常用钢热处理硬度一览表
- 格式:docx
- 大小:21.21 KB
- 文档页数:6
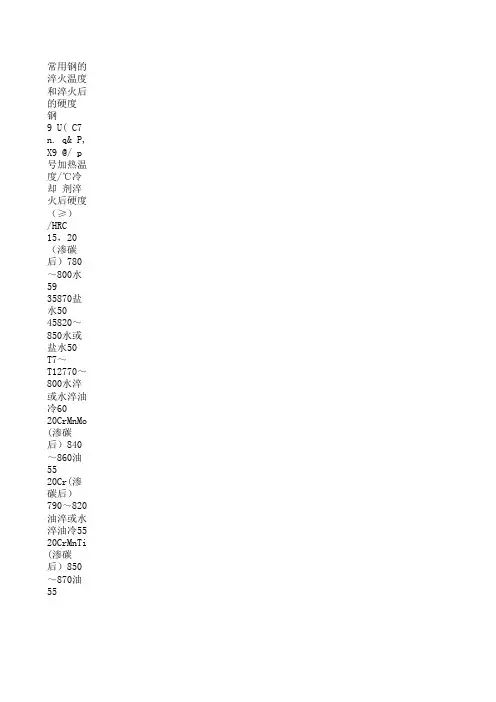
常用钢的淬火温度和淬火后的硬度钢9 U( C7 n. q& P, X9 @/ p号加热温度/℃冷 却 剂淬火后硬度(≥)/HRC15,20(渗碳后)780~800水5935870盐水5045820~850水或盐水50T7~T12770~800水淬或水淬油冷6020CrMnMo(渗碳后)840~860油5520Cr(渗碳后)790~820油淬或水淬油冷5520CrMnTi(渗碳后)850~870油5538CrMoAlA(渗氮后)930~950油5540Cr840~860油淬或水淬油冷5040MnVB830~850油4540CrMnMo850~870油5235CrMoSiA880~900油4535CrMo830~860油4542CrMo840~860油4545Mn2820~860油4550CrVA850~870油52CrWMn830~850硝盐60820~840油6060Si2Mn840~870油60GCr15830~850油60GCr15SiMn820~840油605CrNiMo830~850油5265Mn790~820油553Cr2W8V1050~1100油50W18Cr4V1260~1300油或熔盐63W6Mo5Cr4V21210~1240油或熔盐631Cr13980~1050油352Cr13980~1050油453Cr13980~1050油474Cr13980~1050油52HT200830~870油或水淬油冷45ZG310-570830~850水淬或水淬油冷50ZG340-640790~810水淬或水淬油冷505CrMnMo850~870油529Mn2V790~810油609SiCr850~870油、硝盐60Cr12980~1020油60Cr12MoV980~1020油601080~113042注:1)一般工件取中间温度,大型工件或箱式炉加热的调质件可取上限温度,复杂易变形工件可取下限温度,甚至可采用亚温Ac3±10℃淬火。
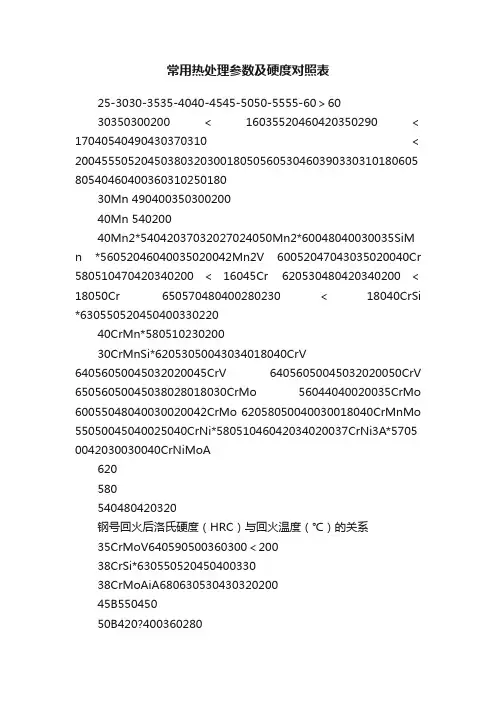
常用热处理参数及硬度对照表25-3030-3535-4040-4545-5050-5555-60>6030350300200<16035520460420350290<17040540490430370310<2004555052045038032030018050560530460390330310180605 8054046040036031025018030Mn 49040035030020040Mn 54020040Mn2*54042037032027024050Mn2*60048040030035SiM n *56052046040035020042Mn2V 60052047043035020040Cr 580510470420340200<16045Cr 620530480420340200<18050Cr 650570480400280230<18040CrSi *63055052045040033022040CrMn*58051023020030CrMnSi*62053050043034018040CrV 64056050045032020045CrV 64056050045032020050CrV 65056050045038028018030CrMo 56044040020035CrMo 60055048040030020042CrMo 62058050040030018040CrMnMo 55050045040025040CrNi*58051046042034020037CrNi3A*5705 0042030030040CrNiMoA620580540480420320钢号回火后洛氏硬度(HRC)与回火温度(℃)的关系35CrMoV640590500360300<20038CrSi*63055052045040033038CrMoAiA68063053043032020045B55045050B420?40036028040MnB*65045040MnVB60046045CrNi*570500430360280230<160 