立式、卧式铣床点检示意图
- 格式:doc
- 大小:599.50 KB
- 文档页数:2

万能卧式、立式铣床操作规程范本一、前言为了保障铣床的正常运行和操作人员的安全,制定本操作规程,以规范万能卧式、立式铣床的操作流程和注意事项。
二、操作准备1. 检查铣床是否处于正常工作状态,如有异常应及时报修。
2. 打开铣床电源开关,确认电源是否正常。
3. 检查冷却液是否充足。
4. 检查刀具是否固定牢固。
5. 确保工件夹紧良好。
三、操作流程1. 打开铣床主轴开关。
2. 选择合适的进给速度。
3. 以适当的速度将铣刀缓缓接触工件。
4. 根据需要调整进给速度,确保切削过程平稳。
5. 根据工件形状和加工需求,采用合适的切削方式,如平铣、立铣等。
6. 检查切削过程中的刀具磨损情况,及时更换。
7. 完成切削后,将铣刀移离工件,关闭铣床主轴开关。
四、注意事项1. 操作人员应熟悉铣床的结构和工作原理,掌握操作要领。
2. 必须佩戴安全防护设备,如护目镜、手套等。
3. 在操作过程中,严禁擅自调整铣床的电气控制部分。
4. 确保工件夹紧牢固,避免夹持不牢引发事故。
5. 严禁用手直接接触铣刀或工件,尽量使用工具操作。
6. 切削过程中应保持稳定的压力和速度,避免过大或过小的切削力。
7. 注意切削液的使用,避免溅物或切削液飞溅到操作人员身上。
8. 切削结束后,及时关闭铣床主轴开关,并检查切削位置是否清理干净。
五、操作结束1. 关闭铣床电源开关。
2. 清理工作台、切削液以及切屑等杂物。
3. 做好铣床的日常维护工作,包括清洁、润滑等。
4. 根据需要编写操作记录,并及时归档。
六、应急处置1. 发生事故或异常情况时,应立即停机处理,并及时报告上级主管。
2. 发生人员受伤事故时,应立即提供紧急救助,并报告有关部门。
3. 发生火灾等重大事故时,应按照应急预案进行处置,保障人员安全和设备完好。
七、总结铣床是一种常见的金属加工设备,操作规程的制定和严格执行,可以有效提高工作效率,保障安全生产。
在操作过程中,操作人员应始终遵守本规程,并严格按照操作步骤进行操作,确保工作安全和加工质量。

万能卧式立式铣床操作规程前言万能卧式立式铣床是一种常见的机床,广泛应用于各种机械加工领域。
正确的操作规程能够确保机床的安全使用,保护操作人员的身体健康,提高工作效率。
本文旨在为初学者提供关于万能卧式立式铣床的操作规程及注意事项。
操作规程1. 基础设置1.将铣床移至所需位置,并将底盘固定在地面上。
2.按下红色车床电源开关,检查机床电源是否正常。
检查电表盘,并查看电压、电流是否正常。
3.由于铣床的钢铁性能较硬,需要使用软铁棒进行预热油孔,并将机床进行适当的预热。
2. 加工准备1.根据加工要求选择合适的铣刀及加工零件,检查铣刀的状态是否可用。
2.确认工作台面已经平整,并装好加工零部件。
确保零件之间合理安放,防止出现空间浪费现象。
3.为了避免加工过程中产生冲击波,填充润滑油,保证整个铣床的稳定性。
3. 安全保障1.操作人员应按照安全保障方法穿戴好劳动保护用品,不得穿着超短裙或太过松散的衣物。
2.操作人员应熟练掌握机床操作方法,并遵守安全操作规程。
3.操作人员应将手指、头发、衣服等避开铣刀或机床其他设备,避免造成人身伤害。
4. 加工细节1.操作人员应将铣床调至合适的转速及进给速度。
2.加工时应注意对加工区域的润滑,以避免零部件过度磨损或机床故障。
3.加工完成后,操作人员应注意铣刀是否有过度磨损现象。
若铣刀已磨损严重,应在及时更换。
5. 维护保养1.进行加工后,操作人员应对机床进行清洁及润滑处理。
2.维护人员应每年对该机床进行全面维护,以确保机床使用寿命和安全性。
注意事项•操作人员在加工时切勿将手插近铣刀或其他机床设备,以免造成伤害。
•机床的运转速度及进给量应根据加工材料的性质和加工要求进行调整,以避免过度磨损或过快的加工速度造成机床故障。
•对于一些加工难度较大或使用零部件质量欠佳的零部件,应在操作前进行合理预处理,以降低机床的加工难度,避免发生故障。
•加工结束后,应对机床进行清洁及润滑处理,以保证机床的寿命和正常运转。

万能卧式立式铣床操作规程万能卧式立式铣床是一种常见的金属加工设备,被广泛应用于制造工业中。
为了确保企业的生产效率和工作安全,操作人员需要掌握正确的操作方法和规程。
本文将介绍万能卧式立式铣床的操作规程,以帮助操作人员更好地使用此类设备。
一、操作前的准备在使用万能卧式立式铣床之前,必须进行各种准备,以保证设备的正常运转。
以下是需要做的准备工作:1.检查设备的车床床身、各部件、配件和润滑点是否完好并涂满润滑油,若有问题应及时修复。
