选矿常用计算公式
- 格式:docx
- 大小:21.00 KB
- 文档页数:6
选矿指标定义及计算公式选矿指标是指在矿石选矿过程中,用于评价和判断矿石品质和选矿效果的指标。
常见的选矿指标包括矿石品位、回收率、浮选指数、综合指数等。
下面将对这几个指标的定义及计算公式进行详细说明。
1.矿石品位矿石品位是指矿石中所含有用矿物的含量。
它是评价矿石质量的重要指标,通常表示为百分数或以比例的形式出现。
矿石品位的计算公式为:品位=含量/总量×100%2.矿石回收率矿石回收率是指选矿过程中从原矿中提取和回收有价矿物的比例。
回收率越高,说明选矿效果越好。
矿石回收率的计算公式为:回收率=提取量/进料量×100%3.浮选指数浮选指数是指通过对原矿经浮选后所得浮选指标与原矿的对比来判断浮选效果的指标。
它主要用于比较优化不同选矿工艺的效果。
浮选指数的计算公式为:浮选指数=浮产品品位×浮产品回收率/原料品位4.综合指数综合指数是根据不同选矿指标的权重计算得出的一个综合评价指标,用于综合评价矿石选矿效果。
综合指数的计算公式为:综合指数=品位权重×品位+回收率权重×回收率+浮选指数权重×浮选指数其中,品位权重、回收率权重和浮选指数权重可以根据实际情况进行设定,不同的选矿工艺和矿石类型可能需要考虑的指标权重不同。
总结:在矿石选矿过程中,选矿指标的定义和计算公式是评价和判断矿石品质和选矿效果的重要工具。
常用的选矿指标包括矿石品位、回收率、浮选指数和综合指数等。
通过合理运用这些指标的计算公式,可以评价矿石选矿效果、判断浮选工艺的优劣,并为选矿过程的优化提供科学依据。
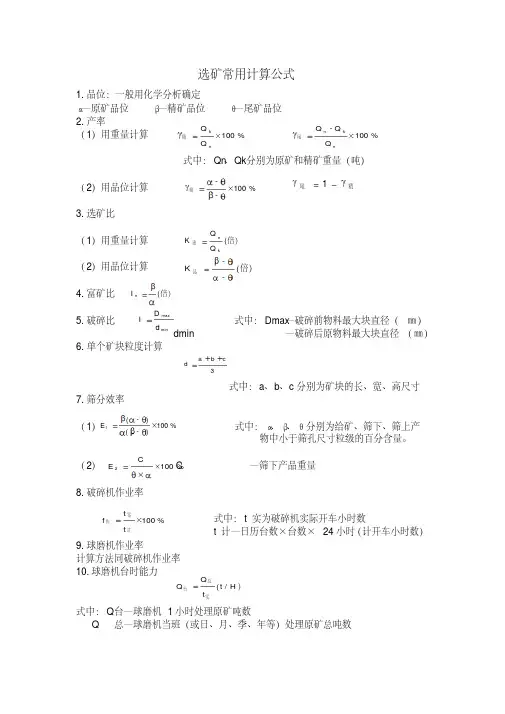
%100Q Q n k精%100Q Q -Q nkn 尾精尾1倍)重(Q Q knK倍)品(--K 倍)(nI minmaxd D I 3cb ad%100)-()-(1E%1002CE %100t t 计实作f )实总台H t t Q Q /(选矿常用计算公式1.品位:一般用化学分析确定α—原矿品位β—精矿品位θ—尾矿品位2.产率(1)用重量计算式中:Qn 、Qk 分别为原矿和精矿重量(吨)(2)用品位计算3.选矿比(1)用重量计算(2)用品位计算4.富矿比5.破碎比式中:Dmax —破碎前物料最大块直径(㎜)dmin —破碎后原物料最大块直径(㎜)6.单个矿块粒度计算式中:a 、b 、c 分别为矿块的长、宽、高尺寸7.筛分效率(1)式中:α、β、θ分别为给矿、筛下、筛上产物中小于筛孔尺寸粒级的百分含量。
(2) C —筛下产品重量8.破碎机作业率式中:t 实为破碎机实际开车小时数t 计—日历台数×台数×24小时(计开车小时数)9.球磨机作业率计算方法同破碎机作业率10.球磨机台时能力式中:Q 台—球磨机1小时处理原矿吨数 Q 总—球磨机当班(或日、月、季、年等)处理原矿总吨数%100--精分转临/2.42Dn 分转实/22.32bDn 分转同/2Sh h 11.球磨机利用系数)台系3/(m Ht VQ f 式中:f 系—球磨机单位体积单位时间内处理的原矿量 V —球磨机有效容积(m3)12.磨矿效率))给溢台3200/((m Ht Vr r Q q式中:q-200—磨机单位时间单位容积磨出指定粒级的矿石重量 r 溢—溢流中指定粒级含量百分数 r 给—给矿中指定粒级含量百分数13.按电耗计算磨矿效率时)瓦/(t N V q C式中:c —按电耗计算的磨矿效率q —磨机单位时间单位容积的-200的含量 N —单位时间磨机耗电量(度)14.球磨机转数(1)临界转数(2)实际转数(3)工作转数式中:D —球磨机直径 b —衬板厚度h 同—同步机转数 S —磨机大、小齿轮之比(转数) 15.装球量公式 G =φ〃V 〃△式中:G —装球量(吨)φ—充填系数百分数(取40—45%)△—钢球堆比重(取△= 4.85t/m3)16.装球直径(拉祖莫夫公式)D =f3d式中:D —钢球最大直径(㎜)f —矿石性质(硬度)系数(f 在28-38-48) d —给矿最大直径(㎜)%100)1)(-())((E%100C(%)Q S CKSd21)总精22/(m H t tmQ q 17.介质(球)充填率%12750D b 式中:φ—钢(铁)球充填率(%) b —介质水平面距磨机筒体中心线高度(m)D —磨机有效直径(m )18.钢球重量368.7DW式中:W —单个钢球重量(g 或kg ) D —钢球直径(㎜)19.分级效率式中:E —分级效率α—给矿中小于分级粒度含量(%)β—溢流中小于分级粒度含量(%)θ—沉砂中小于分级粒度含量(%)20.细筛筛分效率计算公式同分级效率21.分级返砂循环负荷22.返砂比式中:C —返矿比 S —返砂量(吨) Q —新给矿量(吨)23.细筛分离粒度经验公式(1)式中:d —细筛分离粒度(㎜) S —筛孔尺寸(㎜) K —系数(在0.75~1.25)(2)查表法S 〃d 及倾角分类S(㎜) d(㎜) 倾角度1 0.15 0.083 50-60。
主要采选生产统计指标定义及计算公式二O一四年六月生产技术组目录采矿生产技术经济指标 (5)一、采矿作业量及产品产量指标 (5)(一)掘进量 (5)(二)剥岩量 (5)(三)掌子出矿量 (5)(四)采剥(掘)总量 (5)(五)采出矿量(简称矿量) (6)二、采矿技术经济指标 (6)(一)采矿质量指标。
