单元板式无砟轨道
- 格式:ppt
- 大小:9.20 MB
- 文档页数:72
高速铁路板式无碴轨道施工概述现代高速铁路主要是以重型钢轨和混凝土枕为基础的有碴轨道结构,在列车速度达到250~300km/h的线路上能够确保行车的安全。
但这种有碴轨道在列车载荷反复作用下的不足之处是轨道残余变形积累很快,而且沿轨道纵向方向,其变形积累的分布也不均匀,从而导致轨道高低的不平顺,影响了旅客乘坐的舒适性;同时有碴轨道后期的养护维修,一方面在清筛道床时会对环境构成污染,另一方面其工作量也较大,加大了铁路后期的经济投入,使铁路建设和运营的整体成本提高。
为了提高轨道在高速运行条件下的稳定性和耐久性,减少轨道后期维修和对环境的影响,实现有效降低整体成本的目的,就必须改变轨下基础的结构形式。
板式无碴轨道是以混凝土和沥青混合料等取代散粒道碴道床而组成的轨道结构型式具有轨道平顺性高、刚度均匀性好、轨道几何形位能持久保持、以及维修工作量可显著减少等特点。
因此板式无碴轨道结构代表国内外高速铁路轨道结构发展的一种方向。
我国客运专线设计双线路基宽13.8m,线间距为5.0m,速度目标为350Km/h,要求一次铺设跨区间无缝线路,铺设轨条长度500m。
经过调研和分析各种工矿,比较各种施工方法的优劣,决定采用线间铺设临时轨道施工方法进行板式无碴轨道施工,施工机械主要采用PBC100型铺板车、CAM1000型砂浆搅拌车、PGC500长钢轨推送车以及GJO3型轨检小车,全部实现机械化作业,按以下四步骤进行:1、临时轨道铺设2、整体轨道板铺设3、CA砂浆搅拌和灌注4、长钢轨推送和铺设一、施工工艺流程线间临时轨道铺设、PBC100铺板车铺轨道板、CAM1000砂浆搅拌车灌注砂浆、PGC500长钢轨推送车铺设长钢轨、GJO3轨检小车进行轨道检测、拆除临时轨道二、PBC100铺板车铺设轨道板(一)PBC100铺板车构成及工作原理PBC100铺板车由公铁两用机车(2台)、液压随车吊机(1台)、车行龙门吊(2台)、运板车(13辆)四部分组成,采用动力集中控制,风制动方式。
板式无砟轨道板式无碴轨道板式无砟轨道是用双向预应力混凝土轨道板及CA砂浆(乳化沥青水泥砂浆)替换传统有砟轨道的轨枕和道砟的一种新型轨道形式,由板下混凝土底座、CA砂浆垫层、轨道板、长钢轨及扣件等四部分组成。
日本板式轨道特点(一)结构整体性能日本板式轨道具有无碴轨道所具有的线路稳定性、刚度均匀性好、线路平顺性、耐久性高的突出优点,并可显著减少线路的维修工作量。
从轨道结构每延米重量看,小于有碴轨道,而板式轨道结构高度低,道床宽度小,重量轻。
框架式板式较轨道为非预应力结构,便于制造。
可节省钢筋和混凝土材料,降低桥梁的二期恒载,造价低廉,但没有降低轨道板实际承受列车荷载的有效强度、不影响列车荷载的传递。
在隧道内应用时可减小隧道的开挖断面。
与德国博格板式轨道相比,日本板式轨道在基础上设置了凸形挡台,因此,纵向与博格板的连接不同。
凸形挡台与基础混凝土板一起建造,依靠凸形挡台对轨道板进行定位,施工更为简便。
日本板式轨道用的轨道板,没有在工厂内机械磨削的工序,制造相对简单。
