浆水平衡计算完成
- 格式:doc
- 大小:594.50 KB
- 文档页数:20
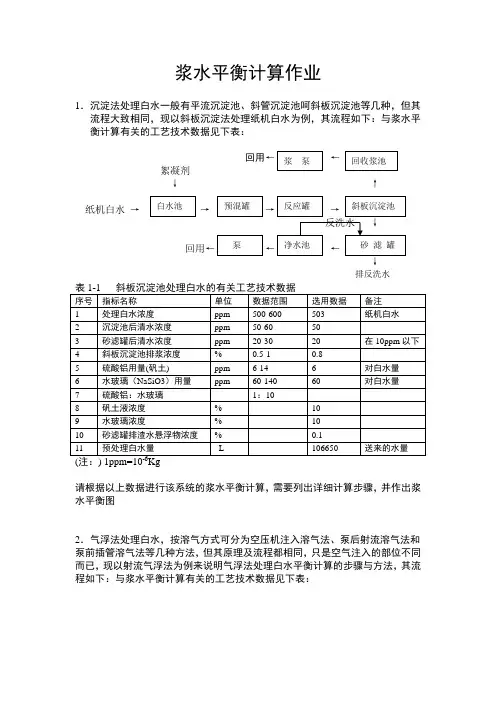
浆水平衡作业(1)
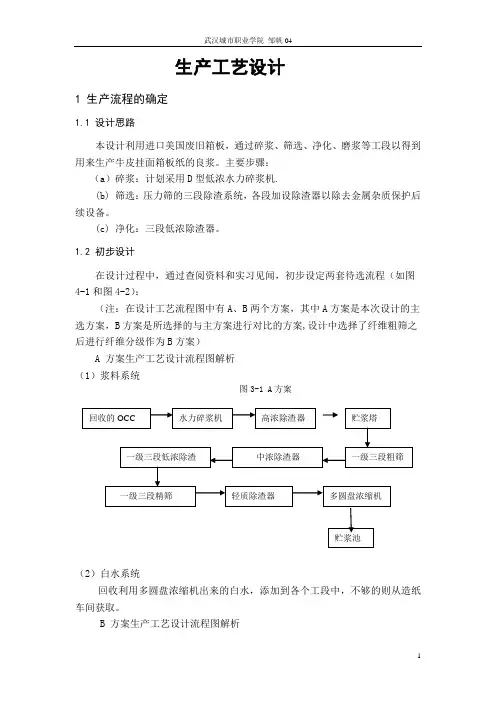
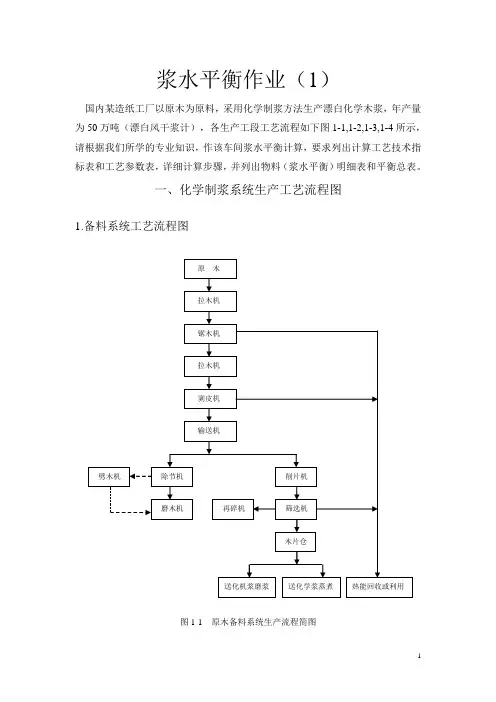
国内某造纸工厂以原木为原料,采用化学制浆方法生产漂白化学木浆,年产量为50万吨(漂白风干浆计),各生产工段工艺流程如下图1-1,1-2,1-3,1-4所示,请根据我们所学的专业知识,作该车间浆水平衡计算,要求列出计算工艺技术指标表和工艺参数表,详细计算步骤,并列出物料(浆水平衡)明细表和平衡总表。
一、化学制浆系统生产工艺流程图
1.备料系统工艺流程图
图1-1 原木备料系统生产流程简图
2.蒸煮系统工艺流程图
图1-2 木片蒸煮生产流程简图
3. 洗涤、筛选和净化、浓缩系统流程图
图1-3 洗涤、筛选和净化、浓缩生产流程简图
4.漂白系统流程图
图1-4 漂白系统生产流程简图。
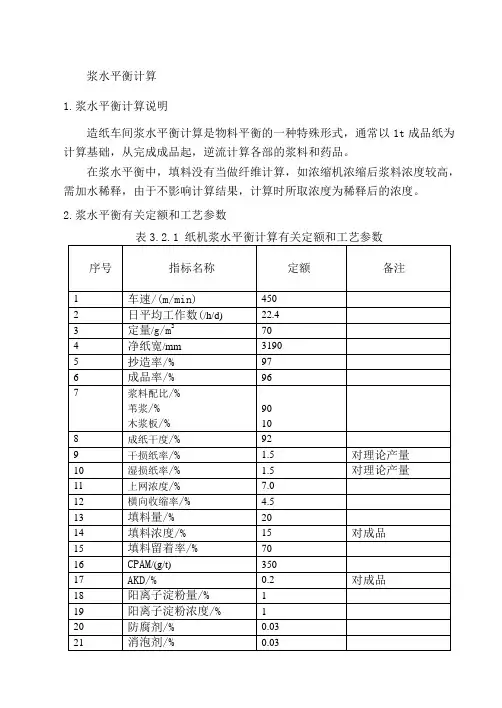
浆水平衡计算1.浆水平衡计算说明造纸车间浆水平衡计算是物料平衡的一种特殊形式,通常以1t成品纸为计算基础,从完成成品起,逆流计算各部的浆料和药品。
在浆水平衡中,填料没有当做纤维计算,如浓缩机浓缩后浆料浓度较高,需加水稀释,由于不影响计算结果,计算时所取浓度为稀释后的浓度。
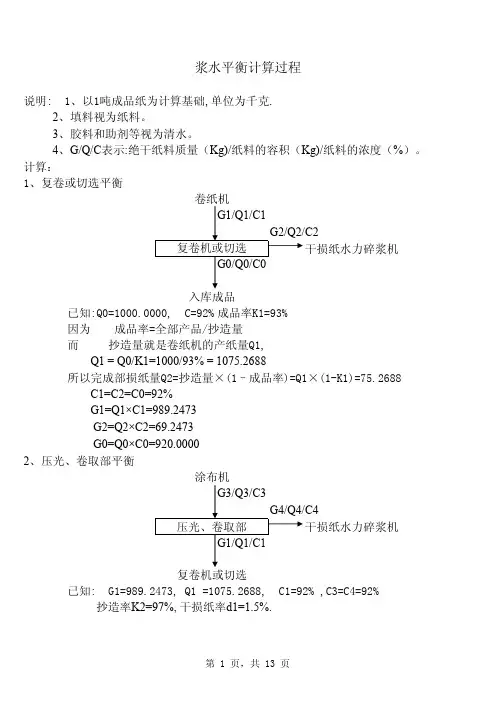
2.浆水平衡有关定额和工艺参数3.3浆水平衡计算(1)复卷,完成整理部 已知:成纸水分为8%,即c 1=c 2=c 3=92% 以1t 成品纸为计算基础,0=1000.0000, 成品率k 1=96%。
计算:成品率k 1=V0/V 22=V 0/K 1=1000.0000/96% 1=V 2-V 0=1041.6667-10002=V 2c 2=1041.6667×92%=958.3334 Q 1=Q 2-Q 0=958.3334-920 =38.3334已知:c 2=c 3=c 4=92%, 2=958.3334, 2=1041.6667, 抄造率K 2=97%,干损纸率d 1=1.5%. 