模具结构及功能介绍
- 格式:pdf
- 大小:2.05 MB
- 文档页数:59
简易模具结构讲义1. 引言本讲义旨在介绍简易模具的基本结构和使用方法。
简易模具是一种用于制作零件的工具,它可以通过给定的材料和形状来制造出特定的产品。
在本讲义中,我们将重点介绍简易模具的结构和功能。
2. 模具的构成部分简易模具通常由以下几个主要部分组成:2.1 模具底座模具底座是模具的基础部分,它通常由坚固的材料如铸铁或钢制成。
模具底座用于支撑和固定其他模具部件,以确保模具的稳定性和可靠性。
2.2 模具芯模具芯是用于产生孔洞或内部形状的部分。
它通常由金属或塑料制成,具有特定的形状和尺寸。
模具芯被放置在模具底座内,并与其他模具部件一起工作。
2.3 模具腔模具腔是用于制作外部形状的部分。
它也通常由金属或塑料制成,并与模具芯一起协同工作。
模具腔内的形状和尺寸决定了最终制造出的产品的形状和尺寸。
2.4 模具导向系统模具导向系统用于确保模具的准确定位和运动。
它通常包括导柱、导套和导向销等部件,以确保模具在使用过程中的稳定性和精度。
2.5 其他辅助部件除了以上主要部件外,简易模具还可能包括一些辅助部件,如顶杆、顶针和顶板等。
这些部件在模具的工作过程中起到辅助作用,帮助实现一些特殊的操作或功能。
3. 简易模具的使用方法在使用简易模具时,一般需要按照以下步骤进行操作:3.1 准备工作准备工作包括选择合适的材料和制作模具所需的工艺。
首先,根据产品的要求选择合适的材料,并准备好相应的模具芯和模具腔。
然后,根据具体的制作要求,制作模具底座和其他辅助部件。
3.2 安装模具将模具芯和模具腔安装到模具底座上,并使用导向系统进行准确定位。
确保模具的稳定性和可靠性,以避免模具在使用过程中出现问题。
3.3 进行加工将待加工的材料放置在模具腔内,并进行相应的操作。
通常,操作方式包括压力加工、注塑加工等。
根据具体的加工要求,选择合适的工艺和操作方法。
3.4 完成加工完成加工后,将制造出的产品从模具腔中取出,并进行必要的检查和修整。
根据产品的要求,可以对产品进行去毛刺、打磨等后续处理工作,以提高产品的质量和外观。
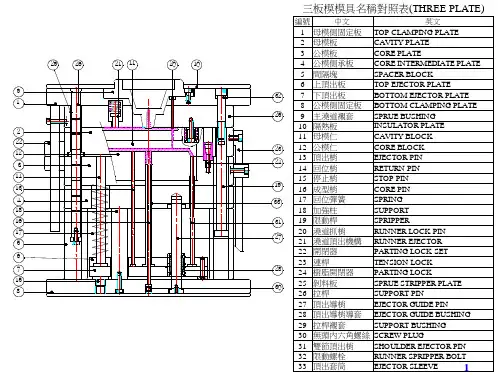
模具的基本結構1、雙板模(2板模)A.典型操作條件1)塑料型腔壓力從1000至12000ps(典型值為5000ps)(1)注嘴衬套——有锥度的插入注塑模中,让塑料从注喙流入分浇道。
(2)定位环——常用来精确校准模具在机器模板上的正确位置。
(3)阴模板——包含模具型腔的半付模具。
(4)阳模板——另半付模具,模芯常装在可移动的模具上使注塑件容易脱模。
(5)推杆(顶销)——使注塑件和浇道脱出模具的移动杆。
(6)浇道拉料杆——设计成当模具开模时从注嘴衬套中拉出塑料注道残料。
(7)支承板——使模具提高抗挠度的支承板后面。
(8)支承柱——放在抗挠度的支承板后面。
(9)推杆回定板——固定推杆和拉料杆的头部。
(10)导柱——用作精确位上下两片模上彼此相关的位置。
(11)夹模板(装模板)——夹持或用螺栓固定于机器模板上的底板。
(12)冷却通道——在支承板或阴模板和阳模板中,常被用来分散注塑件的热量。
(13)加热元件——对热固性塑料模具,热固元件用来帮助塑料固化。
注塑模具基础1.二板模与三板模的区别是什么?请画出二种类模具简图,并描述三板模的开合模顺序?✧二板模与三板模的区别是:三板模在定模部分多一次取出流道与产品分离。
三板模一般采用点浇口二板模浇口可根据产品及要求灵活选用。
