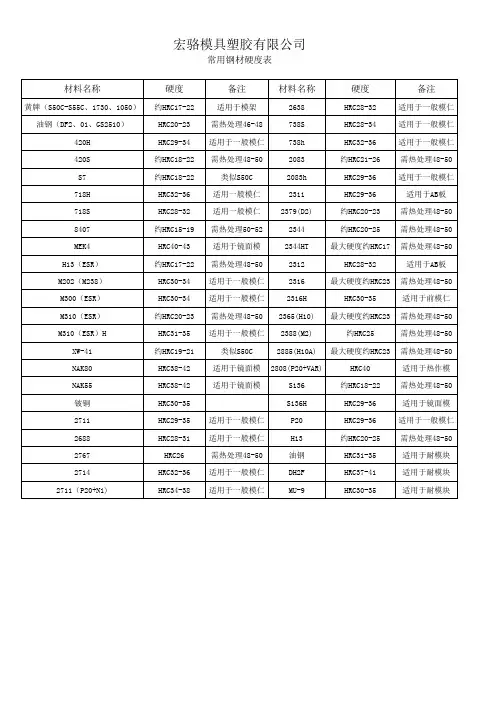
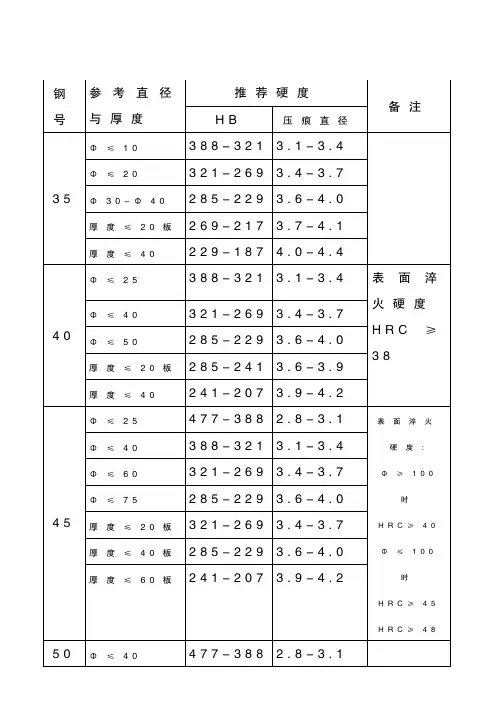
常用钢材热处理硬度值参考表
- 格式:pdf
- 大小:128.18 KB
- 文档页数:2
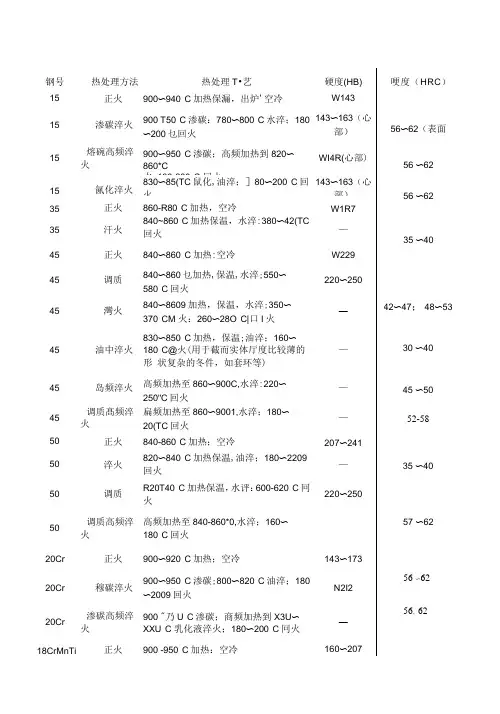
钢号热处理方法热处理T•艺硬度(HB) 15 正火900〜940°C加热保漏,出炉'空冷W14315 渗碳淬火900 T50°C 渗碳:780〜800°C水淬;180〜200乜回火143〜163(心部)15熔碗高频淬火900〜950°C渗碳;高频加热到820〜860*C水180-200°C 回火WI4R(心部)15 氤化淬火830〜85(TC鼠化,油淬;]80〜200°C回火143〜163(心部)35 正火860-R80°C加热,空冷W1R735 汗火840~860°C加热保温,水淬:380〜42(TC回火—45 正火840〜860°C加热:空冷W22945 调质840〜860乜加热,保温,水淬;550〜580°C回火220〜25045 灣火840〜8609加热,保温,水淬;350〜370°CM 火:260〜28O°C|口I火—45 油中淬火830〜850°C加热,保温;油淬;160〜180°C@火(用于截而实体厅度比较薄的形状复杂的冬件,如套环等)—45 岛频淬火高频加热至860〜900C,水淬:220〜250"C回火—45调质髙频淬火扁频加热至860〜9001,水淬;180〜20(TC回火—50 正火840-860°C加热;空冷207〜24150 淬火820〜840°C加热保温,油淬;180〜2209回火—50 调质R20T40°C加热保温,水评:600-620°C 冋火220〜25050调质高频淬火高频加热至840-860*0,水淬;160〜180°C回火20Cr 正火900〜920°C加热;空冷143〜17320Cr 穆碳淬火900〜950°C渗碳;800〜820°C油淬;180〜2009回火N2I220Cr渗碳高频淬火900 "乃U°C渗碳;商频加热到X3U〜XXU°C 乳化液淬火;180〜200°C冋火—18CrMnTi 正火900 -950°C加热:空冷160〜207哽度(HRC)56〜62(表面)56 〜6256 〜6235 〜4042〜47; 48〜5330 〜4045 〜5052-5835 〜4057 〜6256 〜6256、62ISCrMnTi 渗碳淬火 900〜950°C 渗碳;820〜840°C 油淬;180〜200°C 回火240〜300(心部)56 〜6218CrMnTi 渗碳高频淬火 900〜950°C 渗碳;髙频加热到830〜880°C 乳化液淬火;180〜200°C 回火 —56 〜62 40Cr 正火 870〜900°C 加热;空冷179〜229—40Cr 淬火830〜850°C 保温,油淬;350〜370°C回火;180〜200°C 回火— 40〜45; 50〜5540G 调质840〜86(TC 保温,油淬;600〜620°C@火220〜250 — 40Cr 调质高频淬火 离频加热至860〜880°C,乳化液淬火;180〜200C 回火—50 〜55 38CrMoAlA 退火 930〜950°C 保温炉冷W229 — 38CrMoAlA 调质 930〜950°C 保温,油或热水淬;600〜6X(TC 回火 350 — 38CrMoAlA氮化 将调质或正火后的T •件,加热至510〜HV>l000 — T8 退火 750〜770°C 保温后冷至650〜680°C等温,W187 — TX 淬火 760〜780°C 保温,水淬油冷;160〜180°C 回火 — 58 〜63 T10 退火 750〜770°C 保温后冷至6X0〜700°C等温, 随炉冷W197 —T1O 淬火 810〜830°C 保温后,水淬油冷;160〜 ix (rc 回火——T1O 调质 810〜830°C 保温后,水淬油冷;600〜 64(TC 回火200〜230 — T12 退火 750〜770°C 保温后冷至680〜700°C等温,W207 — T12 淬火 