英国船级社规范(LR)2004
- 格式:doc
- 大小:3.84 MB
- 文档页数:39
MSC.151(78)(2004年5月21日通过)通过经修正的《1974年国际海上人命安全公约》修正案海上安全委员会,忆及国际海事组织公约第28(b)条关于本委员会的职能,进一步忆及《1974年国际海上人命安全公约(SOLAS)》(下文称为“本公约”)第VIII(b)条关于除第I章规定外的本公约附则适用的修正程序,还注意到MSC.134(76)决议通过的SOLAS第II-1/3-6条关于20,000总吨及以上的散货船和500总吨及以上的油船装货区域处所的出入通道及内部通道。
该条适用于2005年1月1日或之后建造的油船和散货船,承认在实施上述SOLAS第II-1/3-6条的要求时,对可能会遇到的问题表示关注,在其第七十八届会议上审议了按照本公约第VIII(b)(i)条提出和分发的SOLAS第II-1/3-6条的修正案,1 按照本公约第VIII(b)(iv)条通过了本公约第II-1/3-6条的修正案,其文本载于本决议的附件; 2 决定按照本公约第VIII(b)(vi)(2)(bb)条规定,把上述修正案视为于2005年7月1日之前被接受,除非在此之前有三分之一以上的本公约缔约国政府或商船合计吨数不少于世界商船总吨数50%的缔约国政府已提出反对本修正案; 3 提请SOLAS缔约国政府注意,按照本公约第VIII(b)(vii)(2)条规定,本修正案在按照以上2规定被接受之后,应于2006年1月1日生效; 4 要求秘书长按本公约第VIII(b)(v)条规定,将本决议以及附件中本修正案文本的核准无误的副本转交本公约所有缔约国; 5 进一步要求秘书长将本决议及其附件的副本转交非本公约缔约国政府的本组织成员; 6 决定SOLAS缔约国政府可对2005年1月1日或之后建造的悬挂其国旗的船舶,提前实行本决议通过的SOLAS第II-1/3-6条(见附件)以及MSC.(78)决议通过的《检查通道技术规定》修正案,以此取代MSC.134(76) 决议通过的SOLAS第II-1/3-6条和MSC.133(76)决议通过的《检查通道技术规定》。

劳氏入级规范摘录第一分册部分5.1 LR型式认可——船用产品5.1.1 LR型式认可是一个公正的发证体系,它提供了独立的第三方型式认可证书,证明产品符合特定的标准或技术条件。
它是根据对设计的审阅和型式试验,或者如试验并不合适,则根据对设计的分析。
5.1.2 LR型式认可体系是对产品按技术条件、标准或规定进行评定,以校核其满足所述的要求和通过选定的试验,且验证其符合特定的性能要求的过程。
此试验在原型或代表已制造的被认可产品的随机选取的产品上进行。
此后,要求生产者采用质量管理程序和过程,以确保所提交的每一项产品都与已经型式认可者相一致。
5.1.3在5.1.2中所要求的选定的试验应包括适用于安装在入英国劳氏船级社船或拟由入英国劳氏船级社船上产品的环境试验。
5.1.4 LR型式认可不能免除本规范对于安装在入英国劳氏船级社船舶或拟入英国劳氏船级社船舶上安装设备所要求的检查和检验程序。
此外,LR型式认可也不能免除包含型式认可设备系统的图纸审查的要求(如本规范有所要求)。
5.1.5 LR型式认可须理解为,生产者对于该产品的推荐和说明,以及本规范对于船舶入级的任何有关要求均已得到满足。
5.1.6按质量管理程序和过程提供产品或部件的生产者应具有由国际船级社协会(IACS)的成员或被通知的团体所认证的经认可的质量控制体系。
质量管理程序和过程应使产品的生产符合5.3的要求。
5.1.7如设备或部件已按非英国劳氏船级社对该产品的技术条件和程序进行型式认可,则该产品的认证和试验应提交考虑(如合适)。