65620550500450380300230706205505004503803102308562055050045038033025065Mn660600520440380300230<170 55SiMn55049060Si2MnA62060055052047042038018050CrMn58050045040033060Si2CrV46042030W4Cr2VAGCr6550500460400300250<200 GCr9550500460410350270<180 GCr15680580530480420380270<180 GCr9SiMn420350280<200 GCr15SiMn480420350280<180 Cr6WV700650600540450250<180T7(A)580530470420370320250T8(A)580530470420370332250 T10(A)580540490430380340250 T12(A)580540490430380340250<160<200<200550-650℃回火9Mn24003402809Mn2V 500400320250Cr26005304804203202309Cr2Mo(W)9SiCr 6706205805204503803001006SiCr 630590530450380280<200Cr 580530480420350280<200SiCr 440370<250CrMn 590540490430340280<180CrWMn 640600540480420350280170Cr12650600520470250 750700650600550Cr12MoV740670620570530380<180700710650610550(二次硬化峰值对应回火温度)W 350300240W?330280220CrW5620550500450400320270<2009CrWMn 620570520470370250<1806SiMnV 6005304704005CrMnMo 580520470380250<2005CrNiMo 700640550450380280<2003Cr2W8V 700630540<2008Cr3610580510440330200Cr4W2MoV 300220W18Cr4V720700680650<200<180700±10,工频淬后,700系调质温度<160550±10℃(三次回火)W9Cr4V2670640W12Mo3Cr4V3Co5SiW12Mo9Cr4VCo8W6Mo5Cr4V2W6Mo5Cr4V3AlW9Cr4V2Co10W10Cr4V5Co51Cr135805505002Cr13600560520450<4003Cr13620600570540<5004Cr13630610580550500<4009Cr185********<150Cr18560300250<2001Cr17Ni2650-700550230-50015/20渗碳后350280220<16015Cr/20Cr渗碳后380330240<18020CrMnTi渗碳后240<18020CrMnMo渗碳后240<18012CrNi4(A)渗碳后40031024018Cr2Ni4W(A)渗碳后240<20020MnTiB渗碳后240<18030CrMnTi渗碳后240<18035CrMnTi<180ZG35ZG45ZG55400340280180参看序号4参看序号6560±10℃(二次或三次回火)550±10℃(三次回火)570±10℃(三次回火)570±10℃(三次回火)ZGMnB 600-650350-400500-550450ZG40Mn ZG40Cr注:3)80号钢的550±10℃二次回火系1030±10℃淬火作热冲模;中下限温度为冷冲模淬火,仅低温回火。
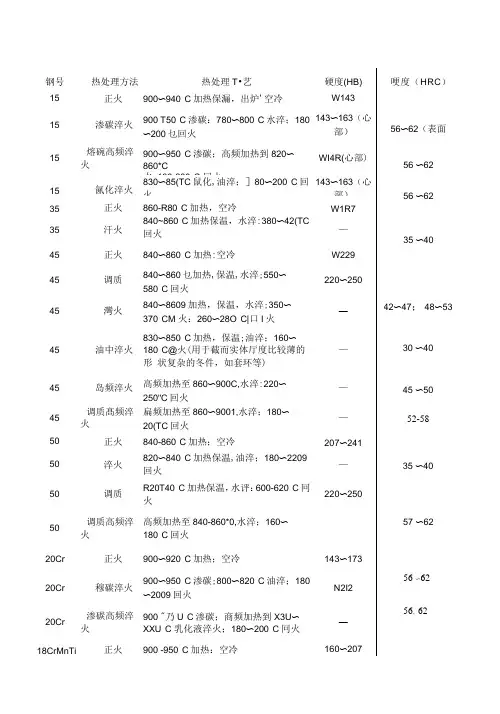
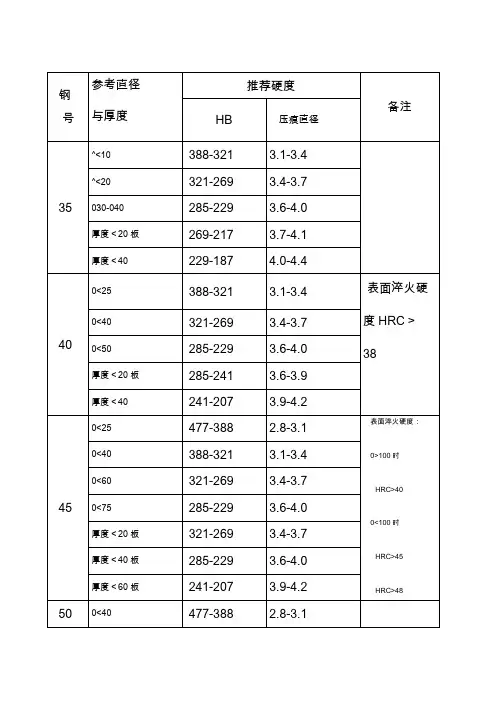