810〜830°C 保温,水粹油冷;160〜180°C 回火 —— 61 〜64 T12 调质 810~830°C 保温,水淬油冷;630〜650°C 回火200〜230—9Mn2V 退火 770〜79(TC 保温后随炉冷至3509后空冷W2299Mn2V 淬火 780〜810°C 保温后油冷;]80〜200°C回火;240〜260°C 回火 — 62〜65; 56〜61CrMn 退火 770〜810°C 保温后冷至700〜73(TC等温, 随炉冷 197〜241—CrMn淬火830〜850°C 保温油淬或熔融硝盐if ; 180 〜200°C 回火;320〜360°C 冋火62〜65; 56〜61CrMn 冷处理将淬火后的T•件冷到-801C,硬度可増加HRC1.5〜2(冷处理应不迟于淬火后1小时内进行)—CrWMn 退火770〜790°C保温后冷至6R0〜700°C等温,随炉冷207〜255 —CrWMn 淬火830〜85(TC保温油淬、殓淬或熔融梢盐淬;140 〜160°C 冋火;170 〜200°C 冋火;230〜2809回火—62〜65; 60-62:55 〜60CrWMn冷处理冷却温度为・70°C,硬度可增加HRC0〜1(冷处理应在淬火后1小时内进行)——9SiCr 退火790〜810°C保温后冷至700〜720°C等温、炉冷197〜241 —9SiCr 淬火860〜880°C保温后油淬、殓淬或熔融硝盐淬;140〜160°C回火;160〜1809回火;180〜200°C回火;200〜220°C回火—62〜65; 61〜63;60〜62; 58〜629SiCr 冷处理冷却温度为・70°C,硬度可増加HRC0〜1(冷处理应在淬火后1小时内进行)——W18Cr4V 退火870〜880°C保温后随炉冷207〜255 —W18Cr4V 淬火1260〜13109保温,分级淬火;570°C回火二〜三次—63~66Wl8Cr4V 冷处理冷却温度为・(70〜80°C)(冷处理应在淬火后2小时内进行)———65Mn 退火810〜830°C保温后随炉冷196〜229 —65Mn 淬火790〜820°C 保温油淬;200〜2209回火;370〜400°C回火—55〜60; 42〜485OSi2MnA 淬火860〜880°C保温油淬;400〜4509回火;440〜4609回火—45〜50; 42〜4750CrVA 退火830〜85O°C保温后随炉冷W22550CrVA 淬火840〜860°C保温后油淬;370〜420°C回火—45 〜50 GCrl5 退火790〜8IO°C保温后冷至710〜720°C等温,然后空冷207〜229 ——GCrl5 淬火840〜860°C保温,油淬;180〜2009回火;150〜160°C回火—58〜62; 61 〜65!Crl3 调质1000〜1050°C保温油淬或水淬;520〜560°C回火;580〜620°C|H| 火;630〜660°C|'«l 火260〜330; 21250; 200〜2—。
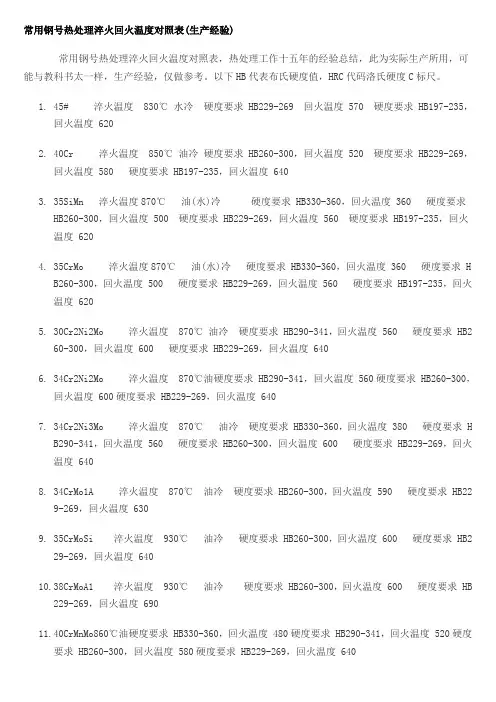
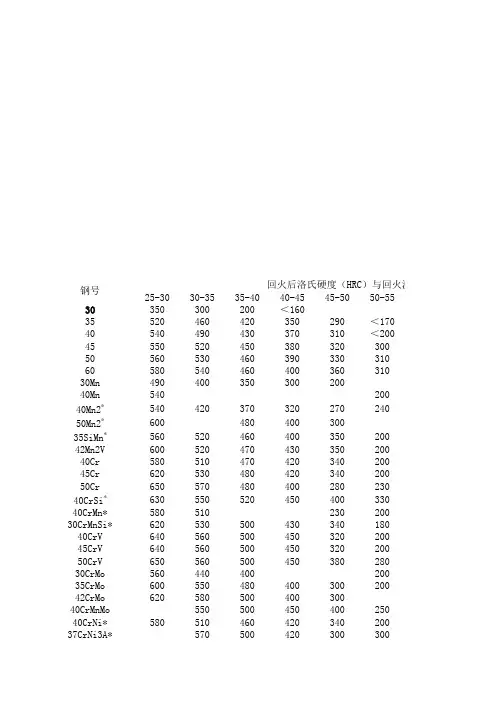
常用钢号热处理淬火回火温度对照表(生产经验)常用钢号热处理淬火回火温度对照表,热处理工作十五年的经验总结,此为实际生产所用,可能与教科书太一样,生产经验,仅做参考。
以下HB代表布氏硬度值,HRC代码洛氏硬度C标尺。
1.45# 淬火温度830℃ 水冷硬度要求 HB229-269 回火温度 570 硬度要求 HB197-235,回火温度 6202.40Cr 淬火温度850℃ 油冷硬度要求 HB260-300,回火温度 520 硬度要求 HB229-269,回火温度 580 硬度要求 HB197-235,回火温度 6403.35SiMn 淬火温度870℃ 油(水)冷硬度要求 HB330-360,回火温度 360 硬度要求HB260-300,回火温度 500 硬度要求 HB229-269,回火温度 560 硬度要求 HB197-235,回火温度 6204.35CrMo 淬火温度870℃ 油(水)冷硬度要求 HB330-360,回火温度 360 