英国船级社(LR)一般强度和高强度钢板规范2009.10
- 格式:doc
- 大小:1.08 MB
- 文档页数:8
船体用结构钢(KR)1 适用范围(1)本规范适用于厚度不超过100毫米的船体用结构钢(以下简称钢板)。
(2)对于厚度超出表1规定的钢板,其技术要求由船级社另行规定。
(3)对厚度大于或等于15毫米的钢板若要求厚度方向性能,则还应进行厚度方向拉伸试验。
2 分类及代号钢板按表1的规定分类。
表1 船体结构用钢材的等级3 化学成分及脱氧工艺各等级钢的脱氧工艺和化学成分应遵照表2的规定。
对于厚度超过50毫米的钢板,若采用温度-形变控制轧制(TMCP)状态交货,经船级社同意,化学成分可不同于表2的规定。
表2 化学成分及脱氧工艺4. 交货状态不同等级钢的交货状态按照表3和表4执行。
表3 一般强度钢交货状态表4 高强度钢交货状态5 机械性能钢板的机械性能应符合表5的规定。
表5 机械性能)(,≅6 选取试样(1) 对于截取拉伸试样的样品,除非经本船级社特别认可,每批钢材质量不大于50吨(对于同一炉,厚度或直径差小于10mm),须从具有最大厚度的每批上截取试样。
(2) 对于截取冲击试样的样品,除非另有特别规定或是由本船级社特别认可,根据脱氧操作的性质、制品的类型和热处理的方式,从表3和表4中规定的每批材料上截取最厚的试样。
(3) 除非另有规定,宽度超过600毫米的板材,根据下图的要求截取试样:7 选取试样(1) 试样无须与制品分开进行热处理。
(2) 拉伸试样须按照下面(a) 到 (c)进行截取。
(a) 一个试样须从一个试验样品上截取。
(b) 截取试样时,须使纵轴线垂直于最后的轧制方向。
(c) 当板材的厚度超过40毫米,可以使用圆形试样。
当扁形的拉伸试样是从板材上截取,须从距离表面大约1/4厚度的部分截取。
(3) 冲击试样须按照下面(a) 到 (c)截取。
(a) 须从一个试验样品上截取一组试样。
(b) 截取试样时,须将它们的纵向轴线平行于(L方向)最后的轧制方向。
当本船级社视为必需时,在截取它们时,它们的纵向轴向(T方向)须垂直于最后的轧制方向。
英国劳氏船级社船舶入级规范和规则第4章铸钢件第1节一般规定1.1 范围1.1.1 本节对拟用于制造船舶、其它海洋结构物、机械、锅炉、受压容器和管系的铸钢件作出一般规定。
1.1.2 凡涉及设计和建造的关于本规范中规定的铸件制造和试验均应符合第1和第2章的规定,以及本节的一般规定和第2节至第9节中适用的具体规定。
1.1.3 作为1.1.2的替代条款,凡符合国家或专用技术要求的铸件,只要这些技术要求与本章的要求合理等效;或对专门用途已经认可的铸件,均可予以接受。
检验和认证通常应按第1章的规定执行。
1.1.4 对于大量生产的小型铸件或定量生产的同型铸件,可以根据第1章2.4的规定,采取变通的检验方法。
1.2 制造1.2.1 铸钢件应在英国劳氏船级社认可的铸造厂制造。
所用钢料的制造程序应经英国劳氏船级社认可。
1.2.2 为除去多余金属而采用的火焰切割、火焰清理或电弧气刨等各种方法,均应按公认的优良工艺,并应在最终热处理之前进行。
凡铸件因其化学成分和/或厚度而有必要预热之处,均应预热。
其受影响的区域应用机加工或打磨平整至约2mm的深度,除非它显示钢材并未由于切割方法而受损害。
切割表面有必要作特别检查,以便发现任何裂缝。
1.2.3 如用焊接方法把两个或多个铸件连接成一个组合构件,应提交拟用的焊接程序细节以供认可。
并要求进行焊接程序的认可试验,也见1.9的规定。
1.3 铸件质量1.3.1 所有铸件不应有不利于正常使用的表面或内部缺陷。
表面光洁度应符合良好的工艺标准和经认可的技术条件的专门要求。