(二)制造和施工板式轨道结构中的轨道板(RC或PRC)为工厂预制,其质量容易控制,现场混凝土施工量少,施工进度较快;道床外表美观;由于其采用“由下至上”的施工方法,施工过程中不需工具轨;在特殊减振及过渡段区域,通过在预制轨道板底粘贴弹性橡胶垫层,易于实现下部基础对轨道的减振要求(如日本板式轨道结构中的防振G型)。
但在桥上铺设时,受桥梁不同跨度的影响,需要不同长度的轨道板配合使用,无形中增加了制造成本;曲线地段铺设时,线路超高顺坡、曲线矢度的实现对扣件系统的要求较高;板式轨道结构中CA砂浆调整层的施工质量直接影响轨道的耐久性;板式轨道的制造、运输和施工的专业性较强,包括:轨道板的制造、运输、吊装、铺设;CA砂浆的现场搅拌、试验、运输和灌注;轨道状态整理过程中的充填式垫板树脂灌注等。
(三)线路维修由于板式轨道水泥沥青(CA)砂浆调整层的存在,受自然环境因素的影响较大,在结构凸形挡台周围及轨道板底边缘的CA砂浆存在破损现象,特别是在线路纵向力较大的伸缩调节器附近。

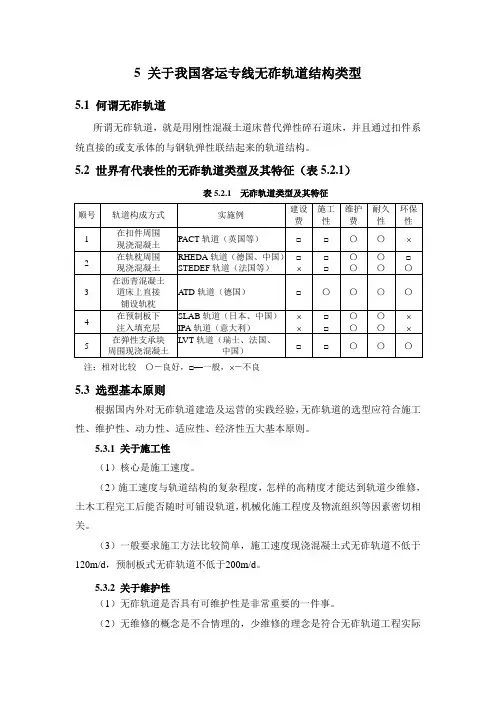
5 关于我国客运专线无砟轨道结构类型5.1 何谓无砟轨道所谓无砟轨道,就是用刚性混凝土道床替代弹性碎石道床,并且通过扣件系统直接的或支承体的与钢轨弹性联结起来的轨道结构。
5.2 世界有代表性的无砟轨道类型及其特征(表5.2.1)表5.2.1 无砟轨道类型及其特征注:相对比较〇-良好,□—一般,⨯-不良5.3 选型基本原则根据国内外对无砟轨道建造及运营的实践经验,无砟轨道的选型应符合施工性、维护性、动力性、适应性、经济性五大基本原则。
5.3.1 关于施工性(1)核心是施工速度。
(2)施工速度与轨道结构的复杂程度,怎样的高精度才能达到轨道少维修,土木工程完工后能否随时可铺设轨道,机械化施工程度及物流组织等因素密切相关。
(3)一般要求施工方法比较简单,施工速度现浇混凝土式无砟轨道不低于120m/d,预制板式无砟轨道不低于200m/d。
5.3.2 关于维护性(1)无砟轨道是否具有可维护性是非常重要的一件事。
(2)无维修的概念是不合情理的,少维修的理念是符合无砟轨道工程实际的。
(3)国内外的经验一再表明,无砟轨道的下部结构一旦发生严重变形,整治非常困难。
(4)因此,在选型时必须考虑随着线下工程变形所引起的轨道变形,但变形在一定程度上用扣件也是可以整正的,例如上下±30mm,左右±10mm。
5.3.3 关于动力性(1)国内外的研究表明,在高速动力荷载反复作用下,无砟轨道的强度是充分的、足够的。
(2)关键技术是轨道弹性,而轨道弹性又主要来自扣件系统。
(3)从抑制因轮载变动、钢轨波磨、高频振动等方面来考虑,无砟轨道应具有与有砟轨道同等程度的弹性水平。
(4)作为高速客运专线无砟轨道合理弹性的目标值,应以轮载下钢轨挠曲变形1.3~1.7mm为衡量标准,亦即要求轨道垂向合理刚度以55~80kN/mm为准绳。
5.3.4 关于适应性主要是指轨道工程与其它工程的接口和接口相互适应的问题。
(1)与路基、桥梁、隧道等下部结构连接的良好适应性。
新型单元板式无砟轨道布板软件的设计与实现韦合导【摘要】随着我国高速铁路无砟轨道技术的深入研究、不断实践和理论体系的逐渐完善,目前已开始形成真正意义上的具有我国自主知识产权的新型无砟轨道结构,布板设计是新型单元板式无砟轨道制造和施工的基础。