硬度要求 HB260-300,回火温度 500 硬度要求 HB229-269,回火温度 560 硬度要求 HB197-235,回火温度 6205.30Cr2Ni2Mo 淬火温度870℃ 油冷硬度要求 HB290-341,回火温度 560 硬度要求 HB260-300,回火温度 600 硬度要求 HB229-269,回火温度 6406.34Cr2Ni2Mo 淬火温度870℃油硬度要求 HB290-341,回火温度 560硬度要求 HB260-300,回火温度 600硬度要求 HB229-269,回火温度 6407.34Cr2Ni3Mo 淬火温度870℃ 油冷硬度要求 HB330-360,回火温度 380 硬度要求 HB290-341,回火温度 560 硬度要求 HB260-300,回火温度 600 硬度要求 HB229-269,回火温度 6408.34CrMo1A 淬火温度870℃油冷硬度要求 HB260-300,回火温度 590 硬度要求 HB229-269,回火温度 6309.35CrMoSi 淬火温度930℃ 油冷硬度要求 HB260-300,回火温度 600 硬度要求 HB229-269,回火温度 64010.38CrMoA1 淬火温度930℃ 油冷硬度要求 HB260-300,回火温度 600 硬度要求 HB229-269,回火温度 69011.40CrMnMo860℃油硬度要求 HB330-360,回火温度 480硬度要求 HB290-341,回火温度 520硬度要求 HB260-300,回火温度 580硬度要求 HB229-269,回火温度 64090-341,回火温度 520 硬度要求 HB260-300,回火温度 580 硬度要求 HB229-269,回火温度 64013.40CrNi2MoA 淬火温度860℃ 油冷硬度要求 HB330-360,回火温度 480 硬度要求 HB290-341,回火温度 520 硬度要求 HB260-300,回火温度 580 硬度要求 HB229-269,回火温度 64014.45CrMnMo 淬火温度860℃ 油冷硬度要求 HB330-360,回火温度 480 硬度要求 HB290-341,回火温度 520 硬度要求 HB260-300,回火温度 580 硬度要求 HB229-269,回火温度 64015.42CrMo4 淬火温度860℃油硬度要求 HB260-300,回火温度 570硬度要求 HB229-269,回火温度 62016.42CrMo 淬火温度860℃ 油冷硬度要求 HB290-341,回火温度 450 硬度要求 HB260-300,回火温度 580,500(齿圈) 硬度要求 HB229-269,回火温度 620 硬度要求 HB197-235,回火温度 65017.40MnB 淬火温度850℃ 油冷硬度要求 HB260-300,回火温度 45018.50Mn 淬火温度830℃ 油(水)冷硬度要求 HB290-341,回火温度 480 硬度要求 HB260-300,回火温度 550 硬度要求 HB229-269,回火温度 60019.50SiMn 淬火温度850℃ 油冷硬度要求 HB260-300,回火温度 600 硬度要求 HB229-269,回火温度 64020.5CrMnMo 淬火温度850℃ 油冷硬度要求 HB290-341,回火温度 560 硬度要求 HB260-300,回火温度 620 硬度要求 HB229-269,回火温度 67021.5CrNiMo 淬火温度850℃ 油冷硬度要求 HB290-341,回火温度 520 硬度要求 HB260-300,回火温度 620 硬度要求 HB229-269,回火温度 67022.55 淬火温度800℃ 油(水)冷硬度要求 HB290-341,回火温度 480 硬度要求 HB260-300,回火温度 560 硬度要求 HB229-269,回火温度 600 硬度要求 HB197-235,回火温度 67023.60CrMnMo 淬火温度850 油冷硬度要求 HB290-341,回火温度 590 硬度要求 HB260-300,回火温度 650 硬度要求 HB229-269,回火温度 670300,回火温度 