(6)1、采出矿石品位 (6)2、废石混入率 (6)3、矿石贫化率 (6)(二)采矿物料单耗指标 (7)1、炸药单耗 (7)2、导爆管雷管单耗 (7)3、钻杆单耗 (7)4、钻头单耗 (8)(三)采矿能源单耗指标 (8)1、柴油单耗 (8)2、电力单耗 (8)(四)采矿设备效用指标 (8)1、钻机台班效率 (9)2、挖掘机台班效率 (9)3、铲运机台班效率 (9)4、电机车台班效率 (9)5、采矿设备作业率 (9)(五)采矿实物劳动生产率指标 (10)1、采矿从业人员实物劳动生产率 (10)(六)采矿其他技术经济指标 (10)1、采矿损失率 (10)2、采矿回采率 (10)3、剥采比 (11)4、掘采比 (11)5、采切比 (11)6、延米爆破量 (11)7、三级矿量 (12)1)开拓矿量(露天) (12)2)备采矿量(露天) (12)3)开拓矿量(地下) (12)4)采准矿量(地下) (12)5)备采矿量(地下) (12)8、三级矿量保有期 (13)1)开拓矿量保有期 (13)2)采准矿量保有期 (13)3)备采矿量保有期 (13)9、年平均下降速度 (13)10、大块率 (13)选矿生产技术经济指标 (14)一、选矿产品产量指标 (14)(一)铁(铜、硫、磷、铅、锌、钒、钼等)精矿量 (14)附:处理原矿量、入磨矿石量 (14)二、选矿技术经济指标 (14)(一)选矿质量指标 (14)1、处理原矿品位 (14)2、甩出废石品位 (14)3、甩废率 (15)4、入磨矿石品位 (15)5、铁(铜、硫、磷、铅、锌、钒、钼等)精矿品位 (15)6、尾矿品位 (15)7、金属(非金属)回收率 (16)8、矿浆浓度 (16)9、磨矿细度 (16)10、分级效率 (17)11、精矿细度 (17)12、精矿水份 (17)13、破碎粒度 (17)(二)选矿物料单耗指标 (18)1、钢球单耗 (18)2、药剂单耗 (18)3、衬板单耗 (18)4、皮带单耗 (18)5、筛网单耗 (19)6、过滤布单耗 (19)7、油脂单耗 (19)8、入磨选比 (19)9、综合选比 (20)10、产率 (20)(三)选矿能源单耗指标 (20)1、电力单耗 (20)2、水(循环水、新水)单耗 (20)(四)选矿设备效用指标 (21)1、破碎机台效 (21)2、球磨机台效 (21)3、球磨机利用系数 (21)4、破碎机运转率 (22)5、球磨机运转率 (22)(五)选矿实物劳动生产率指标 (22)1、选矿从业人员实物劳动生产率 (22)附:矿业生产统计指标数据表模板 .................................................... 错误!未定义书签。
资源税选矿计算公式
资源税的计算公式如下:
对于选矿:
税额 = 选矿产品产量× 均价× 税率
其中,选矿产品产量指的是经过选矿工艺处理后获得的有用矿石的产量;均价指的是选矿产品在市场上的平均价格;税率是根据相关法规规定的矿产资源税税率。
对于原矿:
税额 = 原矿产量× 品位× 均价× 税率
其中,原矿产量指的是矿山开采出来的矿石的产量;品位指的是矿石中所含有用成分的含量;均价指的是原矿在市场上的平均价格;税率是根据相关法规规定的矿产资源税税率。
以上信息仅供参考,如需了解更多信息,建议查阅资源税相关书籍或咨询专业人士。
选矿回收率计算公式简单选矿回收率是指在矿石经过选矿过程后,所能获得有价值矿石的比例,也是评估选矿工艺技术优劣的重要指标。
其计算公式为:回收率(%)= (有价值矿石的重量/原始矿石的重量) × 100%选矿回收率的计算公式虽然简单,但对于选矿工艺的优化与改进具有重要的指导意义。
高的选矿回收率意味着从原始矿石中获得更多的有价值矿石,能够提高矿石的经济效益,降低生产成本,并减少对矿石资源的开采压力。
要想实现高的选矿回收率,首先需要充分了解矿石的性质和成分。
不同矿石的物理化学性质各异,因此在选矿过程中需要制定不同的选矿方案和流程。
通过对矿石的采样分析,可以确定矿石的有价值成分和废石的成分,从而制定出科学的选矿方案,并选择适当的选矿设备。
其次,在选矿过程中需要合理地选择选矿工艺指标。
选矿工艺指标是衡量选矿工艺优劣的重要指标,包括矿石的粒度分布、浮选药剂的种类和用量、搅拌强度、选矿机械参数等。
通过调整这些指标,可以改善选矿工艺的效果,提高回收率。
再次,选矿过程中需要合理操作和控制选矿设备。
选矿设备的操作水平直接影响到回收率的提高与否。
在选矿过程中,需要根据矿石的性质和矿石的产量,合理调整选矿设备的参数,保持设备的稳定运行。
同时,需要合理配备操作人员,进行专业培训,提高其操作技能和业务水平。
只有设备正常运行、操作得当,才能保证选矿回收率的提高。
最后,需要对选矿过程进行全面的监测与控制。
通过对选矿过程的实时监测,可以发现问题并及时进行调整和改进。
可利用传感器、仪表等监测设备,对选矿过程的关键参数进行监测,如矿石的进料量、产出量、选矿液的流量与浓度等。
通过定时收集和分析这些数据,及时调整选矿工艺的参数和操作方式,以提高选矿回收率。
综上所述,选矿回收率的提高需要全面考虑矿石的性质、选矿工艺方案、选矿设备操作和监测控制等多个因素。
只有通过科学的方法和有效的措施,才能够实现选矿回收率的提高,从而提高矿石的经济效益,保护矿石资源,实现可持续发展。

