钢件热处理种类及其硬度的检测方法
- 格式:wps
- 大小:19.00 KB
- 文档页数:1
钢材硬度检测方法1.引言钢材的硬度是衡量其抗压和抗磨性能的重要指标之一。
准确地检测钢材的硬度对于质量控制和材料选择具有重要意义。
本文将介绍常用的钢材硬度检测方法,包括洛氏硬度、布氏硬度、维氏硬度以及超声波硬度等方法。
2.洛氏硬度检测方法洛氏硬度是最常用的硬度检测方法之一,它通过在试样表面施加不同深度的压痕来测量其硬度。
主要分为A、B、C三个硬度等级。
2.1检测步骤1.准备测试样品,并保证其平整清洁。
2.将样品放置在洛氏硬度计上。
3.选择适当的硬度等级和压头进行测试。
4.施加预先设定好的初次载荷,使其稳定。
5.施加总载荷,并保持稳定一段时间。
6.松开总载荷,读取洛氏硬度数值。
2.2应用范围洛氏硬度检测方法广泛应用于各种钢材、铸件和合金等材料的硬度检测。
3.布氏硬度检测方法布氏硬度是另一种常见的硬度检测方法,通过在试样表面施加一定直径的压头来测量其硬度。
该方法主要适用于较大颗粒或粗糙表面的材料。
3.1检测步骤1.准备测试样品,并保证其平整清洁。
2.将样品放置在布氏硬度计上。
3.选择适当的压头和载荷进行测试。
4.施加预先设定好的载荷,使其稳定。
5.测量压头对试样产生的压痕直径。
6.根据压痕直径和载荷计算出布氏硬度数值。
3.2应用范围布氏硬度检测方法适用于各种金属、非金属和复合材料等材料的硬度检测,特别适用于铸铁和铸钢等材料。
4.维氏硬度检测方法维氏硬度是一种广泛应用于金属材料的微硬度检测方法,通过在试样表面施加一个固定负荷的菱形压头来测量其硬度。
4.1检测步骤1.准备测试样品,并保证其平整清洁。
2.将样品放置在维氏硬度计上。
3.调整负荷和压头,使其稳定。
4.施加负荷,使压头在试样表面停留一段时间。
5.移除负荷,读取维氏硬度数值。
4.2应用范围维氏硬度检测方法适用于各种金属材料、陶瓷和涂层等材料的硬度检测。
5.超声波硬度检测方法超声波硬度检测方法是一种非破坏性的硬度检测方法,通过测量超声波在试样中传播速度的变化来计算其硬度。
钢的热处理及硬度测定钢是常见的金属材料之一,具有优异的机械性能、耐磨性、耐腐蚀性等特点,广泛应用于制造行业中。
然而,钢材经过加工后,其性能和结构可能会发生变化,此时需要进行热处理和硬度测定以确定钢材的性能和结构,以满足不同的使用需求。
1. 钢的热处理钢的热处理是通过改变钢材的温度、保温时间和冷却方式等工艺参数,使钢材的组织结构、力学性能和物理性能发生变化,以达到不同的性能要求。
常见的热处理方法有退火、正火、淬火和回火等。
(1)退火退火是将钢材加热至一定温度,随后进行保温一定时间,最后缓慢冷却至室温。
这种热处理方法可以改善钢材的塑性和韧性,但会降低强度和硬度。
退火的目的是消除内部应力和组织缺陷。
(2)正火正火是将钢材加热至一定温度,进行保温,然后将钢材冷却至室温。
正火的目的是提高钢材的硬度和强度,并改善其韧性。
正火后的钢材具有较细小的组织,非常适合制造高强度的零件。
(3)淬火淬火是将钢材加热至淬火温度,将其迅速冷却(如用水、油或盐浴),以获得高硬度、高强度的钢材。
淬火的结果是形成了一种直径最小的组织结构——马氏体,这种组织结构具有非常高的硬度和强度。
(4)回火钢材的硬度是一个衡量其抗压缩能力的重要指标,通常采用硬度测试仪器对其硬度进行测定。
硬度测试仪器有多种类型,如洛氏硬度计、维氏硬度计、布氏硬度计等。
选择正确的测试仪器和测试方法是确保准确测定钢材硬度的关键。
