塑料射出成型的问题与改善对策
- 格式:doc
- 大小:99.00 KB
- 文档页数:11
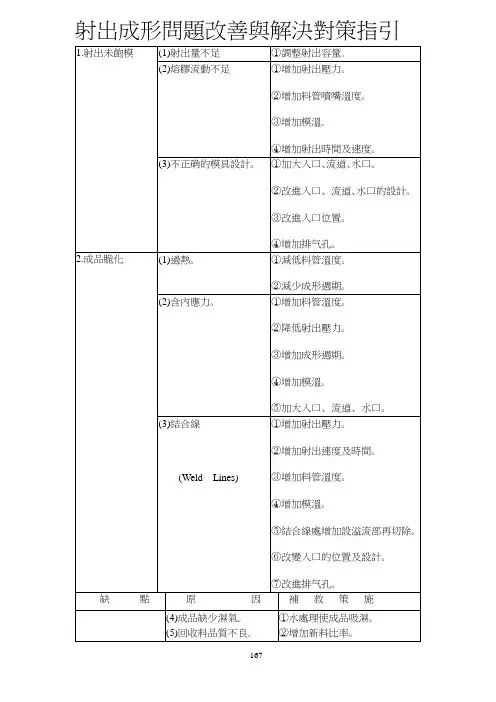
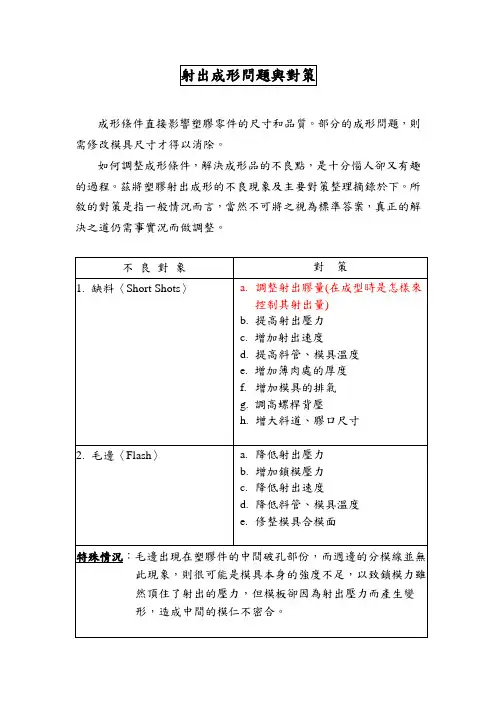
射出成型中常见不良现象产生原因分析及对策以下所列举的成型中产生的不良原因及对策是指在一般情况下可能出现的﹐也仅以本人在工作中的一些心得﹐体验为例﹐如有不妥或不周之处﹐还请各位行家指正﹗(一)短射(不饱模)(1)短射(不饱模)﹔即是溶融塑料未能完全填充填满成型空间(模穴)各个角落的现象(2)原因及改善对策(见下表)(二)毛边(1)毛边﹔即是在分模面﹑流道周围及模仁镶块间隙内出现的膜状或毛刺状的多余胶料(2)原因及改善对策(见下表)*注﹔成型时间过长﹐模温过低而采用高压﹐高速射出也是产生毛边的常见原因(三)银线(1)银条(银线)即是在成型产品表面或表面附近﹐沿塑料流动方向﹐呈放射状的银白色条纹。
(2)原因及改善对策(见下表)(四)成品光泽度低(1)成品光泽度低是指成品表面光泽达不到质量要求﹐表面无折光度。
(2)原因及改善对策(见下表)(五)变形(1)变形可分为对角线的扭曲及平行边沿的曲翘两种﹐是成品成型中发生的不规则弯曲现象(2)原因及发善对策(见下表)(六)顶白(1)顶白(也叫白化)是指成品在脱模之际﹐在顶针或其它脱模部位出现白色痕迹(2)原因及改善对策(见下表)(七)结合线(1)结合线是指在成型中﹐二道或多道熔融材料融合时出现的细线状(2)原因及改善对策(见下表)(八)冲料痕(1)冲料痕是指熔融材料在进料点附近﹐以浇口为中心而呈现的条纹状(2)原因及改善对策(九)异色(黑纹)(1)异色(黑纹)是指在成型过程中﹐在成品表面出现的黑色或其它深色条纹(2)原因及改善对策(见下表)(十)气泡(1)气泡是熔融塑料中的水份﹐挥发气体于成型过成中被封入内部而残留的空动现象(2)原因及改善对策(见下表)射出换料要诀在射出成型作业中﹑换料﹑换色的问题﹐值得吾入深入探讨﹒如何以最快速的方法完成换料﹑换色﹐除可节省时间外﹐并可降低一笔相当可观的生产成本﹒一﹑同一材料之换色1﹒1同一材料的换色时﹐原则上从淡色材料换为深浓色材料﹐较从不透明材料换为透明材料容易﹒一般换色作业程序如下﹔(1)关斗漏料斗下部的进料挡门(2)空射数次﹐将加热料管内的材料全部射出(3)新材料加入漏斗(4)打开进料挡门﹐螺杆前进后退十数次直到换色完成﹒从不透明材料换为透明材料时﹐尤需拆除喷嘴头部份﹐清除残留的材料﹐必要时杆亦需抽出撤底清理﹐不可有残余料积存死角处﹒二﹑不同材料之换色2.1 不同材料的更换作业﹐是利用前后各材料的熔融黏度差﹐与加热管的温度控制来施行换料手续。
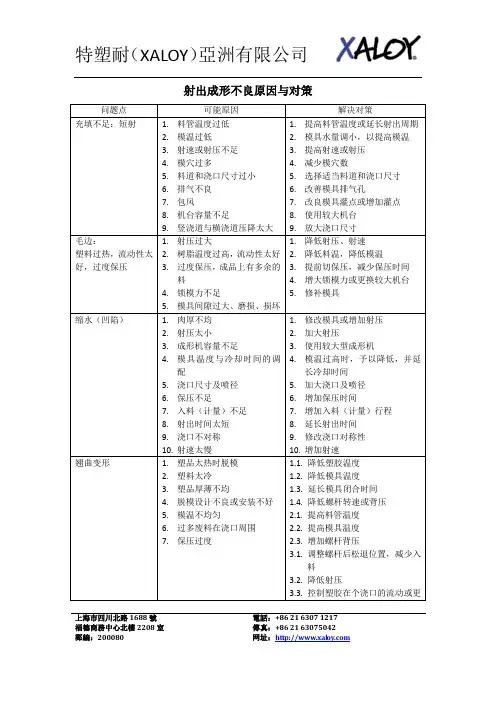
上海市四川北路1688號福德商務中心北樓2208室電話:+86 21 6307 1217傳真:+86 21 63075042 射出成形不良原因与对策问题点可能原因解决对策充填不足:短射 1.料管温度过低2.模温过低3.射速或射压不足4.模穴过多5.料道和浇口尺寸过小6.排气不良7.包风8.机台容量不足9.竖浇道与横浇道压降太大1.提高料管温度或延长射出周期2.模具水量调小,以提高模温3.提高射速或射压4.减少模穴数5.选择适当料道和浇口尺寸6.改善模具排气孔7.改良模具灌点或增加灌点8.使用较大机台9.放大浇口尺寸毛边:塑料过热,流动性太好,过度保压1.射压过大2.树脂温度过高,流动性太好3.过度保压,成品上有多余的料4.锁模力不足5.模具间隙过大、磨损、损坏1.降低射压、射速2.降低料温,降低模温3.提前切保压,减少保压时间4.增大锁模力或更换较大机台5.修补模具缩水(凹陷) 1.肉厚不均2.射压太小3.成形机容量不足4.模具温度与冷却时间的调配5.浇口尺寸及喷径6.保压不足7.入料(计量)不足8.射出时间太短9.浇口不对称10.射速太慢1.修改模具或增加射压2.加大射压3.使用较大型成形机4.模温过高时,予以降低,并延长冷却时间5.加大浇口及喷径6.增加保压时间7.增加入料(计量)行程8.延长射出时间9.修改浇口对称性10.增加射速翘曲变形 1.