CNC - 圆盘式刀库,加工中心刀库,吉辅刀库,圣杰刀库,德大刀库
- 格式:pdf
- 大小:547.33 KB
- 文档页数:22
加工中心刀库种类及特点加工中心的自动换刀装置由存放刀具的刀库和换刀机构组成。
刀库种类很多,常见的有盘式和链式两类。
链式刀库存放刀具的容量较大。
换刀机构在机床主轴与刀库之间交换刀具,常见的为机械手;也有不带机械手而由主轴直接与刀库交换刀具的,称无臂式换刀装置。
加工中心刀库分为圆盘式刀库及机械手刀库两种一、圆盘式刀库圆盘式刀库应该称之为固定地址换刀刀库,即每个刀位上都有编号,一般从1编到12、18、20、24等,即为刀号地址。
操作者把一把刀具安装进某一刀位后,不管该刀具更换多少次,总是在该刀位内。
1. 制造成本低。
主要部件是刀库体及分度盘,只要这两样零件加工精度得到保证即可,运动部件中刀库的分度使用的是非常经典的“马氏机构”,前后、上下运动主要选用气缸。
装配调整比较方便,维护简单。
一般机床制造厂家都能自制。
2. 每次机床开机后刀库必须“回零”,刀库在旋转时,只要挡板靠近(距离为0.3mm左右)无触点开关,数控系统就默认为1号刀。
并以此为计数基准,“马氏机构”转过几次,当前就是几号刀。
只要机床不关机,当前刀号就被记忆。
刀具更换时,一般按最近距离旋转原则,刀号编号按逆时针方向,如果刀库数量是18,当前刀号位8,要换6号刀,按最近距离换刀原则,刀库是逆时针转。
如要换10号刀,刀库是顺时针转。
机床关机后刀具记忆清零。
3. 固定地址换刀刀库换刀时间比较长国内的机床一般要8秒以上(从一次切削到另一次切削)。
4. 圆盘式刀库的总刀具数量受限制,不宜过多,一般40#刀柄的不超过24把,50#的不超过20把,大型龙门机床也有把圆盘转变为链式结构,刀具数量多达60把。
二、机械手刀库机械手刀库换刀是随机地址换刀。
每个刀套上无编号,它最大的优点是换刀迅速、可靠。
1. 制造成本高。
刀库有一个个刀套链式组合起来,机械手换刀的动作有凸轮机构控制,零件的加工比较复杂。
装配调试也比较复杂,一般由专业厂家生产,机床制造商一般不自制。
2. 刀号的计数原理。
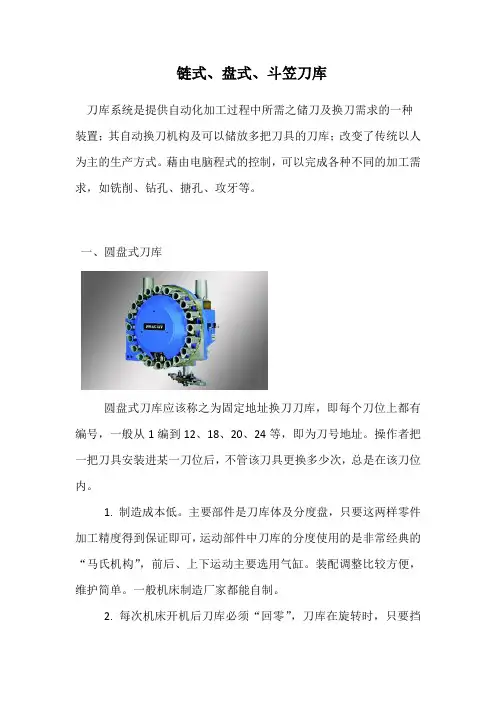
链式、盘式、斗笠刀库刀库系统是提供自动化加工过程中所需之储刀及换刀需求的一种装置;其自动换刀机构及可以储放多把刀具的刀库;改变了传统以人为主的生产方式。
藉由电脑程式的控制,可以完成各种不同的加工需求,如铣削、钻孔、搪孔、攻牙等。
一、圆盘式刀库圆盘式刀库应该称之为固定地址换刀刀库,即每个刀位上都有编号,一般从1编到12、18、20、24等,即为刀号地址。
操作者把一把刀具安装进某一刀位后,不管该刀具更换多少次,总是在该刀位内。
1. 制造成本低。
主要部件是刀库体及分度盘,只要这两样零件加工精度得到保证即可,运动部件中刀库的分度使用的是非常经典的“马氏机构”,前后、上下运动主要选用气缸。
装配调整比较方便,维护简单。
一般机床制造厂家都能自制。
2. 每次机床开机后刀库必须“回零”,刀库在旋转时,只要挡板靠近(距离为0.3mm左右)无触点开关,数控系统就默认为1号刀。
并以此为计数基准,“马氏机构”转过几次,当前就是几号刀。
只要机床不关机,当前刀号就被记忆。
刀具更换时,一般按最近距离旋转原则,刀号编号按逆时针方向,如果刀库数量是18,当前刀号位8,要换6号刀,按最近距离换刀原则,刀库是逆时针转。
如要换10号刀,刀库是顺时针转。
机床关机后刀具记忆清零。
3. 固定地址换刀刀库换刀时间比较长国内的机床一般要8秒以上(从一次切削到另一次切削)。
4. 圆盘式刀库的总刀具数量受限制,不宜过多,一般40#刀柄的不超过24把,50#的不超过20把,大型龙门机床也有把圆盘转变为链式结构,刀具数量多达60把。
)圆盘刀库。
如图7.1(b)-(g)所示,存刀量少则6把-8把,多则50把-60把,有多种形式。
图7.1(b)所示刀库,刀具径向布置,占有较大空间,一般置于机床立柱上端。
图7.1(c)所示刀库,刀具轴向布置,常置于主轴侧面,刀库轴心线可垂直放置,也可以水平放置,较多使用。
