Q-TJI CS.03.550-2011 车身焊点布置及焊点力计算标准
- 格式:pdf
- 大小:544.75 KB
- 文档页数:10
上海同济同捷科技股份有限公司企业标准TJI/DG·0001·A1—2002汽车焊接技术标准(点焊)2002-04-28发布2002-05-01实施上海同济同捷科技股份有限公司发布TJI/DG·0001·A1-2002前言目的:本标准吸收了国外及国内汽车行业的技术标准而制订,为规范本公司在汽车产品设计、试制中焊接(点焊)的技术要求和质量。
非汽车产品的焊接(点焊)等效执行。
内容:1. 本标准的适用范围;2. 点焊接头设计原则;3. 焊点质量标准;4. 焊点质量的检验方法;5. 焊点接头的质量等级;本标准于2002年5月1日起实施。
本标准自生效之日起,本公司的点焊技术按本标准执行,原“试行”版本TJI/DG·0001·A1-2002作废,本版本为正式版本,电子版本由本版本覆盖。
本标准由上海同济同捷科技股份有限公司总师办提出。
本标准由上海同济同捷科技股份有限公司标准情报室归口管理。
本标准由上海同济同捷科技股份有限公司专家部起草。
本标准主要起草人:邬美华、薛永纯、江巧英。
上海同济同捷科技股份有限公司企业标准汽车焊接技术标准(点焊)TJI/DG·0001·A1—20021.适用范围1.1本标准是同捷公司负责确立或认可的汽车产品设计提供电阻点焊的焊接技术标准。
除非在焊接图纸上有特定的注释,确立不同的焊接要求,任何与本标准以外的特例,必须征得工艺人员同意。
1.2本标准适用于厚度6mm以下的低碳钢板(08、08AL、10、20、A2、A3等)、低合金高强度钢板(16Mn、09S iV)、含磷钢板(镀锌板、镀铝板、镀铅板等)的点焊。
1.3本标准未包括的材料厚度的点焊技术条件由现场工艺人员参照本标准自行在工艺技术文件中规定。
1.4本标准颁布前已有的产品图,如有不符合本标准之处可不作修改,新图纸设计或旧图纸换版时均符合本标准。
1.5 点焊种类:基本两种类型,结构点焊和工艺点焊。
汽车制造有限公司支持性文件1. 目的1.1 为了统一规范白车身焊接质量,能直观地观察白车身质量检查评价项目,规范员工的操作手法,特制订本管理规定。
2. 范围2.1 本规定适用于本公司焊装车间。
3. 要求3.1 白车身破坏检查:对生产的车型,周期性对焊装车间生产的白车身,进行以验证焊点强度为目的的,全破坏拆解检查。
3.2 白车身破坏检查周期:每10000台或半年3.3 白车身破坏检查判定标准:3.3.1 工艺文件关键工序所规定的关键焊点合格率达到100%为合格。
3.3.2 其他焊点为非关键焊点,合格率达到93%为合格。
4. 职责4.1总经理4.1.1 负责【工作联系单】的批准。
4.2 工艺技术部4.2.1 部长负责【工作联络单】的批准,及【白车身焊点强度测试报告】批准。
4.2.2 工艺技术部焊装室主任负责【工作联络单】的审核4.2.3 工艺技术部工艺员负责编制白车身破坏检查【工作联络单】编制,全程跟踪整个车身破坏检查过程,并记录,根据检查标准编制【白车身焊点强度测试报告】。
4.2.4 工艺技术部工艺员负责根据测试报告内容中不符合项内容进行整改。
4.3 焊装车间4.3.1 部长负责【工作联系单】的确认,并安排白车身拆解人员。
4.3.2 操作者负责对责任部分的总成、分总成进行全破坏检查。
5. 工作流程5.1 全破坏拆解流程:原则上按标杆白车身本体焊接流程的反向程序分解,但如有特殊的搭接关系则应特殊对待。