1.3.2 铸件表面不得用锤击、冷锻,也不得用任何可能掩盖缺陷的方法进行处理。
1.3.3 所有芯撑的位置应于注明并应作近观检查(如有需要,还应进行超声波检测),以保证溶透。
1.4 化学成分1.4.1 所有铸件应采用镇静钢制造。
桶样化学成分应在本章有关节中所规定的范围之内。
在规定了通用的总范围的情况下,化学成分应与铸件的钢号、尺度和所要求的力学性能相适应。
劳氏船级社内河船舶外板要求一、引言劳氏船级社(Lloyd’s Register)是全球知名的船级社之一,为船舶行业提供船舶分类和认证服务。
内河船舶作为重要的水上交通工具,其外板的质量和要求对船舶的安全性和可靠性至关重要。
本文将详细探讨劳氏船级社对内河船舶外板的要求。
二、船舶外板的材料要求2.1 材料种类劳氏船级社要求内河船舶外板的材料应符合以下要求:•钢材:船舶外板常采用高强度钢材,如AH32、DH36等级的钢材,以确保船舶的结构强度和耐久性。
2.2 材料性能•强度要求:船舶外板的强度要符合劳氏船级社制定的标准,以确保船舶在水上行驶时能够承受外部力的作用。
•韧性要求:船舶外板的材料应具有良好的韧性,以在发生碰撞或其他外部冲击时能够吸收能量,减轻冲击对船体的损伤。
•耐蚀性要求:船舶外板的材料应具有良好的耐蚀性,能够抵御海水、湖水等介质的腐蚀,延长船舶的使用寿命。
三、船舶外板的制造要求3.1 制造工艺•热轧工艺:船舶外板的制造常采用热轧工艺,通过高温下的轧制以获得所需的板材尺寸和形状。
•钢板切割:船舶外板的制造需要进行钢板的切割,常采用火焰切割、等离子切割等技术。
3.2 尺寸要求劳氏船级社对内河船舶外板的尺寸要求如下:•厚度要求:船舶外板的厚度应符合设计要求,以保证船舶的结构强度和稳定性。
•宽度要求:船舶外板的宽度应符合设计要求,以满足船舶的结构和装载要求。
•长度要求:船舶外板的长度应符合设计要求,以满足船舶的结构和航行要求。
3.3 表面质量要求•表面平整度:船舶外板的表面应平整、光滑,不得有凹凸、皱褶等缺陷,以确保船舶外观美观且减少水阻。
•表面清洁度:船舶外板的表面应清洁,不得有油污、锈蚀等污染物,以确保船舶的耐蚀性和外观质量。
四、船舶外板的安装要求4.1 焊接要求•焊接工艺:船舶外板的安装常采用焊接工艺,包括手工电弧焊、埋弧焊等。
•焊缝质量:船舶外板的焊缝应符合劳氏船级社的要求,焊缝应牢固、紧密,无裂纹、气孔等缺陷。
船级社对造船材料检验基本规定1.钢质海船船体、锅炉、压力容器、机械等所用材料应符合船级社规范规定2.造船材料必须是船级社认可的工厂生产的3.材料上应具有船级社检验印记。
4.造船材料应符合规范规定的等级。
5.船用材料除印记外,还应具有船级社颁发的产品合格证书(船检证书)。
6.造船过程中若发现材料不合格,即便有船检证书,也应作为不合格处理。
7.高强度板的特殊要求(见规范修改通报,1993)材料入库检验程序1.物资供应部门填写入检验申请单,向质检部门报验2.检验人员检查材料标识与证书、资料的一致性。
3.查对材料证书的内容:填写是否齐全、成分与性能是否符合规范要求;4.特殊情况下对材料的化学成分和力学性能进行复验:船检标识不清、合同规定、船东要求等。
5.对检验材料作出判断,填写质量记录,对合格品做出标记(质量追溯)。
6.对不合格品的处理材料检验的内容一、外观质量检验1.查对材料惊讶和规格:长度、宽度、厚度——是否在允许值范围内2.观察材料表面是否在缺陷:麻点、裂纹、夹渣、起皮、管径变形等——是否可修复二、化学分析检验熔炼分析和成品分析(船厂一般采用后种方式)力淡定性能检验三、拉力试验和冲击试验钢板和型钢的检验一、质量证书的核查(船检证书和生产厂家合格证)核对材料牌号、规格、数量、炉号与实物是否相符船级社的书面证明内容、船级社印记、验船师签名根据规范核对材料的化学成分和力学性能二、外观质量检验产品标记检查表面缺陷检查三、钢材厚度和平整度的检查四、理化检验钢板的检验要求钢材表面不允许有气泡、结疤、裂纹、拉裂、夹杂、压入氧化皮(起皮)、分层等,但允许不影响质量的表面缺陷存在。
