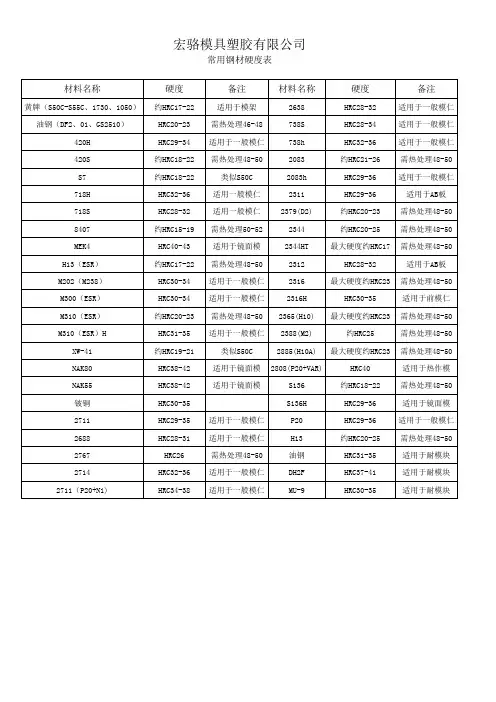
常用钢材淬火硬度表
- 格式:xls
- 大小:16.00 KB
- 文档页数:5
一、硬度简介硬度表示材料抵抗硬物体压入其表面的能力。
它是金属材料的重要性能指标之一。
一般硬度越高,耐磨性越好。
常用的硬度指标有布氏硬度、洛氏硬度和维氏硬度。
1. 布氏硬度(HB)以一定的载荷(一般3000kg)把一定大小(直径一般为10mm)的淬硬钢球压入材料表面,保持一段时间,去载后,负荷与其压痕面积之比值,即为布氏硬度值(HB),单位为公斤力/mm2 (N/mm2)。
2. 洛氏硬度(HR)当HB>450或者试样过小时,不能采用布氏硬度试验而改用洛氏硬度计量。
它是用一个顶角120°的金刚石圆锥体或直径为1.59、3.18mm的钢球,在一定载荷下压入被测材料表面,由压痕的深度求出材料的硬度。
根据试验材料硬度的不同,分三种不同的标度来表示:•HRA:是采用60kg载荷和钻石锥压入器求得的硬度,用于硬度极高的材料(如硬质合金等)。
•HRB:是采用100kg载荷和直径1.58mm淬硬的钢球,求得的硬度,用于硬度较低的材料(如退火钢、铸铁等)。
•HRC:是采用150kg载荷和钻石锥压入器求得的硬度,用于硬度很高的材料(如淬火钢等)。
3. 维氏硬度(HV)以120kg以内的载荷和顶角为136°的金刚石方形锥压入器压入材料表面,用材料压痕凹坑的表面积除以载荷值,即为维氏硬度HV值(kgf/mm2)。
注:洛氏硬度中HRA、HRB、HRC等中的A、B、C为三种不同的标准,称为标尺A、标尺B、标尺C。
洛氏硬度试验是现今所使用的几种普通压痕硬度试验之一,三种标尺的初始压力均为98.07N(合10kgf),最后根据压痕深度计算硬度值。
标尺A使用的是球锥菱形压头,然后加压至588.4N(合60kgf);标尺B使用的是直径为1.588mm(1/16英寸)的钢球作为压头,然后加压至980.7N(合100kgf);而标尺C使用与标尺A相同的球锥菱形作为压头,但加压后的力是1471N(合150kgf)。
硬度知识一、硬度简介:硬度表示材料抵抗硬物体压入其表面的能力。
它是金属材料的重要性能指标之一。
一般硬度越高,耐磨性越好。
常用的硬度指标有布氏硬度、洛氏硬度和维氏硬度。
1.布氏硬度(HB)以一定的载荷(一般3000kg)把一定大小(直径一般为10mm)的淬硬钢球压入材料表面,保持一段时间,去载后,负荷与其压痕面积之比值,即为布氏硬度值(HB),单位为公斤力/mm2 (N/mm2)。
2.洛氏硬度(HR)当HB>450或者试样过小时,不能采用布氏硬度试验而改用洛氏硬度计量。
它是用一个顶角120°的金刚石圆锥体或直径为1.59、3.18mm的钢球,在一定载荷下压入被测材料表面,由压痕的深度求出材料的硬度。
根据试验材料硬度的不同,分三种不同的标度来表示:∙HRA:是采用60kg载荷和钻石锥压入器求得的硬度,用于硬度极高的材料(如硬质合金等)。
∙HRB:是采用100kg载荷和直径1.58mm淬硬的钢球,求得的硬度,用于硬度较低的材料(如退火钢、铸铁等)。
∙HRC:是采用150kg载荷和钻石锥压入器求得的硬度,用于硬度很高的材料(如淬火钢等)。