计算:抄造率k 2= 抄纸损纸包括干损纸、湿损纸两部分设X=抄造量+抄造损纸量 成品库%100⨯+抄造损纸量抄造量抄造量则X=V 2/k 2=1041.6667/97% =1073.8832设Y 为X 中绝干纤维量,则 Y=Q 2/k 2=958.3334/97% =987.9726Q 3=Y ·d 1=987.9726×1.5% =14.8196V 3=Q 3/c 3=14.8196/92%=16.1083 Q 4=Q 2+Q 3=958.3334+14.8196=973.1530 V 4=V 3+V 2=16.1083+1041.6667=1057.7750(3)干燥部已知:进干燥部纸页干度c 5=42%,4=973.1530 4=1057.7750 4=92%计算:Q 5=Q 4=973.15305=Q 5/c 5=973.1530/42%=2317.0310 1=V 5-V 4=2317.0310-1057.7750=1259.2560(4)压榨部已知:c 5=42%,c 8=21%, Q 5=973.1530, 5=2317.0310, 压榨部湿损纸率d 2=0.5%, 压榨部带出纤维量d 3=0.15% 计算:Q 7=Y ·d 2=987.9726×0.5% 设湿损纸的平均干度为30%,压榨部 压光、卷取真空伏辊 伏损池 压榨白水 8V Q 7即c 7=30%,则 V 7=Q 7/c 7=4.9399/30% =16.4663压榨带出纤维量:Q 6=Q 8×d 3,且Q 8=Q 5+Q 6+Q 7,则:Q 8=(Q 5+Q 7)/(1-d 3)=(973.1530+4.9399)/(1-0.15%)=979.5622 Q 6=979.5622×0.15%=1.4693 V 8=Q 8/c 8=4664.5819 V 6=V 8-V 7-V 5=2331.0847(5)真空伏辊已知:Q 8=979.5622,V 8=4664.5819,c 8=21%,c 11=12%, 伏辊带出纤维率d 4=0.2%,冲边水W 5=2600, 伏辊湿损纸率d 5=1.0%计算:冲边宽度:b=2×20(mm ),横向收缩率ε=4.5%,抄宽:B m =3190mm,则: 湿纸宽度B n =%5.41-Bm=3298湿纸边占整个湿纸幅宽比率r=329840202+⨯=1.1983%所以,进入伏损池的湿边纸占进入伏辊纸页的1.1983%。
Q 1'Q 1"V1'V 1"1t成品纸为计算基础,单位为kg.填料用量小于10%,将填料视为纤维,松香、矾土、染料视为清水.C 1"C 1'"1 成品库平衡合格品完成整理副品2 完成整理平衡水力碎浆机3 卷曲部平衡干燥部完成整理水力碎浆机蒸发5 压榨部平衡干燥部6 真空伏辊平衡水封池伏损池支水针t=22.5*60/50=27min W2=27*0.00105*3=0.08505 m 3/t纸=85.0500kg/t纸生产吨纸的湿纸切边及引纸水针(3根)用水量为:水针切下湿纸边用冲边水冲入伏损池,伏辊内喷水做水封水并润滑作用,随同白水进入真空室,进而进入水封池。
