塑胶模具常用钢材 与热处理硬度要求
- 格式:pdf
- 大小:524.63 KB
- 文档页数:5
塑胶模具常用钢材(一)C45 W 中炭钢美国标准编号:AISI 1050 ~ 1055;日本标准编号:S50C ~ S55C德国标准编号:1.1730。
中炭钢或45# 钢香港称为王牌钢,此钢材的硬度为:HB170 ~ HB220,价格便宜,加工容易,在模具上用作模架,顶柱,及一些不重要的零件上,市场上一般标准模架是采用此种钢材;(二)40 CrMn Mo 7 预硬塑胶模具钢美国、日本、新加坡、香港、中国标准编号:AISI P20,德国及有些欧洲国家编号:DIN:1.2311、1.2378、1.2312。
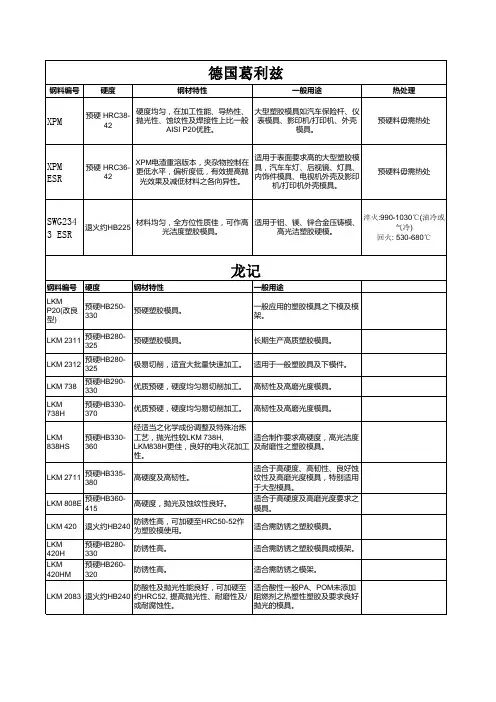
此种钢是预硬钢,一般不适宜热处理,但是可以氮化处理,此钢种的硬度差距也很大,由280HRC ~ 400视乎那间钢厂的标准,由于已作预硬处理,机械切削也不太困难,所以很合适做一些中下价模具的镶件,有些生产大批量的模具模架也采用此钢材(有些客户指定要用此钢作模架),好处是硬度比中炭钢高,变形也比中炭钢稳定,P20此种钢由于在塑胶模具被广泛采用,所以品牌也很多,其中在华南地区较为普遍的品牌有:ASSAB 一胜百牌,瑞典产的有两种不同硬度,718S HB290~HB330(330~340HRC)、718H HB330~HB370 (340~380HRC)。
大同钢厂,日本产:NAK 80(硬度400HRC+20)及NAK55(硬度400HRC+20)两种,一般情况下,NAK 80做定模镶件,NAK55做动模镶件,要留意NAK55 不能直接做EDM皮纹,据钢材代理解释是含硫的关系,所以EDM后留有条纹的;德胜钢厂THYSSEN ,德国产,有好几种编号:GS-711(硬度340~360HRC)、GS738(硬度320~350HRC)、GS808VAR(硬度380~420HRC)、GS318(硬度290~330HRC)、GS312(硬度290~330HRC),GS312含硫不能做EDM纹,在欧洲做模架较为普遍,GS312的Code 为40 Cr MN Mo S8,百禄(BOHLER)奥国产,编号有:M261(380~420HRC)、M238(360~420HRC)、M202(290~330HRC),M202不能做EDM纹,也是含硫,尚有其他品牌,不能尽录。
第九章塑胶模具常用钢材(一)C45 W 中炭钢美国标准编号:AISI 1050 ~ 1055;日本标准编号:S50C ~ S55C德国标准编号:1.1730。
中炭钢或45# 钢香港称为王牌钢,此钢材的硬度为:HB170 ~ HB220,价格便宜,加工容易,在模具上用作模架,顶柱,及一些不重要的零件上,市场上一般标准模架是采用此种钢材;(二)40 CrMn Mo 7 预硬塑胶模具钢美国、日本、新加坡、香港、中国标准编号:AISI P20,德国及有些欧洲国家编号:DIN:1.2311、1.2378、1.2312。
此种钢是预硬钢,一般不适宜热处理,但是可以氮化处理,此钢种的硬度差距也很大,由280HRC ~ 400视乎那间钢厂的标准,由于已作预硬处理,机械切削也不太困难,所以很合适做一些中下价模具的镶件,有些生产大批量的模具模架也采用此钢材(有些客户指定要用此钢作模架),好处是硬度比中炭钢高,变形也比中炭钢稳定,P20此种钢由于在塑胶模具被广泛采用,所以品牌也很多,其中在华南地区较为普遍的品牌有:ASSAB 一胜百牌,瑞典产的有两种不同硬度,718S HB290~HB330(330~340HRC)、718H HB330~HB370 (340~380HRC)。