钢号热处理方法热处理T•艺硬度(HB) 15 正火900〜940°C加热保漏,出炉'空冷W14315 渗碳淬火900 T50°C 渗碳:780〜800°C水淬;180〜200乜回火143〜163(心部)15熔碗高频淬火900〜950°C渗碳;高频加热到820〜860*C水180-200°C 回火WI4R(心部)15 氤化淬火830〜85(TC鼠化,油淬;]80〜200°C回火143〜163(心部)35 正火860-R80°C加热,空冷W1R735 汗火840~860°C加热保温,水淬:380〜42(TC回火—45 正火840〜860°C加热:空冷W22945 调质840〜860乜加热,保温,水淬;550〜580°C回火220〜25045 灣火840〜8609加热,保温,水淬;350〜370°CM 火:260〜28O°C|口I火—45 油中淬火830〜850°C加热,保温;油淬;160〜180°C@火(用于截而实体厅度比较薄的形状复杂的冬件,如套环等)—45 岛频淬火高频加热至860〜900C,水淬:220〜250"C回火—45调质髙频淬火扁频加热至860〜9001,水淬;180〜20(TC回火—50 正火840-860°C加热;空冷207〜24150 淬火820〜840°C加热保温,油淬;180〜2209回火—50 调质R20T40°C加热保温,水评:600-620°C 冋火220〜25050调质高频淬火高频加热至840-860*0,水淬;160〜180°C回火20Cr 正火900〜920°C加热;空冷143〜17320Cr 穆碳淬火900〜950°C渗碳;800〜820°C油淬;180〜2009回火N2I220Cr渗碳高频淬火900 "乃U°C渗碳;商频加热到X3U〜XXU°C 乳化液淬火;180〜200°C冋火—18CrMnTi 正火900 -950°C加热:空冷160〜207哽度(HRC)56〜62(表面)56 〜6256 〜6235 〜4042〜47; 48〜5330 〜4045 〜5052-5835 〜4057 〜6256 〜6256、62ISCrMnTi 渗碳淬火 900〜950°C 渗碳;820〜840°C 油淬;180〜200°C 回火240〜300(心部)56 〜6218CrMnTi 渗碳高频淬火 900〜950°C 渗碳;髙频加热到830〜880°C 乳化液淬火;180〜200°C 回火 —56 〜62 40Cr 正火 870〜900°C 加热;空冷179〜229—40Cr 淬火830〜850°C 保温,油淬;350〜370°C回火;180〜200°C 回火— 40〜45; 50〜5540G 调质840〜86(TC 保温,油淬;600〜620°C@火220〜250 — 40Cr 调质高频淬火 离频加热至860〜880°C,乳化液淬火;180〜200C 回火—50 〜55 38CrMoAlA 退火 930〜950°C 保温炉冷W229 — 38CrMoAlA 调质 930〜950°C 保温,油或热水淬;600〜6X(TC 回火 350 — 38CrMoAlA氮化 将调质或正火后的T •件,加热至510〜HV>l000 — T8 退火 750〜770°C 保温后冷至650〜680°C等温,W187 — TX 淬火 760〜780°C 保温,水淬油冷;160〜180°C 回火 — 58 〜63 T10 退火 750〜770°C 保温后冷至6X0〜700°C等温, 随炉冷W197 —T1O 淬火 810〜830°C 保温后,水淬油冷;160〜 ix (rc 回火——T1O 调质 810〜830°C 保温后,水淬油冷;600〜 64(TC 回火200〜230 — T12 退火 750〜770°C 保温后冷至680〜700°C等温,W207 — T12 淬火 810〜830°C 保温,水粹油冷;160〜180°C 回火 —— 61 〜64 T12 调质 810~830°C 保温,水淬油冷;630〜650°C 回火200〜230—9Mn2V 退火 770〜79(TC 保温后随炉冷至3509后空冷W2299Mn2V 淬火 780〜810°C 保温后油冷;]80〜200°C回火;240〜260°C 回火 — 62〜65; 56〜61CrMn 退火 770〜810°C 保温后冷至700〜73(TC等温, 随炉冷 197〜241—CrMn淬火830〜850°C 