本文就如何利用VC++程序语言编写新型单元板式无砟轨道布板软件进行了详细的介绍,系统阐述了该软件的布板技术、主要模块和主要功能,相关研究成果对铺设新型单元板式无砟轨道具有重要意义。
%With deepening study,constant practice and the gradual improvement of ballastless track technology in the country,we have come up with the new type of ballastless track structure with independent intellectual property right in the real sense.Manufacturing and construction of new unit slab ballastless track are based on slab-layout design.The paper de-tails how VC++programming language is used to develop the slab-layout software,and systematically elaborates the slab-layout technology,primary modules and main functions of the software.The research results in this paper are of significance for the building of newunit slab ballastless track.【期刊名称】《铁道建筑技术》【年(卷),期】2014(000)012【总页数】4页(P55-58)【关键词】无砟轨道;布板软件;设计【作者】韦合导【作者单位】中铁第四勘察设计院集团有限公司武汉 430063【正文语种】中文【中图分类】U213.2+441 新型单元板式无砟轨道的技术特点新型单元板式无砟轨道混凝土轨道板,其在曲线地段的轨道板为一一对应的轨道板,轨道板厂生产的一维调整轨道板与二维调整轨道板均应铺设在对应的线路里程位置,轨道板不能跨越梁缝。

砟轨道具有稳定性高、刚度均匀性好、结构耐久性强、维修工作量少和技术相对成熟等特点,各国高速铁路普遍采用。
无砟轨道在长期运营和外界复杂自然环境作用下不可避免地出现损坏和老化,高速行驶的列车对无砟轨道的破坏更加严重,若不及时维修,无法正常运营。
因此,无砟轨道维修技术是高速铁路长期安全运营的保障。
我国无砟轨道线路长、跨区域大,维修工作量大,一旦发现问题维修较难,主要表现在2个方面。
其一,无砟轨道是新生事物,铁路维修养护人员对其结构和病害还不了解,难以确定选用何种材料进行维修。
其二,高速铁路夜间天窗时间一般只有210 min,除去上线、下线及准备时间,有效维修时间仅为2 h,大部分维修材料无法在该时间段达到要求强度。