640 硬度要求 HB229-269,回火温度 670 硬度要求 HB197-235,回火温度71025.GCr9 淬火温度850℃ 油冷硬度要求 HB290-341,回火温度 580 硬度要求 HB260-300,回火温度 640 硬度要求 HB229-269,回火温度 670 硬度要求 HB197-235,回火温度 71026.GCr6 淬火温度840℃ 油冷硬度要求 HB290-341,回火温度 580 硬度要求 HB260-300,回火温度 640 硬度要求 HB229-269,回火温度 670 硬度要求 HB197-235,回火温度 71027.Cr12MoV 淬火温度1100℃ 油冷硬度要求 HB229-269,回火温度 71528.15CrMo 淬火温度880℃ 水空水硬度要求 HB197-235,回火温度 58029.20CrMo 淬火温度880℃ 水空水硬度要求 HB197-235,回火温度 60030.20CrNi 淬火温度880℃ 水空水硬度要求 HB197-235,回火温度 60031.20CrMnMo 淬火温度880℃ 水空水硬度要求 HB197-235,回火温度 60032.1Cr13 淬火温度1050℃ 油冷硬度要求 HB330-360,回火温度 480 硬度要求 HB229-269,回火温度 680 硬度要求 HB197-235,回火温度 71033.2Cr13 淬火温度1050℃ 油冷硬度要求 HB330-360,回火温度 480 硬度要求 HB229-269,回火温度 660 硬度要求 HB197-235,回火温度 69034.3Cr13 淬火温度1050℃ 油冷硬度要求 HB330-360,回火温度 450 硬度要求 HB229-269,回火温度 660 硬度要求 HB197-235,回火温度 69035.4Cr13 淬火温度1050℃ 油冷硬度要求 HB330-360,回火温度 480 硬度要求 HB229-269,回火温度 660 硬度要求 HB197-235,回火温度 69036.50SiMnMoV 淬火温度850℃ 油冷硬度要求 HB260-300,回火温度 640 硬度要求 HB229-269,回火温度 680 硬度要求 HB197-235,回火温度 70037.9Cr2Mo 淬火温度850℃ 油冷硬度要求 HB260-300,回火温度 630 硬度要求 HB229-269,回火温度 66038.37SiMn2MoV 淬火温度870℃ 油冷硬度要求 HB260-300,回火温度 66039.45MnMo 淬火温度870℃ 油冷硬度要求 HB197-235,回火温度 65040.3Cr2W8V 淬火温度1050℃ 油冷(HRC50-54) 600-65041.W18Cr4V 淬火温度1260℃ 油冷(HRC58-60) 560三次回火42.W9Cr4V2 淬火温度1260℃ 油冷(HRC58-60) 560三次回火。
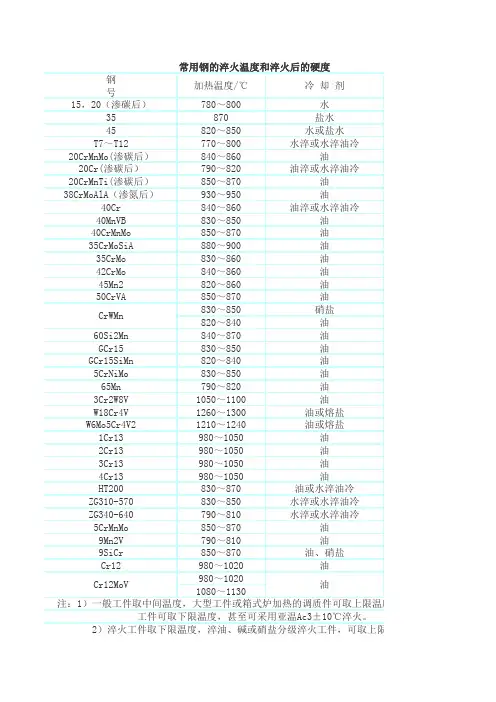
常用钢的淬火温度和淬火后的硬度HRC(洛氏硬度)和HB(布氏硬度)具体区别布式硬度是以一定大小的试验载荷,将一定直径的淬硬钢球或硬质合金球压入被测金属表面,保持规定时间,然后卸荷,测量被测表面压痕直径。
布式硬度值是载荷除以压痕球形表面积所得的商。
洛式硬度是以压痕塑性变形深度来确定硬度值指标。
以0.002毫米作为一个硬度单位。
1.HRC含意是洛式硬度C标尺,HB含意是布式硬度。
2.HRC和HB在生产中的应用都很广泛3.HRC适用范围HRC 20--67,相当于HB225--650若硬度高于此范围则用洛式硬度A标尺HRA。
若硬度低于此范围则用洛式硬度B标尺HRB。
布式硬度上限值HB650,不能高于此值。
4.洛氏硬度计C标尺之压头为顶角120度的金刚石圆锥,试验载荷为一确定值,中国标准是150公斤力。
布氏硬度计之压头为淬硬钢球(HBS)或硬质合金球(HBW),试验载荷随球直径不同而不同,从3000到31.25公斤力。
5.洛式硬度压痕很小,测量值有局部性,须测数点求平均值,适用成品和薄片,归于无损检测一类。
布式硬度压痕较大,测量值准,不适用成品和薄片,一般不归于无损检测一类。