保温油淬或熔融硝盐if ; 180 〜200°C 回火;320〜360°C 冋火62〜65; 56〜61CrMn 冷处理将淬火后的T•件冷到-801C,硬度可増加HRC1.5〜2(冷处理应不迟于淬火后1小时内进行)—CrWMn 退火770〜790°C保温后冷至6R0〜700°C等温,随炉冷207〜255 —CrWMn 淬火830〜85(TC保温油淬、殓淬或熔融梢盐淬;140 〜160°C 冋火;170 〜200°C 冋火;230〜2809回火—62〜65; 60-62:55 〜60CrWMn冷处理冷却温度为・70°C,硬度可增加HRC0〜1(冷处理应在淬火后1小时内进行)——9SiCr 退火790〜810°C保温后冷至700〜720°C等温、炉冷197〜241 —9SiCr 淬火860〜880°C保温后油淬、殓淬或熔融硝盐淬;140〜160°C回火;160〜1809回火;180〜200°C回火;200〜220°C回火—62〜65; 61〜63;60〜62; 58〜629SiCr 冷处理冷却温度为・70°C,硬度可増加HRC0〜1(冷处理应在淬火后1小时内进行)——W18Cr4V 退火870〜880°C保温后随炉冷207〜255 —W18Cr4V 淬火1260〜13109保温,分级淬火;570°C回火二〜三次—63~66Wl8Cr4V 冷处理冷却温度为・(70〜80°C)(冷处理应在淬火后2小时内进行)———65Mn 退火810〜830°C保温后随炉冷196〜229 —65Mn 淬火790〜820°C 保温油淬;200〜2209回火;370〜400°C回火—55〜60; 42〜485OSi2MnA 淬火860〜880°C保温油淬;400〜4509回火;440〜4609回火—45〜50; 42〜4750CrVA 退火830〜85O°C保温后随炉冷W22550CrVA 淬火840〜860°C保温后油淬;370〜420°C回火—45 〜50 GCrl5 退火790〜8IO°C保温后冷至710〜720°C等温,然后空冷207〜229 ——GCrl5 淬火840〜860°C保温,油淬;180〜2009回火;150〜160°C回火—58〜62; 61 〜65!Crl3 调质1000〜1050°C保温油淬或水淬;520〜560°C回火;580〜620°C|H| 火;630〜660°C|'«l 火260〜330; 21250; 200〜2—。
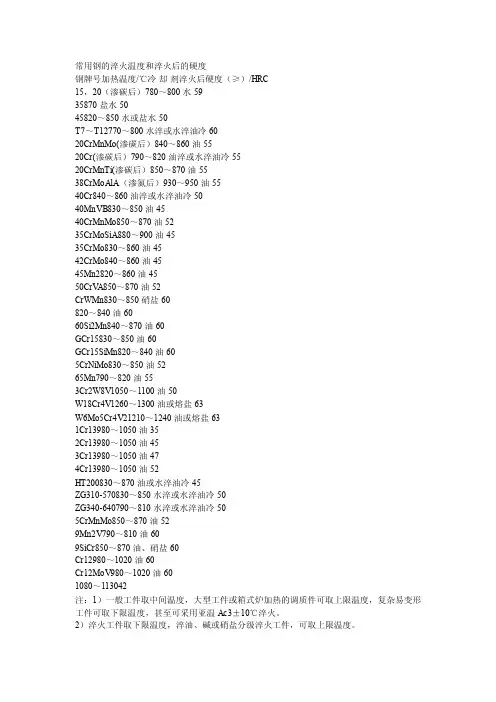
常用钢的淬火温度和淬火后的硬度钢牌号加热温度/℃冷却剂淬火后硬度(≥)/HRC15,20(渗碳后)780~800水5935870盐水5045820~850水或盐水50T7~T12770~800水淬或水淬油冷6020CrMnMo(渗碳后)840~860油5520Cr(渗碳后)790~820油淬或水淬油冷5520CrMnTi(渗碳后)850~870油5538CrMoAlA(渗氮后)930~950油5540Cr840~860油淬或水淬油冷5040MnVB830~850油4540CrMnMo850~870油5235CrMoSiA880~900油4535CrMo830~860油4542CrMo840~860油4545Mn2820~860油4550CrV A850~870油52CrWMn830~850硝盐60820~840油6060Si2Mn840~870油60GCr15830~850油60GCr15SiMn820~840油605CrNiMo830~850油5265Mn790~820油553Cr2W8V1050~1100油50W18Cr4V1260~1300油或熔盐63W6Mo5Cr4V21210~1240油或熔盐631Cr13980~1050油352Cr13980~1050油453Cr13980~1050油474Cr13980~1050油52HT200830~870油或水淬油冷45ZG310-570830~850水淬或水淬油冷50ZG340-640790~810水淬或水淬油冷505CrMnMo850~870油529Mn2V790~810油609SiCr850~870油、硝盐60Cr12980~1020油60Cr12MoV980~1020油601080~113042注:1)一般工件取中间温度,大型工件或箱式炉加热的调质件可取上限温度,复杂易变形工件可取下限温度,甚至可采用亚温Ac3±10℃淬火。