3 维氏硬度(HV)以120kg以内的载荷和顶角为136°的金刚石方形锥压入器压入材料表面,用材料压痕凹坑的表面积除以载荷值,即为维氏硬度HV值(kgf/mm2)。
############################################################################################# 注:洛氏硬度中HRA、HRB、HRC等中的A、B、C为三种不同的标准,称为标尺A、标尺B、标尺C。
洛氏硬度试验是现今所使用的几种普通压痕硬度试验之一,三种标尺的初始压力均为98.07N(合10kgf),最后根据压痕深度计算硬度值。
标尺A使用的是球锥菱形压头,然后加压至588.4N(合60kgf);标尺B使用的是直径为1.588mm(1/16英寸)的钢球作为压头,然后加压至980.7N(合100kgf);而标尺C使用与标尺A相同的球锥菱形作为压头,但加压后的力是1471N(合150kgf)。
硬度表示材料抵抗硬物体压入其表面的能力。
它是金属材料的重要性能指标之一。
一般硬度越高,耐磨性越好。
常用的硬度指标有布氏硬度、洛氏硬度和维氏硬度。
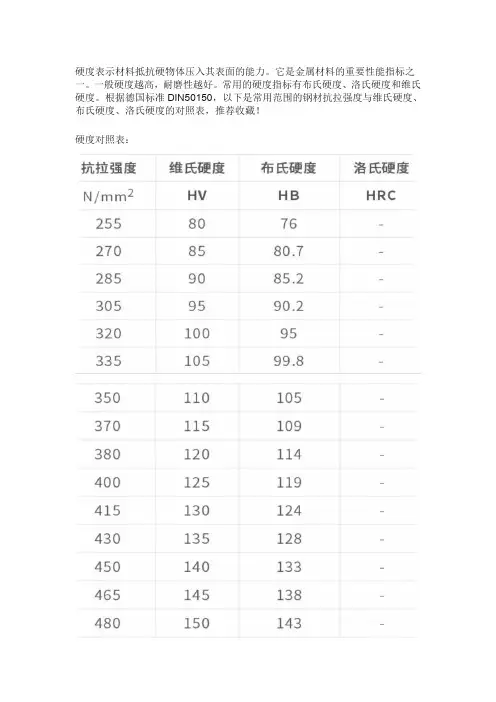
根据德国标准DIN50150,以下是常用范围的钢材抗拉强度与维氏硬度、布氏硬度、洛氏硬度的对照表,推荐收藏!硬度对照表:本表数据来自德国标准DIN5015001布氏硬度(HB)以一定的载荷(一般3000kg)把一定大小(直径一般为10mm)的淬硬钢球压入材料表面,保持一段时间,去载后,负荷与其压痕面积之比值,即为布氏硬度值(HB),单位为公斤力/mm2(N/mm2)。
HBS和HBW的区别是压头的不同。
HBS表示压头为淬硬钢球,用于测定布氏硬度值在450以下的材料,如软钢、灰铸铁和有色金属等。
HBW表示压头为硬质合金,用于测定布氏硬度值在650以下的材料。
同样的试块,当其它试验条件完全相同的情况下,两种试验结果不同,HBW值往往大于HBS值,而且并无定量的规律所循。
2003年以后,我国已经等效采用国际标准,取消了钢球压头,全部采用硬质合金球头。
因此HBS停止使用,全部用HBW表示布氏硬度符号。
很多时候布氏硬度仅用HB表示,指的就是HBW。
不过在文献论文中HBS仍时有所见。
布氏硬度测量法适用于铸铁、非铁合金、各种退火及调质的钢材,不宜测定太硬、太小、太薄和表面不允许有较大压痕的试样或工件。
02洛氏硬度(HR)当HB>450或者试样过小时,不能采用布氏硬度试验而改用洛氏硬度计量。
它是用一个顶角120°的金刚石圆锥体或直径为1.59、3.18mm的钢球,在一定载荷下压入被测材料表面,由压痕的深度求出材料的硬度。
根据试验材料硬度的不同,分三种不同的标度来表示。
HRA:是采用60kg载荷和钻石锥压入器求得的硬度,用于硬度极高的材料(如硬质合金等)。
HRB:是采用100kg载荷和直径1.58mm淬硬的钢球,求得的硬度,用于硬度较低的材料(如退火钢、铸铁等)。
调质处理后的钢硬度通常在HRC20~HRC55之间,具体数值取决于钢材的牌号和调质工艺。
调质是一种热处理过程,它包括淬火和随后的高温回火两个主要步骤。
这种处理旨在使钢材获得良好的综合力学性能,即既有较高的强度,又有优良的韧性、塑性以及切削性能。