✧二板模结构(2plate mold)✧前模压板(top damp plate)✧母模板(A plate)✧活动板(或推板strpper plate, 在推板顶出时选用);✧公模板(B plate)✧承板(supplrt plate)✧间隔板(spaoer block)✧顶针固定板(ejector retainer plate)✧顶针板(ejector plate)✧公模固定板(bottom damp plate)在AMP模具有Ejectorhousing,实际上是为了防止产品异物掉落顶出机构,而用封闭的间隔板✧三板模结构(3 plate mold)在二板模的前模板与母模板中加一块水口脱料板(runner strpper plate);模具一般有四支导柱(guide pin)和四支拉杆(support pin);另外也有只用四支长导柱,导柱兼拉杆用。
模具及其功能与作用一、模具模具是工业产品生产用的工艺设备,主要适用于制造业和加工业。
它是和冲压、锻造、铸造成形机械,同时和塑料、橡胶、陶瓷等非金属材料制品成型加工用的成形机械相配套,作为成形工具来使用的。
模具属于精密机械产品,因为它主要由机械零件和机构组成,如成形工作零件(凸模、凹模),导向零件(导柱、导套等),支撑零件(模座等),定位零件等;送料机构,抽芯机构,推(顶)料(件)机构,检测与安全机构等。
为提高模具的质量、性能、精度和生产效率,缩短制造周期,其零、部件(又称模具组合),多由标准零、部件组成。
所以,模具应属于标准化程度较高的产品。
一副中小型冲模或塑料注射模,其构成的标准零、部件可达90%,其工时节约率可达25%~45%。
二、模具的功能和作用现代产品生产中,模具由于其加工效率高,互换性好,节约原材料,所以得到和广泛的应用。
而现代工业产品的零件,广泛采用冲压、成形锻造、压铸成形、挤压成形、塑料注射或其他成形加工方法,和成形模具相配套,经单工序或多道成形工序,使材料或坯料成形加工成符合产品要求的零件,或成为精加工前的半成品件。
如汽车覆盖件,须采用多副模具,进行冲孔、拉深、翻边、弯曲、切边、修边整形等多道工序,成形加工为合格零件;电视机外壳、洗衣机内桶是采用塑料注射方法,经一次注射成型为合格零件的。
高精度、高效率长寿命的冲模塑料注射成型模具,可成形加工几十万件,甚至几千万件产品零件,如一副硬质合金模具,可冲压硅钢片零件(E型片、电机定转子片)上亿件,称这类模具为大批量生产用模具。
而适用于多品种、少批量,或产品试制的模具有:组合冲模,快换冲模,叠层冲模或成型模具,低熔点合金成型模具等,在现代加工业中,具有重要的经济价值,称这类模具为通用、经济模具。
电子、计算机、现代化通讯器材与设备、电器、仪器与仪表等工业产品的元器件或零、部件越来越趋于微型化、精密化,其零件结构设计中的槽逢孔尺寸要求在0.3mm以下,批量生产用模具要求很高。
模具的基本结构及相关概念1、模胚即模架:MoldBase 模胚是整套模具的骨架,所有模具的零部件的制作均需考虑模胚的结构。
模胚的成本一般占整套模具的30%左右,模胚由专门的大型模胚厂制造,已标准化,各模具制造厂只需根据自身的需要向模胚厂定制即可。
模胚分为面板、A板(前模板)、B板(后模板)、C 板(方铁)、底板、顶针面板、顶针底板、司筒、导柱、回针、顶针、撑头、限位钉等。
目前珠三角区域规模较大的模胚厂商有龙记模胚(LKM)、鸿丰模胚、中华模胚等,其中又以LKM名气最大,其模胚广大模具制造厂普遍采用,品质、精度均有保障。
2、模仁又称型腔,即嵌入模胚模板内的成型模芯。
分为前模仁,后模仁,俗称前模(Cavity),后模(Core)。
为何要在模板内嵌入模仁呢?主要是为节约成本。
因为塑胶对模具的钢材特性有很高的要求,如硬度、耐腐蚀性、耐高温(热变形)等;而模胚的模板则无需太高的要求。
模仁硬度一般为45~65HRC,模胚的模板硬度30~45HRC;用作模仁的钢料每公斤可达RMB 200,而模胚的钢料一般只需RMB20~30元。
注:HRC为洛氏硬度。
3、唧嘴:Sprue。
注塑机炮筒的射胶嘴通过该装置将熔融的塑胶原料注入型腔。
4、滑块又称行位:Slider。
为顺利出模而必须使用的结构部件。
因为有些产品结构特殊,如有侧边有空,有倒扣(勾)等,需用行位才可出模。
5、斜顶:Angle-Lifter。