2.检查工件夹具的固定状态是否牢固,夹具是否具有足够的弹性,以确保加工完成后的工件精度。
3.检查铣刀的锋利程度和固定状态,并确认铣床的刀具转速是否适合所要加工的材料。
4.清除万能卧式立式铣床的工作区域,确保没有杂物和其他障碍物影响操作人员的工作。
二、万能卧式立式铣床的操作步骤在进行加工过程中,操作人员需要遵循一定的步骤,避免错误操作。
以下是万能卧式立式铣床的基本操作步骤:1.将工件放在工件夹具上,调整好位置,保证工件夹具和铣刀保持水平。
使用夹具固定工件,确保工件不会发生移动或斜倾。
2.调整铣刀的切削深度和切削速度,使其符合所要加工材料的特性。
调整好铣刀的深度后,打开铣床电源,按照要求进行机床电源预热。
3.打开冷却液泵,使冷却液流向铣刀上,以减少温度和减少切削阻力,从而达到更好的铣削效果。
4.开启铣刀轴向手轮,打开铣床冷却液开关,然后将铣刀轴向手轮缓慢转动,直到铣刀轮缓慢接触到工件。
5.铣床加工时要轻按铣刀轮手柄,让铣刀轮旋转,并将它慢慢推向工件。
同时,操作人员需要充分观察铣床的加工状态,以及铣刀和工件之间的距离,确保铣削深度符合要求。
6.在工作过程中适当地加冷却液,以保持铣削表面润滑和加工效率。
7.结束铣床加工后,关闭冷却液泵和铣床电源,断开电源线和气源管路。
8.清洁铣床工作区域和铣刀,以便下次铣床操作。
三、安全操作注意事项在使用万能卧式立式铣床时,操作人员必须要注意安全。
以下是一些安全操作注意事项:1.确保安全防护装置(如安全门、防护罩等)完好无损,并及时修复故障。


立式铣床主轴及铣头结构设计〔三维建模CAD图纸〕摘要随着制造业的开展,高速度、高效率、高精度和高刚度已经成为当今机床发展的主要方向。
为了满足当前机床市场的需要,铣床已经成为了当今机械行业一个重要的开展趋势,特别是在工业制造,加工过程中有着举足轻重的地位。
在各式各样的机床中,立式铣床有着独特的加工对象。
主要是对大型的平面、沟槽等进行铣削。
在对铣床的研究中到达了一定的水平,从而铣床的主要配件立铣头的研究在一定程度上也到达了空前的规模。
通过以往的加工经验可以对立铣头的研究在一定程度上有所改良,铣床主轴是靠齿轮进行传动的。
铣床铣头的转动方式有多种多样, 每种机床铣头的形式都不尽相同。
立铣头的传动方式也是多种多样,立铣头主轴传动系统采用齿轮传动,传动形式采用集中式传动,主轴变速系统采用多联滑移齿轮变速。
齿轮传动具有传动效率高,结构紧凑,工作可靠、寿命长,传动比准确等优点,齿轮机构是现代机械中应用最广泛的传动机构,用于传递空间任意两轴或多轴之间的运动和动力。
现在的工业开展对铣削有了更加苛刻的要求,高精度、高速度、高效率、复合型、智能型等是今后开展的主要趋势。
关键词:铣床;齿轮传动;传动系统图;立铣头Vertical?Milling?Machine?Legislation?Xitou?Abstract?With? the?development?of? the?manufacturing? sector,?high?speed,? high?efficiency,?high?precision?and?high?rigidity?of?the?current?machine?has?becom e?the?main?directionIn? order? to? meet? the? needs? of? the? market? at? present? machine,? milling? machine? has?become?today's?machinery?industry?an?important?development?trend, ?especially?in?the?industrial? manufacturing,? processing? is? a? pivotal? positionIn? all? kinds? of? machine?tools,?vertical?milling?machine?has?the?unique?objects.?The?main? is?milling? ,?such?as?the?plane?and?groove?act.?Milling?spindles? is?on? the?gear? transmission.?Milling? head?turns?way? each? are? not? identical? ,? The?main? axis?milling? machine? is? relying? on? the?power?transmission?gear.?Spindle?drive?system?using?gear? transmission,? transmission?using? centralized? form?of? transmission,?multi?spindle? transmission? system?of? sliding?gear?transmission.?Gear?transmission?with?high?efficiency,?compac