在硬度测定前,应首先了解钢材的类型、组织结构和热处理状态,以选择最适合的硬度测试方法。
然后根据测试方法,在试样上施加适当的载荷,并测量后推算出硬度值。
硬度测定是确定钢材的重要参数,如其强度、韧性和耐磨性等,因此是确保钢材质量和性能的必要步骤。
总之,钢的热处理和硬度测定是重要的制造过程,能够对钢材的性能和结构产生深远的影响。
在选择热处理方法和硬度测试方法时,应根据不同材料、工艺和使用要求来决定,以确保钢材的最终性能和质量。
热处理硬度检测标准热处理是一种常见的金属材料加工工艺,通过对金属材料进行加热和冷却的过程,可以改变其组织结构和性能,从而达到一定的硬度和强度要求。
而硬度检测则是评定材料是否符合热处理标准的重要手段之一。
本文将介绍热处理硬度检测的相关标准和方法。
1. 硬度检测的标准。
热处理后的材料硬度检测需要遵循一定的标准,以确保检测结果的准确性和可靠性。
常见的硬度检测标准包括国际上广泛应用的洛氏硬度(Rockwell Hardness)标准、巴氏硬度(Brinell Hardness)标准和维氏硬度(Vickers Hardness)标准等。
这些标准都有相应的检测方法和设备,用于评定材料的硬度值。
2. 硬度检测的方法。
硬度检测的方法根据不同的标准和要求而有所不同。
洛氏硬度检测主要通过在材料表面施加一定载荷,然后测量材料表面的残留印痕深度来确定硬度值。
巴氏硬度检测则是通过在材料表面施加一定载荷,然后测量压痕的直径来计算硬度值。
而维氏硬度检测则是通过在材料表面施加一定载荷,然后测量压痕的对角线长度来计算硬度值。
这些方法都有各自的优缺点,需要根据具体的情况选择合适的方法进行硬度检测。
3. 硬度检测的设备。
进行硬度检测需要使用相应的硬度检测设备。
常见的硬度检测设备包括硬度计、洛氏硬度计、巴氏硬度计和维氏硬度计等。
这些设备根据不同的检测方法和标准,具有不同的测量范围和精度。
在进行硬度检测时,需要根据具体的要求选择合适的设备,并严格按照设备操作说明进行操作,以确保检测结果的准确性。
4. 硬度检测的注意事项。
在进行硬度检测时,需要注意一些细节和注意事项,以确保检测结果的准确性。
首先,需要保证待测材料表面的平整度和清洁度,以免影响硬度检测的准确性。
其次,在进行硬度检测时,需要根据具体的标准和方法选择合适的载荷和时间,以确保检测结果的可靠性。
最后,需要对硬度检测设备进行定期的校准和维护,以确保设备的正常工作和检测结果的准确性。
总之,热处理硬度检测是热处理工艺中的重要环节,对材料的性能和质量有着重要的影响。
实验三钢的热处理及其硬度测定一、实验目的1、巩固热处理工作原理、工艺特点及应用范围;2、了解热处理炉和温度控制仪表的使用方法;3、加深认识热处理工艺对钢组织与性能的影响;4、理解加热温度、冷却速度、回火温度对碳钢性能的影响。
二、实验原理1、钢的淬火所谓淬火就是将钢加热到Ac3(亚共析钢)或Ac1(过共析钢)以上30~50℃,保温后放入各种不同的冷却介质中( V冷应大V临),以获得马氏体组织。
碳钢经淬火后的组织由马氏体及一定数量的残余奥氏体所组成。
为了正确地进行钢的淬火,必须考虑下列三个重要因素:淬火加热的温度、保温时间和冷却速度。
2、钢的回火钢经淬火后得到的马氏体组织硬而脆,并且工件内部存在很大的内应力,如果直接进行磨削加工往往会出现龟裂。
因此钢淬火后必须进行回火处理。
不同的回火工艺可以使钢获得所需的性能。
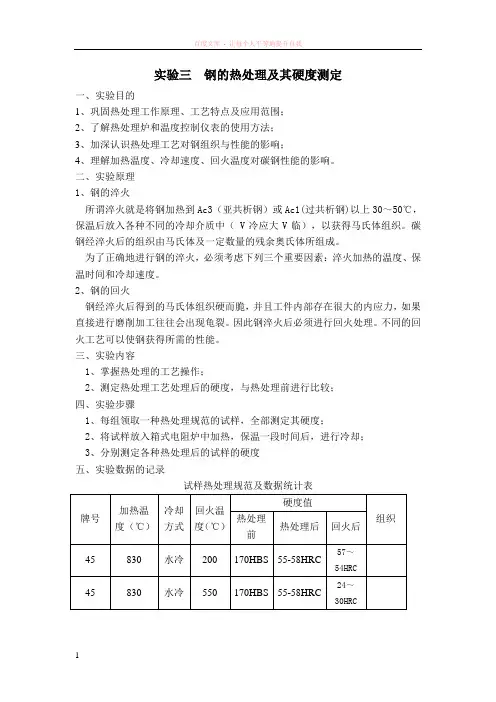