5.2 型式试验5.2.1型式试验是一个公正的、提供独立的第三方验证的过程,它表明某一项机械或设备已令人满意地经受了功能性的型式试验。
5.2.2型式试验应针对规定的性能和试验标准,其试验条件在所申报的设计条件的最小值与最大值的时间段内进行。
5.2.3型式试验在原型或代表已制造的被评估产品的随机选取的产品上进行。
5.2.4在型式试验后,机械设备应打开,对损坏或过度磨损进行检查。

英国劳氏船级社船舶入级标准和规那么第4章铸钢件第1节一般规定1.1 范围本节对拟用于制造船舶、其它海洋构造物、机械、锅炉、受压容器和管系的铸钢件作出一般规定。
凡涉及设计和建造的关于本标准中规定的铸件制造和试验均应符合第1和第2章的规定,以及本节的一般规定和第2节至第9节中适用的详细规定。
第1章的规定执行。
对于大量消费的小型铸件或定量消费的同型铸件,可以根据的规定,采取变通的检验方法。
1.2 制造铸钢件应在英国劳氏船级社认可的铸造厂制造。
所用钢料的制造程序应经英国劳氏船级社认可。
为除去多余金属而采用的火焰切割、火焰清理或电弧气刨等各种方法,均应按公认的优良工艺,并应在最终热处理之前进展。
凡铸件因其化学成分和/或厚度而有必要预热之处,均应预热。
其受影响的区域应用机加工或打磨平整至约2mm的深度,除非它显示钢材并未由于切割方法而受损害。
切割外表有必要作特别检查,以便发现任何裂缝。
如用焊接方法把两个或多个铸件连接成一个组合构件,应提交拟用的焊接程序细节以供认可。
并要求进展焊接程序的认可试验,也见的规定。
1.3 铸件质量所有铸件不应有不利于正常使用的外表或内部缺陷。
外表光洁度应符合良好的工艺标准和经认可的技术条件的专门要求。
铸件外表不得用锤击、冷锻,也不得用任何可能掩盖缺陷的方法进展处理。
所有芯撑的位置应于注明并应作近观检查〔如有需要,还应进展超声波检测〕,以保证溶透。
1.4 化学成分所有铸件应采用镇静钢制造。
桶样化学成分应在本章有关节中所规定的范围之内。
在规定了通用的总范围的情况下,化学成分应与铸件的钢号、尺度和所要求的力学性能相适应。
除另有规定外,制造商可自行决定选用适宜的晶粒细化元素。
这类元素的含量应在桶样分析报告中列出。
1.5 热处理所有铸件应按本章有关节中的要求进展热处理。
热处理应在构造适宜的炉内进展。
该炉应能有效地维护,并备有适宜的温度控制手段,且设有高温计以测量和记录炉内的装料温度。
炉的尺度应能允许炉内装料能均匀地加热至需要的温度,应有足够数量的热电偶与炉内装料相连,以显示其温度适当均匀并在整个热处理过程中能将温度记录下来。
中华人民共和国船舶最低安全配员规则(交通部令2004年第7号,2006年5月1日修订配员表)第一章总则第一条为确保船舶的船员配备,足以保证船舶安全航行、停泊和作业,防治船舶污染环境,依据《中华人民共和国海上交通安全法》、《中华人民共和国内河交通安全管理条例》和中华人民共和国缔结或者参加的有关国际条约,制定本规则。
第二条中华人民共和国国籍的机动船舶的船员配备和管理,适用本规则。
本规则对外国籍船舶做出规定的,从其规定。
军用船舶、渔船、体育运动船艇以及非营业的游艇,不适用本规则。
第三条中华人民共和国海事局是船舶安全配员管理的主管机关。
各级海事管理机构依照职责负责本辖区内的船舶安全配员的监督管理工作。
第四条本规则所要求的船舶安全配员标准是船舶配备船员的最低要求。
第五条船舶所有人(或者其船舶经营人、船舶管理人,下同)应当按照本规则的要求,为所属船舶配备合格的船员,但是并不免除船舶所有人为保证船舶安全航行和作业增加必要船员的责任。
第二章最低安全配员原则第六条确定船舶最低安全配员标准应综合考虑船舶的种类、吨位、技术状况、主推进动力装置功率、航区、航程、航行时间、通航环境和船员值班、休息制度等因素。