6.操作过程及要领6.1 准备工作6.1.1 劳保用品:安全帽、劳保鞋、围裙、护目镜、防护耳塞、帆布手套。
6.1.2 工具:榔头、铲子、游标卡尺、记号笔、磨光机、切割片。
6.2 操作要领6.2.1 白车身全破坏操作前操作人员应穿戴好劳保用品,保障作业安全。
6.2.2 白车身全破坏操作前应对作业设备进行目视检查,气动工具启动1分钟后进行拆卸工作。
6.2.3 白车身全破坏拆解顺序应该与车身焊接顺序相反进行拆解作业,在拆解过程中应严格按照不良焊点判定基准来确认。
文件编号:重庆长安索奇汽车零部件有限公司点焊检测标准制定日期2011年6月13日修订日期2011年6月13日点焊检测标准版本:A0(第0次修改)1、目的:保证公司产品的焊接质量,并加以规定,以便检查工作的顺利进行和实施。
2、适用范围:本标准适用于本公司所生产的所有需点焊产品,但是有特殊要求的产品除外。
3、适用钢材种类:冷轧钢板及钢带、热轧软钢板、汽车结构用热轧钢板、镀锌等施以表面处理的钢板。
4、检查及判定基准:序号检查项目检查方法判定基准备注1 焊点数目目测焊点数目如果未达到工艺要求着为不合格2 焊点间距量具测量·钢直尺标准间距板厚/mm 最小间距/mm0.4 80.5 90.6 100.8 121.0 181.2 201.6 271.8 312.0 352.3 403.2 50 1.当焊接材料料厚不同时,选取薄片为基准。
2.当焊接夹具上焊接位置有干涉时,焊点间距可不做严格规定,但是连续焊点处必须严格限制偏差。
点焊检测标准版本:A0(第0次修改)序号检查项目检查方法判定基准备注3 焊核直径破坏试片量具测量·游标卡尺R=(Rmin+Rmax)/2标准直径板厚/mm关重部位/mm普通部位/mm0.4 3.0 2.50.5 3.2 2.70.6 3.5 3.00.8 4.0 3.51.0 4.4 4.01.2 4.7 4.21.6 5.4 4.81.8 5.7 5.12.0 6.0 5.42.3 6.5 5.93.2 7.7 7.0对于板厚不同的材料,取用薄板一测的数值;对于表中未记载的中间板厚,则选择厚板数据为基准。
4 焊点压痕量具测量·外径千分尺H≤0.2板件厚度5 焊点表面裂纹目测不允许6 板件表面烧伤和飞溅目测允许不严重的个别烧伤和飞溅对不严重的个别烧伤和飞溅需进行适当的清理。
7 表面气孔或缩孔目测焊核周边不允许有允许个别焊点中心允许存在直径不大于焊核直径10%的气孔或缩孔一个。
Q/F T ?????股份有限公司企业标准Q/FT Q003-2006焊装车身质量评审标准2006—09—21发布2006—10—25实施发布Q/FT Q003-2006目次前言 (Ⅱ)1 范围 (1)2 规范性引用文件 (1)3 评审条件 (1)4 评审缺陷定义及扣分原则 (1)5 质量目标限额分值 (2)6 抽样规定 (2)7 评审缺陷改进流程 (3)8 评审区域划分 (4)9 评审标准 (7)10 考核 (9)11 评审记录 (9)附录A(规范性附录)焊装车身质量评审报告 (10)附录B(规范性附录)焊装车身质量评审记录表 (12)IQ/FT Q003-2006I I前言本标准规定了本公司车辆产品车身焊装质量评审的条件、程序以及缺陷评定细则。
本标准是基于下述目的制订的:——与前期的产品质量水平比较,分析产品质量水平变化趋势,验证企业质量职能的落实情况及管理的有效性;——提前发现产品缺陷,避免将有缺陷的产品交付给用户,并且通过对产品缺陷的调查,分析产生的原因,采取纠正措施,提高出厂产品质量,从而提高企业的竞争力;——暴露产品与有关标准、规范和用户适应性需求之间的差距,为修订现行标准提供依据,以便有效地控制产品质量;——研究????的产品状况与国内外同行业同类产品的差距,寻找问题点,进行改进。