图7.1(d)所示刀库,刀具为伞状布置,多斜放于立柱上端。
加工中心刀库形式13数控技术一田磊 135307127摘要:加工中心有立式、卧式、龙门式等多种,其自动换刀装置的形式更是多种多样,换刀的原理及结构的复杂程度也各不相同,除利用刀库进行换刀外,还有自动更换主轴箱、自动更换刀库等形式。
利用机械手实现换刀,是目前加工中心大量使用的换刀方式。
由于有了刀库,机床只要有一个固定的主轴夹持刀具,有利于提高主轴刚度。
独立的刀库,大大增加了刀具的存储数量,有利于扩大机床的功能,并能较好地隔离各种影响加工精度的因素。
刀库用于存放刀具,它是自动换刀装置中的主要部件之一。
根据刀库存放刀具的数目和取刀方式,刀库可设计成不同类型。
关键词:加工中心自动换刀刀具刀库AbstractMachining center has a vertical, horizontal, gantry, etc, the automatic tool change device form is varied, the principle of tool change and the complexity of the structure are different, in addition to the use of knife library for tool change, and automatically change the spindle box, automatically change the knife library, etc. Using manipulator to realize too change, is the way of tool change is widely used in machining center. Library with the knife, as long as there is a fixed axis machine tool clamping tool, to improve the spindle stiffness. Independent of knife library, greatly increases the storage quantity of cutting tool, which helps to expand the function of machine tool, and can be well isolated various factors that affect the machining accuracy. Knife library to hold the cutting tool, it is one of the main components of automatic tool change device. According to the number of inventory to put the knives and take knife, knife library can be designed into different types.Keywords:processing center automatic tool change the cutting tool knife library1、引言自动换刀数控机床多采用刀库式自动换刀装置。

PMC 标准化说明文档No. PMC_0001文件信息文档名称 同动打刀刀库和普通机械手刀库 标准 PMCPMC 子程序号 P400~P408发布日期发布范围北京发那科机电有限公司全体 营销业务线 北京发那科机电有限公司技术部 机床厂 最终用户改版记录:版本 1.0 1.1 新发布 修改 改版内容 修订人 朱成龙 黄子桓/王志勇 日期文件审批记录:编写人 朱成龙 黄子桓/王志勇 业务审核 批准人 报送标题:吉辅同动打刀刀库和普通机械手刀库Pag e1 / 29目录吉辅同动打刀刀库和普通机械手刀库标准 PMC 说明 ............................................................ 