大同钢厂,日本产:NAK 80(硬度400HRC+20)及NAK55(硬度400HRC+20)两种,一般情况下,NAK 80做定模镶件,NAK55做动模镶件,要留意NAK55 不能直接做EDM皮纹,据钢材代理解释是含硫的关系,所以EDM后留有条纹的;德胜钢厂THYSSEN ,德国产,有好几种编号:GS-711(硬度340~360HRC)、GS738(硬度320~350HRC)、GS808VAR(硬度380~420HRC)、GS318(硬度290~330HRC)、GS312(硬度290~330HRC),GS312含硫不能做EDM纹,在欧洲做模架较为普遍,GS312的Code 为40 Cr MN Mo S8,百禄(BOHLER)奥国产,编号有:M261(380~420HRC)、M238(360~420HRC)、M202(290~330HRC),M202不能做EDM纹,也是含硫,尚有其他品牌,不能尽录。
注塑模具常用钢材及硬度汇总注塑模具是一种用于制造塑料制品的模具,常见于家电、汽车、电子等行业。
模具的材料选择对模具的寿命、质量和成本等方面都具有重要影响。
下面是注塑模具常用钢材及硬度的汇总:1.P20钢:P20钢又称为低碳铬模具钢,具有良好的切削性能、加工性能和热处理性能。
其硬度一般为28-32HRC,适用于制造大多数注塑模具的芯、腔。
2.718钢:718钢是一种耐热性能较好的模具钢,具有优异的综合性能。
718钢的硬度一般在30-36HRC之间,适用于制造高要求的注塑模具。
3.NAK80钢:NAK80钢是一种低合金的中碳铬钼耐冲击模具钢,具有出色的耐磨性和耐蚀性。
其硬度一般为37-43HRC,适用于制造高要求的注塑模具。
4.S136钢:S136钢又称为不锈钢,具有良好的抗腐蚀性能和耐酸碱性能。
其硬度一般为48-52HRC,适用于制造高品质和高精度的注塑模具。
5.H13钢:H13钢是一种热作模具钢,具有良好的耐热性和热疲劳性能。
其硬度一般为45-50HRC,适用于制造需要抵抗高温和高压的注塑模具。
6.738钢:738钢是一种高硬度、高强度的模具钢,具有优异的耐磨性能和尺寸稳定性。
其硬度一般为48-52HRC,适用于制造长寿命和高要求的注塑模具。
除了以上几种常用钢材外,还有一些特殊用途的模具钢,如:SLD钢、STAVAX钢、420钢等。
这些钢材在不同的注塑模具制造过程和需求中具有特定的应用价值。
在选择模具钢材时,需要综合考虑模具的使用条件、工作环境、成本等因素。
合理选择合适的模具钢材,能够提高模具的使用寿命、耐磨性和生产效率,降低模具制造成本,提高产品质量。

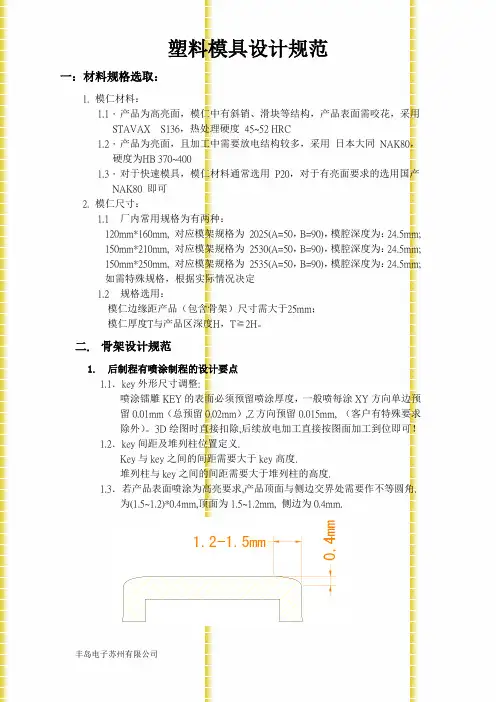
一:材料规格选取:1.模仁材料:1.1.产品为高亮面,模仁中有斜销、滑块等结构,产品表面需咬花,采用STAVAX S136,热处理硬度45~52 HRC1.2.产品为亮面,且加工中需要放电结构较多,采用日本大同NAK80,硬度为HB 370~4001.3.对于快速模具,模仁材料通常选用P20,对于有亮面要求的选用国产NAK80 即可2.模仁尺寸:1.1厂内常用规格为有两种:120mm*160mm, 对应模架规格为2025(A=50,B=90),模腔深度为:24.5mm;150mm*210mm, 对应模架规格为2530(A=50,B=90),模腔深度为:24.5mm;150mm*250mm, 对应模架规格为2535(A=50,B=90),模腔深度为:24.5mm;如需特殊规格,根据实际情况决定1.2规格选用:模仁边缘距产品(包含骨架)尺寸需大于25mm;模仁厚度T与产品区深度H,T≧2H。
