BT40-20D型圆盘式刀库
- 格式:doc
- 大小:314.00 KB
- 文档页数:2

数控机床装调过程检查卡产品型号:TOM 850A 加工中心产品编号: ________________________ 用户: __________________________ 项目负责人: ____________________ 项目实施人: _______________________ 检验: ____________________________期:年月日〜年月日说明:1. 本检查卡应挂在机床上,为控制机床装配调试质量之用,主要由各操作人员记录。
施工中有与要求不符的项目则停止施工,并向生产技术部汇报。
2. 所有项目都应如实填写,不许空白,有数据反映的请填写实测数据,不能用数据反映的请填写检查结果。
3. 本检查卡中检查人的填写由作业组互检时自行填写,检验员的填写由生产技术部负责检验后填写。
4. 本卡填写完毕后交生产技术部存档。
施工过程中必须执行的环节1、非零件加工的情况下(包括空运行),往主轴上装、拆刀柄及机床运行时必须在工作台上垫好大于10mm木板后进行,以免损坏工作台。
注意:每天必备的扫尾工作1.每天施工结束后,清理、清扫工作区;工具、量具、零件等不要放在机床上的任何部位。
2.如机床的导轨防护尚未安装,X、Y、Z三轴导轨用抹布擦干净并均匀抹上清洁的润滑油。
3.工作台面用抹布擦干净并均匀抹上清洁的润滑油,用新的完好的中性纸盖好。
4.工作台、主轴箱、中拖板必须停在各坐标轴中间位置,主轴上不能装有刀具,检具。
5.关闭机床电源和总电源。
6.关闭防护门、窗光机的装卸及清洗1. 机床卸车:2. 机床就位:3. ★检查机床:机床卸车时,操作者应按起重机吊装安全操作规程操作;有冋题需向生产技术部部长汇报4. 机床清理光机的检查1、主轴法兰与箱体联接螺钉应牢靠。
□2、各轴压板螺钉应拧紧。
□3、各轴塞铁上所有相关螺钉,螺帽应拧紧。
□4、丝杆主轴承,辅助轴承安装方向应正确。
□5、丝杆螺母副固定螺丝应拧紧。

加工中心40刀刀库(链式刀库)-说明书第一章绪论本章首先从数控机床的发展历程引出加工中心的发展趋势,再具体到本次设计针对的刀库的任务要求,明确了本设计任务的主要内容。
引言1952年世界上出现了第一台数控机床,使多品种、中小批量的机械加工设备在柔性、自动化和效率上产生了巨大变革。
1958年第一台加工中心问世,它将多工序(铣、钻、镗、铰、攻丝等)加工集于一身;适应加工多品种和大批量的工件;增加机床功能(自动换刀、自动换工件、自动检测等),使自动化程度和加工效率上了一个新台阶;使无人化(或长时间无人操作)加工成为现实。
90年代以来,数控加工技术得到迅速的普及及发展,数控加工中心在制造业得到越来越广泛的应用。
目前国内企业生产制造的加工中心主要是面向生产领域,其结构复杂、精度高、封闭性强,价格昂贵。
加工中心已成为柔性制造系统、计算机集成制造系统和自动化工厂的基本单元。
加工中心是数控机床的代表,是高新技术集成度高的典型机电一体化机械加工设备,受到世界各工业发达国家的高度重视,技术迅速发展,品种和数量大幅度增加,成为当今世界机械加工设备中最引人注目的一类产品。
加工中心简介加工中心的发展简史1952年世界上出现第一台数控机床,使多品种、中小批量的机械加工设备在柔性、自动化和效率上产生了巨大变革。