本标准的附录A、附录B为规范性附录。
本标准由北汽????汽车股份有限公司质量管理部提出。
本标准由北汽????汽车股份有限公司汽车工程研究院归口。
本标准起草单位:北汽????汽车股份有限公司质量管理部。
本标准主要起草人:陈志平。
本标准由北汽????汽车股份有限公司质量管理部负责解释。
Q/FT Q003-2006车身焊装质量评审标准1 范围本标准适用于本公司各汽车生产工厂/事业部自制焊装车身的质量评审,外协厂家焊装车身质量评审可参照本标准。
2 评审条件2.1 评审人员:只有被认定具有评审员资格的人员才能从事车身焊装总成评审工作;评审员必须经过培训获得评审员资格。
AUTOMOTIVE TECHNOLOGY I汽车技术汽车车身点焊工艺参数的优化刘爱君中国重汽济南卡车股份有限公司车身部山东省济南市250116摘要:本文主要介绍了正确选取点焊工艺参数,提高点焊质量的方法。
点焊工艺参数的确定与优化步骤包括:根据所焊材料厚度从标准中选取焊接规范;对焊接规范进行试验,通过观察焊接过程、焊点外观以及试片试验的结果优化参数;最终通过点焊拉力试验确定所选参数的合理性及可行性。
关键词:点焊;焊接规范;工艺参数;焊接试验1引言电阻点焊作为焊接科学技术的一个重要 分支,在航空航天、能源电子、汽车车辆等 方面都有广泛的应用[1]。
特别是在汽车制造 领域,电阻点焊是白车身裝配焊接的最主要 方式,占据焊接总数的95%以上[2]。
因此电 阻点焊质量的好坏对车身装配焊接质量以及 投资成本的控制有着重要的意义。
电阻点焊是使工件处在一定电极压力作 用下并利用电流通过工件时所产生的热量将 两工件之间的解除面熔化而实现连接的焊接 方法[3]。
电阻点焊焊接工艺参数主要包括焊 接电流、电极压力和焊接时间,需要按照所 焊材料的性质、板厚以及所用设备特点等进 行选取。
点焊工艺参数的合理化是保证焊接 质量的重魏件。
2点焊工艺参数试验2.1点焊工艺参数卡车车身焊接所用材料为低碳钢,不同 部位所用的钢板厚度不同,为满足不同焊接 位置和不同厚度材料的需求选取相应型号的 悬挂电焊机及焊接规范。
本文以外观面薄板 焊接及非外观面厚板焊接为例对点焊工艺参 数的确定方法进行说明。
地板纵梁焊接作为非外观面厚板焊接的 示例定为例,所用焊钳型号为UX-C2593,焊 接板厚3*3mm0根据企业点焊技术条件中所确实的点焊 工艺规范选取合适的规范。
焊接参数应为:焊接电流12800A,焊接时间50周波,焊接压力5000N。
由于实际生产中存在诸多的变量例如设备因素、焊接材料状态等,焊接参数的选取往往不能以点焊工艺规范作为唯一依据。
需要在规范的基础上对工艺参数进行调整配合凿检试验、拉力试验等手段确定最为合理的焊接工艺以满趙产需求,提升焊接质量。

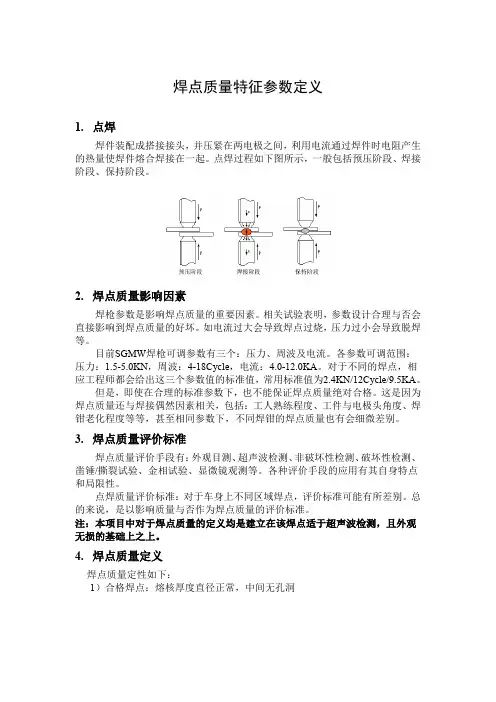
焊点质量特征参数定义1.点焊焊件装配成搭接接头,并压紧在两电极之间,利用电流通过焊件时电阻产生的热量使焊件熔合焊接在一起。
点焊过程如下图所示,一般包括预压阶段、焊接阶段、保持阶段。
2.焊点质量影响因素焊枪参数是影响焊点质量的重要因素。
相关试验表明,参数设计合理与否会直接影响到焊点质量的好坏。
如电流过大会导致焊点过烧,压力过小会导致脱焊等。
目前SGMW焊枪可调参数有三个:压力、周波及电流。