二. 骨架设计规范1. 后制程有喷涂制程的设计要点1.1.key外形尺寸调整:喷涂镭雕KEY的表面必须预留喷涂厚度,一般喷每涂XY方向单边预留0.01mm(总预留0.02mm),Z方向预留0.015mm, (客户有特殊要求除外)。
3D绘图时直接扣除,后续放电加工直接按图面加工到位即可!1.2.key间距及堆列柱位置定义.Key与key之间的间距需要大于key高度.堆列柱与key之间的间距需要大于堆列柱的高度.1.3.若产品表面喷涂为高亮要求,产品顶面与侧边交界处需要作不等圆角.为(1.5~1.2)*0.4mm,顶面为1.5~1.2mm, 侧边为0.4mm.2. 后制程有印刷制程的设计要点2.1.不可有任何凸出物高于印刷面,防止凸出物刮伤网板,3.确定进(出)胶方式:按键类产品须有进胶口和出胶口,其方式主要有直接进(出)胶和搭接进(出)胶两种,进胶方式决定于产品结构:①, 产品侧边允许有毛边,或者产品周边有裙边,通常采用直接进胶.②, 产品侧边不允许有毛边,且无裙边的产品通常采用搭接进胶.C.进(出)胶位置及数量:①按键类产品如果进(出)胶选择在长边,长边尺寸小于14mm,尽量做1个进胶1个出胶的方式;(进出胶需错位) 长边尺寸大于14mm,可采用1个进胶2个出胶的方式;②按键类产品如果进(出)胶选择在短边, 采用1个进胶1个出胶的方式即可.(进出胶无需错位)③对于圆环型产品需要做1进3出,分别均匀分布在产品四周.D. 进(出)胶口尺寸:㈠对于直接进出胶:进(出)胶口宽度尺寸设计,视KEY的形状而定,通常进胶比出胶口大0.5~1.0mm。

S136模具钢热处理工艺要求S136模具钢是具备优良的耐腐蚀性的塑胶模具钢,具有卓越的生产特性,而且更有下列优点:1,比较低的维护费用:模具经过长期使用后,模穴表面仍然维持原先的光滑状态。
模具在潮湿的环境下操作或储存时,不需要特别的保护。
2,比较低的生产成本:模具不因冷却水的影响而腐蚀,由于有一定的冷却循环,可增加模具寿命。
上列的好处,结合S136模具钢的高耐磨性,提供了低维护费用和高寿命的模具,达到最佳的经济效益。
同时S136模具钢经过“电渣重熔”(ESR)精炼,具备纯净而细微的组织,使模具具有很好的综合机械性能,高的抛光性能。
S136模具钢主要用途:S136模具钢能适用于所有的模具,由于其特殊的性质,更适合特殊环境的需求。
耐腐蚀、耐应变:对使用有腐蚀性的PVC醋酸盐类(ACETATESO等注塑原料或模具必须在潮湿的环境下工作及储存时,S136模具钢能抵抗水蒸气、弱有机酸、稀硝酸盐、碳酸盐等的腐蚀作用,经由S136模具钢制成的模具,若在潮湿在环境中操作,或在正常状态下使用腐蚀性的塑胶材料,均不会生锈而被污梁。
耐磨性:使用磨擦较大的注塑材料(包含射出成型模)或要求模具有较长的工作时间,如电子零件、舍弃式的餐具、器皿等。
高光洁度的表面:生产光学产品,如照相机、太阳眼镜、化学仪器、注射器、分析仪器及塑胶制品等。
S136模具种类使用硬度HRC射出成型⑴热塑性塑胶50-54⑵热固性塑胶52-54压缩往复式模具 52-54PVC、PET等模具50-54拉伸模48-54S136模具钢制造塑胶模具S136模具钢使用在制造PVC,电视录影及录音带盒,S136模具钢的模具制成品-高透明度的塑胶容器。
S136能抵抗水、水蒸气,弱有机酸,稀释的硝酸盐、碳酸盐等。
经由S136制成的模具。
若在潮湿的环境中操作,或在正常状态下使用腐蚀性的塑胶材料,均不会生锈或被污染。