3 概述 ................................................................................................................................................. 3 1. PMC 程序说明 ....................................................................................................................... 4 1.1 同动打刀刀库换刀时序 ................................................................................................... 4 1.2 刀库换刀流程图 ............................................................................................................... 5 2. PMC 使用步骤 ....................................................................................................................... 5 2.1.输入输出中间地址修改 ................................................................................................... 5 2.2PMC 程序导入................................................................................................................... 6 2.3 刀库初始化 ....................................................................................................................... 8 2.3.1 刀库信号类型设定....................................................................................... 8 2.3.2 刀库使用条件设定....................................................................................... 8 2.3.3 M33 初始化后刀具表数据 ........................................................................... 9 2.4 手动刀盘旋转 ................................................................................................................. 11 2.5 手动松、夹刀 ................................................................................................................. 11 2.6 主轴定向位置确认 ......................................................................................................... 11 2.7 Z 轴第二参考点确认...................................................................................................... 11 2.8 刀库单步调试 ................................................................................................................. 11 2.9 换刀连续运行 ................................................................................................................. 12 附录: ........................................................................................................................................... 15 1.PMC 地址表 ...................................................................................................................... 15 2.刀库报警说明及处理方法 ................................................................................................ 27 3.改版记录 ............................................................................................................................ 29标题:吉辅同动打刀刀库和普通机械手刀库Pag e2 / 29吉辅同动打刀刀库和普通机械手刀库 标准 PMC 说明概述吉辅同动打刀刀库采用同动打刀机械装置, 在换刀臂对主轴刀具和刀库刀具进行扣刀的过程中, 同时对主轴刀具进行松刀,使得换刀臂扣刀的动作和主轴松刀的动作得以同步执行,借此缩短换刀 动作的整体时间而有效的提高机床换刀时的工作效率,整个换刀时间仅需 1.1s(60Hz,含主轴松/夹 刀);另外主轴同步扣刀和松刀的动作由机械式传动控制,使得刀臂扣刀的动作以及主轴松刀的动 作得以稳定且确实的同步执行,避免受到磁场或电波干扰,而影响扣刀和松刀动作的同步执行。
加工中心刀库尺寸标准
加工中心刀库尺寸标准可以根据不同的机型和厂家而有所不同,但一般都有一定的通用性。
以下是一些常见的加工中心刀库尺寸标准:
1. 刀库容量:根据加工中心机床的规格和加工需求,刀库的容量会有所不同。
一般来说,刀库容量在16-32把刀具之间比较常见。
2. 刀具尺寸:刀具的尺寸也会因不同的加工需求而有所不同。
一般来说,刀具的尺寸在3-12英寸之间比较常见。
3. 刀库形式:加工中心刀库的形式有很多种,如单排式、双排式、链式等。
不同的形式有不同的优缺点,可以根据实际需求进行选择。
4. 换刀时间:加工中心换刀时间也是需要考虑的因素之一。
一般来说,换刀时间在1-2秒之间比较常见。
5. 刀具类型:加工中心刀具类型有很多种,如钻头、铣刀、丝锥等。
不同的类型有不同的优缺点,可以根据实际需求进行选择。
总之,在选择加工中心刀库时,需要根据机床规格、加工需求、刀具尺寸、刀库形式、换刀时间、刀具类型等多方面因素进行综合考虑。
同时,还需要考虑刀库的可靠性、耐用性、维护方便等因素。
台湾圣杰CNC刀库详细描述:台湾圣杰原装CNC刀库台湾圣杰原装刀库:斗笠式、圆盘式、链条式、伞形(龙门)、直排式、雕铣机刀库、钻孔攻牙机专用刀库一、独创滚珠式凸轮机构,分割精度高,运转速度仅次于伺服刀盘;二、分离式持刀夹同刀盘支撑,长期保持刀杆垂直度、间隙,取刀动作顺畅;三、空压缸位于滑杆外侧,气缸速度调整、维修便利;四、刀盘与钣金配合严密,下侧防屑高于90%;五、进口直线轴承支撑,滑动顺畅、平稳;六、采轻量化,刀库铸件以铝合金制作,产品较轻。