6.洛式硬度的硬度值是一无名数,没有单位。
(因此习惯称洛式硬度为多少度是不正确的。
)布式硬度的硬度值有单位,且和抗拉强度有一定的近似关系。
7.洛式硬度直接在表盘上显示,操作方便,快捷直观,适用于大量生产中。
布式硬度需要用显微镜测量压痕直径,然后查表或计算,操作较繁琐。
8.在一定条件下,HB与HRC可以查表互换。
其心算公式可大概记为:1HRC≈1/10HB。
洛氏硬度(HRC)和布氏硬度(HB)具体区别和换算硬度是衡量材料软硬程度的一个性能指标。
硬度试验的方法较多,原理也不相同,测得的硬度值和含义也不完全一样。
最常用的是静负荷压入法硬度试验,即布氏硬度(HB)、洛氏硬度(HRA,HRB,HRC)、维氏硬度(HV),其值表示材料表面抵抗坚硬物体压入的能力。
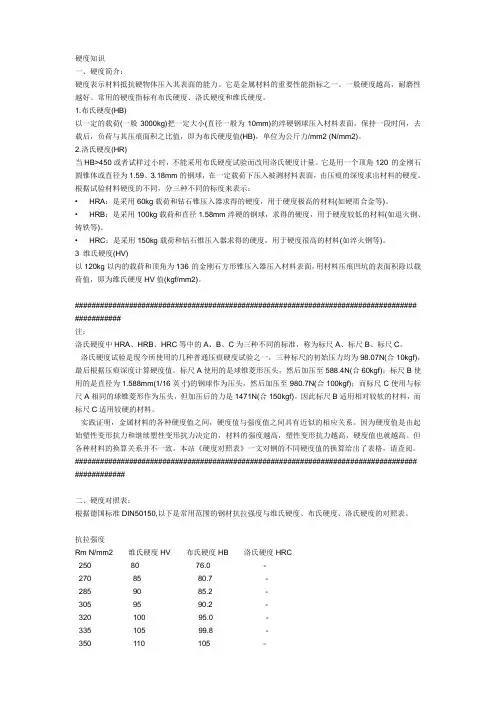
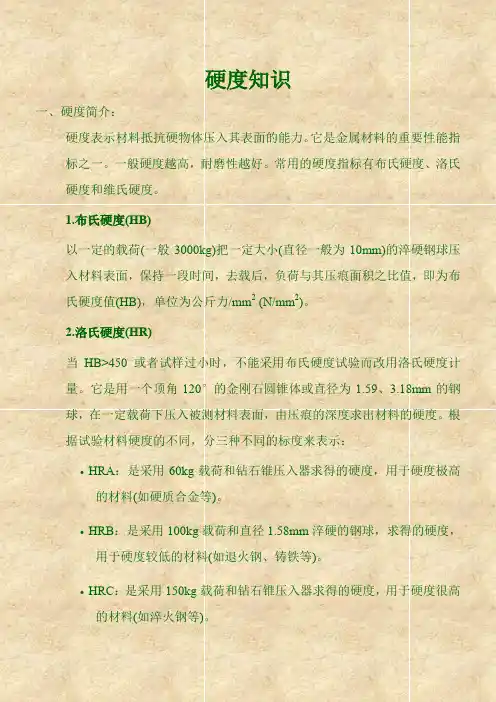
硬度知识一、硬度简介:硬度表示材料抵抗硬物体压入其表面的能力。
它是金属材料的重要性能指标之一。
一般硬度越高,耐磨性越好。
常用的硬度指标有布氏硬度、洛氏硬度和维氏硬度。
1.布氏硬度(HB)以一定的载荷(一般3000kg)把一定大小(直径一般为10mm)的淬硬钢球压入材料表面,保持一段时间,去载后,负荷与其压痕面积之比值,即为布氏硬度值(HB),单位为公斤力/mm2 (N/mm2)。
2.洛氏硬度(HR)当HB>450或者试样过小时,不能采用布氏硬度试验而改用洛氏硬度计量。
它是用一个顶角120°的金刚石圆锥体或直径为1.59、3.18mm的钢球,在一定载荷下压入被测材料表面,由压痕的深度求出材料的硬度。
根据试验材料硬度的不同,分三种不同的标度来表示:•HRA:是采用60kg载荷和钻石锥压入器求得的硬度,用于硬度极高的材料(如硬质合金等)。
•HRB:是采用100kg载荷和直径1.58mm淬硬的钢球,求得的硬度,用于硬度较低的材料(如退火钢、铸铁等)。
•HRC:是采用150kg载荷和钻石锥压入器求得的硬度,用于硬度很高的材料(如淬火钢等)。
3 维氏硬度(HV)以120kg以内的载荷和顶角为136°的金刚石方形锥压入器压入材料表面,用材料压痕凹坑的表面积除以载荷值,即为维氏硬度HV值(kgf/mm2)。
################################################################################## ###########注:洛氏硬度中HRA、HRB、HRC等中的A、B、C为三种不同的标准,称为标尺A、标尺B、标尺C。
洛氏硬度试验是现今所使用的几种普通压痕硬度试验之一,三种标尺的初始压力均为98.07N(合10kgf),最后根据压痕深度计算硬度值。
标尺A使用的是球锥菱形压头,然后加压至588.4N(合60kgf);标尺B使用的是直径为1.588mm(1/16英寸)的钢球作为压头,然后加压至980.7N(合100kgf);而标尺C使用与标尺A相同的球锥菱形作为压头,但加压后的力是1471N(合150kgf)。
钢的热处理及机械性能表机械性能钢号热处理技术要求工艺规范бsN/㎜2бb N/㎜2δs (%)ψ%akJ/cm 2HBSHRS应 用 范 围 举 例表面硬度能达到要求的最大断面寸 ㎜Q235-A热 轧185~235375~46021~26————————用于轻负荷、不受摩擦的地脚螺钉、螺母、垫圈等零件和水槽、油箱、电器柜、防护罩、盖板、托盘等焊接构件。
16Mn热 轧274.5~235460.7-509.919~21————————用于强度较高的焊接构件和磨床砂轮罩壳等热 轧——510-655≥15≥25——≤187——Y30冷 拉——540-825≥6————174-223——用于在自动机上大量加工,强度要求不高的各种紧固件等热 轧——590-735≥14≥20——≤207——Y40Mn冷拉后高温回火——590-785 ≥17————179-229——用于要求切削加工性好、表面粗糙度低,精度为7-9级的丝杠等零件。