塑品太热时脱模2.塑料太冷3.塑品厚薄不均4.脱模设计不良或安装不好5.模温不均匀6.过多废料在浇口周围7.保压过度1.1.降低塑胶温度1.2.降低模具温度1.3.延长模具闭合时间1.4.降低螺杆转速或背压2.1. 提高料管温度2.2. 提高模具温度2.3. 增加螺杆背压3.1. 调整螺杆后松退位置,减少入料3.2. 降低射压3.3. 控制塑胶在个浇口的流动或更上海市四川北路1688號福德商務中心北樓2208室電話:+86 21 6307 1217傳真:+86 21 63075042改4. 修改设计或调整5. 修改模具冷却水路6.1. 调整射出时间6.2. 减少或增加浇口尺寸7. 缩短保压时间,降低保压压力射嘴流涕 1.塑料含水份太多2.射嘴或料管温度过热3.射嘴孔太大、太短1.充分干燥塑料2.1. 降低料温或射嘴温度2.2. 降低背压2.3. 减少计量段之有效流量3. 射嘴孔改小或加长气泡:成品内部残留气泡,原因与凹陷相同1.塑料含有水份、挥发份或添加剂,因热分解,在射入模腔内因压力降而形成大量之气泡2.真空气泡:成品厚薄不一,易造成厚薄面之固化速度不同,使较厚之部位凹塌形成真空的空洞3.入料不足4.射出时间太短1.塑料充分干燥,增加入料量,螺杆设计提高内压2.1. 增加塑料温度,提高模温2.2. 清洁模具表面2.3. 加大浇道及浇口尺寸,并降低射速2.4. 加大射压,增加保压时间3. 增加进料速度,调整射出速度的变化位置4. 延长射出时间成品烧焦(变黄)、塑料变色:射出压力太大所引起之压缩烧焦斑点PS:20℃空气瞬间压缩至200kgf/cm^2时,空气温度会达到1058℃使得塑胶高温碳化1.空气在料管内受压缩时放热,造成塑胶烧焦2.因卡料而造成塑化过度3.模具排气不良,模腔内空气来不及挤出模具外,造成空气被隔热缩成高温,使得成品烧焦4.螺丝缸压设有滞留部5.压缸喷嘴螺杆头等螺纹部有树脂渗入6.成形机压缸内滞留时间长7.螺杆中卷入空气产生压缩而发热8.螺杆不适当1.1.降低料管及射嘴温度1.2.降低背压、转数1.3.充分干燥塑料2.检视料管、螺杆是否刮伤3.1.降低射压及射速3.2.浇口加大,加设排气孔4.消除死角以防止材料滞留5.避免螺纹部的损伤改善密著性6.检视温控系统,减少塑料滞留时间7.减少漏斗内的材料,并增高背压8.更换合适的螺杆浇口部的模糊 1.射速太快2.浇口尺寸过小1.降低射速2.加大浇口成品脆化(龟裂):强度不足1.干燥不确定,造成塑料水解现象,降低分水量,例如PC、PETP、聚芳酯1.预备干燥塑料要完全2.1.降低料管温度及射嘴温度2.2.减少树脂滞留料管时间上海市四川北路1688號福德商務中心北樓2208室電話:+86 21 6307 1217 傳真:+86 21 630750422.树脂温度过高,导致热分解,降低分子量3.残留变形量4.塑化不足,造成塑胶无法在模腔内完全相熔合5.模具温度不均匀,填模太实6.模具温度太低7.脱模设计不当(倒扣位、角度斜位)8.顶针或环定位不当2.3.减少次数使用比例2.4.使用适当大小之射出机3.使用减少残留变形量的成形条件4.1.提高料管温度4.2.延长加料时间4.3.降低背压5.修改模具冷却水管配置,减少入料速度,降低射压6.提高模温7.修改模温8.重新安放顶针裂纹、破裂 1. 成品表面残留应力,经一段时间后,表面发生微小破裂1.1. 降低射压或保压1.2. 提高射出机能力射嘴牵丝 1. 温度过高 1.1. 降低料管温度或射嘴温度1.2. 降低转速1.3. 增加松退吃料噪音 1.机台问题2.料管与螺杆间隙太小3.料管螺杆排气不良1.更换机台生产2.加大间隙3.增加排气效果银条:成品沿塑料流动表面,呈现银白色条纹1.塑料含有水份或挥发性物质,因受压缩而呈现液态状,当挤出射嘴进入模具后压力突然下降而使液态状被蒸发而成气态,使得塑胶在与模具表面接触时,固化后因表面细泡而形成银白色条纹2.粉粒熔融时其间空气亦随着一起射出3.塑料过冷,模温过低,造成慢速充填,因而射嘴温度过高使得有冷料问题1.1.改善机台底压、背压之控制,增加塑化并同时减少入料时有效流量,用以降低待射区之内压1.2.充分干燥塑料2.1.加大背压,可改善排出气体2.2.降低射压3.