各参数可调范围:压力:1.5-5.0KN,周波:4-18Cycle,电流:4.0-12.0KA。
对于不同的焊点,相应工程师都会给出这三个参数值的标准值,常用标准值为2.4KN/12Cycle/9.5KA。
但是,即使在合理的标准参数下,也不能保证焊点质量绝对合格。
这是因为焊点质量还与焊接偶然因素相关,包括:工人熟练程度、工件与电极头角度、焊钳老化程度等等,甚至相同参数下,不同焊钳的焊点质量也有会细微差别。
3.焊点质量评价标准焊点质量评价手段有:外观目测、超声波检测、非破坏性检测、破坏性检测、凿锤/撕裂试验、金相试验、显微镜观测等。
各种评价手段的应用有其自身特点和局限性。
点焊质量评价标准:对于车身上不同区域焊点,评价标准可能有所差别。
总的来说,是以影响质量与否作为焊点质量的评价标准。
注:本项目中对于焊点质量的定义均是建立在该焊点适于超声波检测,且外观无损的基础上之上。
4.焊点质量定义焊点质量定性如下:1)合格焊点:熔核厚度直径正常,中间无孔洞2)压痕过深/过浅:焊点压痕过深/过浅3)脱焊:熔核厚度极小,甚至没有4)薄焊核:熔核的厚度小5)小焊核:熔核的直径小6)过烧焊点:熔核尺寸过大7)虚焊:熔核中间有孔/洞5.各种质量焊点的超声波信号定义由于各种质量焊点特征定义量化难度较高,且不具备可操作性,因此本节基于以上焊点质量的定性描述,进行超声波信号特征量定义。
5.1超声波特征量定义1)底面回波个数N1:一个超声波焊点检测信号波形中,若底面回波幅值高于预设底面回波阀值(上表面回波幅值的10%~15%),则为一个有效底面回波,波形中有效底面回波个数即为底面回波个数,记为N1。
不合格图示合格图示不合格图示
101
错
误
不合格图示102正确
器件浮起>0.3 mm,不允许;器件一端倾斜>0.3 mm
0.3mm 0.3mm
<03mm
不合格图示
不合格图示合格图示
不合格图示合格图示器件脚与锡未完全融合。
不合格图示合格图示不应导通而导通的。
不合格图示
应导通而未导通的。
不合格图示
缺陷定义描述及图示
不合格图示
以器件脚的宽度为准,偏移不可0.1mm
0.3mm
器件水平偏移不可PAD
W
<1/2W
<1/2W
焊点四周及PCB板面上不得有锡球或其他焊锡
残渣等。
PCB板面不得有划伤。
不合格图示
合格图示单面不允许>0.5mm,
不合格图示
不合格图示
正负极性反向。
黑
线
是
负
极不合格图示黑
线
是
负
极合格图示
不合格图示合格图示不合格图示合格图示
不合格图示合格图示不合格图示合格图示不合格图示合格图示不合格图示合格图示不合格图示合格图示
不合格图示合格图示
5mm
不合格图示2.5mm
合格图示。
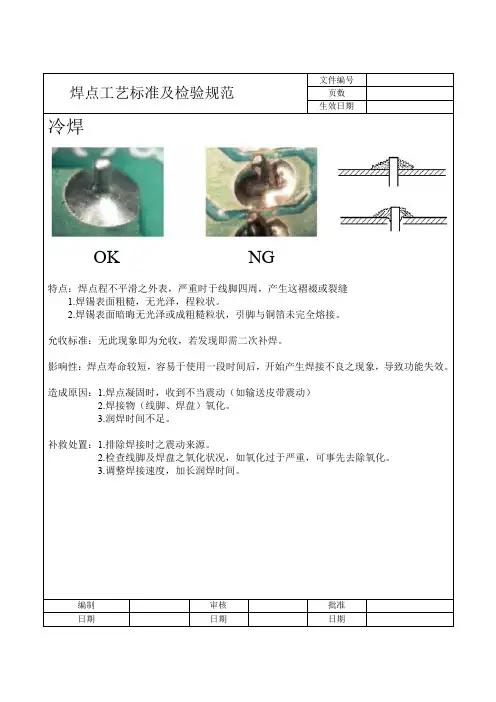
焊点工艺标准及检验规范文件编号页数生效日期冷焊OK NG特点:焊点程不平滑之外表,严重时于线脚四周,产生这褶裰或裂缝1.焊锡表面粗糙,无光泽,程粒状。
2.焊锡表面暗晦无光泽或成粗糙粒状,引脚与铜箔未完全熔接。
允收标准:无此现象即为允收,若发现即需二次补焊。
影响性:焊点寿命较短,容易于使用一段时间后,开始产生焊接不良之现象,导致功能失效。
造成原因:1.焊点凝固时,收到不当震动(如输送皮带震动)2.焊接物(线脚、焊盘)氧化。
3.润焊时间不足。
补救处置:1.排除焊接时之震动来源。
2.检查线脚及焊盘之氧化状况,如氧化过于严重,可事先去除氧化。
3.调整焊接速度,加长润焊时间。
编制审核批准日期日期日期焊点工艺标准及检验规范文件编号页数生效日期针孔OK NG特点:于焊点外表上产生如针孔般大小之孔洞。