选矿常用计算公式公司标准化编码 [QQX96QT-XQQB89Q8-NQQJ6Q8-MQM9N]选矿常用计算公式1、品位:一般用化学分析确定α一原矿品位,β—精矿品位,θ—尾矿品位2、产率:(1)用重量计算γ精= Q K/ Q n*(100%) γ尾= Q n- Q k/ Q n*(100%) 式中:Q n、Q k分别为原矿和精矿重量(吨)(2)用品位计算γ精=α-θ/β-θ*(100%) γ尾=1- γ精(3)用回收率计算γ精=α·ε/β*100%式中:ε为回收率3、选矿比:(1)用重量计算K重= Q k/ Q n(倍)(2)用品位计算K重=β-θ/α-θ(倍)4、富矿比:I n=β/α(倍)5、破碎比:I=D max/d min 式中:D max破碎前物料最大块直径(mm)d min破碎后物料最大块直径(mm)6、单个矿块粒度计算:d=(a+b+c)/3 式中:a、b、c分别为块矿的长、宽、高尺寸7、筛分效率:(1)E1=β(α-θ)/α(β-θ)*100%(2)E2=C/(θ*α)*100%式中:α、β、θ分别为给矿、筛下、筛上产物中小于筛孔尺寸粒级的百分含量,C为筛下产品重量8、破碎机作业率:?作=t实/t计*100% 式中:t实为破碎机实际开车小时数 t计为日历台数X台数X24小时(计开车小时数)9、球磨机作业率:计算方法同破碎机作业率10、球磨机台数能力:Q台= Q总/ t实(t/H)式中:Q台为球磨机1小时处理原矿吨数Q总为球磨机当班(或日、月、季、年等)处理原矿总吨数11、球磨机利用系数:?系= Q台/V(t/H·m3)式中:?系为球磨机单位体积单位时间内处理的原矿量V为球磨机有效容积(m3)12、磨矿效率:q-200= Q台(γ溢-γ给)/V(t/H·m3)式中:q-200为磨机单位时间单位容积磨出指定粒级的矿山重量γ溢为溢流中指定粒级含量的百分数γ给为给矿中指定粒级含量的百分数13、按电耗计算磨矿效率:C= q·V/N(t/瓦·时)式中:C为按电耗计算得磨矿效率q为磨机单位时间单位容积的-200的含量N为单位时间磨机耗电量(度)14、球磨机转数:(1)临界转数n临=√D(转/分)(2)实际转数n实 =√D-2b(转/分)(3)工作转数??2=??同/S(转/分)式中:D为球磨直径 b为球磨衬板厚度?同为同步机转数 S为球磨机大、小齿轮之比(转数)15、装球量公式:G=φ·V·△式中:G为装球量(吨)φ为充填系数百分数(取40-45%)△为钢球堆比重(取△=m3)16、装球直径(拉祖莫夫公式)D=f3√d式中:D为钢球直径(mm)f为矿石性质(硬度)系数(f在28-38-48)d为给矿最大直径(mm)17、介质球充填率:φ=50-127*b/D(%)式中:φ为钢(铁)球充填率(%)b为介质水平面距磨机筒体中心线高度(m)D为磨机有效直径(m)18、钢球重量:W=*(π/6)D3式中:W为单个钢球重量(g或kg)D为钢球直径(mm)19、分级效率:E=(α-θ)(β-α)/α(β·θ)(1-α)*100%式中:E为分级效率α为给矿中小于分级粒度含量(%)β为溢流中小于分级粒度含量(%)θ为沉砂中小于分级粒度含量(%)20、细筛筛分效率:计算公式同分级效率21、分级返砂循环负荷:C=(β-α)/(α-θ)*100%22、返砂比: C=S/ Q(%)式中:C为返砂比S为返砂量(吨)Q为新给矿量(吨)23、细筛分离粒度经验公式:(1)d=1/2·S·K式中:d为细筛分离粒度(mm)S 为筛孔尺寸(mm)K为系数(在~)(2)查表法S·d及倾角24、过滤效率:q精= Q总/∑m2·∑t(t/H·m3)式中:Q总为各台过滤机过滤干精矿之和(吨)∑m2为参加生产过滤机有效面积之和(m2)∑t为各台过滤机实际过滤时间之和(小时)25、回收率的计算:(1)实际回收率ε=(Q k*β)/(Q0*α)*100%(2)理论回收率ε=β(α-θ)/α(β-θ)*100%式中:Q k为精矿产量,Q0为尾矿产量磁选机磁场感应强度表示:1T(特斯拉)=1000mT(毫特斯拉)=10000GS(高斯)。
选矿指标定义及计算公式集团标准化工作小组 #Q8QGGQT-GX8G08Q8-GNQGJ8-MHHGN#主要采选生产统计指标定义及计算公式二O一四年六月生产技术组目录采矿生产技术经济指标一、采矿作业量及产品产量指标(一)掘进量掘进量是指地下开采矿山为了正常生产需要(如运输、通风、行人、排水、储料以及保证“三级矿量”和采区、采矿工作面的正常持续等)所开凿的井巷和硐室的作业量。
掘进量的计算单位,以自然延伸“米”表示,并据以检查掘进进尺计划完成情况。
还要计算以“吨”和“米3”为计算单位的掘进量(按设计断面计算),以便适应计算采掘总量、掘进效率、掘进物料消耗等指标的需要。
掘进量包括生产开拓、采矿准备、切割巷道和生产探矿等所开凿的各种竖井、斜井、平硐、斜坡道、溜井、天井、通风井、斗井、斗颈等全部掘进作业量。
掘进量应以地质测量部门实际验收合格的数量为准。
(二)剥岩量剥岩量是指露天开采矿山为获得有用成份而将矿体围岩及夹层进行剥离并运到开采境界线以外的指定排土场的矿山作业量。
剥岩量包括以下几项:(1)生产剥离、扩帮剥离和堑沟开拓量;(2)整修边坡和境界内路堑的作业量。
(三)掌子出矿量掌子出矿量是特定时期内采出矿石作的工作量指标,指掌子面爆破下来的矿石量,通过各种运输手段,露天开采运出阶段,地下开采到溜井或主要运输平巷的矿石数量。
它是采矿贫化率、回采率、剥采比、采切比等指标的计算基。
(四)采剥(掘)总量采剥(掘)总量是指矿山在设计境界内采矿、剥岩、掘进作业工作总量。
它是反映矿山作业量的综合指标,也是计算其它有关技术经济指标的基础。
采剥(掘)总量(吨)=掌子出矿量(吨)十剥离量(掘进量)(吨)(五)采出矿量(简称矿量)采出矿量是指矿山在特定时期内完成采矿,并将矿石运到指定的储矿场、选矿厂或其它矿石加工场所,尚未加工、选矿,符合质量标准的矿石数量。
采出矿量要实行定期盘点,发现盈亏,应及时调整。