三、实验内容1、掌握热处理的工艺操作;2、测定热处理工艺处理后的硬度,与热处理前进行比较;四、实验步骤1、每组领取一种热处理规范的试样,全部测定其硬度;2、将试样放入箱式电阻炉中加热,保温一段时间后,进行冷却;3、分别测定各种热处理后的试样的硬度五、实验数据的记录试样热处理规范及数据统计表牌号加热温度(℃)冷却方式回火温度(℃)硬度值组织热处理前热处理后回火后45 830 水冷200 170HBS 55-58HRC57~54HRC45 830 水冷550 170HBS 55-58HRC24~30HRC牌号加热温度(℃)冷却方式回火温度(℃)硬度值组织热处理前热处理后回火后T10 760 水冷200 190HBS 65~68HRC63~66HRCT10 760 水冷550 190HBS 65~68HRC30~36HRC六、思考题1、回火温度对淬火钢的硬度有何影响?2、过共析钢淬火加热温度为什么不能超过Accm以上?而亚共析钢淬火加热则必须超过Ac3以上?。
热处理的定义及表面热处理后怎么检测硬度作者:佚名来源:网上收集推荐给好友保护视力色:字号〖大中小〗热处理把金属材料在固态范围内通过一定的加热,保温和冷却以改变其组织和性能的一种工艺。
退火:将金属或合金的材料或制件加热到相变或部分相变温度,保温一段时间,然后缓慢冷却的一种热处理工艺。
正火:将钢加热到完全相变以上的某一温度,保温一定的时间后,在空气中冷却的一种热处理工艺。
淬火:将钢加热到相变或部分相变温度,保温一段时间后,快速冷却的热处理工艺。
回火:将经过淬火的钢,重新加热到一定温度(相变温度以下),保温一段时间,然后冷却的热处理工艺。
调质处理:将钢件淬火,随之进行高温回火,这种复合工艺称调质处理。
表面热处理:改变钢件表面组织或化学成分,以其改面表面性能的热处理工艺。
表面热处理分为两大类,一类是表面淬火回火热处理,另一类是化学热处理,其硬度检验方法如下:1、表面淬火回火热处理表面淬火回火热处理通常用感应加热或火焰加热的方式进行。
主要技术参数是表面硬度、局部硬度和有效硬化层深度。
硬度检测可采用维氏硬度计,也可采用洛氏或表面洛氏硬度计。
试验力(标尺)的选择与有效硬化层深度和工件表面硬度有关。
这里涉及到三种硬度计。
维氏硬度计是测试热处理工件表面硬度的重要手段,它可选用0.5~100kg的试验力,测试薄至0.05mm厚的表面硬化层,它的精度是最高的,可分辨出热处理工件表面硬度的微小差别。
另外,有效硬化层深度也要由维氏硬度计来检测,所以,对于进行表面热处理加工或大量使用表面热处理工件的单位,配备一台维氏硬度计是有必要的。
表面洛氏硬度计也是十分适于测试表面淬火工件硬度的,表面洛氏硬度计有三种标尺可以选择。
可以测试有效硬化深度超过0.1mm的各种表面硬化工件。
尽管表面洛氏硬度计的精度没有维氏硬度计高,但是作为热处理工厂质量管理和合格检查的检测手段,已经能够满足要求。
况且它还具有操作简单、使用方便、价格较低,测量迅速、可直接读取硬度值等特点,利用表面洛氏硬度计可对成批的表面热处理工件进行快速无损的逐件检测。

钢材硬度测定的试验方法钢材硬度表示材料抵抗硬物体压入其表面的能力。
它是金属材料的重要性能指标之一。
一般硬度越高,耐磨性越好。
常用的钢材硬度测定的试验方法有布氏硬度、洛氏硬度和维氏硬度三种;⑴布氏硬度(HB)以一定的载荷(一般3000kg)把一定大小(直径一般为10mm)的淬硬钢球压入材料表面,保持一段时间,去载后,负荷与其压痕面积之比值,即为布氏硬度值(HB),单位为公斤力/mm2 (N/mm2)。
二、布氏硬度的测试步骤布氏硬度计使用的步骤如下:⒈根据试件材料选择合适的压头和载荷。
⒉加预载。