第七条船舶在航行期间,应配备不低于按本规则附录一、附录二、附录三所确定的船员构成及数量。
高速客船的船员最低安全配备应符合交通部颁布的《高速客船安全管理规则》(交通部令1996年第13号)的要求。
第八条本规则附录一、附录二、附录三列明的减免规定是根据各类船舶在一般情况下制定的,海事管理机构在核定具体船舶的最低安全配员数额时,如认为配员减免后无法保证船舶安全时,可不予减免或者不予足额减免。
第九条船舶所有人可以根据需要增配船员,但船上总人数不得超过经中华人民共和国海事局认可的船舶检验机构核定的救生设备定员标准。
第三章最低安全配员管理第十条中国籍船舶应当按照本规则的规定,持有海事管理机构颁发的《船舶最低安全配员证书》。
在中华人民共和国内水、领海及管辖海域的外国籍船舶,应当按照中华人民共和国缔结或者参加的有关国际条约的规定,持有其船旗国政府主管机关签发的《船舶最低安全配员证书》或者等效文件。
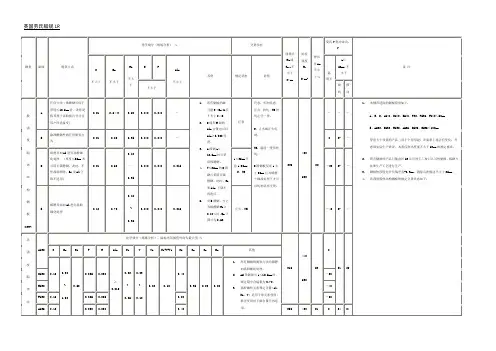

英国船级社(LR)一般强度和高强度船用结构钢板规范(摘要)1、该规范适用于造船用可焊接一般强度和高强度船用结构钢板;2、该文本仅适用于太钢集团临汾中板厂生产的入级英国劳氏(LR)船级社的船用结构钢板;3、产品牌号为:A级、B级、D级,AH32/36、DH32/364、产品厚度:6-40mm;5、产品交货状态:NR一、钢的牌号及化学成分(%):一般强度钢的化学成份要求(%)高强度钢的化学成份要求(%)钢板的厚度负公差一律是-0.3 mm。
钢板的其它尺寸偏差执行GB/T 709《热轧钢板和钢带的尺寸、外形、重量及允许偏差》。
所有产品必须有一个平滑的轧制表面,并应无明显影响其加工和正常使用的各种缺陷。
例如分层、裂纹、气孔、痂皮和缝隙。
任何表面缺陷可在允许公差范围内通过修磨来消除。
三、交货状态:一般强度钢板的交货状态四、力学性能:五、检验项目及要求(一)、拉伸试样(比例试样):拉伸试件的尺度公差应符合适用的ISO 6892-84和ISO 185-88。
(二)、冲击试样:冲击试验试件应为夏比V形缺口型,按下表详细规定的尺度加工。
试件应取自距轧制表面2mm以内之处。
1、所有冲击试验均应在经英国劳氏船级社认可并符合ISO 148的要求,或符合公认的其他国际标准或国家标准的要求,且具有冲击能不小于150J的夏比试验机上进行。
试验机每年应用直接法或间接法予以校验。
2、夏比v形缺口冲击试验可按本规范后续几章中所作的具体规定,在环境温度或更低的温度下进行。
在非环境温度条件下做试验时,试件的温度应控制在±2℃内,并保持足够的时间使试件整个横截面内的温度均匀;同时,要采取适当措施以防在实际试验过程中发生显著的温度变化。
遇有争议时,环境温度应考虑取为18℃至25℃。
3、当标准辅助V形缺口试件是必需时,所要求的最小能量值应减少如下:试验件10×7.5mm:表中所列能量的5/6试验件10×5mm:表中所列能量的2/34、提出试验结果报告时,试验件尺度,表达吸收能量所采用的单位(焦耳)及试验温度均应清楚说明。
lr船舶入级规则
LR船舶入级规则是指英国劳氏船级社(Lloyd's Register)制定的船舶入级标准。
该规则是国际上广泛认可的船舶入级规则之一,为船舶提供安全和可靠性的保障。
LR船舶入级规则涉及多个方面的要求,包括船体结构、轮机设备、电气设备、消防设备、导航设备、救生设备等。
根据不同类型和用途的船舶,规则还规定了相应的特殊要求和标准。
在LR船舶入级规则中,对船舶的建造和设备安装有详细的规定和指导,以确保船舶在设计、建造、材料、工艺等方面的安全性和可靠性。
此外,规则还规定了船舶的试验和维护要求,以确保船舶在使用过程中的安全性和可靠性。
LR船舶入级规则的制定和实施,旨在提高船舶的安全性和可靠性,减少海上事故的发生,保护人们的生命财产安全。