当月采出矿量(吨)= 当月期末盘点矿量(吨) + 当月出库矿量(吨) -上月期末盘点矿量(吨)二、采矿技术经济指标(一)采矿质量指标。

选矿比的计算方法了解
选矿比是指每选一吨精矿所需要的原矿吨数,通常以倍数表示。
其计算公式如下:
选矿比=(原矿处理量(吨))÷(精矿量(吨))
理论选矿比是用原矿品位、精矿品位和尾矿品位计算出来的,即用给矿量与计算出来的精矿量相比的来的。
实际选矿比是用给矿重量与实际称得的精矿重量相比的出来的。
一般来说,两者得出来的数据是有差别的。
但如果你的样品取得很有代表性、制样非常准确,化验又很准,流程中也没有跑冒滴漏现象,应该是差别不大。
一般认为,两者的误差不超过2%就是准确的。
如果总是一个高而另一个低,那就是系统误差了。
一般来说,前者多用于设计中,而后者多用于现场实践。
例子:我想用30%含量的铁矿石选出来含铁66%的铁精粉那么计算方式如下
30%-5%=25% 铁矿石含量减去尾矿含量=可用含量
(66%-5%)÷25%=2.44 用目标品位除去可用含量=需用铁矿石吨数
那么用含铁30%的铁矿石要选出来66%的铁精粉一吨需要2.44吨的铁矿石
富矿比有时也叫富集比,是精矿中有用矿物的品位与原矿中有用矿物的品位之比,即精矿品位是原矿品位的几倍。
富矿比和回收率越高,说明选矿效率越好。
富矿比的计算公式如下:。
虚无假设检验NuIIHypothesisTesting虚无假设检验(NuIIHypothesisTesting)对某随机样本来自所指定的总体,或两个随机样本来自相同的总体的假设在统计上进行验证的过程。
其中虚无假设也就是假定两者差异为零,故又称零假设,也称原假设或解消假设,用H0表示。
假设是科学研究中广泛应用的方法,它是根据已知理论与事实对研究对象所作的假定性说明。
在进行任何一项研究时,都需要根据已有的理论和经验事先对研究结果作出一种预想的希望得到证实的假设。
这种假设叫科学假设,用统计术语表示时叫研究假设,记作H1。
例如某校一个班进行比纳智力测验,结果=110,已知比纳测验的常模μ=100,σ0=16,问该班智力水平是否确定与常模水平有差异。
研究这一问题时,目的是想通过一次测验结果看看该班智力水平是否真与一般水平不同,亦即检验一次结果与常模水平差异是否显著。
若以μ1表示该班多次测验结果的总平均数或表示总体中与该班相似的多个班级的平均结果,则检验的目的是要证实μ1≠μ0,因而研究假设为H1:μ1≠μ0。
但在统计学中不能对H1的真实性直接检验,需要建立与之对立的假设,这便是虚无假设(H0),运用统计方法若证明H0为真,则H1为假:反之H0为假,则H1为真。
因而虚无假设H0:μ1=μ0,即先假设该班总的平均数μ1与μ0无差异。
如果有把握证明H0是假,则H1得证;若没有把握证明H0是假,则说明H1不能接受。
这种"反证法"是统计推论的一个重要特点。
在统计学中,对虚无假设进行证实的过程称作虚无假设检验。
在检验过程中应注意以下三点:1.虚无假设检验是针对总体的,不是针对样本的。
上命名并不是检验该班这次测验结果与常模水平的差异情况,而是检验它所代表的该班智力水平与常模水平的差异。
也就是从样本统计值所得的差异能否作出一般性结论--总体参数之间是否确实存在差异。
由于抽样误差的存在,使抽取的样本在数值上不一定与总体相等,所以我们无法在数值上进行判断,而只能通过统计推理,检验样本统计值得出的差异是否超不定过了统计学规定的某一误差限度,如果超过了,则表明这个差异已不属于抽样误差,而是总体上确有差异,这种情况叫做差异显著。
选矿计算公式范文选矿计算是矿石选矿工作的重要一环,它是通过一系列的物理和化学处理过程,将原矿中的有用矿物从废石或杂质中分离出来的过程。
选矿计算公式是用来计算选矿过程中所需的各种参数,以确定各种物理和化学处理方法的可行性和选矿效果的数学表达式。
本文将介绍几个常用的选矿计算公式。
1.矿石品位的计算公式矿石品位是指矿石中有用矿物的质量分数,通常用公式来计算,即矿石品位(%)=(有用矿物质量/原矿质量)*100。
2.回收率的计算公式回收率是指通过选矿过程中被回收的有用矿物的质量与原矿中有用矿物质量之比,它可以用公式来计算,即回收率(%)=(回收的有用矿物质量/原矿中有用矿物质量)*100。
3.浮选浓度的计算公式浮选浓度是指浮选过程中矿浆中固体颗粒的质量分数,它可以用公式来计算,即浮选浓度(%)=(浮选浓缩物质量/进浮选槽矿浆质量)*100。
4.分选效果的计算公式分选效果是指分选过程中对矿石中有用矿物和固体颗粒的分离效果。
通常用质量分数或质量百分比来表示,可以用公式来计算,即分选效果(%)=(分选产物中有用矿物质量/分选前矿石中有用矿物质量)*100。
5.水分的计算公式在选矿过程中,水分是一个重要的参数,可以通过公式来计算,即水分(%)=(水的质量/矿浆总质量)*100。
除了上述几种常用的选矿计算公式,还有很多其他的公式可以用来计算选矿过程中的各种参数,比如电流密度、气泡升降速度等。
这些公式可以用来优化选矿流程,提高选矿效率和选矿产品的质量。
在实际应用中,选矿计算公式往往会结合其他因素,比如产品价格、生产成本、环境因素等进行综合考虑,以确定最佳的选矿方案。
选矿计算公式的准确性和有效性对于选矿工作的成功与否有着重要的影响,因此在实际工作中,应当结合实际情况对选矿计算公式进行合理的修正和调整。