t,?reliable,?long?life?and? accurate? transmission? than? the? advantages? of? modern? machinery? is? gearing? the?application?of?the?most?extensive?transmission?mechanism?for?the? transfer?of?space?or?any?multi?axis?between?the?two?axes?of?movement?and?MomentumKey?W ords? :?Milling?machine? gear? transmission?vertical?milling?head?Transmission?systems1? 绪论?1.1课题研究的目的及意义在我国的各个工农业生产部门,科研单位和国防部门中,使用着大量各式各样的机器,仪器和工具。
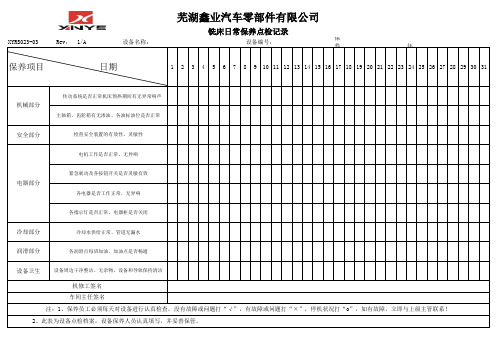
保养 年
保养项目日期
12345678910111213141516171819202122232425262728293031
传动系统是否正常机床预热期间有无异常响声主轴箱、齿轮箱有无渗油、各油标油位是否正常
安全部分检查安全装置的有效性、灵敏性
电机工作是否正常、无异响
紧急制动及各按钮开关是否灵敏有效
各电器是否工作正常,无异响
各指示灯是否正常、电器柜是否关闭
冷却部分
冷却水供给正常、管道无漏水润滑部分
各润滑点每班加油,加油点是否畅通设备卫生设备周边干净整洁、无杂物,设备和导轨保持清洁
XYRS023-03 Rev: 1/A 设备名称:设备编号:芜湖鑫业汽车零部件有限公司
铣床日常保养点检记录
注:1、保养员工必须每天对设备进行认真检查,没有故障或问题打“√”,有故障或问题打“×”,停机状况打“o”,如有故障,立即与上级主管联系!
2、此表为设备点检档案,设备保养人员认真填写,并妥善保管。
机械部分
电器部分
机修工签名
车间主任签名。
顺序No(分)周月1表面清洁无污垢作业长2正常平稳、无明显噪音↑3面板字迹清晰、无灰尘↑4运转正常无噪音↑5完好、牢固↑6运转正常稳定、无噪音↑7观察皂化液是否有异味、颜色是否变黄、测度仪检测浓度在5-7之间★↑8排屑器转动舒畅★↑9液位计油位高于最低限★↑10润滑泵无灰尘、油位不低于最低油位★↑16 图11清洁无尘污★↑12良好清洁★↑13无滴漏★↑14空气压力5kg/cm 2-7kg/cm 2↑15气体不通畅★↑11、12、13 图16空调风量、显示正常;滤网无杂物★↑内 容设备科科长顺序周月 5″略图检查刀库转位动作是否准确、、牢靠。
刀架及换刀装置工作是否正常平稳、顺畅检查刀库是否清洁、机床导轨、防护罩等有无松动泄漏目视、动手刀库手动加油32#1″↑↑检查切削液容量及清洁程度,必要时清理目视、手动添加,视情况每半年或一年更换维修工其它↑MCV-1700★日↑责任人操作工↑↑责任人日周 期点检人型 号1′10′1′时间小扫帚・纱头、手摸、目视↑↑★1″★★★★2′制造部部长设备点检表设备编号年/月/日项目判定基准方 法 ( 工 具 ) 调整地方1″检查机床钣金防护罩工作时是否有松动现象或异常声响检查主轴旋转是否有异常噪音1′润滑三联体2″004-聆听王一仙编制部位★清理清扫机床内外表面的灰尘、油污、黄袍及积存铁屑设备名称立式加工中心 方 法(用具)↑操作工目测清洁机床工作灯、显示器、面板机床内外小扫帚・纱头、手摸、目视目视手动测试、聆听检查电气柜热交换器或空调(含主轴油冷机)工作是否正常,并清理过滤网目视、动手排除三联体水分,观察空气压力是否正常手动排水・目视1′清洗切削液水箱、清理排屑器按润滑图表检查各部位油位是否合适,必要时加注指定润滑油(脂)检查润滑系统管路、接头是否渗漏或堵塞清理液压站风冷却器翅片积蓄的灰尘与油污目视1″1″切削液水箱润滑系统检查液压油油质,清洗液压油箱和过滤器,必要时更换目视、动手清扫、目视;夏:46#-150#;冬:32#-68#清洗、目视液压系统检查液压系统管路、接头是否渗漏↑清洗、目视2″维修工1″↑目视、动手1″维修工231。