S136在低温回火及抛光至镜面状态的时候,特别能显示出优良的耐腐蚀性。
模具材料的性能对模具寿命有决定性的影响,根据模具的结构和使用情况,合理选用制模材料是模具工程师的重要任务之一。
模具热处理及表面强化是模具制造中的关键工艺,是保证模具质量和使用寿命的重要环节,实际使用证明,在模具失效中由于热处理不当引起的占很大比例。
模具用途广泛,工作条件差别大,制造模具的材料范围很广。
目前,冲压模、塑料模、压铸模、粉末冶金模的材料以钢为主,有些模具还可采用低熔点合金和非金属材料等。
模具材料的性能要求及选用原则模具用钢主要性能要求如下:1,硬度和耐磨性(最重要的模具失效形式,决定模具寿命)2,可加工性能(模具零件形状复杂,要求热处理变形小)3,强度和韧性(足够的强度承受高压,冲击载荷等要求高韧性)4,淬透性、抛光性、耐腐蚀性(塑料及添加剂的腐蚀作用)。
模具用钢按用途可分为三大类:1,冷作模具钢:制作金属在冷态下变形的模具,包括:冷冲模、冷挤压模、冷镦模、粉末压制模。
要求高硬度、高耐磨性及足够强度和韧性。
2,热作模具钢:制造经过加热的固态或液态金属在压力下成型的模具,包括:热锻模、压铸模。
要求高温下足够的强度、韧性和耐磨性及高热疲劳抗力和导热性3,塑料模具钢:制造各种塑料模具。
塑料品种多,要求差别大,其模具材料范围广。
主要要求工艺性能高(热处理变形小、抛光性好、耐腐蚀)选用一般原则:满足使用性能要求、良好的工艺性能、适当考虑经济性。
模具常用热处理工艺模具热处理包括模具材料热处理和模具零件热处理。
模具材料热处理:在钢厂内完成,保证钢材质量,如基本力学性能,金相组织要符合国家标准或行业标准。
特点是大型工业炉中大批量生产。
模具零件热处理:在模具制造厂完成,或专业热处理厂完成。
特点是小批量或单件生产,工艺复杂多样,设备精良。
热处理工艺方法,分预备热处理和最终热处理。
常用方法有:正火、退火、淬火、调质、渗碳及氮化等,见表。
冷作模具钢及其热处理冷作模具主要用于金属或非金属材料的冲裁、拉伸、弯曲等工序。
第九章塑胶模具常用钢材(一)C45 W 中炭钢美国标准编号:AISI 1050 ~ 1055;日本标准编号:S50C ~ S55C德国标准编号:1.1730。
中炭钢或45# 钢香港称为王牌钢,此钢材的硬度为:HB170 ~ HB220,价格便宜,加工容易,在模具上用作模架,顶柱,及一些不重要的零件上,市场上一般标准模架是采用此种钢材;(二)40 CrMn Mo 7 预硬塑胶模具钢美国、日本、新加坡、香港、中国标准编号:AISI P20,德国及有些欧洲国家编号:DIN:1.2311、1.2378、1.2312。
此种钢是预硬钢,一般不适宜热处理,但是可以氮化处理,此钢种的硬度差距也很大,由280HRC ~ 400视乎那间钢厂的标准,由于已作预硬处理,机械切削也不太困难,所以很合适做一些中下价模具的镶件,有些生产大批量的模具模架也采用此钢材(有些客户指定要用此钢作模架),好处是硬度比中炭钢高,变形也比中炭钢稳定,P20此种钢由于在塑胶模具被广泛采用,所以品牌也很多,其中在华南地区较为普遍的品牌有:ASSAB 一胜百牌,瑞典产的有两种不同硬度,718S HB290~HB330(330~340HRC)、718H HB330~HB370 (340~380HRC)。