与行位相似,也是为顺利出模而必须使用的结构部件。
6、还有一些与模具有关的名词:分模线(P/L)、模具基准、缩水率(Shrinkage)、排位(Layout)、钢料、铜公(电极,其材质有铜、石墨等)、倒扣、运水、出模斜度(Draft angle)、冷料井、流道、注塑仿真、分模、出模、开&合模步骤、模号、抛光(省模)、软模、硬模、模具表面处理、试模(TEST MOLD)、改模、装模、交模等。
7、从上可看一套模具按其各部件的功能可细分为:流道系统、成型系统、温度调节系统、排气系统、顶出系统、开合模系统、复位系统。
3塑料模具的基本结构及功能塑料模具是用于塑料制品加工中的一种工具。
它的基本结构是由模具座、上模、下模、导柱、导套、滑块、顶出机构等组成的。
以下是对塑料模具基本结构及功能的详细描述。
1.模具座:模具座是模具的支撑部分,通常由模座板和模具座基座组成。
它的功能是固定和支撑其他模具部件,并将模具与注塑机连接起来。
2.上模和下模:上模和下模是模具最重要的两个部分,一般分别安装在注塑机的固定模板和动态模板上。
它们通过导套和导柱的配合运动,实现模具的开闭动作。
上模和下模的结构和形状决定了塑料制品的形状和尺寸。
3.导柱和导套:导柱和导套是用于引导上模和下模开闭运动的部件。
导柱通常固定在模具座上,导套则固定在上模上。
它们的表面光滑,可以减少摩擦,确保模具的运动平稳和精度。
4.滑块:滑块是模具中的一个移动部件,可以实现一些复杂的模具动作。
滑块一般通过滑块导柱与上模相连接,它可以在模具关闭时从上模中退出,成型完成后再进入。
5.顶出机构:顶出机构用于将注塑成型后的制品从模具中顶出。
它通常由顶出杆、顶出板和顶出凸轮组成。
当上模开启时,顶出凸轮带动顶出板和顶出杆向前运动,将制品顶出。
除了以上基本部件,塑料模具还可能包含一些特殊的结构,如冷却系统、喷嘴等,用于控制模具温度和塑料流动。
塑料模具的功能主要包括以下几个方面:1.定位功能:通过导柱和导套的配合,确保上模和下模的位置准确,保证模具开闭运动的顺利进行。
2.尺寸控制功能:上模和下模的结构和形状决定了制品的形状和尺寸,通过精确设计和制造,模具能够精确地控制制品的尺寸。
3.模具动作功能:通过滑块、顶出机构等特殊结构,模具能够实现一些复杂的动作,如内腔成型、侧拉等。
4.制品顶出功能:顶出机构能够将注塑成型后的制品从模具中顶出,提高生产效率。
5.温度控制功能:通过冷却系统,模具能够控制模具温度,确保塑料的充填和冷却过程正常进行。
总之,塑料模具的基本结构和功能是相互关联的,通过各个部件的配合和动作,实现塑料制品的精确成型。
模具结构基本知识引言模具结构是模具设计中的核心内容之一,它直接关系到模具的性能和制造成本。
因此,掌握模具结构的基本知识对于模具设计师来说是非常重要的。
本文将介绍模具结构的基本概念、分类、设计要点等方面的知识,帮助读者全面了解模具结构。
模具结构的基本概念1. 模具的定义模具是指用于制造零部件或产品的装置,它通过在模具腔内放置材料并施加一定的压力和热力,使材料经过一定的物理或化学变化,最终得到所需的形状和尺寸。
模具结构的主要作用是定位和固定模具零部件,使其在加工过程中保持稳定的位置和姿态。
同时,模具结构还承受了加工力、冲击力等载荷,因此需要具备一定的强度和刚度。
3. 模具结构的主要组成部分模具结构主要由模具座、模具板、模具腔等部分组成。
•模具座:负责支撑整个模具的重量,以及与注塑机或冲压机等设备连接。
•模具板:连接模具座和模具腔,起到承载模具零部件的作用。
•模具腔:通过模具腔来确定工件的形状和尺寸。
1. 注塑模具结构注塑模具主要用于塑料制品的生产,其结构分为单腔模、多腔模和自动脱模模具等。
•单腔模:只能同时制造一个零部件。
•多腔模:可以同时制造多个相同或不同的零部件。
•自动脱模模具:具有自动脱模功能,可以提高生产效率。