因此,船舶建造、使用和运营单位应该遵守LR船舶入级规则,并采取相应的措施,确保船舶的安全和可靠性。
劳氏入级规范摘录第一分册部分5.1 LR型式认可——船用产品5.1.1 LR型式认可是一个公正的发证体系,它提供了独立的第三方型式认可证书,证明产品符合特定的标准或技术条件。
它是根据对设计的审阅和型式试验,或者如试验并不合适,则根据对设计的分析。
5.1.2 LR型式认可体系是对产品按技术条件、标准或规定进行评定,以校核其满足所述的要求和通过选定的试验,且验证其符合特定的性能要求的过程。
此试验在原型或代表已制造的被认可产品的随机选取的产品上进行。
此后,要求生产者采用质量管理程序和过程,以确保所提交的每一项产品都与已经型式认可者相一致。
5.1.3在5.1.2中所要求的选定的试验应包括适用于安装在入英国劳氏船级社船或拟由入英国劳氏船级社船上产品的环境试验。
5.1.4 LR型式认可不能免除本规范对于安装在入英国劳氏船级社船舶或拟入英国劳氏船级社船舶上安装设备所要求的检查和检验程序。
此外,LR型式认可也不能免除包含型式认可设备系统的图纸审查的要求(如本规范有所要求)。
5.1.5 LR型式认可须理解为,生产者对于该产品的推荐和说明,以及本规范对于船舶入级的任何有关要求均已得到满足。
5.1.6按质量管理程序和过程提供产品或部件的生产者应具有由国际船级社协会(IACS)的成员或被通知的团体所认证的经认可的质量控制体系。
质量管理程序和过程应使产品的生产符合5.3的要求。
5.1.7如设备或部件已按非英国劳氏船级社对该产品的技术条件和程序进行型式认可,则该产品的认证和试验应提交考虑(如合适)。
5.2 型式试验5.2.1型式试验是一个公正的、提供独立的第三方验证的过程,它表明某一项机械或设备已令人满意地经受了功能性的型式试验。
5.2.2型式试验应针对规定的性能和试验标准,其试验条件在所申报的设计条件的最小值与最大值的时间段内进行。
5.2.3型式试验在原型或代表已制造的被评估产品的随机选取的产品上进行。
5.2.4在型式试验后,机械设备应打开,对损坏或过度磨损进行检查。
英国劳氏船级社船舶入级规范和规则第4章铸钢件第1节一般规定1.1 范围1.1.1 本节对拟用于制造船舶、其它海洋结构物、机械、锅炉、受压容器和管系的铸钢件作出一般规定。
1.1.2 凡涉及设计和建造的关于本规范中规定的铸件制造和试验均应符合第1和第2章的规定,以及本节的一般规定和第2节至第9节中适用的具体规定。
1.1.3 作为1.1.2的替代条款,凡符合国家或专用技术要求的铸件,只要这些技术要求与本章的要求合理等效;或对专门用途已经认可的铸件,均可予以接受。
检验和认证通常应按第1章的规定执行。
1.1.4 对于大量生产的小型铸件或定量生产的同型铸件,可以根据第1章2.4的规定,采取变通的检验方法。
1.2 制造1.2.1 铸钢件应在英国劳氏船级社认可的铸造厂制造。
所用钢料的制造程序应经英国劳氏船级社认可。
1.2.2 为除去多余金属而采用的火焰切割、火焰清理或电弧气刨等各种方法,均应按公认的优良工艺,并应在最终热处理之前进行。
凡铸件因其化学成分和/或厚度而有必要预热之处,均应预热。
其受影响的区域应用机加工或打磨平整至约2mm的深度,除非它显示钢材并未由于切割方法而受损害。
切割表面有必要作特别检查,以便发现任何裂缝。
1.2.3 如用焊接方法把两个或多个铸件连接成一个组合构件,应提交拟用的焊接程序细节以供认可。
并要求进行焊接程序的认可试验,也见1.9的规定。
1.3 铸件质量1.3.1 所有铸件不应有不利于正常使用的表面或内部缺陷。
表面光洁度应符合良好的工艺标准和经认可的技术条件的专门要求。