船体结构钢和机械结构钢的表面缺陷允许局部打磨修补,但修正后的厚度不得减薄到公称厚度的93%以下,且减薄量不得大于3mm不能打磨修补的缺陷,验船师认可的情况下,可以用铲削或焊补方法修整(必要时应探伤)。
钢板缺陷的限定与修整麻点、剥落、结疤、刻痕、气孔方法:磨平——条件:D小于0.07t,但d小于等于3mm焊补磨平——条件:0.07t<=d<=0.2t更换——条件:d>0.2t s>2%S钢板夹层情况:范围较小——处理方法:批除后焊补接近表面——处理方法:打磨焊补比较严重——相应修整或更换处理钢板夹层换板时的限定尺寸要求:夹层换板部位:船中0.6L内——限定尺寸1600mm船中0.6L外——限定尺寸800mm其他结构——限定尺寸300mm或10t个别情况——限定尺寸50mm+4t若夹层程度很严重且范围广泛,则整板更换钢板缺陷面积的计算缺陷面积:是指距离缺陷边缘50mm范围内的影响区域的面积孤立点的缺陷面积以近似圆形或长方形面积计算聚集状缺陷面积按其组成的图形近似为正方、长方、圆形、梯形等面积计算钢板的厚度偏差CCS船级社对钢板厚度偏差的要求:目前国标公认最大板厚偏差为0.3mm钢板的厚度测量钢材厚度测量使用超声波测厚仪钢板厚度的测量:距边缘不少于25mm处钢板四角两个横边的中间型钢的厚度和宽度测量:末端不小于50mm处钢管检验船用钢管外观检验一、表面质量检验钢管外观平直端口无毛刺,且与管轴线垂直内外表面不得有裂缝、分层等缺陷(修复后仍在允许尺寸偏差内的轻微缺陷除外)。

劳氏入级规范摘录第一分册部分5.1 LR型式认可——船用产品5.1.1 LR型式认可是一个公正的发证体系,它提供了独立的第三方型式认可证书,证明产品符合特定的标准或技术条件。
它是根据对设计的审阅和型式试验,或者如试验并不合适,则根据对设计的分析。
5.1.2 LR型式认可体系是对产品按技术条件、标准或规定进行评定,以校核其满足所述的要求和通过选定的试验,且验证其符合特定的性能要求的过程。
此试验在原型或代表已制造的被认可产品的随机选取的产品上进行。
此后,要求生产者采用质量管理程序和过程,以确保所提交的每一项产品都与已经型式认可者相一致。
5.1.3在5.1.2中所要求的选定的试验应包括适用于安装在入英国劳氏船级社船或拟由入英国劳氏船级社船上产品的环境试验。
5.1.4 LR型式认可不能免除本规范对于安装在入英国劳氏船级社船舶或拟入英国劳氏船级社船舶上安装设备所要求的检查和检验程序。
此外,LR型式认可也不能免除包含型式认可设备系统的图纸审查的要求(如本规范有所要求)。
5.1.5 LR型式认可须理解为,生产者对于该产品的推荐和说明,以及本规范对于船舶入级的任何有关要求均已得到满足。
5.1.6按质量管理程序和过程提供产品或部件的生产者应具有由国际船级社协会(IACS)的成员或被通知的团体所认证的经认可的质量控制体系。
质量管理程序和过程应使产品的生产符合5.3的要求。
5.1.7如设备或部件已按非英国劳氏船级社对该产品的技术条件和程序进行型式认可,则该产品的认证和试验应提交考虑(如合适)。
5.2 型式试验5.2.1型式试验是一个公正的、提供独立的第三方验证的过程,它表明某一项机械或设备已令人满意地经受了功能性的型式试验。
5.2.2型式试验应针对规定的性能和试验标准,其试验条件在所申报的设计条件的最小值与最大值的时间段内进行。
5.2.3型式试验在原型或代表已制造的被评估产品的随机选取的产品上进行。