湿纸切边及引纸水针使用7kg/cm 2以上的高压水,水针喷孔孔径为1mm,喷水量为:128 案板、案辊平衡洗网水一部分进入浓白水池,一部分进入稀白水池。
单层布置的纸机若白水直接用白水盘引出,洗网水则不进入浓白水池,全部进入稀白水池。
本例使用的双层布置3150长网多缸纸机,设40%的洗网水进入白水池,60%进入稀白水池。
纸料从堰口喷出后需要用水拦住,防从网案跑下来,用水量W6=2000.000。
铜网要连续洗涤,洗网水压力一般高于2.943×105N/m 2(3 kg/cm 2),车速在100m/min以上喷水压力为3.924×105 N/m 2(4 kg/cm 2),在200 m/min以上,喷水管压力为5.886×105 N/m 2(6 kg/cm 2).本机车速在240m/min,相当于(60mmH 2O).洗网设置5根,每根管上有双排孔,孔径为1mm, 孔距20mm,每米100个孔,每根有效长3.84m,一根喷水量计算如下:0.001×0.001×60×100×3.84m3/min=0.3723 m3/min 案板案辊除气槽已知 流浆箱除气槽11 旋翼筛平衡稳浆箱12 一段除渣器平衡旋翼筛13 高频振框筛平衡除气槽屋顶白水池解得:Q26=[V25-V21+(Q25-Q21)/C27]/(1/C27-1/C26)Q30=Q23+Q29+Q36Q30=Q31+Q32Q32+Q34=Q33Q33=Q35+Q36Q32=d13*Q30Q35=d14*Q33V30=V23+V29+V36一段、二段、三段构成循环,必须对这几个单元进行联立平衡计算。
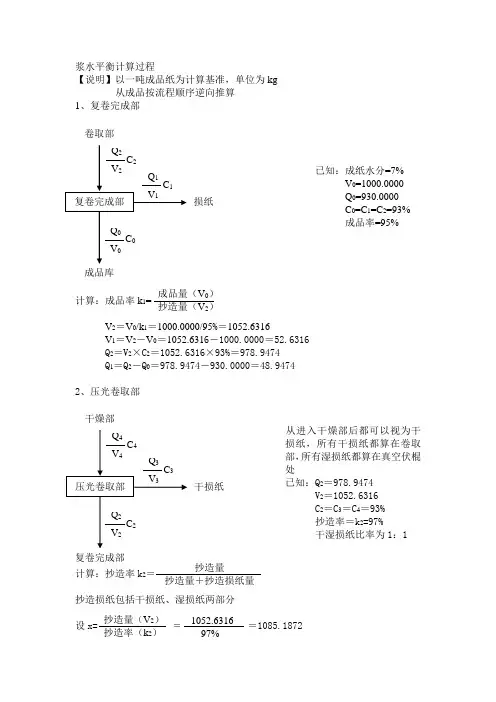
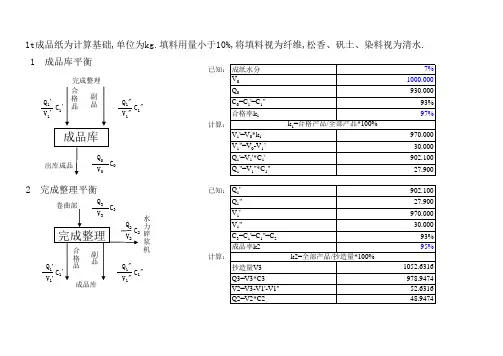
浆水平衡计算过程【说明】以一吨成品纸为计算基准,单位为kg 从成品按流程顺序逆向推算1、复卷完成部已知:成纸水分=7%V0=1000.0000Q0=930.0000C0=C1=C2=93%成品率=95%201V1=V2-V0=1052.6316-1000.0000=52.6316Q2=V2×C2=1052.6316×93%=978.9474Q1=Q2-Q0=978.9474-930.0000=48.94742、压光卷取部从进入干燥部后都可以视为干损纸,所有干损纸都算在卷取部,所有湿损纸都算在真空伏棍处已知:Q2=978.94742=1052.63162=C3=C4=93%抄造率=k2=97%干湿损纸比率为1:1 