YF40M nV不热处理热 轧≥490≥780≥15≥40≥39230-260——用于强度、硬度均与45钢调质状态水平相当。
精度7-9级的丝杠、光杠、轴类等零件。
Th≤131960-1000℃炉冷——————————≤131——用于要求磁导率较高,剩磁较少的电磁铁、电磁吸盘等电器零件。
08Z 910-940℃空冷≥195≥325≥33≥60——————用于深冲、冷作的零件15Z≤143910-940℃空冷≥225≥375≥27≥55≥63.7≤143——用于离心浇铸双金属套的基体材料Z≤187850-870℃空冷≥314≥529≥20≥45≥88≤187用于负荷较小和无耐磨性要求的轴、拉杆、手柄等零件。
不限35C35830-850℃淬火380-420℃回火≥637≥980≥8≥30≥59——35-40用于具有较高强度的螺钉、螺母、销、挡铁、垫圈等各种标准件≤50Z170~217840-860℃空冷≥353≥598≥16≥40≥49170-217——用于负荷不大的轴、丝杠、套筒、齿轮等零件不限45T215820-840℃淬火600-640℃≥54474026.568159200-230——用于要求强度不高的齿轮、蜗杆、丝杠等零件≤804 131 2016机械性能钢号热处理技术要求工艺规范бsN/㎜2бbN/㎜2δs(%)ψ%akJ/cm2HBS HRS应用范围举例表面硬度能达到要求的最大断面尺寸㎜T235820-840℃淬火570-600℃回火60882423.565171220-250——用于承受中等负荷、低速工作的轴、花键套、套、大型定位销等零件250-280T265T285820-840℃淬火530-580℃回火72694118.561156270-300——用于主轴、套筒、花键轴、丝杆、中等模数的齿轮等零件C35810-830℃淬火400-450℃回火≥637≥882≥15≥40≈39——35-40用于具有较高强度的螺钉、螺母、销、垫圈等各种标准件≤80 C42810-830℃淬火350-370℃回火≥980≥1176≥10≥40≥59——42-47用于要求强度、硬度较高、形状简单的离合器、齿轮、轴、销、挡铁等零件≤50 C48810-830℃淬火240-280℃回火≥931≥1176≥6≥22————48-53用于要求强度、硬度、耐磨性较高、且不受冲击的轴、齿轮、卡爪等零件≤30G48T-G48860-900℃淬火180-200℃回火————————————48-53用于小负荷、中等速度工作尺寸较大的齿轮、离合器和大轴零件。
常用HV、HB、HRC硬度对照表,硬度检测到底有多少种?一文看懂常用HV、HB、HRC硬度对照表金属材料的硬度硬度是指材料抵抗局部变形,特别是塑性变形、压痕或划痕的能力。
它是衡量材料软硬的指标。
按测试方法的不同,硬度分为三种类型。
①划痕硬度。
主要用于比较不同矿物的软硬程度,方法是选一根一端硬一端软的棒,将被测材料沿棒划过,根据出现划痕的位置确定被测材料的软硬。
定性地说,硬物体划出的划痕长,软物体划出的划痕短。
②压入硬度。
主要用于金属材料,方法是用一定的载荷将规定的压头压入被测材料,以材料表面局部塑性变形的大小比较被测材料的软硬。
由于压头、载荷以及载荷持续时间的不同,压入硬度有多种,主要是布氏硬度、洛氏硬度、维氏硬度和显微硬度等几种。
③回跳硬度。
主要用于金属材料,方法是使一特制的小锤从一定高度自由下落冲击被测材料的试样,并以试样在冲击过程中储存(继而释放)应变能的多少(通过小锤的回跳高度测定)确定材料的硬度。
金属材料最常见到的布氏硬度、洛氏硬度和维氏硬度属于压入硬度,硬度值表示材料表面抵抗另一物体压入时所引起的塑性变形的能力;回跳法(肖氏、里氏)测量硬度,硬度值代表金属弹性变形功能的大小。
1、布氏硬度 Brinell Hardness用直径D的淬火钢球或硬质合金球作压头,以相应的试验力F压入试件表面,经规定的保持时间后,卸除试验力,得到一直径为d的压痕。
用试验力除以压痕表面积,所得值即为布氏硬度值,符号用HBS或HBW表示。
HBS和HBW的区别是压头的不同。
HBS表示压头为淬硬钢球,用于测定布氏硬度值在450以下的材料,如软钢、灰铸铁和有色金属等。
HBW表示压头为硬质合金,用于测定布氏硬度值在650以下的材料。