台湾圣杰原装刀库规格型号:1.斗笠式刀库BT30-8,12,16T/BT40-8,12,16,20,24T/BT50-16T2.圆盘式刀库BT30-16,20T/BT40-16,20,24,30T/BT50-16,24T3.卧式加工中心机专用圆盘式刀库BT40/BT50-24T4.链条式刀库BT40/BT50-32,40T5.卧式加工中心机专用链条式刀库BT50-40,60,80,100,120T HSKA60/C6-30,36,40,50T6.平置式链条刀库HSKA63-32T7.立卧两用链条式刀库8.车铣复合机专用换刀系统HSKA60/C6-30,36,40,50T9. 伞形(龙门)刀库10. 另有钻孔攻牙中心机专用刀库、雕铣机用直排式刀库台湾圣杰原装刀库主件明细:1、马达:台湾利茗(斗立式60W、圆盘式0.2KW)2、减速机:台湾信宠OR太鼓3、气压缸:台湾亚德客4、近接开关:德国施克5、极限开关:台湾TEND6、轴承:罗马尼亚URB7、基座、转盘座、滑座、刀盘、滚珠式凸轮分度机构等:台湾德士,吉径等。
台湾原装“圣杰”斗笠式刀库特点:1. 独创滚珠式凸轮机构,分割精度高,运转速度仅次于伺服刀盘。
2. 分离式持刀夹同刀盘支撑,长期保持刀杆垂直度、间隙,取刀动作顺畅。
3. 空压缸位于滑杆外侧,气缸速度调整、维修便利。
4. 刀盘与钣金配合严密,下侧防屑高过90%。
圆盘式刀库工作原理
圆盘式刀库是一种常见的自动化切削工具刀具变换装置。
其工作原理如下:
1. 结构组成:圆盘式刀库一般由刀具盘、刀具夹持系统、刀库驱动系统等组成。
刀具盘上分布着多个刀具座,每个刀具座可以夹持一个刀具。
2. 刀具储存:刀具储存在刀具盘的刀具座上,刀具座一般具有较高的刚度和夹持力,能够保持刀具的稳定性。
3. 切换刀具:切换刀具时,刀具盘会根据切削工艺的要求转动到相应的位置,将需要更换的刀具对准刀具座。
4. 刀具夹持:切换到合适的位置后,刀具夹持系统会将刀具座固定住,确保刀具的安全性。
5. 刀具选择:通过刀库驱动系统的控制,可以选择要使用的刀具,将其拔起放在刀具座上。
6. 刀具切削:切削过程中,工件进给至刀具位置后,机床的主轴会将刀具座上的刀具旋转起来,从而实现对工件的切削。
7. 刀具回收:切削完成后,刀具回到原来的位置,待下一次切削使用。
通过以上的工作原理,圆盘式刀库可以实现快速、准确地切换不同的刀具,提高生产效率和加工精度,节约人力和时间成本。

刀库是数控机床中的重要组成部分,主要用于存放加工过程中需要的刀具。
在使用时,刀库能够根据程序的指令自动更换刀具,从而提高加工效率。
本文将介绍刀库的基本知识,包括其分类、结构、工作原理以及维护方法。
一、刀库的分类刀库的分类方式有多种,根据其结构特点和使用方式,可以分为以下几类:1.链式刀库链式刀库是一种常见的刀库类型,其结构类似于链条式输送机。
刀具沿着链条上的插槽放置,通过链条的移动实现刀具的更换。
这种刀库的容量较大,适用于大型数控机床。
2.圆盘式刀库圆盘式刀库是一种较小的刀库,通常用于小型数控机床。
其结构类似于一个圆盘,刀具沿着圆周排列,通过圆盘的旋转实现刀具的更换。
3.机械手刀库机械手刀库是一种自动化程度较高的刀库,通过机械手或机器人等装置实现刀具的更换。
这种刀库的结构复杂,成本较高,但能够提高机床的自动化程度和加工精度。
二、刀库的结构不同类型的刀库结构有所不同,但通常包括以下组成部分:1.刀具存放部分:用于存放刀具的装置,如链条或圆盘上的插槽、机械手抓取刀具的夹具等。
2.驱动部分:用于驱动刀库运动的装置,如链条驱动器、电机、齿轮等。
3.换刀部分:用于实现刀具更换的装置,如机械手、换刀器等。
4.传感器部分:用于检测刀具位置和数量的传感器,如光电传感器、限位开关等。
三、刀库的工作原理不同类型的刀库工作原理也有所不同,以下是常见的几种刀库的工作原理:1.链式刀库链式刀库的工作原理是通过链条驱动器驱动链条转动,将需要更换的刀具移动到换刀位置。
然后,机械手或换刀器将旧刀具从主轴取下,再将新刀具装载到主轴上。