允收标准:无此现象即为允收,若发现即需二次补焊。
影响性:外观不良且焊点强度较差。
造成原因:1.PCB含水汽。
2.零件线脚受污染(如矽油)3.导通孔之空气受零件阻塞,不易逸出。
补救处置:1.PCB过炉前以80~100℃烘烤2~3小时。
2.严格要求PCB在任何时间任何人都不得以手触碰PCB表面,以避免污染。
3.变更零件脚成型方式,避免Coating(零件涂层)落于孔内,或察看孔径与线搭配是否有风孔之现象。
编制审核批准日期日期日期焊点工艺标准及检验规范文件编号页数生效日期短路OK NG特点:在不同线路上两个或两个以上之相邻焊点间,其焊盘上这焊锡产生相连现象。
1.两引脚焊锡距离太近小于0.6mm,接近短路。
2.两块较近线路间被焊锡或组件弯角所架接,造成短路。
允收标准:无此现象即为允收,若发现即需二次补焊。
影响性:严重影响电气特性,并造成零件严重损害。
造成原因:1.板面预热温度不足。
2.助焊剂活化不足。
3.板面吃锡高度过高。
4.锡波表面氧化物过多。
5.零件间距过近。
6.板面过炉方向和锡波方向不配合。
补救处置:1.调高预热温度。
点焊钳技术要求——适用车身车间项目范围姓名日期编制XXX2008.12审核XXXX2008.12批准生效本技术要求供我公司采购点焊钳(以下简称焊钳)及规划车身车间点焊钳时使用。
供应商所提供的焊钳必须遵循以下原则和具体要求,本技术要求中未提及部分必须符合相关的国家标准。
总则:焊钳必须符合电气安全技术要求,国家强制性3C标准、认证。
1.引用标准:GB/T18495-2001 电阻焊-与焊钳一体式的变压器本技术要求引用了下列标准。
如果标准的规定与本技术要求有出入的,应以本技术要求为准。
下列标准在引用时都有效,但所有标准都会修订,本技术要求应引用最新版本的标准。
GB/T7598-94 电阻焊电极铜、铬、镐合金GB15578-95 电阻焊机安全要求JB5249-91 移动式点焊机JB/T3947-1999 电阻点焊电极接头JB/T3948-1999 电阻点焊电极帽JB/T3957-1999 电极锥度配合尺寸JB/T9527-1999 点焊设备圆锥塞规和圆锥环规JB/T9959-1999 电阻点焊内锥度1:10的电极接头JB/T9960-1999 电阻点焊凸型电极帽JB/T6231-1992 电阻点焊设备电极冷却管JB/T10255-2001 电阻焊设备—电极接头、外锥度1:10 第1部分:圆锥配合,锥度1:10 (=ISO 5183-1:1998)2.术语,代号,符号应符合下列标准的规定:GB 2900.22 电工名词术语电焊机JB/T5252-91 电阻焊设备用图形符号3.技术要求:3.1 运行条件使用方法:电阻点焊一次回路; 额定电压:380伏±10%额定频率:50HZ±1%焊接回路:连续电流大于等于5KA或根据所在工位的情况冷却水:Δ在焊钳上P不低于0.15MPa,在焊钳输入端最高温度为30摄氏度额定工作气压焊钳设计时,以0.5MPa气压下的工作压力为额定压力进行设计。
空间温度:最高50摄氏度空气潮湿度:95%(没有冷凝作用)焊钳使用寿命:大于五百万焊点(考虑生产条件)在供货时还要说明磨损件(含易损件)的使用寿命。
手工焊和自动焊接锡点质量标准本标准依据《印制板组装件的焊接点质量标准》,此标准由中华人民共和国电子工业部拟定,本标准规定了电计算机和其它电子产品中的印制板(包括单面、双面和多层印制板)电路中分立元器件、TTL集成电路、MOS集成电路等组件的手工锡焊和波峰焊接点质量要求。