⒊加主载并保持一定的时间。
⒋卸载。
⒌将试样取下,用带刻度的低倍放大镜测压痕直径d。
⒍查《压痕直径与布氏硬度对照表》得到布氏硬度值。
布氏硬度的表示方法是若用Φ10mm钢球,在3000kg载荷下保持10s,测得的布氏硬度值表示为字母HB加上所测得的硬度值,例如HB400。
在其他试验条件下,在HB后面要注明钢球直径、载荷大小及保载时间,例如:HB2.5/187.5/10=200表示用Φ2.5mm的钢球在187.5kg载荷下保持10s测得的布氏硬度为200。
布氏硬度测试中还应注意以下几个问题,即试验压痕直径的范围应为0.25D<d<0.6D,否则测量结果无效;由于压痕周围存在变形硬化现象(可达2~3倍的压痕直径),所以要求相邻两个硬度点的距离≥4d,软材料≥6d,试件厚度不小于压痕深度的10倍,压痕离试件边缘的距离应不小于压痕直径。
三、布氏硬度的特点布氏硬度试验的优点是其硬度代表性全面,因压痕面积较大,能反映较大范围内金属各组成相综合影响的平均性能,而不受个别组成相及微小不均匀度的影响。
因此特别适用于测定灰铸铁、轴承合金和具有粗大晶粒的金属材料;试验数间存在一定换算关系,据稳定,数据重复性强,此外,布氏硬度值和抗拉强度σb见表14-3。
⑵洛氏硬度(HR)当HB>450或者试样过小时,不能采用布氏硬度试验而改用洛氏硬度计量。

碳钢的热处理及硬度测试一、实验目的1、了解碳钢的淬火及回火工艺方法。
2、模糊选择材料,进一步提升材料的成分-组织-性能之间关系的理念。
3、研究冷却条件对碳钢性能的影响。
4、分析淬火及回火温度对碳钢性能的影响。
二、实验原理1、钢的淬火所谓淬火就是将钢加热到Ac3(亚共析钢)或Ac1 (过共析钢)以上30~50℃,保温后放入各种不同的冷却介质中(V冷应大于V临),以获得马氏体组织。
碳钢经淬火后的组织由马氏体及一定数量的残余奥氏体所组成。
为了正确地进行钢的淬火,必须考虑下列三个重要因素:淬火加热的温度、保温时间和冷却速度。
(1)淬火温度的选择选定正确的加热温度是保证淬火质量的重要环节。
淬火时的具体加热温度主要取决于钢的含碳量,可根据相图确定(如图1所示)。
对亚共析钢,其加热温度为+30~50℃,若加热温度不足(低于),则淬火组织中将出现铁素体而造成强度及硬度的降低。
对过共析钢,加热温度为+30~50℃,淬火后可得到细小的马氏体与粒状渗碳体。
后者的存在可提高钢的硬度和耐磨性。
图1(2)保温时间的确定淬火加热时间是将试样加热到淬火温度所需的时间及在淬火温度停留保温所需时间的总和。
加热时间与钢的成分、工件的形状尺寸、所需的加热介质及加热方法等因素有关,一般可按照经验公式来估算,碳钢在电炉中加热时间的计算如表1所示。
表1 碳钢在箱式电炉中加热时间的确定(3)冷却速度的影响冷却是淬火的关键工序,它直接影响到钢淬火后的组织和性能。
冷却时应使冷却速度大于临界冷却速度,以保证获得马氏体组织;在这个前提下又应尽量缓慢冷却,以减少钢中的内应力,防止变形和开裂。
为此,可根据C 曲线图(如图2所示),使淬火工作在过冷奥氏体最不稳定的温度范围(650~550℃)进行快冷(即与C 曲线的“鼻尖”相切),而在较低温度(300~100℃)时冷却速度则尽可能小些。
为了保证淬火效果,应选用合适的冷却方法(如双液淬火、分级淬火等).不同的冷却介质在不同的温度范围内的冷却速度有所差别。
热处理的知识及硬度试验方法一热处理方法分类,特点和应用。
1退火(焖火):加热后随炉冷却,有完全退火和不完全退火.目的:改善内部组织,利于切削加工。
应用:①降低硬度,提高塑性,改善切削加工性能和冷压加工性能。