5.2.4在型式试验后,机械设备应打开,对损坏或过度磨损进行检查。

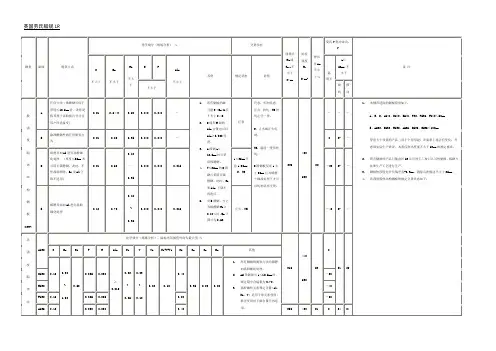
3.2.4.3 一般强度船体结构用钢的力学性能应符合表3.2.4.3的规定。
一般强度船体结构用钢的力学性能 表3.2.4.3钢材等级屈服强度R eH不小于(N/mm2)抗拉强度R m(N/mm2)伸长率A5不小于(%)夏比V型缺口冲击试验钢材试验温度(℃)平均冲击功不小于(J)厚度t(mm)t≤5050<t≤7070<t≤100纵向②横向②纵向横向纵向横向A235400~520①2220------34244127B027③20③D-20E-40注:① 经CCS同意后,A级型钢的抗拉强度的上限可以超出表中所规定的值。
② 除订货方或CCS要求外,t≤50mm时冲击试验一般仅做纵向试验,但钢厂应采取措施保证钢材的横向冲击性能。
③ 对厚度不大于25mm的B级钢,经CCS同意可不做冲击试验。
④ 厚度大于50mm的A级钢,如经过细化晶粒处理并以正火状态交货,可以不做冲击试验;经CCS同意,以温度-形变控制轧制状态交货的A级钢亦可不做冲击试验。
⑤ 型钢一般不进行横向冲击试验。
3.2.4.4 对于宽度25mm、标距长度200mm的全厚度板状试样,其最小伸长率应符合表3.2.4.4的规定。
全厚度板状试样的最小伸长率 表3.2.4.4厚度t(mm)t≤55t≤1010<t≤1515<t≤2020<t≤2525<t≤3030<t≤4040<t≤50伸长率A(%)1416171819202122第3节 高强度船体结构用钢3.3.1 钢材等级3.3.1.1 高强度船体结构用钢按其最小屈服强度划分强度级别,每一强度级别又按其冲击韧性的不同分为A、D、E、F4级。
本节规定适用于厚度不超过100mm的A32、D32、E32、F32、A36、D36、E36、F36、A40、D40、E40、和F40等级的钢板和宽扁钢;本节规定还适用于上述等级的厚度不大于50mm的型钢和棒材。
3.3.2 脱氧方法与化学成分3.3.2.1 高强度船体结构用钢均应为经过细化晶粒处理的镇静钢,其桶样化学成分应符合表3.3.2.1的要求。
LR/ABS-D英国船级社船板,LR-D船板定轧,LR/D船板规格
LR/D是英国船级社船板,D是等级。
一般强度船体结构用钢分为A、B、D、E4个等,这4个等的钢材的屈服强度(不小于235N/mm^2)和抗拉强度(400~520N/mm^2)一样,只是不同温度下的冲击功不一样而已;
LR/D定轧:舞阳钢铁孙凡
中国船社规范标准的一般强度结构钢分为:A、B、D、E四个质量等(即CCSA、CCSB、CCSD、CCSE);中国船社规范标准的高强度结构钢为三个强度别、四个质量等。
船板等级A、B、D、E;A、D、E、F32、36、40
认证的船级社CCS,LR DNV,GL,RINA,ABS,KR,NK,BV
规格8-400mm*1500-3900mm*6000-27000mm
LR/D船板规格:
GLD36 35*2000*8000
LRD 35*2000*10000
CCSDH36 38*3000*12000
AB/DH36 38*2400*8700
CCSD 45*2000*8000
LRDH36 45*2300*8000
CCSAH36 50*2200*10800
CCSAH36 50*2180*10000
LR船级社认证D船板可生产厚度:8---200mm 宽度:1600---3800mm 长度:6000----14000mm 热处理状态可根据客户需要进行正火热处理或不进行热处理的方式加工。