1.3.2 铸件表面不得用锤击、冷锻,也不得用任何可能掩盖缺陷的方法进行处理。
1.3.3 所有芯撑的位置应于注明并应作近观检查(如有需要,还应进行超声波检测),以保证溶透。
1.4 化学成分1.4.1 所有铸件应采用镇静钢制造。
桶样化学成分应在本章有关节中所规定的范围之内。
在规定了通用的总范围的情况下,化学成分应与铸件的钢号、尺度和所要求的力学性能相适应。
各国船级社规范简介各国船级社规范简介从十八、十九世纪世界航海事业日益兴旺以来,船舶、海上设施的制造及航海中的安全、保险等事项要求对船舶及其相关行业建立统一的组织及有效的标准和管理。
航海事业发达的英国首先成立了英国船级社。
发布了劳埃德船级社规范(LR),之后各国也都成立了本国的船级社。
各国船级社的性质、主要业务,由于其服务对象的相同所以也都大同小异。
现以中国船级社(CCS)为例作简单介绍:中国船级社是一个“为社会利益服务的专业技术团体”,它的服务宗旨是“通过对船舶、海上设施、船用产品和集装箱提供合理和安全可靠的入级规范和/或技术标准,并通过本社的检验工作和技术咨询,为航运、海上开发及相关的制造业和保险业服务,为促进海上人命和财产的安全与保护海洋环境服务,不以营利为目的。
”它的主要业务有:“制订各种船舶、海上设施、船用产品和集装箱的入级规范和/或技术标准”;“对各种船舶、海上设施、船用产品和集装箱进行检验,并签发相应的证书和必要的文件”;“参与有关标准的实施”等(其它业务因与我们基本无关故略)。
中国船级社所制订的最主要的规范是《钢质海船入级与建造规范》(以下简称《规范》),该规范涉及船舶的设计、材料、船用电器、焊接等全部制造过程,成为船舶及其产品设计、制造、检验及使用的依据。
规范的制订是由船级社专家、船东及海上设施的业主、保险商、制造业、设计单位和高等院校等多方面专家组成的船级社技术委员会进行审议的。
《规范》的第9篇为材料篇,它的通则中规定“用于船体、机械、锅炉和受压容器等的材料和产品的制造、试验和检验,应符合本篇有关规定,并应具备完整的合格证件”;“所有经本社认可或检验合格的材料和产品均应标上本社的标志”;“造船或造机工厂应向本社认可的工厂订购船用材料和产品”;“工厂及其生产的船用材料和产品,应按本社认为适用的程序,进行型式认可或工厂认可。
”在材料篇第3章《钢板、扁钢与型钢》中,详细规定了船体用钢板的制造方法、厚度公差、一般强度钢和高强度钢的等级(牌号)、化学成分、交货状态、力学性能、取样、组批等技术要求。
英国劳氏船级社船舶入级规范和规则2007年7月中文版光盘使用手册本光盘刻录了英国劳氏船级社船舶入级规范和规则2007年7月中文版(以下简称中文版入级规范)的全部内容(包括表格、图片等),文件名为Rules2007。
用户可以将该文件复制到他们的计算机硬盘或直接双击该文件就可以阅读、检索、查找、索引或打印中文版入级规范中的任何分册、任何章节的文字、公式、表格和图片。
同时本光盘还刻录了PDF格式的英文版的双壳体油船和散货船共同规范文件,文件名分别为CSR_for_Bulk_Carriers,_July_2007和CSR_for_Double_Hull_Oil_Tankers,_July_2007,为此光盘中还刻录了Adobe Reader阅读软件,本手册6节对此作说明。
本光盘的编排原则和操作使用方法如下:1.光盘安装的操作系统和硬件配置Windows98、2000、ME、XP或装有IE5.0的Windows95、97;硬件:Pentium100 MHZ平台或更高;内存16MB以上;硬盘300MB以上。
2.中文版入级规范编排原则2.1 中文版入级规范共分7册,每一分册中有若干章,每一章中有若干节,每一节中有若干条(即分节,Sub-section),每一条中又分为若干款。
本光盘可以搜索、索引到条。