大同钢厂,日本产:NAK 80(硬度400HRC+20)及NAK55(硬度400HRC+20)两种,一般情况下,NAK 80做定模镶件,NAK55做动模镶件,要留意NAK55 不能直接做EDM 皮纹,据钢材代理解释是含硫的关系,所以EDM后留有条纹的;德胜钢厂THYSSEN ,德国产,有好几种编号:GS-711(硬度340~360HRC)、GS738(硬度320~350HRC)、GS808VAR(硬度380~420HRC)、GS318(硬度290~330HRC)、GS312(硬度290~330HRC),GS312含硫不能做EDM纹,在欧洲做模架较为普遍,GS312的Code 为40 Cr MN Mo S8,百禄(BOHLER)奥国产,编号有:M261(380~420HRC)、M238(360~420HRC)、M202(290~330HRC),M202不能做EDM 纹,也是含硫,尚有其他品牌,不能尽录。
常用模具钢热处理工艺推荐一、热作钢1.2344热处理工艺:常用热作模具钢有:EX1、EX2、1.2343、1.2344、1.2367。
下面我们重点讲解1.2344热处理工艺。
1)1.2344材料经模具机加工后淬火前安排去应力处理:特别是对于大件内模料必须经过此工序。
每分钟升温3.5℃。
如右图2)1.2344钢真空高压气体淬火工艺:如下图所示表1:淬火温度:牌号 T Aust1 ℃T Aust2 ℃ EX1 1000 1010-1015 EX2 1000 1010-1015 1.2343 990 1010 1.2344 1010 1030 1.236710101030(TA 表示炉膛温度,TC 表示工件心部温度;TS 表示工件表面16mm 深处测得的温度) 2.1)预热:按照模具复杂程度和厚度情况,可选择进行2~3次预热,预热保温时间以模具心部到温或接近炉膛温度为准。
第1阶段预热:升温速度选择3.5℃/分;升温至Ta=650℃进行保温,当Ta-Tc ≤30℃时,可进入下一阶段;第2阶段预热:升温速度选择2.5℃/分;升温至Ta=850℃进行保温,当Ta-Tc ≤10℃时,可进入下一阶段; 2.2)加热阶段:升温速度可选择10-15℃/分; 升温至Ta= T Aust1进行保温,当Ta-Tc=10℃时,开始计算保温时间;T Aust1温度下保温时间的80%后,升温至T Aust2,保温剩余的20%时间。
(温度T Aust1,T Aust2见上表,为了避免发生晶粒粗大的危险,热处理温度最大不能超过上表中的T Aust2)。
保温时间国内一般采用工件有效厚度每2mm 保温1分钟计算。
但由于装炉量及炉子状况不预热1预热2同,因此,在加热阶段和冷却阶段采用K 型热电偶插入工件心部和表面下16MM 深处,直接检测工件真实温度,并据此来确定保温时间是较为客观可靠的。
2.3)淬火冷却阶段:淬火冷却气体N 2压力选择,可根据模具厚度和复杂程度选择,一般应≥9bar(即TS 的冷却速度最好应该≥50℃/分,Tc 应该≥28℃/分),冷却到TS=500℃时,可以适当的降低压力。
塑胶模具常用钢材(一)C45 W 中炭钢美国标准编号:AISI 1050 ~ 1055;日本标准编号:S50C ~ S55C德国标准编号:1.1730。
中炭钢或45# 钢香港称为王牌钢,此钢材的硬度为:HB170 ~ HB220,价格便宜,加工容易,在模具上用作模架,顶柱,及一些不重要的零件上,市场上一般标准模架是采用此种钢材;(二)40 CrMn Mo 7 预硬塑胶模具钢美国、日本、新加坡、香港、中国标准编号:AISI P20,德国及有些欧洲国家编号:DIN:1.2311、1.2378、1.2312。