它用易于修改的数控加工程序进行控制,因而比大批量生产重使用组合机床生产线和凸轮、开关控制的专用机床有更大的柔性,容易适应加工件品种的变化,进行多品种加工。
它用数控系统对机床的工艺功能、几何图形运动功能和辅助功能实行全自动的数字控制,因为有更高的自动化程度和加工效率,大大改变了中小批量生产中普通机床占整个机械加工的状况。
数控机床能实现两坐标以上联动的功能,其效率和精度比用手工和样板控制加工复杂零件要高得多。
1958年第一台加工中心在美国卡尼、特雷克(Kearney&Trecker)公司问世。
现代加工中心的内容是什么?第一,它是在数控镗床或数控铣床的基础上增加自动换刀装置,可使工件在一次装卡中,能够自动更换刀具,自动完成工件上的铣削、钻孔、镗孔、铰孔、攻丝等工序的数控机床。


BT40型圆盘式刀库
产品特点:
1、刀库配置高强度复合材料刀套,耐腐蚀,外形美观,互换性好;
2、刀盘分度采用圆柱凸轮分度机构,分度精确,运转平稳无噪音;
3、倒刀采用连杆放大机构,动作平稳可靠;
4、换刀机构夹刀准确,夹持力强,绝不掉刀;
5、手爪与手臂用45#钢锻造制作,结构紧凑强度高;扣刀角度及
刀臂旋转直径可依机型设计,多规格备选;
6、刀库采用接近开关控制,确保动作准确无误;
7、功能部件名牌配置,性能更佳,可靠性更好;
8、刀库系列化、标准化、模块化设计,结构紧凑、外形美观,互
换性好,安装、调整、维修方便。
性能参数:。
通用刀具明细
一、钻柄类:
1、BT40-APU16-130 一体式钻夹头范围:¢1- ¢16
2、BT40-MTA2-45 锥柄钻头夹具莫氏2#
BT40-MTA3-75 锥柄钻头夹具莫氏3# 可以装莫氏钻头、铰刀等
BT40-MTA4-90 锥柄钻头夹具莫氏4#
二、镗刀柄:
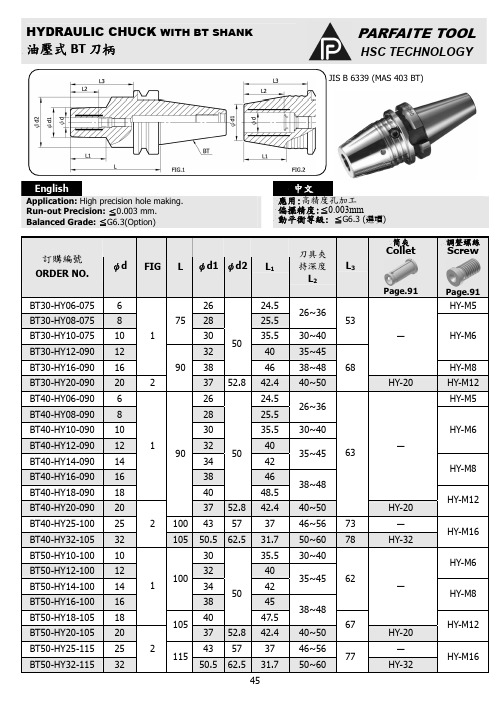
1、MAS403BT40-NBH2084 精镗刀镗孔范围:¢8- ¢200 (含配套刀杆)
2、BT40-BSB38-165 粗镗刀镗孔范围:¢38- ¢70
BT40-BSB62-165 粗镗刀镗孔范围:¢62- ¢115
BT40-BSB90-165 粗镗刀镗孔范围:¢90- ¢150
三、盘铣刀柄:
1、BAP400R-50-22-4T 带BT40刀柄(配刀片)
2、SE-545-06-50.8 带BT40刀柄(配刀片)
此刀盘可精加工平面,光洁度能达到1.6,适用高速切削。
还可以做为型面的粗加
工刀具适用。
四、强力刀柄:
1、BT40-C20-105 夹套根据刀具配(建议使用刀具范围¢6- ¢25)
此刀柄可配圆鼻刀、直角台肩铣刀、直柄钻头、直柄立铣刀、铰刀等刀具。
五、寻边器:
1、HME-420
六、锁刀座:
1、BT40-S40
【以上刀具参照德耐斯克刀具手册编制,刀柄采用BT40刀柄,拉钉有45度和60度两种,根据说明书上的规格配。
其使用范围基本能满足普通加工使用要求。
】。
加工中心1.加工中心定义:能自动更换工具,对一次装夹的工件进行多工序加工的数控机床。
英文名称:machining center加工中心,简称cnc,是由机械设备与数控系统组成的使用于加工复杂形状工件的高效率自动化机床。
加工中心又叫电脑锣。
加工中心备有刀库,具有自动换刀功能,是对工件一次装夹后进行多工序加工的数控机床。