章节的编号采用4位数字,第1位表示分册,第2位表示章,第3位表示节,第4位表示条,每一个数字间用“-”号区分开。
例如第6分册“控制、电气、冷藏和防火”中的第2章“电气工程”中的第1节“一般规定”中的第1条“通则”,其编号即为6-2-1-1。
2.2 每分册中的图或表,也以上述原则编号,图的编号前冠以P,表的编号前冠以L。
例如第2分册中的图2.4.1,其编号为P2-2-4-1;第3分册中的表4.5.1,其编号为L3-4-5-1。
3.关键词选取录原则本光盘提供800多个关键词(包括词条),供用户索引或检索之用,关键词和词条的选录原则是仅列入在中文版入级规范中有特殊定义或特殊要求的名词和词组。
英国劳氏船级社船舶入级规范和规则(LR:2004)英国劳氏船级社“船舶入级规范和规则”2004年7月中文版光盘的编辑制作说明1、本光盘的翻译和制作主要依据劳氏船级社已出版的该规范2004年7月英文版(包括2005年的Notice No.1)及对2002年及2003年版的全部修改通知(即Notices)。
2、由于本光盘出版时,劳氏船级社已发布了对2004年英文版的第一号修改通知(2005年Notice1),为此对于该Notice中的内容也已列入本光盘中。
3、凡2004年7月英文版(包括2005年的Notice 1)内容与各Notices的相应内容有不相符合及矛盾之处,在一般情况下均以2004年7月英文版(包括2005年的Notice 1)为主,但也在个别地方吸收了Notices中明确合理的部分。
4、在翻译编辑中凡发现英文版中有明显的笔误或印刷错误,均在中文版中作了更正,并报劳氏英国伦敦总部备案。
5、由于承担这次工作人员的技术水平及译文水平有限,可能译文中有若干不妥或误解之处,如有这种情况,在本规范的执行时应以英文版为准。
6、本光盘的版权、出版、发行及解释权均属劳氏船级社(亚洲)上海代表处,各用户对本光盘的需要、意见或建议,均请直接与上海代表处联系。
劳氏船级社(亚洲)上海代表处上海延安东路550号海洋大厦三楼,邮编:200001电话总机:+8621 51581000传真:+8621 63907327第2分册材料的制造、试验和认证规范第1章一般规定第1节制造、检验和认证的条件1.1 范围1.1.1凡经劳氏船级社入级或认证,或拟在劳氏船级社入级或认证的船舶和其它海上构造物以及相关的机械,其建造或修理所用的材料,均应按照本规范进行制造、试验和检查。
锻造、铸造和挤压的材料应符合第1和第2章的要求及第3至第9章中有关的专门要求。
系泊和锚泊设备、认可的焊接消耗品、组装钢质型材及焊接钢质机械结构,应符合第1和第2章中适用的要求,并应分别符合第10、11、12和13章的要求。
塑料应符合第14章的要求。
1.1.2为使入级或认证,所有符合这些要求的材料和部件,在涉及设计和建造的有关本规范中均有所规定。
1.2 材料质量和应用的资料1.2.1船舶、构造物或机械承造厂应向材料制造商提供这种为保证能按照本规范进行检查和试验所需的资料。
特别是当可采用任选或附加条件时,更应如此。
1.3 认可1.3.1除在本规范其它章节中有专门说明者外,所有认可均适宜于拟作为海洋服务用途的材料。
1.3.2按照第3章至第10章生产的材料,应在经过劳氏船级社对供应这种型号产品认可的工厂中制造。
根据第11章和第14章制造的产品应根据其中的要求进行认可。
1.3.3为使工厂能够取得认可,制造商应向劳氏船级社表明该工厂拥有必要的制造和试验设备,并由合格的人员进行监督管理,从而使劳氏船级社认为满意。
应在验船师的监督下实施一项规定的试验大纲,试验结果应使劳氏船级社满意。
1.3.4材料认可的程序在劳氏船级社“船舶材料及评定程序”中予以规定。
1.3.5当一个制造商有一个以上工厂时,则认可只对曾执行过试验计划的个别工厂有效。