ICS 77.140.50 H46船舶及海洋工程用结构钢Ship and ocean engineering structural steel【送审稿】2008-07-30前言本标准等效采用国际船级社协会IACS统一要求UR和CCS规范、DNV规范、LR规范等九国船级社规范。
本标准代替GB 712-2000《船体用结构钢》。
与原标准对比,本标准在如下方面进行了修改:——修改了标准名称;——引用标准增加:GB/T 709、GB/T 2101、GB/T 4336、GB/T 5313、GB/T 17505、GB/T 20066和YB 081、JB 4730标准;——增加了订货内容;——增加了高强度、超高强度6个钢级的24个牌号和Z向钢Z25~Z35两个级别;——对钢中P、S等有害元素,进行加严控制;——增加了高强度、超高强度钢级24个牌号的化学成分、力学性能等;——增加了表面质量修磨面积的规定;——钢带的表面质量允许不正常部分减少为6%;——增加“数值修约”一章;——增加附录A、附录B。
本标准的附录A规范性附录,本标准的附录B资料性附录。
本标准由全国钢标准化技术委员会提出并归口。
本标准主要起草单位:鞍钢股份有限公司等。
本标准主要起草人:本标准历次版本发布情况:GB 712-1965,GB 712-1979,GB 712-1988,GB 712-2000。
Ⅰ船舶及海洋工程用结构钢1 范围本标准规定了船舶及海洋工程用结构钢的分类和牌号、订货内容、尺寸、外形、重量及允许偏差、技术要求、试验方法、检验规则、包装、标志和质量证明书等。
本标准适用于制造远洋、沿海和内河航区航行船舶、渔船及海洋工程结构用厚度不大于100mm 的钢板、厚度不大于25.4mm的钢带及剪切板和厚度或直径不大于50mm的型钢(以下简称船用钢)。
2 规范性引用文件下列文件中的条款通过本标准的引用而成为本标准的条款。
凡是注日期的引用文件,其随后的所有修改单(不包括勘误的内容)或修订版本均不适用于本标准,然而,鼓励根据本标准达成协议的各方研究是否可使用这些文件的最新版本。
船体用结构钢(LR)1 适用范围(1)本规范适用于厚度不超过100毫米的船体用结构钢(以下简称钢板)。
(2)可以要求其他认可试验来证明厚度超过50毫米的E级钢的成型和焊接的适合性。
2 分类及代号钢板按表1的规定分类。
表1 船体结构用钢材的等级3 化学成分及脱氧工艺各等级钢的脱氧工艺和化学成分应遵照表2和表3的规定。
如果这些变化用文件证明并被提前认可,则厚度超过50毫米的E级钢或在温度形变控制轧制状态下供应的任何等级的钢的化学成分的少量变化见表2和表3。
表2 一般强度钢的化学成分及脱氧工艺4 交货状态不同等级钢的交货状态按照表4和表5执行。
5 机械性能钢板的机械性能应符合表6和表7的规定。
表6 一般强度钢的机械性能表7 高强度钢的机械性能6 选取试样6.1 根据制品的类型,制定了用于个别项目的试验或是成批试验的规定。
当允许后者时,用于认可试验的须是同一种制品形式(例如钢板、扁钢、型钢等),取自同一次浇铸和同一供货状态。
6.2 试样须全权代表材料,适当时,直到完成热处理之后才可以从材料上割取。
无论怎样试样不可以一任何方式单独进行热处理。
6.3 须从每批里最厚的试样上截取试验材料。
6.4 须从下列位置截取试验材料(a)在宽度大于600毫米的钢板和扁钢的直角切割端,距一边缘约1/4宽度,见下图(b)对于厚度超过40毫米的钢板和扁钢,可以制备全厚度的试样,但是当使用一个加工成的圆形试样,则轴须位于距表面是制品厚度的1/4的位置,如下图所示。
厚度超过40毫米的扁钢6.5 当对正供应的制品有型号和等级的要求时,须用提交用于认可的每个项目或是每批材料制备拉伸试样和冲击试样。
6.6 当钢板和扁钢的最后加工成的宽度大于600毫米,切割拉伸试样时,须使试样的主要轴线垂直于最终的轧制方向。