充分干燥塑料,加强螺杆排气,提高背压,降低射压成品表面银痕:成品表面出现银色斑纹1.水汽太多2.冷料头3.螺杆排气不良4.模具设计不良5.射出速率不足1.干燥塑料2.该用长射嘴,改成形条件3.重新设计螺杆4.改模具,浇口加大,加设排气孔5.改用射出速率快的机台喷痕(喷射激流现 1.射速过快 1.降低射速上海市四川北路1688號福德商務中心北樓2208室電話:+86 21 6307 1217 傳真:+86 21 63075042象):从浇口出来的塑料蛇形做不安定流动的结果2.射压过大3.浇口尺寸不足4.浇口制品及接续部不良PS:最佳的塑料流动形:从浇口流出来的材料先碰壁然后整体流动2.降低射压3.加大浇口尺寸约为肉厚1/3以上4.接续部设置角隅R成品波流痕(流痕):与射出方向呈垂直的表面流痕,塑料须在固化前全部射入模腔内1.先流进模具之塑料表面冷却固化,被后来之塑料推进成条纹状,造成塑料与模具表面断续接触而形成或于浇口附近形成2.浇口尺寸太小1.1.增加料温及模温1.2.提高射压及射速,但须注意激流现象2.浇口尺寸加大表面蛇纹模具浇口为小灌点,料进入模穴后没有受到阻挡直接跑到成品后端,造成先进去的料提早冷却而无法散开所形成改变灌点方向及浇口改扁平状表面波纹塑料过冷,模温过冷,射压过低,射速过低提高料温及模温提高射压及射速熔合痕迹 1.浇口位置不适当2.模具排气不完全3.射速太慢4.树脂温度过低5.射压不足6.塑品厚薄差异过大7.熔合线形成后,离完全充填时间太长8.熔合线离浇口太远1.变更浇口位置2.熔合部设置排气孔,最先设置树脂滞留处3.提高射速4.提高料及模温,增加模塑周期5.加大射压6.修改模具设计,浇口定位适当7.缩短射出时间,增加射压,改浇口位置8.再定位浇口位或该用对称浇口胶品尺寸性改变 1.模塑情况不稳定2.变更成形条件3.检查塑件时,周围的空气温度不固定1.调整成形条件2.检查胶料温度、胶料压力、模具温度、循环时间、入料、电压、温度调节表、压力系统、放入漏斗时材料温度3.1.保持周围空气温度固定3.2.在中午及午夜换班时,关闭窗户3.3.电风扇冷气不能吹到成品脱模不良粘模 1.脱模斜度不足表面精度不够1.加大脱模斜度(脱模方向的研磨要确实)上海市四川北路1688號福德商務中心北樓2208室電話:+86 21 6307 1217 傳真:+86 21 630750422.顶出销位置不适当且数量销径均不足3.射压、保压过大或料管温度过高4.冷却时间不足5.进料太多6.注射时间过长7.模具内倒扣位8.模腔深入部分空气压力小9.开模时间变动不定10.模具内壁光洁不够2.增加顶出销数量,并变更位置3.1.降低射压或料管温度3.2.降低螺杆转速或螺杆背压,降低射压及保压4.增加冷却时间5.减少入料6.缩短射出时间7.出去倒扣位打研磨抛光增加脱模部分的斜度8.设立适宜的排气孔9.使用计时器,保持固定开模时间10.模腔壁抛光成品凹陷:成品表面凹陷缩水成品厚薄不均,造成薄处固化压力无法传至肉厚处,造成肉厚处凹陷(结晶性塑料容易发生)1.1.改塑料1.2.不用次料1.3.提高射压射速1.4.改成品外型,改流道过IR RE-FLOW后翘曲1.产品没有完全结晶甚至没有结晶,故单面受热造成单面再度结晶,结晶面缩收变形2.射压过大,造成内应力大,当受热软化应力释放变形3.入料点烧焦变大,造成模压不足,剪切热低,压缩纤维排列不良,造成无纤维变形1.增加模具温度,增加结晶2.减少进料点尺寸,使其降低射压,增加模压3.加强透气孔,降低射压混炼不均 1.螺杆压缩比太小2.螺杆设计配套不适当1.螺杆压缩比加大2.增加混炼设计塑料未融 1. 螺杆设计不适当 1. 修改螺杆设计成品白纹:成品透明中夹有白色物状或整个乳白状1.水汽太多2.含有别种塑料3.塑化不好1.干燥塑料2.彻底洗料管3.1.加温,加背压或压缩比3.2.改塑料3.3.不用次料成品白点:透明成品中夹有白色小点粉末造成不用次料,强力抽风,设计螺杆气疮 1.塑料含水分2.夹杂空气1.塑料加强干燥2.增加背压表面不光泽(粗糙) 1.模温过低 1.提高模温上海市四川北路1688號福德商務中心北樓2208室電話:+86 21 6307 1217 傳真:+86 21 630750422.