2)淬火工件取下限温度,淬油、碱或硝盐分级淬火工件,可取上限温度。
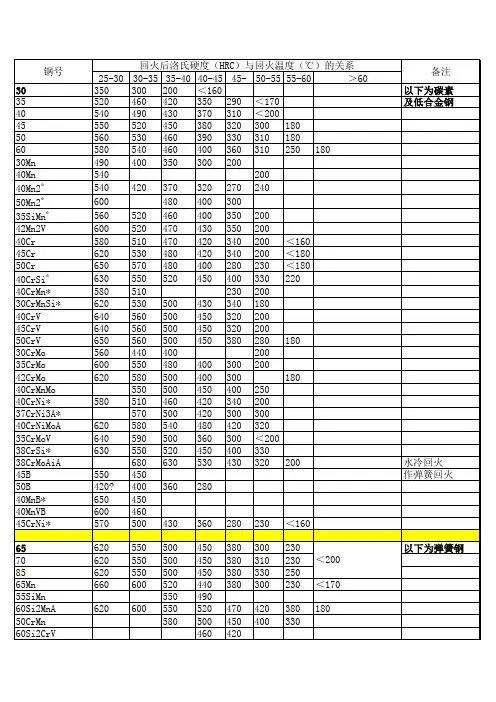

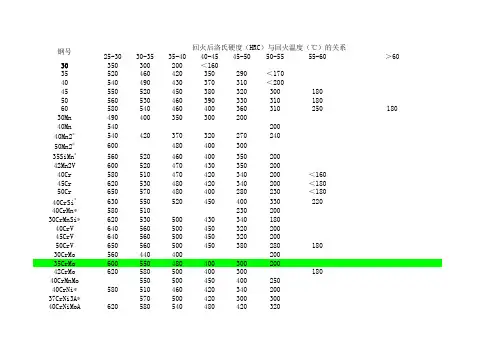
25-3030-3535-4040-4545-5050-5555-60>6030350300200<16035520460420350290<17040540490430370310<20045550520450380320300180505605304603903303101806058054046040036031025018030Mn 49040035030020040Mn 54020040Mn2*54042037032027024050Mn2*60048040030035SiMn *56052046040035020042Mn2V 60052047043035020040Cr 580510470420340200<16045Cr 620530480420340200<18050Cr 650570480400280230<18040CrSi *63055052045040033022040CrMn*58051023020030CrMnSi*62053050043034018040CrV 64056050045032020045CrV 64056050045032020050CrV 65056050045038028018030CrMo 56044040020035CrMo 60055048040030020042CrMo 62058050040030018040CrMnMo 55050045040025040CrNi*58051046042034020037CrNi3A*57050042030030040CrNiMoA620580540480420320钢号回火后洛氏硬度(HRC)与回火温度(℃)的关系35CrMoV 640590500360300<20038CrSi*63055052045040033038CrMoAiA68063053043032020045B 55045050B 420?40036028040MnB*65045040MnVB 60046045CrNi*570500430360280230<16065620550500450380300230706205505004503803102308562055050045038033025065Mn 660600520440380300230<17055SiMn 55049060Si2MnA 62060055052047042038018050CrMn 58050045040033060Si2CrV 46042030W4Cr2VA GCr6550500460400300250<200GCr9550500460410350270<180GCr15680580530480420380270<180GCr9SiMn 420350280<200GCr15SiMn 480420350280<180Cr6WV 700650600540450250<180T7(A)580530470420370320250T8(A)580530470420370332250T10(A)580540490430380340250T12(A)580540490430380340250<200<160<200550-650℃回火9Mn24003402809Mn2V 500400320250Cr26005304804203202309Cr2Mo(W)9SiCr 6706205805204503803001006SiCr 630590530450380280<200Cr 580530480420350280<200SiCr 440370<250CrMn 590540490430340280<180CrWMn 640600540480420350280170Cr12650600520470250 750700650600550Cr12MoV740670620570530380<180700710650610550(二次硬化峰值对应回火温度)W 