对于其他所有的轧制制品,它们的主要轴线须平行于最终的轧制方向。
6.7 须将拉伸试样加工成船规第二章2.1.6和第二章 2.1.7中详细说明的规格。
船板百科名片求助编辑船板船板按照其最小屈服点划分强度级别为:一般强度结构钢和高强度结构钢。
船体用结构钢中国船级社规范标准是指按船级社建造规范要求生产的用于制造船体结构的热轧钢板材。
);中国、CCSDCCSA、CCSB、B的一般强度结构钢分为:A、 CCSC、D、E四个质量等级(即船级社规范标准的高强度结构钢为三个强度级别、四个质量等级。
目录主要船级社规范:船板简介:船板品种规格船板力学性能与化学成分船用钢材交货验收注意事项:主要船级社规范:编辑本段主要船级社规范有:中国 CCS美国 ABS德国 GL法国 BV挪威 DNV日本 NK英国 LR韩国 KR意大利 RINA船板简介:编辑本段一、一般强度船体结构用钢一般强度船体结构用钢分为A、B、D、E4个等级,这4个等级的钢材的屈服强度(不小于235N/mm^2)和抗拉强度(400~520N/mm^2)一样,只是不同温度下的冲击功不一样而已;高强度船体结构用钢按其最小屈服强度划分强度等级,每一强度等级又按其冲击韧性的不同分为A、D、E、F4级。
A32、D32、E32、F32的屈服强度不小于315N/mm^2,抗拉强度440~570N/mm^2,A、D、E、F分别表示其各自可分别在0°、-20°、-40°、-60°的情况下所能达到的冲击韧性;A36、D36、E36、F36的屈服强度不小于355N/mm^2,抗拉强度490~620N/mm^2,A、D、E、F分别表示其各自可分别在0°、-20°、-40°、-60°的情况下所能达到的冲击韧性;A40、D40、E40、F40的屈服强度不小于390N/mm^2,抗拉强度510~660N/mm^2,A、D、E、F分别表示其各自可分别在0°、-20°、-40°、-60°的情况下所能达到的冲击韧性。
还有,焊接结构用高强度淬火回火钢:A420、D420、E420、F420;A460、D460、E460、F460;A500、D500、E500、F500;A550、D550、E550、F550;A620、D620、E620、F620;A690、D690、E690、F690;锅炉与受压容器用钢:360A、360B;410A、410B;460A、460B;490A、490B;1Cr0.5Mo、2.25Cr1Mo机械结构用钢:一般可选用上述钢材;低温韧性钢:0.5NiA、0.5NiB、1.5Ni、3.5Ni、5Ni、9Ni;奥氏体不锈钢:00Cr18Ni10、00Cr18Ni10N、00Cr17Ni14Mo2、00Cr17Ni13Mo2N、00Cr19Ni13Mo3、00Cr19Ni13Mo3N、0Cr18Ni11Nb;双相不锈钢:00Cr22Ni5Mo3N、00Cr25Ni6Mo3Cu、00Cr25Ni7Mo4N3。
板材的基本知识(三)九、船体用结构钢造船用钢一般是指船体结构用钢,它指按船级社建造规范要求生产的用于制造船体结构的钢材。
常作为专用钢订货、排产、销售,一船包括船板、型钢等。
目前我国几大钢铁企业均有生产,而且可按用户需要生产不同国家规范的船用钢材,如美国、挪威、日本、德国、法国等,其规范如下:国籍规范国籍规范中国CCS 美国ABS德国GL 法国BV英国LR 日本KDK挪威DNV(一)品种规格船体用结构钢按照其最小屈服点划分强度级别为:一般强度结构钢和高强度结构钢。
中国船级社规范标准的一般强度结构钢分为:A、B、D、E四个质量等级;中国船级社规范标准的高强度结构钢为三个强度级别、四个质量等级。