②细化晶粒,调整组织。
③消除铸、锻、焊、轧,冷加工产生的内应力。
2正火:与退火相比,正火后的组织为珠光体,但组织结构细,从而有较高机械性能。
又有生产周期短,设备利用率大,成本较低特点。
正火目的与退火相似:(1)对于性能要求不高的普通结构钢零件,可以用正火作为最终处理,(不必调质或淬火)来提高机械性能。
(2)如果用于含碳量低于0.2 低碳钢零件,可以代替退火,有利于切削加工。
3淬火:将钢零件加热到相变温度以上,(800~820℃不同材料不同温度)再快速在水中或油中冷却下来一种热处理方法。
淬火一般为了得到马氏体组织,也为了获得单一均匀的奥氏体组织,以分别提高其耐蚀性和耐磨性。
淬火目的:(1)提高硬度和耐磨性。
(2)淬火加中高温回火以获得良好的力学性能。
(3)只需局部有硬度的地方,也可以局部淬火,其余部分变形小。
(500℃左右)以下某一温4回火:将淬火后的工件重新加热到A C1度,保温一段时间,然后取出以一定方式冷却下来的一种方法。
回火的目的:①降低脆性,消除内应力,减少工件变形和开裂。
②调整硬度,提高塑性以获得工件所要求机械性能。
③稳定工件尺寸。
常用回火方法如下:有高温回火中温回火及低温回火。
低温回火:加热温度为150~250℃.目的:降低、消除内应力和脆性,保持钢在淬火后的高硬度和耐模性,主要用于工具、量具、模具滚动轴承和渗碳表面淬火的零件。
中温回火:加热温度为350~450℃.目的:是保持一定韧性条件下提高弹性和屈服强度。
故主要用于各种弹簧、锻模、冲头、工具、刀杆等高温回火:加热温度为500~680℃.5.调质:淬火+高温回火称为调质。
可获得强度、塑性、韧性都较好综合力学性能。
广泛用于各种较为重要结构零件。
钢铁零件表面淬火后的硬度及淬火深度检测方法有效硬化层深度(DS):是指从零件表面到维氏硬度等于极限硬度那一层之间的距离。
极限硬度(HVHL):是指零件表面所要求的最低硬度(HVMS)乘以系数,通常HV1试验力系数可以选用0.8,也可以选用0.9或者更高(如零件表面硬度320HV,那么极限硬度=320X0.8=256HV)。
1、试验力的选择---通常选用显微维氏硬度计,试验力通常选用HV1(9.807N),也可选用4.9N-49N范围内。
2、检测a、检测应在规定试样表面的一个或者多个区域内进行,并在图纸上注明。
b、检测试样的制备:--- 应在垂直淬硬面切取试样,切断面作为检测面。
检测面应做好磨抛处理,使其达到光洁如镜。
在切割、磨抛过程中要注意避免工件过热、变形、出现倒角等。
详见技术文章栏目内的《金相试样制备流程》,这里不做过多阐述。
c、硬度检测:---硬度压痕应当打在垂直于表面的一条或多条平行线上,而且宽度为 1.5mm区域内,最靠近表面的压痕中心与表面的距离为0.15mm,从表面到各逐次压痕中心的距离应每次增加0.1mm。
当表面硬化层深度大时,各压痕中心的距离可以大一些,但在接近极限硬度区域附近,仍应保持压痕中心之间的距离为0.1mm。
d、测量结果:---用垂直表面横截面上的硬度变化曲线来确定有效硬化层深度。
由绘制的硬度变化曲线,确定从零件表面到硬度值等于极限硬度的距离,这个距离就是感应淬火或火焰淬火后有效硬化层深度。
备注:--- 一个区域内有多条硬度变化曲线时,应取各曲线测得的硬化层深度平均值,作为有效硬化层深度。
有效硬化层深度用字母DS表示,深度单位为mm,例如硬化层深度0.5mm可以写成DS0.5。