此种钢是预硬钢,一般不适宜热处理,但是可以氮化处理,此钢种的硬度差距也很大,由280HRC ~ 400视乎那间钢厂的标准,由于已作预硬处理,机械切削也不太困难,所以很合适做一些中下价模具的镶件,有些生产大批量的模具模架也采用此钢材(有些客户指定要用此钢作模架),好处是硬度比中炭钢高,变形也比中炭钢稳定,P20此种钢由于在塑胶模具被广泛采用,所以品牌也很多,其中在华南地区较为普遍的品牌有:ASSAB 一胜百牌,瑞典产的有两种不同硬度,718S HB290~HB330(330~340HRC)、718H HB330~HB370 (340~380HRC)。
大同钢厂,日本产:NAK 80(硬度400HRC+20)及NAK55(硬度400HRC+20)两种,一般情况下,NAK 80做定模镶件,NAK55做动模镶件,要留意NAK55 不能直接做EDM皮纹,据钢材代理解释是含硫的关系,所以EDM后留有条纹的;德胜钢厂THYSSEN ,德国产,有好几种编号:GS-711(硬度340~360HRC)、GS738(硬度320~350HRC)、GS808VAR(硬度380~420HRC)、GS318(硬度290~330HRC)、GS312(硬度290~330HRC),GS312含硫不能做EDM纹,在欧洲做模架较为普遍,GS312的Code 为40 Cr MN Mo S8,百禄(BOHLER)奥国产,编号有:M261(380~420HRC)、M238(360~420HRC)、M202(290~330HRC),M202不能做EDM纹,也是含硫,尚有其他品牌,不能尽录。
塑胶模具常用钢材(一) C45 W 中炭钢美国标准编号:AISI 1050 ~ 1055;日本标准编号:S50C ~ S55C德国标准编号:1.1730。
中炭钢或45# 钢香港称为王牌钢,此钢材的硬度为:HB170 ~ HB220,价格便宜,加工容易,在模具上用作模架,顶柱,及一些不重要的零件上,市场上一般标准模架是采用此种钢材; (二)40 CrMn Mo 7 预硬塑胶模具钢美国、日本、新加坡、香港、中国标准编号:AISI P20,德国及有些欧洲国家编号:DIN:1.2311、1.2378、1.2312。
此种钢是预硬钢,一般不适宜热处理,但是可以氮化处理,此钢种的硬度差距也很大,由280HRC ~ 400 视乎那间钢厂的标准,由于已作预硬处理,机械切削也不太困难,所以很合适做一些中下价模具的镶件,有些生产大批量的模具模架也采用此钢材(有些客户指定要用此钢作模架),好处是硬度比中炭钢高,变形也比中炭钢稳定,P20此种钢由于在塑胶模具被广泛采用,所以品牌也很多,其中在华南地区较为普遍的品牌有:ASSAB 一胜百牌,瑞典产的有两种不同硬度,718S HB290~HB330(330~340HRC)、718H HB330~HB370 (340~380HRC)。
大同钢厂,日本产:NAK 80(硬度400HRC+20)及NAK55(硬度400HRC+20)两种,一般情况下,NAK 80做定模镶件,NAK55做动模镶件,要留意NAK55 不能直接做EDM皮纹,据钢材代理解释是含硫的关系,所以EDM后留有条纹的;德胜钢厂THYSSEN ,德国产,有好几种编号:GS-711(硬度340~360HRC)、GS738(硬度320~350HRC)、GS808VAR(硬度380~420HRC)、GS318(硬度290~330HRC)、GS312(硬度290~330HRC),GS312含硫不能做EDM纹,在欧洲做模架较为普遍,GS312的Code 为40 Cr MN Mo S8 ,百禄(BOHLER)奥国产,编号有:M261(380~420HRC)、M238(360~420HRC)、M202(290~330HRC),M202不能做EDM纹,也是含硫,尚有其他品牌,不能尽录。