(二)船用钢材交货验收注意事项:1、质量证明的审查:钢厂交货一定根据用户的要求按合同约定的规范交货并提供原始质量证明书。
证明书中,必须具备以下内容:(1)规范要求;(2)质量记录编号及证明证号;(3)炉批号,技术等级;(4)化学成分和力学性能;(5)船级社认可证明及验船师签字。
2、实物审查:船用钢材的交货,实物物体上应有生产厂标志等。
具体有:(1)船级社认可标志;(2)采用油漆框出或粘贴标记,包括技术参数如:炉批号、规范标准等级、长宽尺寸等;(3)外观光洁平顺,无缺陷。
十、宝钢1550冷轧产品牌号命名方法(一)冲压用冷连轧钢带牌号命名方法1、一般冲压用钢:BLCB——宝钢(BAOSTEEL)缩写;L——低碳(Low Carbon);C——一般用(Commercial)2、抗时效性低屈服钢:BLDB——宝钢(BAOSTEEL)缩写;L——低碳(Low Carbon);D——冲压用(Drawing)3、非时效性极深冲用钢:BUFD(BUSD)B——宝钢(BAOSTEEL)缩写;U——超级(Ultra);F——成型(Formability);D——冲压(Drawing)4、非时效性超深冲用钢:BSUFDB——宝钢(BAOSTEEL)缩写;SU——超高级(Ultra+Super);F——成型(Formability);D——冲压(Drawing)(二)冷成型用高强度冷连轧钢带牌号命名方法B ×××××B——宝钢(BAOSTEEL)缩写;×××——最小屈服点值;×——一般用V、X、Y、Z表示V:高强度低合金,屈服点与抗拉强度差值无规定X:V中屈服点最小值与抗拉强度最小值差别70MPaY:V中屈服点最小值与抗拉强度最小值差别100MPaZ:V中屈服点最小值与抗拉强度最小值差别140MPa ×——氧化物/硫化物夹杂控制(K:镇静、细晶粒;F:K+硫化物控制;O:K、F外)例:B240ZK、B340VK(三)抗凹陷性冷连轧钢带牌号命名方法B ×××××B——宝钢(BAOSTEEL)缩写×××——最小屈服点值×——强化方式(P:强化;H:烘烤硬化)×——由1或2表示(1:超低碳;2:低碳)例:B210P1:深冲压用高强度钢;B250P2:一般加工用含磷高强度钢;B180H1:深冲用烘烤硬化钢。
船用钢板标准
船用钢板的标准可以根据不同国家或地区的规范和要求而有所不同。
一些国际通用的船用钢板标准包括以下几种:
1. ASTM A131/A131M:美国ASTM国际标准,用于船舶和海
洋工程结构用碳素素钢板和低合金钢板。
2. ABS规范:美国船级社(American Bureau of Shipping)制
定的船用钢板标准,包括ABS规范斯蒂尔号(ABS grade steel)和ABS船舶结构规范(ABS Ship Structures Specification)等。
3. DNV规范:挪威船级社(Det Norske Veritas)制定的船用
钢板标准,包括DNV规范斯蒂尔号(DNV grade steel)和
DNV船舶结构规范(DNV Ship Structures Specification)等。
4. LR规范:劳埃德船级社(Lloyd's Register)制定的船用钢
板标准,包括LR规范斯蒂尔号(LR grade steel)和LR船舶
结构规范(LR Ship Structures Specification)等。
除了以上国际通用的标准外,一些国家或地区也会有自己的船用钢板标准,如中国的船用钢板标准可以参考GB/T 712-2017《海洋船舶结构用钢板》。
船用钢板标准(一)船用钢板标准引言在船舶建造和维修过程中,船用钢板是最常用的材料之一。
为了确保船舶的安全和可靠性,船用钢板必须符合特定的标准和规范。
本文将介绍船用钢板标准的相关信息。