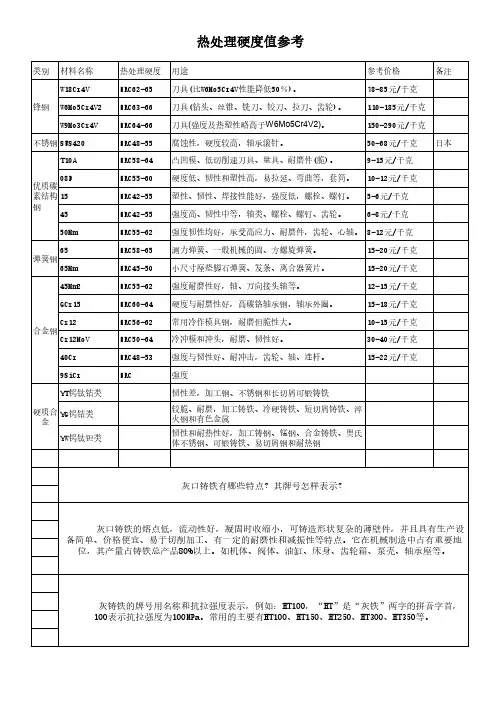
以下是一些常见调质钢的硬度信息:
1. 45号钢:45号钢调质硬度通常在HRC20~HRC30之间,而淬火后的硬度可以达到HRC55~58,甚至极限情况下可达HRC62。
但实际应用中的最高硬度推荐为HRC55(高频淬火HRC58)。
淬火后没有回火之前,硬度大于HRC55被认为是合格的。
2. 其他调质钢:除了45号钢以外,大多数调质钢为中碳合金结构,其屈服强度在490~1200Mpa之间。
对于以焊接性能为要求较高的调质钢,一般采用低碳合金结构钢,屈服强度在490~800Mpa之间。
还有少数沉淀硬化型调质钢,其屈服强度可达到1400Mpa以上,属于高强度和超高强度调质钢。
3. 工件截面的影响:大型截面的工件在调质处理后可能硬度会低一些,但不应低于HRC48。
如果硬度低于这个值,可能意味着工件未得到完全淬火,组织中可能出现索氏体甚至铁素体组织,这种组织即使在回火后也会保留在基体中,无法达到调质的预期效果。
综上所述,调质钢的硬度范围广泛,需要根据具体的应用和材料特性来确定合适的硬度值。

一、不锈钢440-C:美国制之优质不锈钢材, 含铬量高达16-18%。
最初被应用於外科手术刀具及船舶业, 耐蚀性及耐恴能力极强。
现更广泛应用於手制刀及优质厂制刀具。
含碳量约1%(440系分A, B, C, 及F级; C级及F级含碳量最高则较少) 经熟处理後可达HRc58之硬度。
154CM:美国制之优质不锈钢材, 铬含量达15%, 钼含量达4%; 故定名为154CM。
乃近代手制刀之一代宗师R.W s 率先所采用。
加工性极优, 耐蚀性, 刀锋耐损性及韧性皆强, 但售价较高, 故只见被应用於手制刀具。
含碳量经热处理後可达HRc60~61之硬度。
ATS-34 : 日本“日立金属工业”针对美制154CM 而开发之优质不锈钢份与154CM相近, 而各方面之性能皆达至154CM之标准, 且犹有过之, 但价格则较廉, 被业内认定为最佳刀一, 现已成为手制及优质厂制刀具应用之主流。
经热处理後可达HRc60~61硬度。
ATS-34:日本“日立金属工业”针对美制154CM 而开发之优质不锈钢, 用料和成份与154CM相近, 而各方面之性能4CM之标准, 且犹有过之, 但价格则较廉, 被业内认定为最佳刀具钢材之一, 现已成为手制及优质厂制刀具应经热处理後可达HRc60~61硬度。
AUS8(8A):日本“爱知制钢” 所开发之优质不锈钢材, 耐蚀性, 刀锋耐损性及韧性皆达优异水平, 多被应用於日本制之具。
AUS 钢种分为10A (含碳量约1%), 8A (含量0.8%) 及6A (含碳量约0.6%) 三种。
8A 经热处理後HR 硬度。
D2:金属机械加工用之耐磨工具钢材D2, 属风硬钢(Air-Hardening steel) ; 被广泛应用砍伐刀或猎刀次制作高达1.5%, 含铬量亦高达11.5%, 经热处理後可达HRc60之硬度, 但相对地廷展性(韧性)较弱, 耐锈能力亦不材表面亦难作镜面磨光处理。
Hi-Speed Tool Steel (高速工具钢):高度加工制成成之工具钢材, 含碳量高, 而含铬量则低(约4%), 故打磨钢材表面之光泽较暗, 经热处理後2之高硬度, 但耐锈性能不甚佳。