塑胶粒含水量过高3.射压太低或保压不足4.浇口尺寸过小5.模具研磨太粗糙6.模壁有水份7.脱模剂过多8.射速太慢2.烘干塑胶粒,以降低含水量3.提高射压或保压4.增加浇口尺寸5.加强模具研磨6.清洁和修理漏水裂痕防止水汽在壁面凝结7.清洁模具及用少量脱模剂8.增加射速及溶胶温度,增加背压表面浮纤白痕 1.料温或模温过冷2.塑料除湿不完全或次料比过高3.保压不足及射速不足4.透气孔不足或透气孔堵塞5.塑料过热1.提高料温或模温2.加强塑料干燥,控制次料比3.增加保压时间、压力及增加射速4.清洁透气孔及检查是否有做完整透气孔,做冷料袋加强排气效果5.减少塑料滞留时间表面浮纤流痕 1.料温或模温偏低2.单灌点造成模流转拆后的接触面极易产生浮纤流纹3.浇口太小使胶料在模腔内有喷射现象1.提高料温或模温2.改双灌点避免造成模流转拆,亦可增加充填效率3.浇口加大及降低射压浇口成层状 1.胶料或模具过冷2.射速太慢或射压不足3.射出时间过长4.胶料污染5.模具润滑剂过多6.水口太大或太小7.模具过热1.提高料及模具温度2.增加射速或射压3.缩短射出时间4.清洁料管,避免混入其它不同塑料5.清洁模具腔壁,用小量润滑剂6.调节水口大小,使得良好压力控制7.在模具过热部分增加冷却包风:1.白雾不光泽现象2.灌点对称边有明显的排气不良所产生包风现象1.可能在长时间使用后排气口已阻塞2.灌点切入成品的方向,朝向肉厚区域充填,导致肉厚部位先充填完成,而90℃弯角处较晚充填,且该弯角处又没有排气口,导致气体包在90℃弯角处3.部分模穴灌点较小,充填速1.保养模具,清理排气口2.调整灌点灌入的角度,使其先填满90℃弯角,再去充填肉厚部分3.调整模穴灌点大小,以减慢充填速度,提高排气效率4.烘干塑料5.降低射速6.提高射压上海市四川北路1688號福德商務中心北樓2208室電話:+86 21 6307 1217傳真:+86 21 63075042 度较快,则空气较不易即时排出4.塑料太湿5.射速太快6.射压太慢7.模具设计不良7.变更模具设计顶出拉痕 1.入口肉薄处易产生射压过高,头尾收缩不均,不易顶出2.灌点位置不适当,造成进胶直冲模仁,产生阻力过大1.1.增加入口处之肉厚1.2.增加透气孔或增加溢料袋2. 改变进料位置或增加进胶口顶出困难 1.模具冷却不足2.模具斜度不够3.塑件缩水而粘住公模4.射压过大5.单边顶出6.过度保压1.加大水量或延长冷却时间2.增加退模位的锥度3.升高模温或缩短冷却时间4.降低射压5.顶出销强度不正确6.降低射压或缩短保压时间成品黑点:成品表面或内部随机性发生黑点1.每模均发生:塑料裂解,油气,色粉再料管及螺杆表面或接触平面未锁紧发生死料情形,黑点大于0.05mm者2.频率性发生:过胶头未锁紧,黑点大于0.05mm3.每模均发生:空气中灰尘造成,黑点小于0.05mm者1.检查料管及螺杆上接触平面是否锁紧,改使用油,改善料管及螺杆表面光洁度,设计上避免死角,重新设计螺杆,注意换料过程2.锁紧接触平面3.改善环境,彻底清理机台成品黑纹:成品表面产生烟雾黑色纹路接触平面未锁紧,不正常加热,水汽太多,射压太大锁紧接触平面,检查电热是否异常,充分干燥,降低熔胶温度,降低射出压力吐黑:ABS吐黑、PC吐黑、黑条纹1.螺杆压缩比不适当2.螺杆固色粉附着过火变黑3.射嘴口径过小,造成塑料滞留在料内太久而过火4.塑料过热或添加耐燃剂之分解5.螺杆与料管表面滞留有烧焦之塑料6.螺杆与料管不同心圆摩擦7.温控有问题,造成难入料1.修改压缩比2.螺杆射嘴法兰拆下清理,螺杆抛光3.射嘴口径加大或模具进浇口加大4.降低料温5.料管及螺杆重新抛光6.检查料管及螺杆是否同心圆,并修改7.检查温控,改善入料小黑点塑料裂解烧焦脱落 1.清洗料管内壁上海市四川北路1688號福德商務中心北樓2208室電話:+86 21 6307 1217傳真:+86 21 630750422.用较硬的塑料进入,以擦净料管面3.避免胶料长时间受高温黑点 1.工作环境太脏2.模腔内有空气,引起焦化1.封盖料斗,胶料亦要封好2.1.增加模具排气效果2.2.修改浇口位置2.3.降低射压或射速2.4.增加或降低料管和模具温度,以改变胶料在模内的流动形态黑线黑点 1.逆流环磨损2.