选矿常用计算公式 Ting Bao was revised on January 6, 20021选矿常用计算公式1、品位:一般用化学分析确定α一原矿品位,β—精矿品位,θ—尾矿品位2、产率:(1)用重量计算γ精=Q K/Q n*(100%)γ尾=Q n-Q k/Q n*(100%)式中:Q n、Q k分别为原矿和精矿重量(吨)(2)用品位计算γ精=α-θ/β-θ*(100%)γ尾=1-γ精(3)用回收率计算γ精=α·ε/β*100%式中:ε为回收率3、选矿比:(1)用重量计算K重=Q k/Q n(倍)(2)用品位计算K重=β-θ/α-θ(倍)4、富矿比:I n=β/α(倍)5、破碎比:I=D max/d min式中:D max破碎前物料最大块直径(mm)d min破碎后物料最大块直径(mm)6、单个矿块粒度计算:d=(a+b+c)/3式中:a、b、c分别为块矿的长、宽、高尺寸7、筛分效率:(1)E1=β(α-θ)/α(β-θ)*100%(2)E2=C/(θ*α)*100%式中:α、β、θ分别为给矿、筛下、筛上产物中小于筛孔尺寸粒级的百分含量,C为筛下产品重量8、破碎机作业率:作=t实/t计*100%式中:t实为破碎机实际开车小时数t计为日历台数X台数X24小时(计开车小时数)9、球磨机作业率:计算方法同破碎机作业率10、球磨机台数能力:Q台=Q总/t实(t/H)式中:Q台为球磨机1小时处理原矿吨数Q总为球磨机当班(或日、月、季、年等)处理原矿总吨数11、球磨机利用系数:3)系=Q台/V(t/H·m式中:系为球磨机单位体积单位时间内处理的原矿量V为球磨机有效容积(m3)12、磨矿效率:q-200=Q台(γ溢-γ给)/V(t/H·m3)式中:q-200为磨机单位时间单位容积磨出指定粒级的矿山重量γ溢为溢流中指定粒级含量的百分数γ给为给矿中指定粒级含量的百分数13、按电耗计算磨矿效率:C=q·V/N(t/瓦·时)式中:C为按电耗计算得磨矿效率q为磨机单位时间单位容积的-200的含量N为单位时间磨机耗电量(度)14、球磨机转数:(1)临界转数n临=42.2/√D(转/分)(2)实际转数n实=32.2/√D-2b(转/分)(3)工作转数2=同/S(转/分)式中:D为球磨直径b为球磨衬板厚度同为同步机转数S为球磨机大、小齿轮之比(转数)15、装球量公式:G=φ·V·△式中:G为装球量(吨)φ为充填系数百分数(取40-45%)△为钢球堆比重(取△=4.85t/m3)16、装球直径(拉祖莫夫公式)D=f3√d式中:D为钢球直径(mm)f为矿石性质(硬度)系数(f在28-38-48)d为给矿最大直径(mm)17、介质球充填率:φ=50-127*b/D(%)式中:φ为钢(铁)球充填率(%)b为介质水平面距磨机筒体中心线高度(m)D为磨机有效直径(m)18、钢球重量:W=7.8*(π/6)D3式中:W为单个钢球重量(g或kg)D为钢球直径(mm)19、分级效率:E=(α-θ)(β-α)/α(β·θ)(1-α)*100%式中:E为分级效率α为给矿中小于分级粒度含量(%)β为溢流中小于分级粒度含量(%)θ为沉砂中小于分级粒度含量(%)20、细筛筛分效率:计算公式同分级效率21、分级返砂循环负荷:C=(β-α)/(α-θ)*100%22、返砂比:C=S/Q(%)式中:C为返砂比S为返砂量(吨)Q为新给矿量(吨)23、细筛分离粒度经验公式:(1)d=1/2·S·K式中:d为细筛分离粒度(mm)S为筛孔尺寸(mm)K为系数(在0.75~1.25)(2)查表法S·d及倾角24、过滤效率:q精=Q总/∑m2·∑t(t/H·m3)式中:Q总为各台过滤机过滤干精矿之和(吨)∑m2为参加生产过滤机有效面积之和(m2)∑t为各台过滤机实际过滤时间之和(小时)25、回收率的计算:(1)实际回收率ε=(Q k*β)/(Q0*α)*100%(2)理论回收率ε=β(α-θ)/α(β-θ)*100%式中:Q k为精矿产量,Q0为尾矿产量磁选机磁场感应强度表示:1T(特斯拉)=1000mT(毫特斯拉)=10000GS(高斯)。
一建矿业工程公式汇总矿业工程是一门综合性学科,涉及到矿山开采、选矿、矿山环境保护等方面。
在矿业工程的实践中,有许多公式被广泛应用于解决各种问题。
本文将汇总一些常用的一建矿业工程公式,并对其进行简要介绍和应用示例。
1. 矿山储量计算公式矿山储量是指矿藏中可以经济地开采的矿石量。
根据矿石体积或重量可以使用不同的公式计算矿山储量。
其中,体积法计算矿山储量的公式为:储量 = 可采矿体积× 矿石的平均容重2. 矿石品位计算公式矿石品位是指矿石中有用矿物的含量,通常以百分比表示。
矿石品位可以通过以下公式计算:品位 = 有用矿物的质量 / 矿石的总质量3. 矿石回收率计算公式矿石回收率是指从矿石中提取有用矿物的百分比。
矿石回收率可以通过以下公式计算:回收率 = 提取的有用矿物的质量 / 矿石中有用矿物的质量4. 矿石浓度计算公式矿石浓度是指在选矿过程中,矿石中有用矿物的质量与矿石总质量的比值。
矿石浓度可以通过以下公式计算:浓度 = 有用矿物的质量 / 矿石的总质量5. 矿山开采效率计算公式矿山开采效率是指在矿山开采过程中,实际开采的矿石量与矿山储量的比值。
矿山开采效率可以通过以下公式计算:开采效率 = 实际开采的矿石量 / 矿山储量6. 矿石处理能力计算公式矿石处理能力是指选矿厂或矿山每单位时间内处理的矿石量。
矿石处理能力可以通过以下公式计算:处理能力 = 每小时处理的矿石量7. 矿石运输能力计算公式矿石运输能力是指矿山或选矿厂每单位时间内运输的矿石量。
矿石运输能力可以通过以下公式计算:运输能力 = 每小时运输的矿石量8. 矿山采场面积计算公式矿山采场面积是指矿山开采区域的总面积。