2.圆盘式刀库圆盘式刀库的工作原理是通过电机驱动圆盘旋转,将需要更换的刀具移动到换刀位置。
然后,机械手或换刀器将旧刀具从主轴取下,再将新刀具装载到主轴上。
3.机械手刀库机械手刀库的工作原理是通过机械手或机器人装置实现刀具的自动更换。
机械手能够自动识别和抓取刀具,通过高精度的定位和运动控制系统实现快速、准确的换刀操作。
圆盘式刀库圣杰安全操作及保养规程前言圆盘式刀库圣杰是一种常见于数控加工中心、车床等机床上的用于存放、切换刀具的设备。
在使用过程中,为了保证操作人员和设备的安全,以及保证设备的正常运转和寿命,需要制定相关的安全操作规程和保养规程。
本文将详细介绍圆盘式刀库圣杰的安全操作和保养规程。
安全操作规程1. 使用前检查每次使用前,都需要对圆盘式刀库圣杰进行检查。
首先要检查圆盘式刀库的固定螺丝有无松动情况,如果有松动情况需要拧紧螺丝;其次,要检查刀具有无异常情况,如刀具的锈蚀、损坏、过度磨损等问题。
如果出现这种情况需要按照相关规定将刀具更换后才能使用。
2. 空载试运转在正式使用之前,必须进行空载试运转。
试运转可进行停车、转盘调试、运转方向、刀位检查等操作,确保设备运转正常,安全和可靠。
试运转时必须关闭刀盘与工具刀头的交换程序,切勿将不符合标准的刀具调入运转。
3. 软件设置在进行设备的计算机软件设置时,必须仔细检查设备的数据传输口有无松动或接触不良现象,使用合格的数据传输线进行连接,确保设备的数据传输的准确性和可靠性。
软件设置需要按照预设的方法进行,禁止擅自更改系统程序。
4. 合理使用在实际使用中,必须按照规定使用圆盘式刀库。
应尽量避免刀具切割一段时间后不尽快将刀具取出,以免刀具产生变形,造成设备损伤或者制品质量下降。
同时,在操作过程中要尽可能减少因机床振动、油污等因素所产生的简直,以保证设备平稳运转。
5. 关机后的操作在使用结束后,必须关闭设备电源,并在规定时间内将设备内的刀具全部取出,并清理设备内部的残渣和油污等物质,以确保设备的清洁和保养。
6. 加油和清洁在使用中,要及时为圆盘式刀库加油,以免在运转中因缺油而造成设备的损坏。
同时,应定期对设备进行清洁,保证设备的卫生环境,减少因灰尘、残渣等因素所产生的设备损坏。
保养规程1.刀具的更换当出现刀具磨损、损坏或无法正常运作时,必须及时更换。
更换时应严格按照设备手册和标准进行操作。
加工中心(刀库)一.刀库的分类近年来刀库的发展已超越其为工具机配件的角色,在其特有的技术领域中发展出符合工具机高精度、高效能、高可靠度及多工复合等概念之产品。
其产品品质的优劣,关系到工具机的整体效能表现。
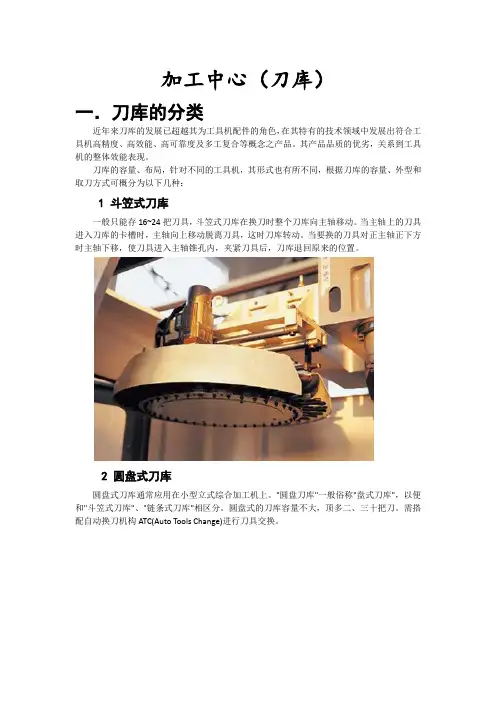
刀库的容量、布局,针对不同的工具机,其形式也有所不同,根据刀库的容量、外型和取刀方式可概分为以下几种:1 斗笠式刀库一般只能存16~24把刀具,斗笠式刀库在换刀时整个刀库向主轴移动。
当主轴上的刀具进入刀库的卡槽时,主轴向上移动脱离刀具,这时刀库转动。
当要换的刀具对正主轴正下方时主轴下移,使刀具进入主轴锥孔内,夹紧刀具后,刀库退回原来的位置。
2 圆盘式刀库圆盘式刀库通常应用在小型立式综合加工机上。
"圆盘刀库"一般俗称"盘式刀库",以便和"斗笠式刀库"、"链条式刀库"相区分。
圆盘式的刀库容量不大,顶多二、三十把刀。
需搭配自动换刀机构ATC(Auto Tools Change)进行刀具交换。
3 链条式刀库链条式刀库的特点是可储放较多数量之刀具,一般都在20把以上,有些可储放120把以上。
它是藉由链条将要换的刀具传到指定位置,由机械手将刀具装到主轴上。
换刀动作均采用马达加机械凸轮的结构,此设计之结构简单、动作快速、确实、可靠,但是价格较高,通常为客制化产品。
自动换刀系统二.刀库的类型1.鼓(盘)式刀库(1)刀具轴线与鼓(盘)轴线平行的鼓式刀库.刀具环形排列,分径向、轴向两种取刀形式,其刀座(刀套)结构不同。
这种鼓式刀库结构简单,应用较多,适用于刀库容量较少的情况。
为增加刀库空间利用率,可采用双环或多环排列刀具的形式。
但鼓(盘)直径增大,转动惯量就增加,选刀时间也较长。