本标准是设计、生产和检验依据之一。
1一般要求:1.1产品焊接焊点的质量应符合本标准的规定和设计文件、工艺文件中的有关要求。
1.2电子元器件、组件应采用经过质量认定的合格品,对无质量保证的不应采用。
1.3产品焊接前应仔细检查电子元器件、组件和印制板等的质量,如外观、机械性能、电气性能及可焊性等,凡有问题的应剔除,不得混入生产线。
1.4元器件的安装应符合有关的安装技术条件。
1.5对于MOS集成电路的焊接必须采取防静电措施。
1.6焊点应保证良好的导电性及一定的机械强度。
2有关的名词术语及其定义:2.1助焊剂:能够促使金属与焊料润湿的一种具有化学活性的化合物。
2.2焊料:是一种合金,在电路焊接中,通过熔化时能产生与被焊金属的润湿作用,从而完成金属表面的导电连接和机械连接。
2.3润湿:属于金属表面之间亲和力的一种性能,润湿性良好的焊料熔融后,能在金属表面之间形成一层相当均匀、平滑、而且不断裂的焊料薄膜。
2.4润湿角:印制板上被焊金属和焊料间的交界面与焊料和空气间的交界面之间的夹角。
2.5焊接:使用焊料将两个或多个导体相连接,具有一定电气和机械性能的连接方法。
2.6焊点:经过焊接所形成的被焊金属与焊料的连接点。
2.7密实焊点:经过焊接所形成的被焊金属与焊料的连接点。
2.8针孔:完全穿透焊料层或看不见底的小孔,具有针孔的焊点为不良焊点。
3材料:3.1焊接工艺的一般要求:3.1.1焊料一般采用符合QQ-S-571 E的Sn60或Sn63,或采用符合GB3131-82的H1Snpb39锡铅焊料,形状任选。
3.1.2焊剂可采用松香基焊剂、水溶性焊剂(一般仅用于波峰焊)。
焊接SE分析规范
定 位 点 及 夹 持 点
3-1定位点及夹持点标准
3-2MCP
3-3MLP
3-4螺母孔
共 1 页第 1 页圆管型零件的定位方式如下:
圆管型零件
900
“V”型块
MLP
共 2 页
第 1 页
A —A
- 0.15
- 0.5
- 0.15
定位销公差
A
A
定位销
MLP 一般要求:
1.MLP 小总成与大总成定位方式要求一致;见下图。
共 2 页
第 2 页
MLP
定位销公差
A
A
定位销
- 0.2
- 0.5
- 0.2
A —A
MLP共 1 页第 1 页定位孔选取方向尽量与装件和取件方向一致;
门盖内蒙皮定位孔方向
扣合方向
共 1 页
第 1 页
MLP
定位孔选取方向尽量与装件和取件方向一致;
A ——A
装件和取件方向
A
A
定位销
共 1 页
第 1 页
MLP
在制定总成MLP 时要考虑过定位的问题,通过过定位来校正因焊接变形、零件自身刚度不够等引起的偏差,以上图作为示意说明:
图1中零件在分总成夹具上组焊后,在A 区域会出现因为碰撞横梁内板回弹造成的变形,如果把该总成作为一个刚体看待,采用常规的夹具定位措施,那么就无法控制图2中B 区域的精度,解决这种问题有效的措施是在B 区域增加一个过定位。
A
B
图1
图2
回弹变形方向。
海翔瑞通科技有限公司企业技术标准Q/DKBA3200.1-2001 SMT焊点检验标准2009-12-20发布 2010-1-1实施北京海翔瑞通科技有限公司目次前言 (3)1范围 5 2规范性引用文件 5 3术语和定义 53.1冷焊点 53.2浸析 5 4回流炉后的胶点检查 6 5焊点外形75.1片式元件——只有底部有焊端7101620232932374041424446 648 74949495050517.6焊点受扰517.7裂纹和裂缝527.8针孔/气孔527.9桥接(连锡)537.10焊料球/飞溅焊料粉末547.11网状飞溅焊料55 8元件损伤568.1缺口、裂缝、应力裂纹568.2金属化外层局部破坏588.3浸析(leaching) 59 9上下游相关规范60 10附录60 11参考文献60前言本子标准是Q/DKBA3200-2001《PCBA检验标准》的九个子标准之一。