1.3.6对于第3章至第10章中所指的材料,应在不超过3年时间间隔内,由验船师对制造商进行详细的定期检查,材料的认可方能维持有效。
这一检查是在1.4节中所述的正常检验步骤之外的额外检查。
1.3.7当影响材料应用的制造程序参数所有变更时,制造商有责任在采用这一生产变更之前通知劳氏船级社。
为维持这一认可,可能需要增加认可试验。
1.3.8如一个经认可的制造商不能负责维持符合这些规范时,认可就可能被劳氏船级社中止,直到认为已经满意地进行了改正和预防的措施为止。
1.3.9在所有情况下,对于一个看起来不能维持符合这些规范或认可范围的制造商,劳氏船级社将减少其认可的范围或撤消对该制造商的认可。
1.3.10 下列的认可表在劳氏船级社网站及劳氏船级社出版的船舶入级规范和规则的CD-ROM中刊出:•认可的材料制造商表•认可的用于船舶建造的焊接消耗品•认可的涂料,树脂,增强塑料和其相关材料表•认可锚的一览表1.4 检验程序1.4.1应允许验船师进入工厂的所有有关部门,并为其提供必要的设备和资料,使之能证实材料的制造工作是按照认可的程序进行的。
工厂还应按本规范的要求,在试验材料的选择、力学性能试验的见证和材料的试验等方面,为验船师提供方便。
1.4.2在材料提交验收前,制造商应向验船师提供定货单、技术说明书和规范要求的任何附加的专门条件等详细资料。
1.4.3在最终验收前,所有材料均应在验船师可接受的条件下受到规定的试验和检查。
试验结果应符合本规范的要求,且所有材料均应使验船师满意。
1.4.4这些规定的试验和检查应在制造商工厂交付成品材料之前进行。
如果供应的材料是粗加工或未完工的,则制造商应尽可能多地进行这些规定的试验,且任何未完成的试验和检查均应在制造的后续阶段中进行。
1.4.5在后续的加工或制造工作中,如果证明任何材料不能令人满意,则不论其以往的认证情况如何,均将予以拒收。
1.5 变通的检验程序1.5.1当材料在严格控制的条件下采用半连续或连续的方式进行批量生产时,则可采用劳氏船级社认可的变通的试验和检查方法。
1.5.2为使认可能予以考虑,制造商应符合第2节的规定。
1.6 化学成分1.6.1用于认证目的的桶样分析,应在加入所有合金元素,并经过足够时间使这些增添物在整个桶内得到匀衡后方能确定。
1.6.2取样的方法应保证报告的分析能代表铸造。
1.6.3当采样多于一个时,最终证件结果的平均方法以及确定可以接受的成分变动应取得验船师的同意。
1.6.4桶样化学成分应由制造商在设备完善和人员合格的试验室测定。
制造商的化学分析将被接受,但如验船师提出要求,则可进行临时的独立核查。
1.6.5分析应包括本规范有关章节中详细规定的所有元素的内容,如认为适宜,应采用国家或国际标准。
1.6.6验船师可自行决定,是否从产品中取适当的样品,核查其化学分析。
这些样品应取自用于力学性能试验的材料,但当无法实现时,则可与制造商商定一变通的程序以取得有代表性的样品。
产品样品偏离规定桶样分析的容许范围应符合相应的国际或国家标准的技术要求。
1.6.7制造商应对所有化学分析记录至少保留7年,这些记录应在需要时提供验船师使用。
1.7 热处理1.7.1材料应在本规范有关章节的规定或允许的条件下供应。
1.7.2热处理应在结构适宜的炉内进行。
这些炉能有效地维护并备有可以控制和记录温度的足够设备,其尺度应能允许整个单件均匀地加热到必要的温度。
当有很大的部件需要热处理时,可以专门考虑变通的办法。
1.7.3包括所有热处理温度图表在内的记录,制造商应至少保留7年。
1.8 试验材料1.8.1应提供足够的试验材料,用于制备专门要求中所述的试件。
然而,由于制造商的利益,可以提供附加的材料作为必要的再次试验之用。
因为不足或不被接受的试验材料可能是造成拒收的一种原因。