钢的热处理操作和硬度测试实验一、实验目的:1、熟悉钢的几种基本的热处理操作(退火、正火、淬火、回火)2、了解加热温度、冷却速度、回火温度等主要因素对45钢热处理后性能(硬度)的影响3、了解热处理工艺对钢组织和性能的影响二、实验原理:1、钢的热处理是指将钢在固态范围内加热、保温和冷却,以改变其内部组织,从而获得所需要的使用性能和工艺性能的一种操作工艺。
2、退火:加热温度——亚共析钢加热至Ac3+(20-30)°C(完全退火),共析钢和过共析钢加热至Ac1+(20-30)°C(球化退火);冷却方式——炉冷;得到组织——接近平衡状态的珠光体组织。
3、正火:加热温度——亚共析钢加热至Ac3+(30-50)°C,共析钢加热至Ac1+(30-50)°C,过共析钢加热至Accm+(30-50)°C,即加热到奥氏体单相区;冷却方式——空冷;得到组织——细片状珠光体,即索氏体(冷却速度慢不会有马氏体,看双C曲线,空冷经过珠光体区,转变完全,不能发生贝氏体转变)。
4、淬火:亚共析钢加热至Ac3+(30-50)°C,共析钢和过共析钢加热至Ac1+(30-50)°C;冷却方式——水冷,以大于淬火临界冷却速度快冷;得到组织——马氏体及残余奥氏体。
5、回火:淬火后的钢重新加热到Ac1以下某一温度,保温,冷却到室温。
45钢低温回火——150°C -250°C (选200°C),组织回火马氏体,硬度约54-60HRC;中温回火——350°C -500°C (选400°C),组织回火屈氏体,硬度约40-48HRC;高温回火——500°C -650°C (选600°C),组织回火索氏体,硬度约25-35HRC。
冷却方式——空冷到50、60°C后用水冲一下。
6、20钢Ac1-735°C,Ac3-855°C,45钢Ac1-724°C,Ac3-780°C,T10 Ac1-730°C,Accm-800°C,T12 Ac1-730°C,Accm-820°C。
热处理工件硬度的检测方法表面热处理分为两大类,一类是表面淬火回火热处理,另一类是化学热处理,其硬度检验方法如下:1、表面淬火回火热处理表面淬火回火热处理通常用感应加热或火焰加热的方式进行。
主要技术参数是表面硬度、局部硬度和有效硬化层深度。
硬度检测可采用维氏硬度计,也可采用洛氏或表面洛氏硬度计。
试验力(标尺)的选择与有效硬化层深度和工件表面硬度有关。
维氏硬度计、表面洛氏硬度计和洛氏硬度计试验的选择可参照表1、表2和表3。
表1 维氏试验力的选择表2 表面洛氏硬度标尺的选择表3洛氏硬度标尺的选择表1~表3分别是采用维氏硬度计、表面洛氏硬度计和洛氏硬度计时,对应于不同的热处理工件表面硬化层深度和热处理工件表面硬度值维氏硬度试验力和洛氏、表面洛氏硬度标尺的选择表。
由表1~表3可知:1.1维氏硬度计是测试热处理工件表面硬度的重要手段,它可选用0.5~100kg的试验力,测试薄至0.05mm厚的表面硬化层,它的精度是最高的,可分辨出热处理工件表面硬度的微小差别。
另外,有效硬化层浓度也要由维氏硬度计来检测,所以,对于进行表面热处理加工或大量使用表面热处理工件的单位,配备一台维氏硬度计是有必要的。
1.2表面洛氏硬度计也是十分适于测试表面淬火工件硬度的,表面洛氏硬度计有三种标尺可以选择。
可以测试有效硬化深度超过0.1mm的各种表面硬化工件。
尽管表面洛氏硬度计的精度没有维氏硬度计高,但是作为热处理工厂质量管理和合格检查的检测手段,已经能够满足要求。
况且它还具有操作简单、使用方便、价格较低,测量迅速、可直接读取硬度值等特点,利用表面洛氏硬度计可对成批的表面热处理工件进行快速无损的逐件检测。
这一点对于金属加工和机械制造工厂具有重要意义。
1.3当表面热处理硬化层较厚时,也可采用洛氏硬度计。