本子标准与Q/DKBA3200.2-2001《THT焊点检验规范》等八个子标准共同构成Q/DKBA3200-2001《PCBA检验标准》。
本子标准的大部分内容属于原Q/DKBA-Y008-1999《PCBA外观质量检验标准》的第10章,经过一年半的实践,又参考IPC-A-610C第12章重新修订而成。
相对于前一版本的变化是图形增加,更加清晰,叙述逻辑性增强。
个别地方内容也有变动。
在合格性判断等级方面增加了“工艺警告”级。
本标准由工艺委员会电子装联分会提出。
阳SMT焊点检验标准1范围本标准规定了PCBA的SMT焊点的质量检验标准,绝大部分属外观检验标准。
本标准适用于华为公司内部工厂及PCBA外协工厂的回流焊后和波峰焊及手工焊后对PCBA上SMT 焊点的检验。
本子标准的主体内容分为五章。
前三章直接与工艺相关,分别表达使用贴片胶的SMD的安装、焊接,各种结构的焊点的要求。
后两章是针对不同程度和不同类型的焊接缺陷和元器件损坏的验收标准。
分类号:04815 2004年12月德国大众汽车公司镀层/无镀层板件电阻点焊之设计、计算与工艺质量保证VW011 05-1 Konzern标准关键词焊接、点焊、电阻点焊、焊点、板件、钢板、薄钢板本标准英文版翻译准确,如果出现前后不一致,则以德文版为准。
使用前请检查本标准的最新版本。
机密文件,注意保密。
版权所有;未事先得到德国大众集团标准部的书面同意,不得传输或复制本文件中的任何部分。
签约方只能够从主管部门获取本标准。
目次1.范围…………………………………………………………………………2.定义………………………………………………………………………….2.1.点焊………………………………………………………………………… 2.2.热影响区…………………………………………………………………… 2.3.未受影响的母材……………………………………………………………2.4.焊接设计……………………………………………………………………3. 焊接要求…………………………………………………………………… 3.1. 母材(可焊性)……………………………………………………………… 3.2. 焊接设计(焊接性)…………………………………………………………3.3. 生产(焊接能力)……………………………………………………………4. 点焊基础…………………………………………………………………… 4.1最小剪切力F min…………………………………………………………… 4.2. 横向拉力F K…………………………………………………………………4.3. 剥离力F Schäl…………………………………………………………………4.4. 扭力M t………………………………………………………………………4.5. 静态和动态应力负载…………………………………………………………4.6. 工艺质量保证…………………………………………………………………5. 图纸……………………………………………………………………………..6. 引用标准………………………………………………………………………如需计算例证,请参阅本标准附件1。