松退太长,致料管内有气体3.排气不良4.螺杆、逆流环不干净1.更换逆流环2.缩短松退或不要松退3.增加排气口4.清理料筒,螺杆逆流环镀硬铬处理黄点、黄线 1.料管温度太高或内部局部过热2.胶料在料管内停留太久3.料管内存有死角1.降低料管温度2.缩短循环时间3.更换料管螺杆棕色条纹 1.料管全面或局部过热2.胶料粘着料管或射嘴,以至烧焦1.1.降低发热器温度1.2.降低螺杆转速1.3.降低螺杆背压2. 清理射嘴或料管黑纹 1.射嘴孔与模具碰撞变形,孔变小或缺角凹陷2.过胶头被过胶圈严重磨损1.更换射嘴2.更换过胶头组(尖圈套)黑色条纹 1.冷胶料互相摩擦或与料管摩擦时烧焦2.螺杆与料管真圆度偏差引起摩擦烧焦熔胶3.射嘴过热,烧焦胶料4.射嘴温度变化范围大1.1.加入有外润滑剂的塑胶1.2.加入润滑剂1.3.增加料管后端温度2.1.再次使用活塞定位活塞与料管壁有足够距离使空气能顺利排出料管外2.2.避免用幼细磨料因其位于活塞与料管壁面间3.降低射嘴温度4.不要用开闭式温度控制器,该用变压器料头及进料点周围有黑色过胶头组设计不良重新设计过胶头组射胶(出)不稳定逆 1.过胶头组有切角破损 1.更换过胶头组上海市四川北路1688號福德商務中心北樓2208室電話:+86 21 6307 1217 傳真:+86 21 63075042料 2.过胶头组设计不良3.过胶圈磨损4.料管磨损2.重新设计过胶头组3.更换过胶圈4.更换料管塑料熔胶塑化不全 1.料管温度过低2.成型周期过快,塑料来不及完全熔胶塑化3.料管加料量无法控制4.螺杆转速过低5.熔胶温度分布不均1.1.提高料管温度1.2.提高螺杆背压2.1.延长成型周期2.2.变更螺杆设计,增加入料段行程3.改用有调节塑料流量之弹簧射嘴4.提高螺杆转速5.改用障避螺杆成型时间周期不稳定1.开关模时间长短不一2.不稳定压力3.料管温度不稳定4.模具温度不均匀5.入料不稳定1.用计时器控制模具开关模时间2.1.射胶压力要足够温度2.2.检查压力系统是否正常是否有裂痕3.1.检查温度控制器是否正常3.2.选用较好温度控制器3.3.检查电压是否正常3.4.检查电热片是否接触不良或损坏3.5.检查由窗户、冷气或风扇吹来的风向情况4.1.使用模具温度控制器4.2.检查或调整模具内的入水管4.3.检查模具排气是否正常5. 检查进料系统射嘴漏胶 1.胶料过热2.射嘴不适合3.背压过大1.降低料管或射嘴温度2.更换合适的射嘴3.降低背压或松退螺杆无法回转后退(吃料困难)(吃料空转)(无法松退)1.压缸温度过低2.背压过大3.回转数太少4.成形机能力不足1.提高压缸温度(特别是漏斗温度)约230℃以上2.降低背压3.降低回转数4.使用射出容量为模蓄容量2倍以上之成形机模具漏胶 1.锁模力不够2.胶料过热3.射出压力过高4.入料过多1.1.增加锁模力1.2.改用锁模力较大的注塑机2.1.降低胶料温度2.2.降低模具温度上海市四川北路1688號福德商務中心北樓2208室電話:+86 21 6307 1217 傳真:+86 21 630750425.入料不稳定6.模具凹凸面接触线不良7.成型周期不稳定2.3.降低螺杆转速或螺杆背压3.1.降低射出压力3.2.缩短保压时间4.减少入料(减少射出量)5.保持定量胶量落入柱塞前头6.研磨凹凸面接触线7.保持一模时间固定束管 1.熔融不够2.入料不顺3.马力不够4.转速不够1.提高熔融能力2.变更设计3.提高吃料压力4.提高转速料管升温 1.温度太低2.螺杆设计不良3.转速过高1.提高温度2.变更螺杆或螺杆公差太小3.降低转速。
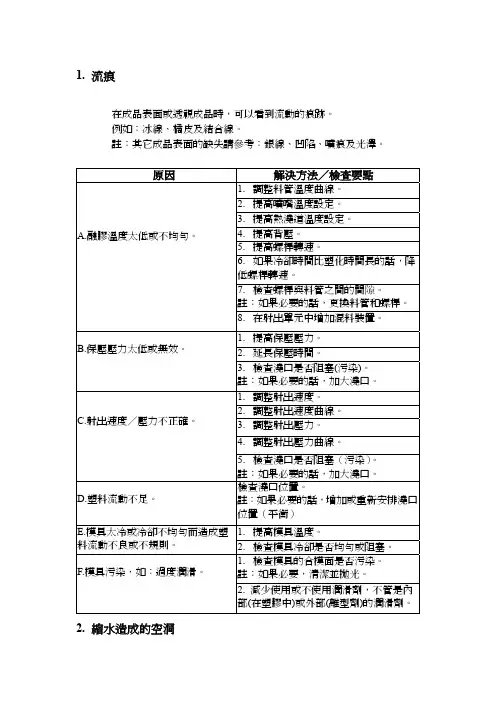
1. 流痕在成品表面或透視成品時,可以看到流動的痕跡。
例如:冰線、橘皮及結合線。
註:其它成品表面的缺失請參考:銀線、凹陷、噴痕及光澤。
原因解決方法/檢查要點1. 調整料管溫度曲線。
2. 提高噴嘴溫度設定。
3. 提高熱澆道溫度設定。
4. 提高背壓。
5. 提高螺桿轉速。
6. 如果冷卻時間比塑化時間長的話,降低螺桿轉速。
7. 檢查螺桿與料管之間的間隙。
註:如果必要的話,更換料管和螺桿。
A.融膠溫度太低或不均勻。