钢的热处理及机械性能表机械性能钢号热处理技术要求工艺规范бsN/㎜2бb N/㎜2δs (%)ψ%akJ/cm 2HBSHRS应 用 范 围 举 例表面硬度能达到要求的最大断面寸 ㎜Q235-A热 轧185~235375~46021~26————————用于轻负荷、不受摩擦的地脚螺钉、螺母、垫圈等零件和水槽、油箱、电器柜、防护罩、盖板、托盘等焊接构件。
16Mn热 轧274.5~235460.7-509.919~21————————用于强度较高的焊接构件和磨床砂轮罩壳等热 轧——510-655≥15≥25——≤187——Y30冷 拉——540-825≥6————174-223——用于在自动机上大量加工,强度要求不高的各种紧固件等热 轧——590-735≥14≥20——≤207——Y40Mn冷拉后高温回火——590-785 ≥17————179-229——用于要求切削加工性好、表面粗糙度低,精度为7-9级的丝杠等零件。
YF40M nV不热处理热 轧≥490≥780≥15≥40≥39230-260——用于强度、硬度均与45钢调质状态水平相当。
精度7-9级的丝杠、光杠、轴类等零件。
Th≤131960-1000℃炉冷——————————≤131——用于要求磁导率较高,剩磁较少的电磁铁、电磁吸盘等电器零件。
08Z 910-940℃空冷≥195≥325≥33≥60——————用于深冲、冷作的零件15Z≤143910-940℃空冷≥225≥375≥27≥55≥63.7≤143——用于离心浇铸双金属套的基体材料Z≤187850-870℃空冷≥314≥529≥20≥45≥88≤187用于负荷较小和无耐磨性要求的轴、拉杆、手柄等零件。
不限35C35830-850℃淬火380-420℃回火≥637≥980≥8≥30≥59——35-40用于具有较高强度的螺钉、螺母、销、挡铁、垫圈等各种标准件≤50Z170~217840-860℃空冷≥353≥598≥16≥40≥49170-217——用于负荷不大的轴、丝杠、套筒、齿轮等零件不限45T215820-840℃淬火600-640℃≥54474026.568159200-230——用于要求强度不高的齿轮、蜗杆、丝杠等零件≤804 131 2016机械性能钢号热处理技术要求工艺规范бsN/㎜2бbN/㎜2δs(%)ψ%akJ/cm2HBS HRS应用范围举例表面硬度能达到要求的最大断面尺寸㎜T235820-840℃淬火570-600℃回火60882423.565171220-250——用于承受中等负荷、低速工作的轴、花键套、套、大型定位销等零件250-280T265T285820-840℃淬火530-580℃回火72694118.561156270-300——用于主轴、套筒、花键轴、丝杆、中等模数的齿轮等零件C35810-830℃淬火400-450℃回火≥637≥882≥15≥40≈39——35-40用于具有较高强度的螺钉、螺母、销、垫圈等各种标准件≤80 C42810-830℃淬火350-370℃回火≥980≥1176≥10≥40≥59——42-47用于要求强度、硬度较高、形状简单的离合器、齿轮、轴、销、挡铁等零件≤50 C48810-830℃淬火240-280℃回火≥931≥1176≥6≥22————48-53用于要求强度、硬度、耐磨性较高、且不受冲击的轴、齿轮、卡爪等零件≤30G48T-G48860-900℃淬火180-200℃回火————————————48-53用于小负荷、中等速度工作尺寸较大的齿轮、离合器和大轴零件。