刀库的功能是储存加工工序所需的各种刀具,并按程序指令,把将要用的刀具准确地送到换刀位置,并接受从主轴送来的已用刀具。
刀库的储存量一般在8~64把范围内,多的可达100—200把。
数控机床刀库知识1刀库的功能在自动换刀装置中,刀库是最主要的部件之一。
刀库是用来贮存加工刀具及辅助工具的地方。
其容量、布局以及具体结构,对数控机床的设计都有很大影响。
2刀库的形式根据刀库的容量和取刀的方式,可以将刀库设计成各种形式。
常见的形式有如下几种。
(一)直线刀库刀具在刀库中是直线排列,如图a所示。
其结构简单,刀库容量小,一般可容纳8~12把刀具,故较少使用。
此形式多见于自动换刀数控车床,在数控钻床上也采用过此形式。
(二)圆盘刀具此形式存刀具少则6~8把,多则50~60把,其中有多种形式。
(1)如图b所示的刀库中,刀具径向布局,占有较大空间,刀库位置受限制,一般置于机床立柱上端,其换刀时间较短,使整个换刀装置较简单。
(2)如图c所示的刀库中,刀具轴向布局,常置于主轴侧面。
刀库轴心线可垂直放置,也可以水平放置,此种形式使用较多。
(3)如图d所示的刀库中,刀具与刀库轴心线成一定角度(小于90o)呈伞状布置,这可根据凯威凯达机床的总体布局要求安排刀库的位置,多斜放于立柱上端,刀库容量不宜过大。
上述三种圆盘刀库是较常用的形式,其存刀量最多为50~60把,存刀量过多,则结构尺寸庞大,与机床布局不协调。
为进一步扩大存刀量,有的机床使用多圈分布刀具的圆盘刀库,如图e所示;多层圆盘刀库,如图f所示;多排圆盘刀库,如图g所示。
多排圆盘刀库每排4把刀,可整排更换。
后三种刀库形式使用较少。
(三)链式刀库链式刀库是较常用的形式。
这种刀库刀座固定在环形链节上。
常用的有单排链式刀库,如图h所示。
这种刀库使用加长链条,让链条折叠回绕可提高空间利用率,进一步增加存刀量,如图i所示。
链式刀库结构紧凑,想学UG编程就加群726236503免费获取教程,刀库容量大,链环的形状可根据机床的布局制成各种形状。
同时也可以将换刀位突出以便于换刀。
在一定范围内,需要增加刀具数量时,可增加链条的长度,而不增加链轮直径。
因此,链轮的圆周速度(链条线速度)可不增加,刀库运动惯量的增加可不予考虑。
四大数控加工中心换刀方式及特点解释打开今日头条,查看更多精彩图片数控加工中心除了和其它数控铣削加工设备一样,具有高效加工复杂曲面工件和异形轮廓工件的加工能力以外。
它还具有自动更换加工刀具的先进功能。
数控加工中心之所以具有较高的自动化加工能力,除了机床配置的控制装置和工件的加工程序以外,硬件方面主要配置有刀库和自动换刀装置两部分。
根据数控加工中心加工形式和加工要求的不同,常见的刀库形式主要有斗笠式刀库、圆盘机械手刀库、链式刀库等几种。
相对应的换刀方式可分为直接换刀方式、机械手换刀方式和转塔头方式几种,具体我们看一下它们各自的特点:一、数控加工中心换刀方式----机械手换刀方式一般配置机械手换刀机构的刀库常使用圆盘式刀库。
所谓机械手换刀方式,就是指在换刀时,由机械手进行抓刀、选刀及换刀。
负责在刀库和数控加工中心的主轴之间传递刀具,将替换下来的数控刀具送回到刀库内,再将需要使用的刀具推送到主轴上。
这种换刀方式的特点是待使用的新刀和已使用的旧刀同时抓取。
也就是说抓刀和换刀同时进行,因此相对其它换刀方式来说,具有换刀速度更快、各机械元件的运动幅度更小等特点。
是现在比较主流的换刀方式。
二、数控加工中心换刀方式----直接换刀方式所谓直接换刀方式是指换刀过程由刀库和主轴箱配合完成,这是一种最直接的换刀方式。
一般配置的刀库是斗笠式的。
按照换刀过程中,刀库有没有发生位移来区分,直接换刀方式又可以分为刀库移位方式和刀库固定方式两种。
刀库移位方式中,刀库是可以移动的,在换刀前,刀库进入换刀工作区,换刀后在退出该区域。
这种换刀方式由于刀库发生的运动较多,布局比较讲究,灵活性和适应性较差。
刀库固定方式中,主要通过主轴箱的移动进行选刀。
刀库可以是保持静止的,也可以只进行位置旋转。
前者只能进行顺序选刀,适用于刀具数量较少的数控加工中心,而后者可以实现转位选刀。
这种选刀方式减少了刀库的移动,可以大大简化刀库的设计结构,对换刀过程的控制也简单可靠。