8. 在射出單元中增加混料裝置。
1. 提高保壓壓力。
2. 延長保壓時間。
B.保壓壓力太低或無效。
3. 檢查澆口是否阻塞(污染)。
註:如果必要的話,加大澆口。
1. 調整射出速度。
2. 調整射出速度曲線。
3. 調整射出壓力。
4. 調整射出壓力曲線。
C.射出速度/壓力不正確。
5. 檢查澆口是否阻塞(污染)。
註:如果必要的話,加大澆口。
D.塑料流動不足。
檢查澆口位置。
註:如果必要的話,增加或重新安排澆口位置(平衡)1. 提高模具溫度。
E.模具太冷或冷卻不均勻而造成塑料流動不良或不規則。
2. 檢查模具冷卻是否均勻或阻塞。
1. 檢查模具的合模面是否污染。
註:如果必要,清潔並拋光。
F.模具污染,如:過度潤滑。
2. 減少使用或不使用潤滑劑,不管是內部(在塑膠中)或外部(離型劑)的潤滑劑。
2. 縮水造成的空洞空洞的地方產生在壁厚最大的地方,如果將成品切開,就可以看到許多空洞地方。
原因解決方法/檢查要點A.由於壁厚太厚造成成品內空洞。
增加料量,並且經常秤成品重量(檢查重量)1. 增加射出速度。
B.射出速度/壓力不對。
2. 調整射出速度曲線。
3. 加大射出壓力。
4. 調整射出壓力曲線。
1. 提高保壓壓力。
2. 增長保壓時間。
C.保壓壓力太低或不足以補償塑膠3. 檢查澆口是否阻塞(污染)。
的收縮。
4. 檢查澆口尺寸。
註:如果必要的話,加大或重新安排澆口位置(以求平衡)。
D.由於料溫度太高,造成過度收縮。
降低料管溫度。
射出成型之缺陷异常原因分析与对策【射出成型之缺陷異常原因分析与对策】概述成型品原则上都是依据规格/标准和客户的要求制造的,但在实际注塑秤过程中它的变化仍是相当广泛而复杂的;有时当生产进行得很顺利时,会突然产生缩水、变形、裂痕、银纹或其它不良缺陷等。
在注塑时我们需从胶件所产生的缺陷,来准确分析/判断问题点所在,找出解决问题的方法,这是一种专业性的技术及经验的累积。
有时只要变更注塑工艺条件、对模具/机器方面稍做调整与改善或更换所使用的原料,就可以解决问题。
注塑成型中对成型品物性的主要影响因素可从以下四个方面来考虑:A、原料B、注塑机C、注塑模具D、成型条件注塑过程中出现的异常问题很多,主要是“产品质量缺陷”和“注塑生产中特有的异常现象”两大类。
注塑产品常见的质量缺陷有:缺胶、缩水、银纹(料花)、披锋(飞边)、烧焦、气泡(缩孔)、水波纹、喷射纹(蛇纹)、流纹(流痕)、夹水纹、裂纹(龟裂)、顶白、表面无光泽、翘曲变形、黑条、混色、拖花、透明度不足、尺寸偏差、剥离(起皮)、冷料斑、黑点、气纹、色差、盲孔、断柱等……注塑生产中特有的异常现象有:喷嘴流涎(流涕)、漏胶、胶件粘模、水口拉丝、嵌件不良、多胶、断针、堵嘴、顶针位穿孔、模印、压模、塑化噪音、下料不畅、螺杆打滑、开模困难等等。
下面分析各种注塑缺陷及异常现象产生的原因并探讨其解决问题的方法。
A、注塑常见缺陷原因分析及改善方法目錄1、走胶不齐的原因分析及改善对策且 (2)2、缩水(缩痕)的原因分析及改善对策 (3)3、银纹(料花、水花)的原因分析对改善对策 (5)4、披锋(飞边)/烧焦(困气)原因分析及改善对策 (8)5、缩孔(真空泡)的原因分析及改善对策 (9)6、水波纹的原因分析及改善对策 (10)7、喷射纹(蛇纹)/流纹(流痕)的原因分析及改善对策 (11)8、夹水纹(熔接线)的原因分析及改善对策 (12)9、裂纹(龟裂)的原因分析及改善对策 (13)10、顶白或顶爆的原因分析及改善对策 (14)11、成品表面无光泽/胶件翘曲变形的原因分析及改善对策 (15)12、黑条(黑纹)的原因分析及改善对策 (17)13、混色的原因分析及改善对策 (18)14、拖花(拉伤)/透明度不足的原因分析及改善对策 (19)15、尺寸偏差/剥离(起皮)的原因分析及改善对策 (20)16、冷料斑/黑点的原因分析及改善对策 (21)17、气纹(阴影)的原因分析及改善对策 (22)18、色差的原因分析及改善对策 (23)19、强度不足的原因分析及改善对策 (24)20、气泡/金属嵌件不良的原因分析及改善对策 (25)21、盲孔的原因分析及改善对策 (26)22、内应力产生的原因及改善对策 (27)23、表面浮纤产生的原因对改善对策 (28)24、白点产生的原因及改善对策 (29)25、注塑生产特有的异常现象(11种现象) (30)26、其它注塑异常现象(10种情况) (36)一、走胶不齐(缺胶未射滿)provides venture platform, makes many youth round has venture dream, for national solution has important of employment problem. Relevant departments units carefully to discover, cultivate talent. From the perspective of Dongping, contradiction of rapid economic development and personnel shortages. Currently facing the industry transformation and upgrading, and transform and upgrade traditional industries, is the development of new industries such as tourism, logistics, e-commerce, we still lack a large number of capital operation and management of talents, the lack of technological innovation, technology transfer, product research and development, tourism services and other high-level professional and technical personnel. Especially with theIndustry further develops, the demand is growing. We must stand in the global and strategic height, with a high degree of political responsibility and historical mission, counties implement talent strategies as a major and pressing task to seize good, practical human resource development as industrial counties of the country. Departments at all levels must firmly establish the "talent is wealth, talent is competitive, talent is creativity" concept, fully aware of the extreme importance of talent, the real talent working on the agenda, the primary task of the primary resources to support the development of talent. 2 the construction of enterprisers ' as the starting point, and promote the transformation and充填不足是溶融的塑料未完全注满模具成型空间的各个角落之现象。
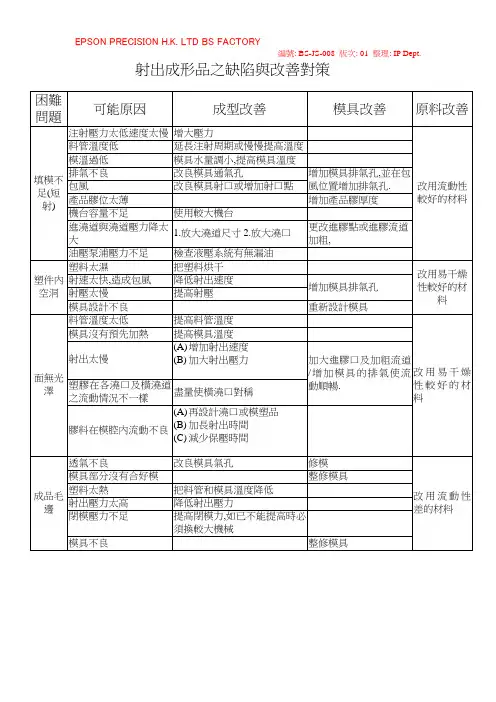
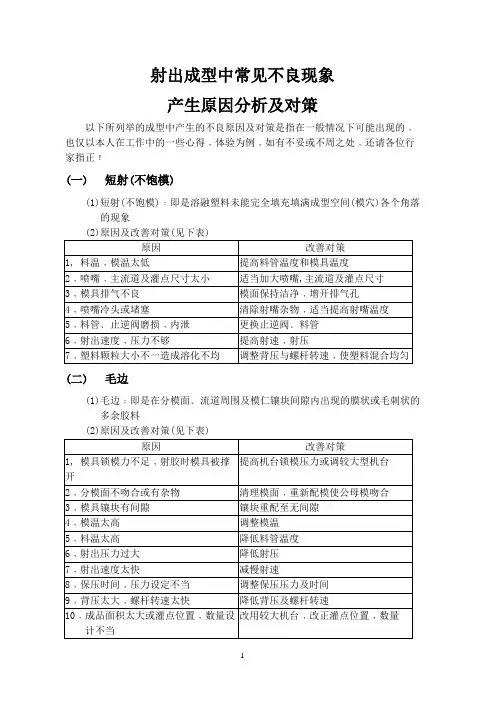