当热处理硬化层厚度在0.4~0.8mm时,可采用HRA标尺,当硬化层厚度超过0.8mm时,可采用HRC标尺。
1.4维氏、洛氏和表面洛氏三种硬度值可以方便地进行相互换算,转换成标准、图纸或用户需要的硬度值。
钢的热处理及硬度测定一、实验目的1.了解钢的基本热处理工艺。
2.了解布氏和洛氏硬度计的主要原理、结构及操作方法。
3.了解不同的热处理工艺对钢的性能的影响。
二、实验原理热处理是充分发挥金属材料性能潜力的重要方法之一。
其工艺特点是把钢加热到一定温度,保温一段时间后,以某种速度冷却下来,通过改变钢的内部组织来改善钢的性能,其基本工艺包括退火、正火、淬火和回火等。
金属的硬度是材料表面抵抗硬物压入而引起塑性变形的能力。
硬度越大,表明金属抵抗塑性变形的能力越大,材料产生塑性变形就越困难。
硬度是金属材料一项重要的力学性能指标。
硬度的试验方法很多,其中常用的有布氏法、洛氏法和维氏法三种硬度试验方法。
1.钢的退火、正火、淬火和回火钢的退火通常是将钢加热到临界温度1Ac 或3Ac 线以上,保温后缓慢地随炉冷却的一种热处理工艺。
钢经退火处理后,其组织比较接近平衡状态,硬度较低(约180~22OHBS ),有利于进行切削加工。
钢的正火是将钢加热到3Ac 或cm Ac 线以上30~50℃,保温后在空气中冷却的一种热处理工艺。
由于冷却速度稍快,与退火组织相比,所形成的珠光体片层细密,故硬度有所提高。
对低碳钢来说,正火后提高硬度可改善其切削加工性能,降低加工表面的粗糙度;对高碳钢来说,正火可以消除网状渗碳体,为球化退火和淬火作准备。
钢的淬火就是将钢加热到3Ac 或1Ac 线以上30~50℃,保温后在不同的冷却介质中快速冷却,从而获得马氏体和(或)贝氏体组织的一种热处理工艺。
马氏体的硬度和强度都很高,特别适用于有较高耐磨性能要求的工模具材料。
淬火工艺包括三个重要参数,淬火加热温度、保温时间和冷却速度。
淬火加热温度过高时晶粒容易长大,而且还会产生氧化脱碳等缺陷,加热温度过低则会因组织中存在铁素体或珠光体而导致材料硬度不足。
保温时间与钢的成分、工件的形状、尺寸及加热介质等因素有关,一般可按照经验公式加以估算,保温时间过长或过短都会对钢的组织及性能造成不利的影响。
热处理分类及硬度检测方法| [<<][>>]热处理工件的硬度使用硬度计检测。
PHR系列便携式表面洛氏硬度计十分适用于检测表面热处理工件的硬度,可以测试有效化深度超过0.1mm的各种表面热处理工件。
操作简单、使用方便、价格较低,可直接读取硬度值。
表面热处理分为两大类,一类是表面淬火回火热处理,另一类是化学热处理,其硬度检验方法如下:化学热处理是使工件表面渗入一种或几种化学元素的原子,从而改变工件表面的化学成分、组织和性能。
经淬火和低温回火后,工件表面具有高的硬度、耐磨性和接触疲劳强度,而工件的芯部又具有高的强韧性。
化学热处理工件的主要技术参数是硬化层深度和表面硬度。
硬化层深度还是要用维氏硬度计来检测。
检测从工件表面到硬度降到50H RC那一点的距离。
这就是有效硬化深度化学热处理工件的表面硬度检测与表面淬火热处理工件的硬度检测相近,都可以用维氏硬度计、表面洛氏硬度计或洛氏硬度计来检测,只是渗氮厚的厚度较薄,一般不大于0.7mm,这时就不能再采用洛氏硬度计了。
零件如果局部硬度要求较高,可用感应加热等方式进行局部淬火热处理,这样的零件通常要在图纸上标出局部淬火热处理的位置和局部硬度值。
零件的硬度检测要在指定区域内进行。
硬度检测仪器可采用洛氏硬度计,测试HRC硬度值,如热处理硬化层较浅,可采用表面洛氏硬度计,测试HRN硬度值。