同样的试块,当其它试验条件完全相同的情况下,两种试验结果不同,HBW值往往大于HBS值,而且并无定量的规律所循。
2003年以后,我国已经等效采用国际标准,取消了钢球压头,全部采用硬质合金球头。
常用钢号热处理淬火回火温度对照表(生产经验)常用钢号热处理淬火回火温度对照表,热处理工作十五年的经验总结,此为实际生产所用,可能与教科书太一样,生产经验,仅做参考。
以下HB代表布氏硬度值,HRC代码洛氏硬度C标尺。
1.45# 淬火温度830℃ 水冷硬度要求 HB229-269 回火温度 570 硬度要求 HB197-235,回火温度 6202.40Cr 淬火温度850℃ 油冷硬度要求 HB260-300,回火温度 520 硬度要求 HB229-269,回火温度 580 硬度要求 HB197-235,回火温度 6403.35SiMn 淬火温度870℃ 油(水)冷硬度要求 HB330-360,回火温度 360 硬度要求HB260-300,回火温度 500 硬度要求 HB229-269,回火温度 560 硬度要求 HB197-235,回火温度 6204.35CrMo 淬火温度870℃ 油(水)冷硬度要求 HB330-360,回火温度 360 硬度要求 HB260-300,回火温度 500 硬度要求 HB229-269,回火温度 560 硬度要求 HB197-235,回火温度 6205.30Cr2Ni2Mo 淬火温度870℃ 油冷硬度要求 HB290-341,回火温度 560 硬度要求 HB260-300,回火温度 600 硬度要求 HB229-269,回火温度 6406.34Cr2Ni2Mo 淬火温度870℃油硬度要求 HB290-341,回火温度 560硬度要求 HB260-300,回火温度 600硬度要求 HB229-269,回火温度 6407.34Cr2Ni3Mo 淬火温度870℃ 油冷硬度要求 HB330-360,回火温度 380 硬度要求 HB290-341,回火温度 560 硬度要求 HB260-300,回火温度 600 硬度要求 HB229-269,回火温度 6408.34CrMo1A 淬火温度870℃油冷硬度要求 HB260-300,回火温度 590 硬度要求 HB229-269,回火温度 6309.35CrMoSi 淬火温度930℃ 油冷硬度要求 HB260-300,回火温度 600 硬度要求 HB229-269,回火温度 64010.38CrMoA1 淬火温度930℃ 油冷硬度要求 HB260-300,回火温度 600 硬度要求 HB229-269,回火温度 69011.40CrMnMo860℃油硬度要求 HB330-360,回火温度 480硬度要求 HB290-341,回火温度 520硬度要求 HB260-300,回火温度 580硬度要求 HB229-269,回火温度 64012.40CrNiMo 淬火温度860℃ 油冷硬度要求 HB330-360,回火温度 480 硬度要求 HB290-341,回火温度 520 硬度要求 HB260-300,回火温度 580 硬度要求 HB229-269,回火温度 64013.40CrNi2MoA 淬火温度860℃ 油冷硬度要求 HB330-360,回火温度 480 硬度要求 HB290-341,回火温度 520 硬度要求 HB260-300,回火温度 580 硬度要求 HB229-269,回火温度 64014.45CrMnMo 淬火温度860℃ 油冷硬度要求 HB330-360,回火温度 480 硬度要求 HB290-341,回火温度 520 硬度要求 HB260-300,回火温度 580 硬度要求 HB229-269,回火温度 64015.42CrMo4 淬火温度860℃油硬度要求 HB260-300,回火温度 570硬度要求 HB229-269,回火温度 62016.42CrMo 淬火温度860℃ 油冷硬度要求 HB290-341,回火温度 450 硬度要求 HB260-300,回火温度 580,500(齿圈) 硬度要求 HB229-269,回火温度 620 硬度要求 HB197-235,回火温度 65017.40MnB 淬火温度850℃ 