设x= =1085.1872抄造量(V2)抄造率(k2)抄造损纸量为1085.1872-1052.6316=32.5556干损纸量V 3=32.5556×50%=16.2778Q 3=V 3×C 3=16.2778×93%=15.1384Q 4=Q 3+Q 2=15.1384+978.9474=994.0858V 4=V 3+V 2=16.2778+1052.6316=1068.90943、后干燥部进后干燥部纸页干度C 5=55% 4=994.0858 4=1068.9094 4=93%54 V 5=Q 5/C 5=994.0858/55%=1807.4287W 1=V 5-V 4=1807.4287-1068.9094=738.51934、表面施胶部干度C 6=80% 5=994.08585=1807.4287 5=55%65 V 6=Q 6/C 6=994.0858/80%=1242.6073W 2=V 5-V 6=1807.4287-1242.6073=564.82145、前干燥部C 7=43% 6=994.0858 6=1242.6073 6=80%76 V 7=Q 7/C 7=994.0858/43%=2311.8274W3=V 7-V 6=2311.8274-1242.6073=1069.22016、压榨部:出伏辊时纸页干度为C 8=20% 7=994.0858 7=2311.8274 7=43%0.2%(相对成品量) 计算:压榨白水纤维损失量Q 9=0.2%×Q 0=0.2%×930.0000=1.8600 Q 8=Q 7+Q 9=994.0858+1.8600=995.9458V 8=Q 8/C 8=995.9458/20%=4979.7290V 9=V 8-V 7=4979.7290-2311.8274=2667.9016C 9=Q 9/V 9=1.8600/2667.9016=0.0697%7、真空伏辊已知:水封槽白水纤维损失量1%(相对成品量)Q 8=995.9458V 8=4979.7290W 