2. 冲压模具结构冲压模具主要用于金属板材的加工,其结构分为单工位模和多工位模等。
•单工位模:只能完成一个工序的模具。
•多工位模:可以完成多个工序的模具,提高生产效率。
塑料模具用于塑料制品的生产,如注塑机的模具,其结构分为单色模、多色模和热流道模等。
•单色模:适用于单色产品的生产。
•多色模:适用于多种颜色或花纹的产品。
•热流道模:采用热流道技术,解决塑料制品的热流平衡问题。
模具结构的设计要点1. 结构合理性模具结构设计要合理、简洁、稳定,并且易于制造和维修。
合理的结构可以提高模具的使用寿命和制造效率。
2. 零部件的选择和组合模具结构的零部件应选择材质合适、精度高且耐磨损的材料,同时要注意零部件的组合方式,确保整个结构的协调性和可靠性。
头戴耳机模具结构一、引言头戴耳机是一种常见的音频设备,它通过将耳机放置在头部的方式,使用户能够享受到更好的音频体验。
而头戴耳机的模具结构则是其制造过程中的重要环节之一。
本文将从头戴耳机模具的结构、功能和制造工艺等方面进行详细介绍。
二、头戴耳机模具结构头戴耳机模具通常由多个部分组成,包括耳罩、头带、连接器等。
下面将对这些部分的结构进行详细描述。
1. 耳罩:耳罩是头戴耳机模具中最重要的部分之一。
它通常由耳罩壳体和内胆组成。
耳罩壳体采用高强度塑料材料制成,外形一般为圆形或椭圆形,以适应不同人群的耳形。
内胆则是用来固定和保护耳机喇叭的重要部分。
2. 头带:头带是将耳罩与用户头部连接起来的关键部分。
头带通常由弹性材料制成,可以根据用户的头部大小进行调节。
它的设计既要考虑舒适度,又要保证耳机的稳定性,以便用户长时间佩戴耳机而不感到不适。
3. 连接器:连接器是头戴耳机模具中的关键部件,它负责将耳机与音源设备连接起来。
连接器通常采用3.5mm的标准音频插头,以便与各种音频设备兼容。
一些高端头戴耳机还可能采用更高规格的连接器,以提供更好的音频传输质量。
三、头戴耳机模具的功能头戴耳机模具的设计和制造旨在实现以下功能:1. 保护耳机:头戴耳机模具的主要功能之一是保护耳机的内部构件,如喇叭、线路等。
通过合理的设计和材料选择,可以有效地减少外部冲击对耳机的损害,延长耳机的使用寿命。
2. 提供舒适性:好的头戴耳机模具应该能够提供良好的佩戴体验,保证用户在长时间使用耳机时不感到不适。
这需要考虑头带的材料和结构,以及耳罩的大小和材质等因素。
3. 优化音频效果:头戴耳机模具的设计还应该考虑到音频效果的优化。
合理的耳罩设计可以提供良好的隔音效果,减少外界噪音的干扰;而合适的内胆设计可以提供更好的音质表现,增强低音效果等。
四、头戴耳机模具制造工艺头戴耳机模具的制造过程通常包括以下几个步骤:1. 模具设计:根据头戴耳机的外形和功能需求,进行模具的设计。
冲压模具的组成一、引言冲压模具是在冲压工艺中使用的一种工具,用于加工金属材料,常用于汽车零部件、家电产品等的制造中。
冲压模具由多个组件组成,各组成部分的设计和制造对于模具的性能和使用寿命具有重要影响。
本文将详细介绍冲压模具的组成部分及其功能。
二、冲压模具的组成冲压模具主要包括四个组成部分:上模座、下模座、顶针和模具材料。
2.1 上模座上模座是冲压模具的主要支撑部分,也是零件在冲压过程中的定位基准。
它由底座和定位销组成,保证了模具的稳定性和精度。
上模座还可以根据不同的冲压要求进行调整,以适应不同的工件形状和尺寸。
2.2 下模座下模座是冲压模具的另一个重要组成部分,它位于上模座的下方。
与上模座相反,下模座的主要功能是进行零件的冲压操作。
下模座一般由基座和模块组成,模块上安装有冲头和模具块,用于将材料加工成所需形状。
2.3 顶针顶针是冲压模具中的重要零件之一,通常安装在下模座上。
顶针主要用于支撑和辅助冲压过程中的工件变形。
在模具的设计中,顶针的数量、形状和位置需要根据工件的形状和尺寸进行合理选择,以确保冲压过程中工件的变形和形状精度。
2.4 模具材料模具材料是冲压模具的制作材料,直接影响模具的使用寿命和性能。