350300240W?330280220CrW5620550500450400320270<2009CrWMn 620570520470370250<1806SiMnV 6005304704005CrMnMo 580520470380250<2005CrNiMo 700640550450380280<2003Cr2W8V 700630540<2008Cr3610580510440330200Cr4W2MoV 300220W18Cr4V720700680650<200<180<160550±10℃(三次回火)700±10,工频淬后,700系调质温度W9Cr4V2670640W12Mo3Cr4V3Co5Si W12Mo9Cr4VCo8W6Mo5Cr4V2W6Mo5Cr4V3Al W9Cr4V2Co10W10Cr4V5Co51Cr135805505002Cr13600560520450<4003Cr13620600570540<5004Cr13630610580550500<4009Cr185********<150Cr18560300250<2001Cr17Ni2650-700550230-50015/20渗碳后350280220<16015Cr/20Cr渗碳后380330240<18020CrMnTi渗碳后240<18020CrMnMo渗碳后240<18012CrNi4(A)渗碳后40031024018Cr2Ni4W(A)渗碳后240<20020MnTiB渗碳后240<18030CrMnTi渗碳后240<18035CrMnTi<180ZG35ZG45ZG55400340280180550±10℃(三次回火)参看序号4参看序号6570±10℃(三次回火)570±10℃(三次回火)560±10℃(二次或三次回火)ZGMnB600-650350-400500-550450 ZG40MnZG40Cr注:3)80号钢的550±10℃二次回火系1030±10℃淬火作热冲模;中下限温度为冷冲模淬火,仅低温回火。
常用热处理参数及硬度对照表郑州英福伦高频感应加热设备有限25-3030-3535-4040-4545-5050-5530350300200<16035520460420350290<17040540490430370310<2004555052045038032030050560530460390330310605805404 6040036031030Mn 49040035030020040Mn 54020040Mn2*54042037032027024050Mn2*60048040030035SiM n *56052046040035020042Mn2V 60052047043035020040Cr 58051047042034020045Cr 62053048042034020050Cr 65057048040028023040CrSi *63055052045040033040CrMn*58051023020030CrMnSi*62053050043034018040CrV 64056050045032020045CrV 64056050045032020050CrV 65056050045038028030CrMo 56044040020035CrMo 60055048040030020042CrMo 62058050040030040CrMnMo 55050045040025040CrNi*58051046042034020037CrNi3A*5705 0042030030040CrNiMoA 62058054048042032035CrMoV 640590500360300<20038CrSi*63055052045040033038CrMoAiA68063053043032045B 55045050B 420?40036028040MnB*65045040MnVB60046045CrNi*5705004303602802306562055050045038030070 6205505004503803108562055050045038033065Mn 66060052044038030055SiMn 