明为什么新更换的锡膏易产生此类的问题,其主要原因还是目前所定的温度曲线与所用的焊锡膏不匹配,这就要求客户在更换供应商时,一定要向锡膏供应商索取其锡膏所能够适应的温度曲线图;第三、第四及第六个原因有可能为使用者操作不当造成;第五个原因有可能是因为锡膏存放不当或超过保质期造成锡膏失效而引起的锡膏无粘性或粘性过低,在贴片时造成了锡粉的飞溅;第七个原因为锡膏供应商本身的生产技术而造成的。
焊锡膏的用途一、什么是焊锡膏焊锡膏是一种用于电子元器件表面贴装(SMT)的焊接工艺中的辅助材料,通常由活性剂、树脂、溶剂和填充剂等组成。
它可以提高焊接质量,减少焊接缺陷,提高生产效率。
二、焊锡膏的种类1.水溶性焊锡膏:主要由活性剂、树脂和溶剂组成,易于清洗。
2.无铅焊锡膏:主要用于无铅电子元器件的贴装。
3.铅锡合金焊锡膏:适用于普通电子元器件的贴装。
三、焊锡膏的用途1. 提高表面贴装(SMT)的生产效率在SMT生产过程中,使用焊锡膏可以提高生产效率。
因为它可以提供更好的润湿性和流动性,使得电子元器件更容易粘附在PCB板上,并且可以减少短路和其他缺陷。
2. 提高表面贴装(SMT)的可靠性使用正确的焊锡膏可以减少表面贴装(SMT)中的焊接缺陷,从而提高电子元器件的可靠性。
例如,无铅焊锡膏可以减少金属间的疲劳断裂和其他缺陷。
3. 保护电子元器件在表面贴装(SMT)过程中,使用焊锡膏可以保护电子元器件。
它可以防止PCB板上的其他材料进入电子元器件内部,并且可以减少静电放电等问题。
4. 提高生产环境卫生使用水溶性焊锡膏可以减少有害物质的排放,从而提高生产环境卫生。
这种类型的焊锡膏通常易于清洗,并且不会对环境造成污染。
四、如何选择合适的焊锡膏1. 根据应用场景选择不同类型的焊锡膏适用于不同类型的电子元器件和应用场景。
例如,无铅焊锡膏适用于无铅电子元器件,而水溶性焊锡膏适用于需要清洗的场景。
2. 考虑质量因素选择合适质量的焊锡膏非常重要。
低质量的产品可能会导致焊接缺陷,从而降低电子元器件的可靠性。
3. 参考其他人的经验可以参考其他人在相似应用场景下使用的焊锡膏类型和品牌,从而减少选择时间和风险。
五、如何使用焊锡膏1. 准备工作在使用焊锡膏之前,需要准备好PCB板和电子元器件。
确保它们都是干燥、清洁和无尘的。
2. 涂抹焊锡膏将焊锡膏涂抹在PCB板上需要贴装的位置。
可以使用喷嘴或刮刀等工具进行涂抹。
3. 贴装电子元器件将电子元器件放置在涂有焊锡膏的PCB板上,并进行热处理。
alpha107e锡膏规格书1. 产品介绍alpha107e锡膏是一种用于电子焊接的专用焊接材料,具有良好的导电性和导热性能。
该锡膏适用于表面贴装技术(Surface Mount Technology,SMT)和插件焊接技术(Through-Hole Technology,THT),可广泛应用于电子产品的制造过程中。
2. 产品规格2.1 成分alpha107e锡膏的主要成分包括: - 锡粉(Sn):含量约为90%。
- 铅粉(Pb):含量约为10%。
- 助焊剂:用于提高焊接效果和降低焊接温度。
2.2 物理特性•外观:银灰色均匀膏状物。
•密度:约为7.3 g/cm³。
•熔点:约为183°C。
•粘度:约为200,000 cps。
2.3 包装规格alpha107e锡膏提供以下包装规格供选择: - 10克/支 - 50克/支 - 100克/支 - 500克/支3. 使用方法3.1 储存条件储存alpha107e锡膏时,请注意以下条件: - 温度:建议储存温度为5°C至25°C。
- 湿度:建议储存湿度为相对湿度不超过50%。
- 避免阳光直射:请将锡膏存放在避光的地方,避免阳光直射。
3.2 焊接工艺参数alpha107e锡膏的焊接工艺参数如下: - 焊接温度:建议焊接温度为220°C至250°C。
- 焊接时间:建议焊接时间为3秒至5秒。
- 焊接方法:使用热风烙铁或回流焊接机进行焊接。
3.3 焊接效果评估焊接完成后,建议进行以下评估以确保焊接质量: - 外观检查:检查焊点是否均匀且光滑。
- 电性能测试:使用万用表或测试仪器检测焊点的电阻和电流。
4. 安全注意事项在使用alpha107e锡膏时,请遵守以下安全注意事项: - 避免吸入:请避免吸入锡膏蒸气或粉尘,使用时请保持通风良好。
- 避免皮肤接触:使用锡膏时,请佩戴手套以避免直接接触皮肤。