常用的模具材料包括合金钢、高速钢和硬质合金等。
不同的材料具有不同的硬度、韧性和耐磨性,根据具体使用需求选择合适的模具材料可以延长模具寿命,减少维护成本。
三、冲压模具的工作原理及应用3.1 工作原理冲压模具的工作原理是利用上模座和下模座的相对运动,通过冲头对工件进行压制或拉伸,使工件在冲压过程中发生塑性变形,最终得到所需的形状。
在冲压过程中,顶针的作用是保证工件的变形,并通过模具设计的合理排列和形状来保证工件的精度和质量。
3.2 应用冲压模具广泛应用于各个行业,特别是汽车零部件制造、家电产品制造等领域。
在汽车行业中,冲压模具被用于制造车身部件、车门、发动机零部件等。
在家电行业,冲压模具可用于制造洗衣机、电视机、冰箱等产品的外壳和零部件。
铝合金压铸模具结构
铝合金压铸模具结构:
1、模具结构:铝合金压铸模具由芯模、型腔等构成,其采用先进的模块组装技术,将模块连接在一起,实现流体、能量转化等功能。
2、模具理化加工:为了保证模具的准确和稳定,对铝合金压铸模具一般进行理化
加工,使其表面平滑、光洁、较大形状稳定性高。
3、模具表面处理:铝合金压铸模具表面要求质量良好,若需要刻字及特殊符号时,一般采用电镀、硬质氧化等方法进行处理,更好地满足模具使用要求。
4、模具尺寸公差:铝合金压铸模具的尺寸公差一般按照GB/T2086的要求进行控制,并且严格检查模具的尺寸大小,以确保其良好的商品率和产品质量。
5、模具强度要求:为了满足模具工作时的安全、稳定及使用寿命长等要求,一般
要求铝合金压铸模具的强度达到国家规定的标准,并进行拉伸及抗压等试验,以确保模具的高强度及质量。
6、模具温度管理:考虑到压铸模具工作过程中的温度不同,一般会在模具内部加
装温度调节装置,这可以有效地控制模具的工作温度,防止模具产生过高的温度变形。
7、硬度要求:铝合金压铸模具的硬度要求也是非常重要的,要求模具比较硬,以
保证其使用寿命、强度及耐磨性等方面的要求,一般要求其硬度满足GB5911、10
级HRC,而且不容易受损。
总之,铝合金压铸模具结构应当具有良好的理化性能、准确的尺寸、高度的强度、硬度保持稳定及精致的表面处理,以满足客户的需求并提高压铸的效率及质量。
模具结构之滑块篇滑块模具结构文档范本:⒈引言本文档旨在介绍滑块模具结构的各个部分及其功能。
滑块模具是一种常用的压铸模具,用于制造汽车零部件、电子设备外壳等零件。
了解滑块模具结构的各个部分对于模具设计和制造非常重要。
⒉基本结构概述⑴模具座模具座是滑块模具的基础组件,用于固定模具。
模具座一般由底板、支撑柱等部分组成,确保模具在使用过程中的稳定性。
⑵顶出机构顶出机构用于将成型零件从模具中弹出。
它通常由顶出杆、弹簧等组成,通过推动顶出杆使零件脱离模具。
⑶滑块机构滑块机构是滑块模具的关键组成部分,用于实现滑块的运动。
滑块机构一般包括滑块导轨、滑块座、滑块等部分。
滑块通过导轨的引导,在模具的特定位置上进行上下、前后的滑动。
⑷导柱导套⒊滑块机构详解滑块机构的设计对于滑块模具的性能至关重要。
下面将详细介绍滑块机构的构造。
⑴滑块导轨滑块导轨是滑块机构的基本组成部分,用于引导滑块的运动。
滑块导轨一般由直导轨和斜导轨组成,直导轨保证滑块的上下运动,斜导轨保证滑块的前后运动。
⑵滑块座⑶滑块滑块是滑块机构的关键组成部分,通过滑块的上下、前后运动,实现模具的开合。
滑块一般由滑动块和连接杆组成,连接杆连接滑动块和滑块导轨。
⒋附件本文档涉及的附件包括滑块模具的设计图纸,滑块模具的CAD文件。
⒌法律名词及注释⑴模具:模具是用于制造零部件或产品的工具或装置。
⑵压铸模具:压铸模具是一种用于压铸工艺的模具,将熔化金属注入模具中,经过冷却后形成零部件或产品。
⑶模具座:模具座是固定模具的基础组件。
⑷顶出机构:顶出机构用于将成型零件从模具中弹出。
⑸滑块机构:滑块机构用于实现滑块的运动。
⑹导柱导套:导柱导套用于保持滑块的定位精度。