射出成型中常见不良现象产生原因分析及对策以下所列举的成型中产生的不良原因及对策是指在一般情况下可能出现的﹐也仅以本人在工作中的一些心得﹐体验为例﹐如有不妥或不周之处﹐还请各位行家指正﹗(一)短射(不饱模)(1)短射(不饱模)﹔即是溶融塑料未能完全填充填满成型空间(模穴)各个角落的现象(2)原因及改善对策(见下表)(二)毛边(1)毛边﹔即是在分模面﹑流道周围及模仁镶块间隙内出现的膜状或毛刺状的多余胶料(2)原因及改善对策(见下表)*注﹔成型时间过长﹐模温过低而采用高压﹐高速射出也是产生毛边的常见原因(三)银线(1)银条(银线)即是在成型产品表面或表面附近﹐沿塑料流动方向﹐呈放射状的银白色条纹。
(2)原因及改善对策(见下表)(四)成品光泽度低(1)成品光泽度低是指成品表面光泽达不到质量要求﹐表面无折光度。
(2)原因及改善对策(见下表)(五)变形(1)变形可分为对角线的扭曲及平行边沿的曲翘两种﹐是成品成型中发生的不规则弯曲现象(2)原因及发善对策(见下表)(六)顶白(1)顶白(也叫白化)是指成品在脱模之际﹐在顶针或其它脱模部位出现白色痕迹(2)原因及改善对策(见下表)(七)结合线(1)结合线是指在成型中﹐二道或多道熔融材料融合时出现的细线状(2)原因及改善对策(见下表)(八)冲料痕(1)冲料痕是指熔融材料在进料点附近﹐以浇口为中心而呈现的条纹状(2)原因及改善对策(九)异色(黑纹)(1)异色(黑纹)是指在成型过程中﹐在成品表面出现的黑色或其它深色条纹(2)原因及改善对策(见下表)(十)气泡(1)气泡是熔融塑料中的水份﹐挥发气体于成型过成中被封入内部而残留的空动现象(2)原因及改善对策(见下表)射出换料要诀在射出成型作业中﹑换料﹑换色的问题﹐值得吾入深入探讨﹒如何以最快速的方法完成换料﹑换色﹐除可节省时间外﹐并可降低一笔相当可观的生产成本﹒一﹑同一材料之换色1﹒1同一材料的换色时﹐原则上从淡色材料换为深浓色材料﹐较从不透明材料换为透明材料容易﹒一般换色作业程序如下﹔(1)关斗漏料斗下部的进料挡门(2)空射数次﹐将加热料管内的材料全部射出(3)新材料加入漏斗(4)打开进料挡门﹐螺杆前进后退十数次直到换色完成﹒从不透明材料换为透明材料时﹐尤需拆除喷嘴头部份﹐清除残留的材料﹐必要时杆亦需抽出撤底清理﹐不可有残余料积存死角处﹒二﹑不同材料之换色2.1 不同材料的更换作业﹐是利用前后各材料的熔融黏度差﹐与加热管的温度控制来施行换料手续。
工程塑料注射成型过程中易出现的故障及排除建议一、有缩孔1、缩短浇道长度;2、加大喷嘴口径;3、扩大浇口及流道;4、降低料温,提高模温;5、降低注射速度;6、加大注射压力;7、检查树脂是否干燥彻底;8、检查有无污染物、二、表面缺乏光泽1、提高料温及模温;2、加大注射压力;3、延长成型周期;4、彻底烘干,去除水份;5、尽可能选用玻璃纤维含量低的产品6、阻燃产品选用无析出系列产品.三、表面凹陷(缩影)1、检查树脂是否彻底干燥;2、加大注射压力及注射速度;3、扩大浇口,缩短浇口长度;4、加大喷嘴口径;5、降低树脂温度;6、提高模温;7、扩大注道及流道、四、制件粘模1、降低注射时间,压力,速度;2、降低模具,料筒及喷嘴的温度;3、调整保压补缩料量;4、检查模具表面是否粗糙;5、检查脱模斜度是否合适;6、选用适当的脱模剂、五、熔接痕1、加大注射压力及注射速度;2、升高树脂温度;3、检查树脂是否彻底干燥;4、提高模温;5、增加排气口数目;6、加大制件壁厚、六、有飞边1、降低料筒及模具的温度;2、降低注射压力;3、增大锁模力;4、减小注射量及注射速度;5、检查模具结构及排气孔是否过深、七、翘曲变形1、加大注射压力及注射速度;2、延长注射保压时间和冷却时间;3、缩短浇道长度;4、增大浇口尺寸,改变浇口位置;5、降低料温;6、减少模具二面的温差;7、注意玻璃纤维的方向八、颜色不均匀1、检查树脂是否干燥合度;2、扩大排气口;3、提高模具温度;4、改进模具设计;5、升高树脂温度、6、检查进料有否杂物;7、降低螺杆速度及背压九、制件发脆1、延长干燥时间;2、缩短物料在机筒内的停留时间;3、降低回料掺用比例;4、降低料温;5、降低背压;6、加大料口;7、降低螺杆转速;8、在锐角处增设弧度;9、制件壁厚尽可能均匀、十、表面开裂或有裂痕1、提高模具温度;2、降低注射压力及注射速度;3、降低保压和保压时间;4、增大合模力及制品顶出幅度;5、延长冷却时间;6、减少填料及回料比划;7、加足够拔模斜度;8、并使用脱模剂;9、改变顶出方式(如用空气顶出)、。