结合我国高速铁路运营安全要求及天窗时间,并通过对京津城际铁路、石太客运专线、沪宁城际铁路调研,将常见无砟轨道结构病害进行分类,研发了维修材料和快速维修方法,并在多条高速铁路无砟轨道结构中使用,效果良好。
1 无砟轨道病害类型我国高速铁路的无砟轨道主要类型为CRTSⅠ型和CRTSⅡ型,其中CRTSⅠ型为单元板式无砟轨道,CRTSⅡ型为纵连板式无砟轨道,虽然结构设计不同,但同为板式无砟轨道,出现的结构病害大体相同。
板式无砟轨道主要由混凝土底座、水泥乳化沥青砂浆垫层、预制混凝土轨道板、板间连接构件、钢轨及扣件等构成。
高速铁路无砟轨道结构病害类型及快速维修方法吴绍利:中国铁道科学研究院金属及化学研究所,副研究员,北京,100081王 鑫:中国铁道科学研究院金属及化学研究所,助理研究员,北京,100081吴智强:中国铁道科学研究院金属及化学研究所,助理研究员,北京,100081陆方斌:中国铁道科学研究院金属及化学研究所,工程师,北京,100081摘 要:介绍无砟轨道病害类型,分析砂浆垫层与轨道板结构离缝等病害产生的原因及可能对轨道结构产生的危害。
阐述无砟轨道结构病害快速维修和“可二次”维修性原则,以及维修材料选择原则。
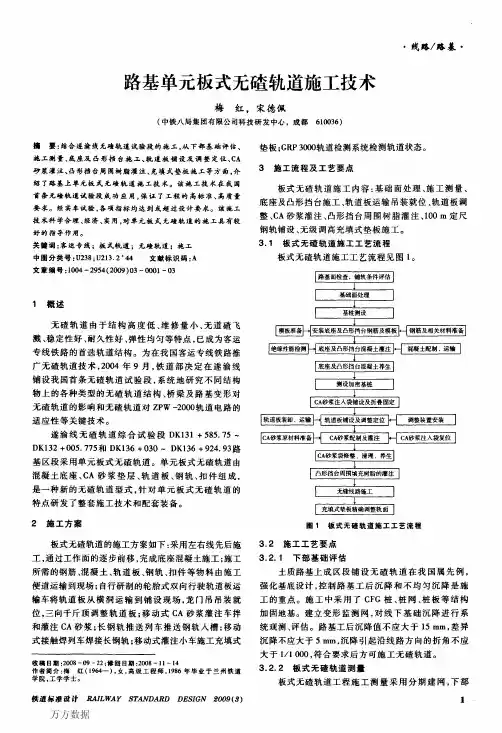
单元板式无砟轨道道床施工工艺及补充单价分析铁四院工经处王家海文章摘要:本文介绍了武广客运专线综合试验段单元板式无砟轨道系统施工工艺及流程,同时介绍了根据现场实测资料统计分析后所确定的单价分析,供今后高等级铁路设计时参考。
关键词:单元板无砟道床施工工艺单价分析单元板式无砟轨道是在引进日本板式无砟轨道结构的基础上再创新的成果,由钢轨、弹性分开式扣件、充填式垫板、轨道板(平板型和框架型)、板下橡胶垫层(仅减振型板式轨道采用)、水泥沥青砂浆调整层、凸形挡台及混凝土底座等组成。
经铁道部无碴轨道创新课题组再创新,逐渐形成了我国客运专线及高速铁路无碴轨道设计及施工体系。
近期开工的客运专线和高速铁路将大量使用板式无砟轨道。
总结无砟轨道的施工工艺和编制补充单价分析,合理确定无砟轨道的工程造价,已非常必要.本文结合武汉综合试验段相关资料,作了如下总结,以期达到为补充现行“铁路预算定额”提供基础资料的目的。
1.单元板式无砟轨道系统施工工艺及流程1.1单元板式无砟轨道施工控制工序主要控制工序:底座钢筋绑扎、轨道板运输铺设、CA砂浆灌注.(1)底座钢筋绑扎要求安装绝缘卡来进行绝缘处理,大大降低了绑扎的工效。
因施工没有大型专用设备投入,可适当多开工作面.(2)底座及凸台混凝土的施工,给轨道板铺设的物流组织带来极大的不便。
施工时应针对地段具体情况,制定物流方案。
(3)CA砂浆灌注,由于受大型专用设备台数影响,同时养生期间不得在轨道板上加载、在气温高于30℃或低于5℃时,应覆盖养护,使之成为全段工期的控制工程。
1.2施工流程图:1.3单元板式无砟轨道施工综合进度:每工作面单线底座进度大约120~150m/日、铺板150~200m/日、CA砂浆灌注进度大约每工作面单线120m/日。
单个作业面综合进度:现场每个作业面平均约120米/日。
2。
补充单价分析2。
1单元板预制2。
1.1 混凝土(BC00-9804) 单位:10m3A、施工组织模型:按一条轨道板生产线。