55049060Si2MnA620600550520470420钢号回火后洛氏硬度(HRC)与回火温度50CrMn 58050045040060Si2CrV 46042030W4Cr2VAGCr6550500460400300GCr9550500460410350GCr15680 580530480420380GCr9SiMn 420350GCr15SiMn 480420350Cr6WV700650600540450T7(A)580530470420370320T8(A)5805304704 20370332T10(A)580540490430380340T12(A)5805404904303803409Mn24003409Mn2V 500400320Cr26005304804203209Cr2Mo(W)9SiCr 6706205805204503806SiCr 630590530450380Cr 580530480420350SiCr 440CrMn 590540490430340CrWMn 640600540480420350Cr12650600520470250750700650600550 Cr12MoV740670620570530700710650610W 350300W?330280CrW56205505004504003209CrWMn 6205705204703706SiMnV 6005304704005CrMnMo 5805204703802505CrNiMo 700 6405504503802803Cr2W8V 700630540<2008Cr3610580510440330Cr4W2MoV W18Cr4V 720700680W9Cr4V2670W12Mo3Cr4V3Co5SiW12Mo9Cr4VCo8W6Mo5Cr4V2W6Mo5Cr4V3Al700±10,工频淬后,700系调550-650℃回火W9Cr4V2Co10W10Cr4V5Co51Cr135805505002Cr13600560 520450<4003Cr13620600570540<5004Cr13630610580550500<4009Cr18580320Cr185603001Cr17Ni2650-700550230-50015/20渗碳后35028015Cr/20Cr渗碳后38033020CrMnTi渗碳后20CrMnMo渗碳后12CrNi4(A)渗碳后400310 18Cr2Ni4W(A)渗碳后20MnTiB渗碳后30CrMnTi渗碳后35CrMnTiZG35ZG45ZG55400340280ZGMnB 600-650350-400500-550450ZG40Mn ZG40Cr注:1)有“*”者表示回火脆性较大,通常不在250-400℃间回火;2)回火温度依硬度要求的中值偏上而定;3)80号钢的550±10℃二次回火系1030±10℃淬火作热冲模;中下限温度参看序号4参看序号6参看序号10参看序号15备有限公司技术部经理李亮 159********55-60>60以下为碳素及低合金钢180180250180<160<180<180220180180200水冷回火作弹簧回火<160230以下为弹簧钢230250230<170380180备注<200火温度(℃)的关系330250<200以下为轴承钢270<180270<180280<200280<180250<180以下为工具钢250、模具钢250250250280250230300100280<200280<200370<250280<180280170 <1000℃淬火>1000℃淬火380<180960-1030℃淬火550(二次硬化峰值1050-1130℃淬火对应回火温度)240220270<200250<180<200<200200300220550±10二次作热冲模650以下为高速钢640570±10℃(三次回火)00系调质温度<160550±10℃(三次回火)<160<200<180回火以下为不锈钢220<150250<200220<160以下为渗碳钢240<180240<180240<180240240<200240<180240<180<180以下为铸钢180560±10℃(二次或三次回火)4605。