国际标准船用钢板的质量和性能要求由国际海事组织(IMO)制定的规范来指导。
IMO通过其海事安全委员会(MSC)负责管理并制定船用钢板的标准。
以下是一些国际标准的例子: - IMO Resolution :该标准规定了船用钢板的材料、强度和焊接要求等方面的要求。
- IMO MSC/:该圆槽通过提供船用钢板的可替代规范和公认组织的批准列表来为船舶建造提供指导。
行业标准除了国际标准,各个国家和地区还制定了自己的船用钢板标准,以适应本地船舶建造的要求和环境。
以下是一些常见的行业标准的例子: - 中国GB/T 712标准:该标准规定了船体结构用钢和船舶设备用钢的技术要求。
- 美国ASTM标准:美国ASTM国际标准化组织在船用钢板行业中有一系列的标准,涵盖了材料、造船和结构方面的要求。
船级社标准船级社是独立的第三方组织,负责评估和认证船舶的安全性和可靠性。
船级社还发布船用钢板的标准,以帮助造船厂选择合适的材料。
以下是一些著名的船级社标准的例子: - 船级社规范:各个船级社(例如中国船级社、劳氏船级社等)都制定了自己的船用钢板规范。
- Lloyd’s Register of Shipping:Lloyd’s Register是国际船级社之一,其规范包括船用钢板的分类、质量和应用等方面的要求。
结论船用钢板标准是确保船舶安全和可靠性的重要指导。
国际标准、行业标准和船级社标准共同为船舶建造和维修提供了一致的规范。
只有严格遵守这些标准,才能确保船舶在航行中的安全性和可靠性,同时满足船舶建造的要求。
以上是关于船用钢板标准的一些基本介绍,希望对读者有所帮助。
英国船级社(LR)一般强度和高强度
船用结构钢板规范(摘要)
1、该规范适用于造船用可焊接一般强度和高强度船用结构钢板;
2、该文本仅适用于太钢集团临汾中板厂生产的入级英国劳氏(LR)船级社的船用结构钢板;
3、产品牌号为:A级、B级、D级,AH32/36、DH32/36
4、产品厚度:6-40mm;
5、产品交货状态:NR
一、钢的牌号及化学成分(%):
一般强度钢的化学成份要求(%)
高强度钢的化学成份要求(%)
钢板的厚度负公差一律是-0.3 mm。
钢板的其它尺寸偏差执行GB/T 709《热轧钢板和钢带的尺寸、外形、重量及允许偏差》。
所有产品必须有一个平滑的轧制表面,并应无明显影响其加工和正常使用的各种缺陷。
例如分层、裂纹、气孔、痂皮和缝隙。
任何表面缺陷可在允许公差范围内通过修磨来消除。
三、交货状态:
一般强度钢板的交货状态
四、力学性能:
五、检验项目及要求
(一)、拉伸试样(比例试样):拉伸试件的尺度公差应符合适用的ISO 6892-84和ISO 185-88。
(二)、冲击试样:冲击试验试件应为夏比V形缺口型,按下表详细规定的尺度加工。
试件应取自距轧制表面2mm以内之处。
1、所有冲击试验均应在经英国劳氏船级社认可并符合ISO 148的要求,或符合公认的其他国际标准或国家标准的要求,且具有冲击能不小于150J的夏比试验机上进行。
试验机每年应用直接法或间接法予以校验。
2、夏比v形缺口冲击试验可按本规范后续几章中所作的具体规定,在环境温度或更低的温度下进行。
在非环境温度条件下做试验时,试件的温度应控制在±2℃内,并保持足够的时间使试件整个横截面内的温度均匀;同时,要采取适当措施以防在实际试验过程中发生显著的温度变化。
遇有争议时,环境温度应考虑取为18℃至25℃。
3、当标准辅助V形缺口试件是必需时,所要求的最小能量值应减少如下:
试验件10×7.5mm:表中所列能量的5/6
试验件10×5mm:表中所列能量的2/3
4、提出试验结果报告时,试验件尺度,表达吸收能量所采用的单位(焦耳)及试验温度均应清楚说明。
七、产品标识
八、质保书格式(见附件)。