硬货↑洛氏硬度、布氏硬度等硬度对照表和换算方法2015-05-07点击上面蓝色字体直观学机械关注我们一、硬度简介:硬度表示材料抵抗硬物体压入其表面的能力。
它是金属材料的重要性能指标之一。
一般硬度越高,耐磨性越好。
常用的硬度指标有布氏硬度、洛氏硬度和维氏硬度。
1. 布氏硬度(HB)以一定的载荷(一般3000kg)把一定大小(直径一般为10mm)的淬硬钢球压入材料表面,保持一段时间,去载后,负荷与其压痕面积之比值,即为布氏硬度值(HB),单位为公斤力/mm2 (N/mm2)。
2. 洛氏硬度(HR)当HB>450或者试样过小时,不能采用布氏硬度试验而改用洛氏硬度计量。
它是用一个顶角120°的金刚石圆锥体或直径为1.59、3.18mm的钢球,在一定载荷下压入被测材料表面,由压痕的深度求出材料的硬度。
根据试验材料硬度的不同,分三种不同的标度来表示:• HRA:是采用60kg载荷和钻石锥压入器求得的硬度,用于硬度极高的材料(如硬质合金等)。
• HRB:是采用100kg载荷和直径1.58mm淬硬的钢球,求得的硬度,用于硬度较低的材料(如退火钢、铸铁等)。
• HRC:是采用150kg载荷和钻石锥压入器求得的硬度,用于硬度很高的材料(如淬火钢等)。
3. 维氏硬度(HV)以120kg以内的载荷和顶角为136°的金刚石方形锥压入器压入材料表面,用材料压痕凹坑的表面积除以载荷值,即为维氏硬度HV值(kgf/mm2)。
注:洛氏硬度中HRA、HRB、HRC等中的A、B、C为三种不同的标准,称为标尺A、标尺B、标尺C。
洛氏硬度试验是现今所使用的几种普通压痕硬度试验之一,三种标尺的初始压力均为98.07N(合10kgf),最后根据压痕深度计算硬度值。
标尺A使用的是球锥菱形压头,然后加压至588.4N(合60kgf);标尺B使用的是直径为1.588mm(1/16英寸)的钢球作为压头,然后加压至980.7N(合100kgf);而标尺C使用与标尺A相同的球锥菱形作为压头,但加压后的力是1471N(合150kgf)。
40钢热处理硬度范围
根据常见的钢材热处理硬度范围参考,40钢的热处理硬度范
围可以分为以下几种情况:
1. 退火状态:40钢在退火状态下的硬度范围通常为HB 137-187。
2. 规定淬火状态:40钢在规定淬火状态下的硬度范围通常为HRC 42-47。
3. 油淬火状态:40钢在油淬火状态下的硬度范围通常为HRC 45-50。
4. 水淬火状态:40钢在水淬火状态下的硬度范围通常为HRC 48-54。
需要注意的是,不同的热处理方法和工艺参数都会对最终硬度有影响,上述数值仅为参考范围,具体硬度数值可能会有所偏差。
此外,40钢的具体硬度范围可能还受到其他因素的影响,如化学成分、冷却速率等。
因此,在具体应用中,最好根据具体要求和工艺条件来确定40钢的热处理硬度范围。
硬度知识一、硬度简介:硬度表示材料抵抗硬物体压入其表面的能力。