⒍结束。
注塑模具的结构注塑模具是一种用于生产塑料制品的工具。
它的结构非常重要,直接影响到塑料制品的质量和生产效率。
下面将介绍注塑模具的结构和各部分的功能。
一、注塑模具的结构注塑模具主要由模具基座、模芯、模腔、导板、顶出机构、冷却系统等组成。
1. 模具基座:模具基座是模具的主要支撑部分,承受着整个模具的重量。
它通常由钢材制成,具有足够的刚性和强度。
2. 模芯:模芯是注塑模具中的一部分,用于形成塑料制品的内部结构。
它通常由钢材或铝材制成,具有一定的硬度和耐磨性。
3. 模腔:模腔是注塑模具中的另一部分,用于形成塑料制品的外部形状。
它通常由钢材制成,具有一定的硬度和耐磨性。
4. 导板:导板是注塑模具中的一个重要组成部分,用于引导模芯和模腔的运动。
它通常由钢材制成,具有一定的硬度和耐磨性。
5. 顶出机构:顶出机构用于将注塑模具中的塑料制品顶出模具。
它通常由弹簧和顶出杆组成,具有一定的弹性和耐磨性。
6. 冷却系统:冷却系统用于控制注塑模具中的温度,以保证塑料制品的质量。
它通常由冷却水管和冷却水箱组成,具有良好的散热性能。
二、注塑模具各部分的功能1. 模具基座:承受整个模具的重量,提供稳定的支撑。
2. 模芯:形成塑料制品的内部结构,如空心结构、螺纹等。
3. 模腔:形成塑料制品的外部形状,如平面、曲面等。
4. 导板:引导模芯和模腔的运动,确保塑料制品的精度。
5. 顶出机构:将塑料制品顶出模具,防止粘连和变形。
6. 冷却系统:控制注塑模具的温度,保证塑料制品的质量和生产效率。
三、注塑模具的制造工艺1. 设计:根据产品的要求和生产工艺,设计注塑模具的结构和尺寸。
2. 材料选择:选择合适的钢材或铝材作为注塑模具的材料,根据不同部位的要求选择不同的材质。
3. 加工:利用数控机床等设备对注塑模具进行精密加工,保证模具的尺寸和形状的精度。
4. 装配:将各个部件组装在一起,形成完整的注塑模具。
5. 调试:根据产品的要求进行模具的调试,保证模具的正常运行和塑料制品的质量。
模具结构介绍范文模具(Mold)是用于制造零部件的工具。
它可以是金属、塑料或橡胶制成,并根据所需的形状和尺寸进行设计制造。
模具结构设计的好坏直接决定了零部件的质量和生产效率。
本文将详细介绍模具的结构,并分析其不同部分的功能。
模具结构主要包括模腔、模芯、顶针和导向套等部分。
其中,模腔和模芯是模具的主要组成部分,它们分别负责零部件的外形和内部结构的成形。
一般来说,模腔是模具中的空腔部分,用于成形零部件的外形。
模腔可以根据零部件的形状进行设计,通常为零部件的镜像形状。
在注塑或压铸模具中,模腔负责塑料或金属材料的填充和冷却,同时也需要考虑零部件的收缩和尺寸精度。
模腔的设计需要考虑并控制注塑或压铸过程中的原料流动性和冷却效果。
与模腔相对应的是模芯,它是模具中的阳腔部分,用于成形零部件的内部结构。
模芯需要与模腔配合紧密,确保零部件的尺寸和形状的精度。
在注塑或压铸模具中,模芯负责形成零部件的孔或空腔等内部结构。
模芯的设计需要考虑零部件的脱模和模具的冷却。
通常情况下,模芯需要通过顶针来实现脱模。
顶针是模具中用于脱模的部件,一般由针杆和弹簧组成。
顶针可以沿着模腔和模芯的轴向移动,以帮助零部件从模具中顺利脱出。
顶针的设计需要考虑脱模力的大小和方向,以及脱模的顺序。
在注塑或压铸模具中,顶针通常与模具的导向套配合使用,以实现精确的定位和脱模。
导向套是模具中的定位部件,用于确保模腔、模芯和顶针的正确定位。
导向套通常由导向柱和导向套轴承组成。
导向柱安装在模具的固定板上,导向套轴承则安装在模具的动态板或顶板上。
通过导向套的定位,模腔、模芯和顶针可以在注塑或压铸过程中正确移动和定位。
导向套的设计需要考虑导向的精度和防止卡死的措施。
除了上述主要组成部分外,模具结构还会涉及其他辅助部件,如冷却系统、排气系统和喷嘴等。
冷却系统用于控制模具的温度,以确保注塑或压铸过程中零部件的质量和尺寸的稳定性。