1.8.2用于试验的材料应是这一单项或一批材料中具有代表性的。
除在本规范下面几章中作出变通程序的规定之外,试验材料应待所有规定的热处理完成后方能分割开。
1.8.3所有试验材料均应由验船师或他授权的副手选择,并用适当的标志作出标记。
这些标志在试样制备过程中应予保留。
1.9 定义1.9.1下列定义可用于本规范:•单项:交付的单个锻件、铸件、板、管或其它轧制产品。
•件:由单个扁锭或钢坯轧制成的产品,或由单个钢锭直接轧制成的板、带钢、型钢或棒钢。
•批:作为一组交货试验的数个相同的单项或件。
1.10 力学性能试验1.10.1试件的尺度、数目和取向应符合第2章的规定及产品的专门要求。
1.10.2当要求做夏比冲击试验时,应制备一组3个试件,冲击能的平均值应符合以后几章的要求。
其中一个单值可以较规定的平均值为低,但不得低于平均值的70%。
1.10.3本规范中,力学性能采用国际单位制,但作为验收试验,也可以采用其它单位制。
在这种情况下,规定值应按表1.1.1所示的相应换算表进行换算。
试验结果最好采用国际单位制,但如试验证书以某一单位制给出相当的规定值时,也可以采用这种单位制。
1.11 再次试验步骤1.11.1再次试验的程序应符合第2章1.4节的要求。
1.12 外观检查和无损检测1.12.1在材料最终验收前,应按本规范以后几章中的详细要求进行表面检查、尺度核对和无损检测。
1.12.2当任何材料或部件有可见的迹象,使人怀疑其坚固性,例如发现试件上的裂纹或可疑的表面痕迹时,希望制造商采用适当的方法证明材料的质量。
1.13 有缺陷材料的修整1.13.1小的表面缺陷可以用机加工方法去除,但经过这种处理后,尺度应是合格的,表面上应证明无缺陷,且修整已按照本规范后面几章中任何适用的要求来完成,并使验船师满意。
1.13.2只有当相应的专门规定被允许时才能接受用电焊来修补缺陷,并且在工作开始前要得到验船师的同意。
当修补被同意,在所有情况下都必须用合适的无损检测方法证明缺陷已被完全去除后,方能开始施焊。
电焊程序和修整完成后的检查均应符合适当的专门要求,并使验船师满意。
1.14 材料识别1.14.1制造商应采用一套识别系统,使所有成品材料都能追溯其原始铸次,并且在需要时,给予验船师以追溯这些材料情况的充分方便。
当任何单项已经验船师或其副手用个人私章作出标记时,只有当验船师作了一种可被接受的新的识别标记后,前一标记方可去除。
如违背这一情况,将使该单项遭到拒收。
1.14.2在任何单项被最终验收前,制造商应至少在一处清晰地标记出相应的专门要求中所列的要素。
1.14.3应采用硬印作为标记,除非对材料有所损害,才可采用模板、油漆或电蚀法。
用以标记合金钢所用的油漆应不含铅、铜、锌或锡,也即在干漆膜中这些元素的含量不应超过250ppm。
1.14.4当数个相同的单项紧密地捆扎在一起时,制造商仅需在每捆最上部的单项上作标记,也可以在每捆上系一牢固的标签,给出规定的数据。
第2节材料的质量保证方案2.1 通则2.1.1对于在严格控制条件下,采取半连续或连续方式制造材料的工厂中,可以按照本节的要求,采取其它的方法来代替直接的试验检查和产品检验。
2.1.2劳氏船级社将考虑制造商采用的生产和质量体系可以在什么范围内符合本规范的要求。
2.1.3当劳氏船级社认为该产品能够满意地符合本规范的要求时,就将为制造商颁发一份质量保证认可证书。
2.1.4其它组织的认可将不能被接受作为充分的证据来证明生产和质量控制的计划是能符合劳氏船级社要求的。
2.1.5在每一已获得认可的工厂内,劳氏船级社审定的质量安排,授权的生产、质量控制和认证的计划均应予以保存,留待验船师检查。
2.1.6根据这一规定,被认可的工厂将出现在劳氏船级社认可的材料制造商名录中。