它是金属材料的重要性能指标之一。
一般硬度越高,耐磨性越好。
常用的硬度指标有布氏硬度、洛氏硬度和维氏硬度。
1.布氏硬度(HB)以一定的载荷(一般3000kg)把一定大小(直径一般为10mm)的淬硬钢球压入材料表面,保持一段时间,去载后,负荷与其压痕面积之比值,即为布氏硬度值(HB),单位为公斤力/mm2 (N/mm2)。
2.洛氏硬度(HR)当HB>450或者试样过小时,不能采用布氏硬度试验而改用洛氏硬度计量。
它是用一个顶角120°的金刚石圆锥体或直径为1.59、3.18mm的钢球,在一定载荷下压入被测材料表面,由压痕的深度求出材料的硬度。
根据试验材料硬度的不同,分三种不同的标度来表示:HRA:是采用60kg载荷和钻石锥压入器求得的硬度,用于硬度极高的材料(如硬质合金等)。
HRB:是采用100kg载荷和直径1.58mm淬硬的钢球,求得的硬度,用于硬度较低的材料(如退火钢、铸铁等)。
HRC:是采用150kg载荷和钻石锥压入器求得的硬度,用于硬度很高的材料(如淬火钢等)。
3 维氏硬度(HV)以120kg以内的载荷和顶角为136°的金刚石方形锥压入器压入材料表面,用材料压痕凹坑的表面积除以载荷值,即为维氏硬度HV值(kgf/mm2)。
########################################################################注:洛氏硬度中HRA、HRB、HRC等中的A、B、C为三种不同的标准,称为标尺A、标尺B、标尺C。
洛氏硬度试验是现今所使用的几种普通压痕硬度试验之一,三种标尺的初始压力均为98.07N(合10kgf),最后根据压痕深度计算硬度值。
标尺A使用的是球锥菱形压头,然后加压至588.4N(合60kgf);标尺B使用的是直径为1.588mm(1/16英寸)的钢球作为压头,然后加压至980.7N(合100kgf);而标尺C使用与标尺A相同的球锥菱形作为压头,但加压后的力是1471N(合150kgf)。
⾦属材料硬度对照表⼀、硬度简介:硬度表⽰材料抵抗硬物体压⼊其表⾯的能⼒。
它是⾦属材料的重要性能指标之⼀。
⼀般硬度越⾼,耐磨性越好。
常⽤的硬度指标有布⽒硬度、洛⽒硬度和维⽒硬度。
1.布⽒硬度(HB)以⼀定的载荷(⼀般3000kg)把⼀定⼤⼩(直径⼀般为10mm)的淬硬钢球压⼊材料表⾯,保持⼀段时间,去载后,负荷与其压痕⾯积之⽐值,即为布⽒硬度值(HB),单位为公⽄⼒/mm2 (N/mm2)。
2.洛⽒硬度(HR)当HB>450或者试样过⼩时,不能采⽤布⽒硬度试验⽽改⽤洛⽒硬度计量。
它是⽤⼀个顶⾓120°的⾦刚⽯圆锥体或直径为1.59、3.18mm的钢球,在⼀定载荷下压⼊被测材料表⾯,由压痕的深度求出材料的硬度。
根据试验材料硬度的不同,分三种不同的标度来表⽰:HRA:是采⽤60kg载荷和钻⽯锥压⼊器求得的硬度,⽤于硬度极⾼的材料(如硬质合⾦等)。
HRB:是采⽤100kg载荷和直径1.58mm淬硬的钢球,求得的硬度,⽤于硬度较低的材料(如退⽕钢、铸铁等)。
HRC:是采⽤150kg载荷和钻⽯锥压⼊器求得的硬度,⽤于硬度很⾼的材料(如淬⽕钢等)。