排气系统用于排除气泡或气体,以防止零部件出现气孔或热缩痕。
冲压模具结构基础知识讲解冲压模具是工厂中用于生产零件的必要工具,它主要由冲头、模板、模具底板和组件等部件组成。
当前,冲压模具的应用越来越广泛,被广泛应用于汽车、家电、电子、机械及其他工业领域。
为了更好地发挥冲压模具的性能,本文旨在通过对冲压模具结构的详细介绍及其特点来帮助读者理解冲压模具的工作原理。
冲压模具是一种特殊的分体式机械结构,由模板、冲头、模底板和零件组成。
模板可以理解为冲压模具的“图纸”,它提供了成型零件所需的准确空间尺寸,决定了模具静态和动态特性,可以实现零件的准确成型。
冲头向模板把力量集中传递给零件,使之形状发生变化,模底板的主要作用是固定模具结构,并将冲头的推力向模具外输送。
零件是有力学性能的金属坯料,通过模板的外形及压力形成成型的铸件。
冲压模具的模板是制造零件的关键,它决定了模具的工作性能及成型特性。
它具有许多开口、切口和活穴,使坯料有着复杂的运动路径,从而实现成型零件的外观尺寸及形状要求。
同时,它在设计上还考虑了模具的寿命、模具加工精度及载荷问题,以满足客户对模具性能和可靠性的要求。
冲头是模具冲压过程中最重要的部件,它将动力传递给零件,通过冲头的起动、停止、定位等操作,实现成型的零件的尺寸及形状的控制。
一般来说,冲头由一个基材,几个活动部件及其他件组成。
从性能上看,冲头必须具有良好的强度和刚度,耐磨损和耐腐蚀,以及良好的密封性。
模底板是冲压模具的基础,它不仅支撑模具结构,还将动能分散和向外排除。
模底板的表面一般要求平整、清洁,因为不平整的模底板会影响模具的寿命和成型精度;另外,对于某些特殊的成型零件,模底板还有可能加厚铸造以提高模具的强度。
冲压模具的零件设计是一门艺术,它要求零件的几何形状与其存在的环境相适应,并且考虑到加工技术、模具体积、工作条件等因素。
一般来说,零件应具有良好的强度和可靠性、抗磨损性和耐腐蚀性,以及良好的密封性。
冲压模具的组件也很重要,它们起到固定模具的作用,支撑和稳固冲头的位置,改变模具结构、减少模具在冲压过程中的振动、阻碍金属材料的回流和位移等。
模具旋转结构-概述说明以及解释1.引言1.1 概述模具旋转结构是一种常见且重要的工程结构,广泛应用于各个领域。
它通过使模具能够沿水平或垂直方向旋转,实现对工作物体的加工、成型或操纵。
这种结构可以使得模具在加工过程中可以更加灵活和高效地完成任务。
模具旋转结构的原理是通过在模具上添加旋转装置,例如轴承、传动装置等,使其能够进行旋转运动。
该结构的设计与优化是为了提高模具的工作效率、精度和稳定性,以及扩大模具的适用范围和使用寿命。
在模具旋转结构的应用领域中,包括了金属加工、塑料成型、陶瓷制造等各个领域。
本文将首先介绍模具旋转结构的定义与原理,探讨其在不同领域的应用情况,并详细分析模具旋转结构的设计与优化方法。
在结论部分,我们将评估该结构的优势和局限性,并展望其未来的发展趋势。
通过对模具旋转结构进行深入研究和分析,我们可以更好地理解其工作原理、应用范围和设计优化方法,为模具制造和加工领域的专业人士提供有价值的参考和指导。
同时,通过总结研究结果,我们也可以为模具旋转结构的未来发展提供一些有益的建议和展望。
1.2 文章结构文章结构部分的内容可以包括以下内容:文章结构部分旨在介绍整篇文章的框架和内容安排,让读者能够清楚地了解本文的组织结构和各个章节的主要内容。
本文按照以下方式进行组织:1. 引言:本部分主要包含文章的背景和目的,旨在引起读者的兴趣并阐明本文的意义和重要性。
2. 正文:本部分是文章的主体,主要介绍模具旋转结构的定义、原理、应用领域、设计与优化等内容。
3. 结论:本部分对前文所述进行总结,并阐明模具旋转结构的优势、局限性和未来发展趋势。
接下来,将详细介绍各个章节的主要内容:2.1 模具旋转结构的定义与原理:本部分将介绍模具旋转结构的基本概念和工作原理,包括模具旋转结构的组成部分、作用原理以及相关的基本原理和理论知识。