表面淬火回火热处理通常用感应加热或火焰加热的方式进行。
主要技术参数是表面硬度、局部硬度和有效硬化层深度。
硬度检测可采用维氏硬度计,也可采用洛氏或表面洛氏硬度计。
试验力(标尺)的选择与有效硬化层深度和工件表面硬度有关。
这里涉及到三种硬度计。
维氏硬度计是测试热处理工件表面硬度的重要手段,它可选用0. 5~100kg的试验力,测试薄至0.05mm厚的表面硬化层,它的精度是最高的,可分辨出工件表面硬度的微小差别。
另外,有效硬化层深度也要由维氏硬度计来检测,所以,对于进行表面热处理加工或大量使用表面热处理工件的单位,配备一台维氏硬度计是有必要的。
钢件热处理种类及其硬度的检测方法
热处理工件的硬度使用硬度计检测。
PHR系列便携式表面洛氏硬度计十分适用于检测表面热处理工件的硬度,可以测试有效化深度超过0.1mm的各种表面热处理工件。
操作简单、使用方便、价格较低,可直接读取硬度值。
表面热处理分为两大类,一类是表面淬火回火热处理,另一类是化学热处理,其硬度检验方法如下:化学热处理是使工件表面渗入一种或几种化学元素的原子,从而改变工件表面的化学成分、组织和性能。
经淬火和低温回火后,工件表面具有高的硬度、耐磨性和接触疲劳强度,而工件的芯部又具有高的强韧性。
化学热处理工件的主要技术参数是硬化层深度和表面硬度。
硬化层深度还是要用维氏硬度计来检测。
检测从工件表面到硬度降到50HRC那一点的距离。
这就是有效硬化深度化学热处理工件的表面硬度检测与表面淬火热处理工件的硬度检测相近,都可以用维氏硬度计、表面洛氏硬度计或洛氏硬度计来检测,只是渗氮厚的厚度较薄,一般不大于0.7mm,这时就不能再采用洛氏硬度计了。
零件如果局部硬度要求较高,可用感应加热等方式进行局部淬火热处理,这样的零件通常要在图纸上标出局部淬火热处理的位置和局部硬度值。
零件的硬度检测要在指定区域内进行。
硬度检测仪器可采用洛氏硬度计,测试HRC硬度值,如热处理硬化层较浅,可采用表面洛氏硬度计,测试HRN硬度值。
表面淬火回火热处理通常用感应加热或火焰加热的方式进行。
主要技术参数是表面硬度、局部硬度和有效硬化层深度。
硬度检测可采用维氏硬度计,也可采用洛氏或表面洛氏硬度计。
试验力(标尺)的选择与有效硬化层深度和工件表面硬度有关。
这里涉及到三种硬度计。
维氏硬度计是测试热处理工件表面硬度的重要手段,它可选用0.5~100kg的试验力,测试薄至0.05mm厚的表面硬化层,它的精度是最高的,可分辨出工件表面硬度的微小差别。
另外,有效硬化层深度也要由维氏硬度计来检测,所以,对于进行表面热处理加工或大量使用表面热处理工件的单位,配备一台维氏硬度计是有必要的。
表面洛氏硬度计也是十分适于测试表面淬火工件硬度的,表面洛氏硬度计有三种标尺可以选择。
可以测试有效硬化深度超过0.1mm的各种表面硬化工件。
尽管表面洛氏硬度计的精度没有维氏硬度计高,但是作为热处理工厂质量管理和合格检查的检测手段,已经能够满足要求。
况且它还具有操作简单、使用方便、价格较低,测量迅速、可直接读取硬度值等特点,利用表面洛氏硬度计可对成批的表面热处理工件进行快速无损的逐件检测。
这一点对于金属加工和机械制造工厂具有重要意义。
当表面热处理硬化层较厚时,也可采用洛氏硬度计。
当硬化层厚度在0.4~0.8mm时,可采用HRA标尺,当硬化层厚度超过0.8mm时,可采用HRC标尺。
维氏、洛氏和表面洛氏三种硬度值可以方便地进行相互换算,转换成标准、图纸或用户需要的硬度值。
相应的换算表在国际标准ISO、美国标准ASTM和中国标准GB/T中都已给出。