矿山采场面积可以通过以下公式计算:采场面积 = 采场长度× 采场宽度9. 矿石开采周期计算公式矿石开采周期是指开采一定量矿石所需要的时间。
矿石开采周期可以通过以下公式计算:开采周期 = 矿山储量 / 每年开采量10. 矿石堆存容量计算公式矿石堆存容量是指矿石堆存场所能容纳的矿石量。
选矿常用名词术及计算公式=————————————————————————————————作者:————————————————————————————————日期:9、矿石品位:是指矿石中某种金属,非金属或其它有用组分含量的多少,一般用百分数表示, 有的用每吨矿石中含的克数来表示。
10、原矿品位:是指进入选厂的矿石中的某种金属,非金属或其它有用组分与原矿量的百分比。
11、精矿品位:指精矿中所含某种金属(或非金属或其它有用组分)与精矿量的百分比。
12、尾矿品位:尾矿中所含某种金属(或非金属或其它有用组分)与尾矿量的百分比。
23、产率:在选矿过程中某产品的重量与原矿重量的百分比。
产率的计算(对整个选别过程或任意一个阶段或一个作业均适用)。
(1)、%100Q Q ⨯=ox γ (2)、=⨯--=%100θβθαγ%100⨯βαε 式中:γ______产率(%)Q 0――――――原矿重量 (t ) Q x ――――――某一产品重量 (t ) α――――――原矿品位 (%) β――――――精矿品位 (%) θ――――――尾矿品位 (%) ε――――――回收率 (%)注:上述各符号在以下的各公式中均代表同一含义,不再多次注明。
24、回收率:指精矿产品中的金属或其它有用组分的重量与原矿中这种物质重量的百分比。
回收率是重要的选矿指标,它反映了选矿过程中金属(或其它回收率的有用成分)的回收程度和选矿技术水平,管理工作质量。
回收率计算(对整 个选矿过程及任意阶段、一个作业均适用)。
(1)、实际回收率:%100⨯⨯⨯=αβεo k Q Q (2)、理论回收率:%100)()(⨯--=θβαθαβε 式中 Q k ―――――精矿产量 (t )25、选矿比:原矿量与精矿量之比。
或为:选出一吨精矿所需原矿的吨数。
选矿比的计算:ko Q Q i = 式中 i ――――――选矿比(倍)第一部分 一 般 概 念1、选矿:是把有用矿物与脉石矿物最大限度的分开,除去脉石,使有用矿物得到富集,或使共生的有用矿物彼此分离,从而获得高品位的一种或多种精矿的过程。
选矿指标知识大全处理原矿品位(克/吨)=处理原矿含金量(克)/处理原矿量(吨)精矿品位:就是指平均值每吨精矿中的含金量,它就是充分反映精矿质量的指标,计算公式为:精矿品位(克/吨)=精矿含金量(克)/精矿数量(吨)精矿产率:就是指生产量的精矿量占到原矿量的百分比,它就是充分反映选矿厂质量的指标。
计算公式为:精矿产率为(%)=精矿数量(吨)/原矿数量(吨)×100%尾矿品位:就是指选矿厂排弃的尾矿中,平均值每吨尾矿中的含金量。
它就是充分反映在选矿过程中金属损失程度的指标。
计算公式为:尾矿品位(克/吨)=尾矿含金量(克)/尾矿数量(吨)尾矿量(吨)=处理原矿量(吨)-精矿量(吨)选矿回收率:是指采用各种选矿方法获得的最终产品含金量占处理原矿含金量的百分比。
按理论和实际回收率两种方法计算。
选矿理论回收率(%)=精矿品位×(原矿品位-尾矿品位)/(原矿品位×(精矿品位-尾矿品位))×100%=理论废旧的金属量(克)/处置原矿金属量(克)×100%选矿实际回收率(%)=金精矿含金量(克)/原矿含金量(克)×100%(离子交换回收率)浸出率:就是所指经干料作业已熔化金的金属量占到氰原矿金属量的百分比。
计算公式为:浸出率=已溶解金的金属量(克)/氰原矿金属量(克)×100%=(氰原矿金属量(克)-浸渣金属量(克))/氰原矿金属量(克)×100%冲洗率为:是指贵液中含金量占浸出溶解金的金属量的百分比。
计算公式为:洗涤率(%)=贵液含金量(克)/浸出已溶金的金属量(克)×100%=(氰原矿金属量(克)-浸渣金属量(克)-排液金属量(克))/(氰原矿金属量(克)-浸渣金属量(克))×100%置换率:就是指通过转让结晶而划出的金泥含金量占到贵液含金量的百分比。
计算公式为:转让率为(%)=金泥含金量(克)/贵液含金量(克)×100%氰化回收率:就是指氰化金泥含金量占到氰原矿含金量的百分比。
%1000
⨯∙=ββε效E 选矿效率的计算方法(中国选矿技术网)
选矿效率是表示选矿过程效果好坏的综合指标。
无选别时,其值为零,当达到最佳理想分选效果时,其值为100%。
较常用的选矿效率(E )的计算公式有以下两种,一种是:
另一种是:
在上两式中,ε为选矿回收率;γ为精矿产率;α为原矿产率;β为精矿品位;θ为尾矿品位;β纯为目的矿物的纯矿物中有用成分的百分比含量。
上第一式适用于原矿品位和精矿品位以及富矿比都不高的低品位矿石的粗选和预选作业。
上第二式适用于原矿品位低而精矿品位高的有色金属和稀有金属矿石的选别,也适用于金矿石的选别。
对于原矿品位高而富矿比不高的铁、锰、铬等矿石,两公式均可应用。
选矿效率的计算方法(百度文库)
%1000⨯--∙=αβαβε效E 或 式中:E 效—选矿效率(%) ε—理论回收率(%)
β0—纯精矿品位(%) β0=72.4%
α-原矿品位 β-精矿品位。