2.2 模具旋转结构的应用领域:本部分将介绍模具旋转结构在不同领域中的实际应用,包括工业制造、汽车制造、航空航天等领域,并阐述其在这些领域中的作用和优势。
绞牙模具结构绞牙模具是一种用于制造绞牙的模具,它的结构设计对于绞牙的质量和精度起着至关重要的作用。
下面将详细介绍绞牙模具的结构及其功能。
一、模具主体结构绞牙模具的主体结构通常由上模和下模组成。
上模和下模之间通过模具座连接,确保模具的稳定性和精度。
上模和下模的内部都会雕刻绞牙的形状,以便在成型过程中将其传递给工件。
模具的主体结构需要具备足够的强度和刚性,以承受成型过程中的压力和力量。
二、导向结构为了保证绞牙模具的精度和稳定性,导向结构是不可或缺的。
导向结构通常包括导柱和导套,它们的作用是确保上模和下模的相对位置不发生偏移。
导向结构需要具备高度的精度和耐磨性,以保证模具的长期使用。
三、顶出结构绞牙模具的顶出结构用于将成型后的工件从模具中顶出。
顶出结构通常由顶出杆和顶出板组成,顶出杆通过顶出板与上模相连接。
在成型过程中,顶出板会推动顶出杆,将工件顶出模具。
顶出结构需要具备足够的强度和刚性,以承受顶出力和工件的重量。
四、冷却结构冷却结构是绞牙模具中非常重要的部分,它直接影响绞牙的质量和精度。
冷却结构通常包括冷却孔和冷却通道,用于引导冷却介质(如冷水或冷却油)流过模具,降低模具温度。
通过合理设计冷却结构,可以提高绞牙的硬度和精度,并避免模具因高温而损坏。
五、开合结构绞牙模具的开合结构用于控制上模和下模的开合动作。
开合结构通常由开合杆和开合板组成,开合杆通过开合板与上模相连接。
在成型过程中,开合结构会控制上模和下模的相对运动,实现模具的开合动作。
开合结构需要具备高度的精度和稳定性,以确保模具的开合动作准确无误。
绞牙模具的结构设计直接关系到绞牙的质量和精度。
合理设计的模具结构能够保证绞牙的尺寸准确,表面光滑,且耐磨耐用。
在实际应用中,还需要根据绞牙的具体要求和工件的特性来选择合适的材料和加工工艺,以确保绞牙的质量和性能达到预期要求。
绞牙模具的结构设计是制造高质量绞牙的关键。
通过合理设计模具主体结构、导向结构、顶出结构、冷却结构和开合结构,可以实现绞牙的精确成型,提高绞牙的质量和精度。
2011年10月1日星期六
模具结构及功能介绍
讲师讲师::版本版本::日期日期::
1.3塑模产品
L.K
小拉杆
须跑母模遂道滑块。
模具结构Training 2.3.2二板半模
優點﹕節省料頭的修整工序﹐提高原料利缺點﹕結構復雜﹐加工成本高﹐不易小批
油壓缸
模具结构Training 2.7.1 IM 自动拉料
料帶張力模組
SENSOR 模組
拉料模組
模具的BLOCK
•I/M 機構動作: 利用模具二次具二次回位回位回位機構實現機構實現•料帶前進動力源: 使用步進馬達+ 棘輪組實現
M04A
E03A E02A Ⅱ組頂板
自动拉料
x2
S1S2
傾斜滑塊二次頂出機構在双色成型中的应用
傾斜滑塊二次頂出機構这中结构在双色模中用的很多
a.二次頂出動作介紹:當開模完﹐在機台頂杆向前作用力把上下頂板四塊板一起頂出時,碰到推桿時,頂杆向前作用力將惰輪往下推,使上頂板加速前進
上頂板1上頂板2堆桿
惰輪
加速前進
固定板
下頂板1
下頂板2產品頂傷產品頂傷﹐﹐粘頂針不落解除
小型模具簡易二次頂出
隱藏式二次無痕頂出
頂針BLOCK
BLOCK,隻需卸掉緊固螺絲,直接取出
模
加深型澆口套
直接澆口
浇口位置选择时尽可能避免小浇口直对大型腔
减少压力损失
取向:线性高分子就如同毛线,沿某个特定
方向占优势平行排列,这种现象就称为取向。
潛伏式澆口潛伏式澆口
潛伏式澆口侧浇口
(4)
(2)
(6)
强制回位装置(外置,内置,机台强制拉回)。
不良 的产品缺 頾體來
一般模板 環水 (1) 一般模板 環水 (2)
公模滑塊﹕
公模滑塊﹕。