3 维⽒硬度(HV)以120kg以内的载荷和顶⾓为136°的⾦刚⽯⽅形锥压⼊器压⼊材料表⾯,⽤材料压痕凹坑的表⾯积除以载荷值,即为维⽒硬度HV值(kgf/mm2)。
#############################################################################################注:洛⽒硬度中HRA、HRB、HRC等中的A、B、C为三种不同的标准,称为标尺A、标尺B、标尺C。
洛⽒硬度试验是现今所使⽤的⼏种普通压痕硬度试验之⼀,三种标尺的初始压⼒均为98.07N(合10kgf),最后根据压痕深度计算硬度值。
标尺A使⽤的是球锥菱形压头,然后加压⾄588.4N(合60kgf);标尺B使⽤的是直径为1.588mm(1/16英⼨)的钢球作为压头,然后加压⾄980.7N(合100kgf);⽽标尺C使⽤与标尺A相同的球锥菱形作为压头,但加压后的⼒是1471N(合150kgf)。
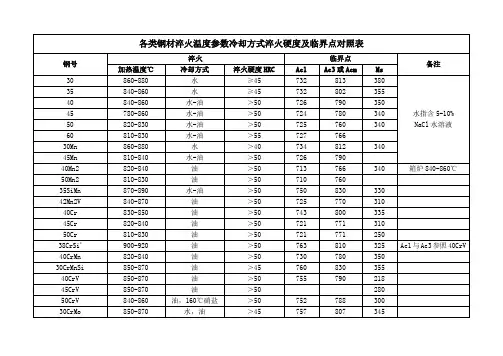
淬火温度和淬火后的硬度钢
9 U( C7 n. q& P, X9 @/ p 号加热温度/℃冷却 剂淬火后硬度(≥)/HRC 15,20(渗碳后)780~800水59 35870盐水50 45820~850水或盐水50 T7~
T12770~800水淬或水淬油冷60
20CrMnMo (渗碳后)840~860油55
20Cr(渗碳后)790~820油淬或水淬油冷55 20CrMnTi (渗碳后)850~870油55
A(渗氮后)930~950油55
40Cr840~860油淬或水淬油冷50 40MnVB83 0~850油45
40CrMnMo 850~870油52
35CrMoSi A880~900油45 35CrMo83 0~860油45
42CrMo84 0~860油45
45Mn2820~860油45
50CrVA85 0~870油52 CrWMn830~850硝盐60 820~840油60
60Si2Mn8 40~870油60 GCr15830~850油60
GCr15SiM n820~840油60 5CrNiMo8 30~850油52
~820油55
3Cr2W8V1 050~1100油50 W18Cr4V1 260~1300油或熔盐63 W6Mo5Cr4 V21210~1240油或熔盐63 1Cr13980~1050油35
2Cr13980~1050油45
3Cr13980~1050油47
4Cr13980~1050油52
HT200830~870油或水淬油冷45
ZG310-570830~850水淬或水淬油冷50
ZG340-640790~810水淬或水淬油冷50
5CrMnMo8 50~870油52
9Mn2V790~810油60
~870油、硝盐60 Cr12980~1020油60
Cr12MoV9 80~1020油60 1080~113042注:1)一般工件取中间温度,大型工件或箱式炉加热的调质件可取上限温度,复杂易变形工件可取下限温度,甚至可采用亚温Ac3±10℃淬火。
2)淬火工件取下限温度,淬油、碱或硝盐分级淬火工件,可取上限温度。
自:http://w nbe ;详细参考地址:http: // /viewthr ead.php? tid=1863 6。