油冷硬度要求 HB260-300,回火温度 45018.50Mn 淬火温度830℃ 油(水)冷硬度要求 HB290-341,回火温度 480 硬度要求 HB260-300,回火温度 550 硬度要求 HB229-269,回火温度 60019.50SiMn 淬火温度850℃ 油冷硬度要求 HB260-300,回火温度 600 硬度要求 HB229-269,回火温度 64020.5CrMnMo 淬火温度850℃ 油冷硬度要求 HB290-341,回火温度 560 硬度要求 HB260-300,回火温度 620 硬度要求 HB229-269,回火温度 67021.5CrNiMo 淬火温度850℃ 油冷硬度要求 HB290-341,回火温度 520 硬度要求 HB260-300,回火温度 620 硬度要求 HB229-269,回火温度 670-300,回火温度 560 硬度要求 HB229-269,回火温度 600 硬度要求 HB197-235,回火温度 67023.60CrMnMo 淬火温度850 油冷硬度要求 HB290-341,回火温度 590 硬度要求 HB260-300,回火温度 650 硬度要求 HB229-269,回火温度 67024.GCr15 淬火温度850℃ 油冷硬度要求 HB290-341,回火温度 580 硬度要求 HB260-300,回火温度 640 硬度要求 HB229-269,回火温度 670 硬度要求 HB197-235,回火温度71025.GCr9 淬火温度850℃ 油冷硬度要求 HB290-341,回火温度 580 硬度要求 HB260-300,回火温度 640 硬度要求 HB229-269,回火温度 670 硬度要求 HB197-235,回火温度 71026.GCr6 淬火温度840℃ 油冷硬度要求 HB290-341,回火温度 580 硬度要求 HB260-300,回火温度 640 硬度要求 HB229-269,回火温度 670 硬度要求 HB197-235,回火温度 71027.Cr12MoV 淬火温度1100℃ 油冷硬度要求 HB229-269,回火温度 71528.15CrMo 淬火温度880℃ 水空水硬度要求 HB197-235,回火温度 58029.20CrMo 淬火温度880℃ 水空水硬度要求 HB197-235,回火温度 60030.20CrNi 淬火温度880℃ 水空水硬度要求 HB197-235,回火温度 60031.20CrMnMo 淬火温度880℃ 水空水硬度要求 HB197-235,回火温度 60032.1Cr13 淬火温度1050℃ 油冷硬度要求 HB330-360,回火温度 480 硬度要求 HB229-269,回火温度 680 硬度要求 HB197-235,回火温度 71033.2Cr13 淬火温度1050℃ 油冷硬度要求 HB330-360,回火温度 480 硬度要求 HB229-269,回火温度 660 硬度要求 HB197-235,回火温度 69034.3Cr13 淬火温度1050℃ 油冷硬度要求 HB330-360,回火温度 450 硬度要求 HB229-269,回火温度 660 硬度要求 HB197-235,回火温度 690-269,回火温度 660 硬度要求 HB197-235,回火温度 69036.50SiMnMoV 淬火温度850℃ 油冷硬度要求 HB260-300,回火温度 640 硬度要求 HB229-269,回火温度 680 硬度要求 HB197-235,回火温度 70037.9Cr2Mo 淬火温度850℃ 油冷硬度要求 HB260-300,回火温度 630 硬度要求 HB229-269,回火温度 66038.37SiMn2MoV 淬火温度870℃ 油冷硬度要求 HB260-300,回火温度 66039.45MnMo 淬火温度870℃ 油冷硬度要求 HB197-235,回火温度 65040.3Cr2W8V 淬火温度1050℃ 油冷(HRC50-54) 600-65041.W18Cr4V 淬火温度1260℃ 油冷(HRC58-60) 560三次回火42.W9Cr4V2 淬火温度1260℃ 油冷(HRC58-60) 560三次回火。