加工中心是高度机电一体化的产品,工件装夹后,数控系统能控制机床按不同工序自动选择、更换刀具、自动对刀、自动改变主轴转速、进给量等,可连续完成钻、镗、铣、铰、攻丝等多种工序,因而大大减少了工件装夹时间、测量和机床调整等辅助工序时间,对加工形状比较复杂,精度要求较高,品种更换频繁的零件具有良好的经济效果2.加工中心的发展史二十世纪70年代以来,加工中心得到迅速发展,出现了可换主轴箱加工中心,它备有多个可以自动更换的装有刀具的多轴主轴箱,能对工件同时进行多孔加工。
3.加工中心的分类按加工工序分类加工中心按加工工序分类,可分为镗铣与车铣两大类。
(1)镗铣(2)车铣按控制轴数分类按控制轴数可分为:(1)三轴加工中心(2)四轴加工中心(3)五轴加工中心。
按主轴与工作台相对位置分类(1)卧式加工中心:是指主轴轴线与工作台平行设置的加工中心,主要适用于加工箱体类零件。
卧式加工中心一般具有分度转台或数控转台,可加工工件的各个侧面;也可作多个坐标的联合运动,以便加工复杂的空间曲面。
(2)立式加工中心:是指主轴轴线与工作台垂直设置的加工中心,主要适用于加工板类、盘类、模具及小型壳体类复杂零件。
立式加工中心一般不带转台,仅作顶面加工。
此外,还有带立、卧两个主轴的复合式加工中心,和主轴能调整成卧轴或立轴的立卧可调式加工中心,它们能对工件进行五个面的加工。
(3)万能加工中心(又称多轴联动型加工中心):是指通过加工主轴轴线与工作台回转轴线的角度可控制联动变化,完成复杂空间曲面加工的加工中心。
适用于具有复杂空间曲面的叶轮转子、模具、刃具等工件的加工。
目錄1.圓盤式刀庫性能規格表……………………………………12.使用前注意事項 (2)3.圓盤刀庫外形圖 (3)4.圓盤刀庫組合圖及零部件列表 (4)5.圓盤式刀庫換刀動作說明 (8)6.換刀動作時序圖 (17)7.換刀電器動作時序圖 (18)8.刀庫換刀保護程式注意事項 (19)9.ATC凸輪換刀機構 (20)10.刀庫用電接線圖 (25)11.圓盤刀庫氣路回路圖 (30)12.潤滑油 (31)13.圓盤式刀庫故障與處理方法 (32)刀庫性能規格表BT40ROTARY DISC TYPE TOOL MAGAZINE NO.項目規格1刀具最大直徑(mm)Φ782鄰空刀(mm)Φ1203刀具最大長度(mm)3004刀具最大允許重量(kg)85刀套與刀套移動時間(sec/pet)0.66刀套容許數16□20□24□7ATC交換時間(sec)1.36/50Hz□ 1.55/50Hz□1.75/50Hz□ 2.33/50Hz□8刀套間距(mm)80.93□96.99□9換刀角度30°□65°□70°□75°□90°□10刀柄標準MAS403BT4011拉釘標準MAS403P40T-112刀庫運轉動力源AC380V/220V50Hz1/4HP DC90V 13ATC運轉動力源AC380V/220V50Hz3/4HP DC90V 14近接開關(刀盤旋轉\計數\選刀)DC24V PM12-02P NO15近接開關(ATC煞車,原點,抓刀)DC24V E2E-CR8B1NO16倒刀用磁簧開關(水平,垂直)DC24V17倒刀氣缸外接PU軟管(mm)Φ1018刀號銘牌貼示方向逆時針方向19氣源壓力(MPa)0.5-0.620刀臂旋徑(mm)Φ480□Φ500□Φ530□Φ580□Φ650□21電磁閥電壓DC24V□AC110V□22ATC速比1:7□1:8□1:9□1:12□1使用前注意事項1.檢查換刀機構油位爲了確保換刀機構運轉順暢,必須每月定期檢查油位是否在正確狀態,油鏡在換刀機構前方,正常油位在靠近油鏡中心紅點上下附近,最低油位不可低於油鏡可見範圍。