选矿⼚选矿实践常⽤公式⼀、成本核算1、原矿价值计算公式1吨原矿的总价值=元素1的含量×元素1的⾦属价格+元素2的的含量×元素2的⾦属价格+元素3的的含量×元素3的⾦属价格+……1吨原矿实际价值=元素1的含量×元素1的回收率×元素1的⾦属价格+元素2的回收率×元素2的回收率的的含量×元素2⾦属的价格+元素3的回收率×元素3的回收率的的含量×元素3⾦属的价格+……2、原矿成本的计算公式1吨矿⽯的选矿成本=选别了1批矿⽯的总花费这1批矿⽯的重量选1吨矿⽯的利润=1吨矿⽯的实际价值-1吨矿⽯的选矿成本⼆、药剂核算1、药剂配制药剂浓度=药剂重量÷(药剂重量+⽔的重量)如:将100kg药剂加⼊0.9M3的⽔中稀释后浓度就是10%的药剂溶液2、加药克吨数与药剂流量的换算公式:加药克吨数=(药剂流量(多少毫升每分钟)×药剂浓度)÷每分钟的矿⽯量(单位为吨)药剂流量(多少毫升每分钟)=加药克吨数×每分钟的矿⽯量(单位为吨)÷药剂浓度上式中如果药剂为原液添加则药剂浓度记做1进⾏计算。
三、钢球、⽔、电、衬板磨损件核算,⼈⼒⼯资,材料:1、钢球吨耗(kg/t)=处理⼀批矿⽯总共消耗的钢球量(kg)÷这批矿⽯的总重量(t)2、⽔的吨耗≈(1-尾矿的浓度)÷尾矿的浓度(实际⽤⽔量可适当每吨在计算的基础上再加0.5~1⽅每吨左右)3、电的吨耗=处理⼀批矿⽯总共消耗的电这批矿⽯的总重量四、⾦属价格计算表格1吨精矿的价格=(1吨精矿中有效计价元素1的品位×有效计价元素1⾦属价格×有效计价元素1计价系数+1吨精矿中有效计价元素2的品位×有效计价元素2⾦属价格×有效计价元素2计价系数+1吨精矿中有效计价元素3的品位×有效计价元素3⾦属价格×有效计价元素3计价系数+……)×(1-精矿⽔分)五、磨矿浓度、细度公式表、⽪带秤速度计算1、矿浆浓度×矿浆重量(g)÷矿⽯密度+(1-矿浆浓度)×矿浆重量(g)=容器的体积(ml)矿浆浓度×(矿浆重量(g)÷矿⽯密度-矿浆重量(g))=容器的体积(ml)-矿浆重量(g)矿浆浓度=[容器的体积(ml)-矿浆重量(g)]÷[矿浆重量(g)÷矿⽯密度-矿浆重量(g)]2、细度计算公式细度=1-筛上物的重量(g)÷筛前的重量(g)矿浆细度=1-[筛过后⼀定体积矿浆的重量(g)-矿浆的体积即清⽔重(ml)]÷[筛前⼀定体积矿浆的重量(g)-矿浆的体积即清⽔重(ml)]3、⽪带速度计算:⽪带速度(m/s)=⽪带长度(m)÷跑完该长度所⽤的时间(s)每秒内矿⽯量(kg/s)=刮板内的矿⽯量(kg)÷[该刮板的长度(m)÷⽪带速度(m/s)]六、浮选时间计算该做业浮选时间(分钟)=该做业的浮选槽容积总和(M3)÷每分钟进⼊该做业的矿浆量(M3/分钟)每分钟进⼊该做业的矿浆量(M3/分钟)=每分钟进⼊该做业的矿⽯量(t)÷矿⽯密度+每分钟进⼊该做业的矿⽯量(t/分钟)÷浮选浓度-每分钟进⼊该做业的矿⽯量(t/分钟)每分钟进⼊该做业的矿⽯量(t/分钟)=每⼩时进⼊该做业的矿⽯量(t/h)÷60每⼩时进⼊该做业的矿⽯量(t/h)=每⼩时的处理矿⽯量(t/h)×进⼊该做业的物料产率。
选矿指标知识大全处理原矿品位<克/吨>=处理原矿含金量<克> / 处理原矿量<吨>精矿品位:是指平均每吨精矿中的含金量,它是反映精矿质量的指标,计算公式为:精矿品位<克/吨>=精矿含金量<克> / 精矿数量<吨>精矿产率:是指产出的精矿量占原矿量的百分比,它是反映选矿厂质量的指标.计算公式为:精矿产率<%>=精矿数量<吨> /原矿数量<吨> ×100%尾矿品位:是指选矿厂排弃的尾矿中,平均每吨尾矿中的含金量.它是反映在选矿过程中金属损失程度的指标.计算公式为:尾矿品位<克/吨>=尾矿含金量<克>/尾矿数量<吨>尾矿量<吨>=处理原矿量<吨>-精矿量<吨>选矿回收率:是指采用各种选矿方法获得的最终产品含金量占处理原矿含金量的百分比.按理论和实际回收率两种方法计算.选矿理论回收率<%>=精矿品位×<原矿品位-尾矿品位>/<原矿品位×<精矿品位-尾矿品位> >×100%=理论回收的金属量<克> /处理原矿金属量<克>×100%选矿实际回收率<%>=金精矿含金量<克>/原矿含金量<克>×100%<浮选回收率>浸出率:是指经浸出作业已溶解金的金属量占氰原矿金属量的百分比.计算公式为:浸出率=已溶解金的金属量<克>/氰原矿金属量<克>×100%=< 氰原矿金属量<克>-浸渣金属量<克> >/氰原矿金属量<克>×100%洗涤率:是指贵液中含金量占浸出溶解金的金属量的百分比.计算公式为:洗涤率<%>= 贵液含金量<克> / 浸出已溶金的金属量<克>×100%=< 氰原矿金属量<克>-浸渣金属量<克> -排液金属量<克>>/< 氰原矿金属量<克>-浸渣金属量<克> >×100%置换率:是指通过置换沉淀而析出的金泥含金量占贵液含金量的百分比.计算公式为:置换率<%>=金泥含金量<克> /贵液含金量<克>×100%氰化回收率:是指氰化金泥含金量占氰原矿含金量的百分比.计算公式为:氰化回收率<%>=金泥含金量<克>/氰原矿含金量<克>×100%=浸出率<%>×洗涤率<%>×置换率<%>氰化金泥冶炼回收率:是指冶炼后合质金含量占氰化金泥量的百分比.计算公式为:冶炼回收率=合质金含金量<克>/金泥含金量<克>×100%氰化选冶回收率:是指氰化厂最终产品合质金含金量占氰原含金量的百分比.计算公式为:氰化冶炼回收率=合质金含金量<克>/氰原含金量<克>×100%=氰化回收率<%>×金泥冶炼回收率<%>=浸出率<%>×洗涤率<%>×置换率<%>×金泥冶炼回收率选冶总回收率:是指选冶车间加工处理产出的各种最终合格产品的金属量总和与原矿金属量之百分比.计算公式为:选冶厂回收率<%>=各种最终产品金属量之和<克>/原矿金属量<克>×100%选矿比:是指处理原矿量与选出精矿量的比例,即每选出一吨金精矿所需要原矿石吨数,以倍数表示:选矿比<倍>=原矿处理量<吨>/精矿量<吨>磨矿机利用系数:是指磨矿机每立方米有效容积在单位时间<小时>内所处理的新增合格粒度矿量.计算公式为:磨矿机利用系数<吨/立方米.台时>=最终新增合格粒度产出率<%>×原矿处理量<吨> / <各台磨矿机容积<立方米>×作业小时数之和>磨矿机作业率:是指磨矿机实际作业时间占日历时间的百分比,计算公式为:磨矿机作业率<%>=各磨矿机实际作业台时数之和/磨矿机日历作业台时数之和×100%平均日处理量:平均日处理量是指平均每个选矿工作日所处理的原矿量.计算公式为:平均日处理量<吨/日>=原矿处理量<吨>/ 选厂作业天数<日>选厂作业天数应以磨矿机是否开动来确定,只要开动就算一天,而不论当天开动时间的多少. 选矿车间全员实物劳动生产率:是指矿山选矿全部职工在报告期内,平均每人所完成的原矿处理量.计算公式为:选矿车间全员实物劳动生产率<吨/人>=原矿处理量<吨>/ 选冶车间全部职工平均人数<人>选矿车间工人实物劳动生产率:是指选矿厂平均每个工人在报告期内所完成的原矿处理量.计算公式为:选矿车间工人实物劳动生产率<吨/人>=原矿处理量<吨>/ 选矿车间工人平均人数<人>选氰物料消耗:是指在选矿、氰化过程中每处理一吨原矿石或金精矿所消耗的主要物料数量.计算公式为:物料单耗<消耗量单位/吨>=某种物料耗用总量<消耗单位>/ 原矿处理量<吨>。
选矿常用计算公式
1、品位:一般用化学分析确定
α一原矿品位,β—精矿品位,θ—尾矿品位
2、产率:
(1)用重量计算
γ精= Q K/ Q n*(100%) γ尾= Q n- Q k/ Q n*(100%)
式中:Q n、Q k分别为原矿和精矿重量(吨)
(2)用品位计算
γ精=α-θ/β-θ*(100%) γ尾=1- γ精
(3)用回收率计算
γ精=α·ε/β*100%
式中:ε为回收率
3、选矿比:
(1)用重量计算
K重= Q k/ Q n(倍)
(2)用品位计算
K重=β-θ/α-θ(倍)
4、富矿比:
I n=β/α(倍)
5、破碎比:
I=D max/d min 式中:D max破碎前物料最大块直径(mm) d min破碎后物料最大块直径(mm)
6、单个矿块粒度计算:
d=(a+b+c)/3 式中:a、b、c分别为块矿的长、宽、高尺寸7、筛分效率:(1)E1=β(α-θ)/α(β-θ)*100%
(2)E2=C/(θ*α)*100%
式中:α、β、θ分别为给矿、筛下、筛上产物中小于筛孔尺寸粒级的百分含量,C为筛下产品重量
8、破碎机作业率:
?作=t实/t计*100% 式中:t实为破碎机实际开车小时数
t计为日历台数X台数X24小时(计开车小时数)
9、球磨机作业率:计算方法同破碎机作业率
10、球磨机台数能力:
Q台= Q总/ t实(t/H)
式中:Q台为球磨机1小时处理原矿吨数
Q总为球磨机当班(或日、月、季、年等)处理原矿总吨数11、球磨机利用系数:
?系= Q台/V(t/H·m3)
式中:?系为球磨机单位体积单位时间内处理的原矿量
V为球磨机有效容积(m3)
12、磨矿效率:
q-200= Q台(γ溢-γ给)/V(t/H·m3)
式中:q-200为磨机单位时间单位容积磨出指定粒级的矿山重量γ溢为溢流中指定粒级含量的百分数
γ给为给矿中指定粒级含量的百分数
13、按电耗计算磨矿效率:
C= q·V/N(t/瓦·时)
式中:C为按电耗计算得磨矿效率
q为磨机单位时间单位容积的-200的含量
N为单位时间磨机耗电量(度)
14、球磨机转数:
(1)临界转数n临=√D(转/分)
(2)实际转数n实 =√D-2b(转/分)
(3)工作转数 2= 同/S(转/分)
式中:D为球磨直径 b为球磨衬板厚度 同为同步机转数 S为球磨机大、小齿轮之比(转数)
15、装球量公式:
G=φ·V·△
式中:G为装球量(吨)φ为充填系数百分数(取40-45%)
△为钢球堆比重(取△=m3)
16、装球直径(拉祖莫夫公式)
D=f3√d
式中:D为钢球直径(mm)
f为矿石性质(硬度)系数(f在28-38-48)
d为给矿最大直径(mm)
17、介质球充填率:
φ=50-127*b/D(%)
式中:φ为钢(铁)球充填率(%)
b为介质水平面距磨机筒体中心线高度(m)
D为磨机有效直径(m)
18、钢球重量:
W=*(π/6)D3
式中:W为单个钢球重量(g或kg)
D为钢球直径(mm)
19、分级效率:
E=(α-θ)(β-α)/α(β·θ)(1-α)*100% 式中:E为分级效率
α为给矿中小于分级粒度含量(%)
β为溢流中小于分级粒度含量(%)
θ为沉砂中小于分级粒度含量(%)
20、细筛筛分效率:计算公式同分级效率
21、分级返砂循环负荷:
C=(β-α)/(α-θ)*100%
22、返砂比: C=S/ Q(%)
式中:C为返砂比
S为返砂量(吨)
Q为新给矿量(吨)
23、细筛分离粒度经验公式:
(1)d=1/2·S·K
式中:d为细筛分离粒度(mm)
S 为筛孔尺寸(mm)
K为系数(在~)
(2)查表法
S·d及倾角
24、过滤效率:
q精= Q总/∑m2·∑t(t/H·m3)
式中:Q总为各台过滤机过滤干精矿之和(吨)∑m2为参加生产过滤机有效面积之和(m2)
∑t为各台过滤机实际过滤时间之和(小时)25、回收率的计算:
(1)实际回收率
ε=(Q k*β)/(Q0*α)*100%
(2)理论回收率
ε=β(α-θ)/α(β-θ)*100%
式中:Q k为精矿产量,Q0为尾矿产量
磁选机磁场感应强度表示:
1T(特斯拉)=1000mT(毫特斯拉)=10000GS(高斯)。