4=500.0000W5=2000.0000切边损失纸页干度C13=20%切边宽度2×50mm湿损纸纸页干度C12=20%出伏辊时纸页干度C8=20%进伏辊时纸页干度C10=14%横向收缩率ε=2%抄宽Bm=2680mm干湿损纸比率为1:1123湿纸页宽度Bn=Bm/(1-ε)=2680/(1-2%)=2735mm单位长度湿纸页的纤维量为G=(Q8+Q12)/Bn所以切边损失量Q13=2×50×G=2×50×(995.9458+15.1384)/2735=36.9683 Q11=1%×Q0=1%×930.0000=9.3000Q10=Q11+Q12+Q13+Q8=9.3000+15.1384+36.9683+995.9458=1057.3525 V13=Q13/C13=36.9683/20%=184.8415V12=Q12/C12=15.1384/20%=75.6920V10=Q10/C10=1057.3525/14%=7552.5179V11=V10+W4+W5-V12-V13-V8=7552.5179+500.0000+2000.0000-75.6920-184.8415-4979.7290 =4812.2554C11=Q11/V11=9.3000/4812.2554=0.1933%8、真空吸水箱已知:水封槽白水中纤维损失量3%(相对成品量) W 6=500.0000Q 10=1057.3525V 10=7552.5179C 10=14%进真空吸水箱纸页干度C 14=2%计算:150 Q 14=Q 15+Q 10=27.9000+1057.3525=1085.2525 V 14=Q 14/C 14=1085.2525/2%=54262.6250 V 15=V 14+W 6-V 10=54262.6250+500.0000-7552.5179=47210.1071 C 15=Q 15/V 15=27.9000/47210.1071=0.0591%9、成形板案板已知:白水纤维损失量30%(相对成品量) 上网浓度C 15=0.7%W7=2000.0000Q14=1085.2525V14=54262.6250C14=2%计算:Q16=30%×Q0=30%×930.0000=279.0000Q15=Q16+Q14=279.0000+1085.2525=1364.2525V15=Q15/C15=1364.2525/0.7%=194893.2143V16=V15+W7-V14=194893.2143+2000.0000-54262.6250 =142630.5893C16=Q16/V16=279.0000/142630.5893=0.1956%。
纸板厂设计中的浆水平衡计算李录云【摘要】以某纸板生产线项目的设计为例,对浆水平衡在纸板生产线设计方案制定中所起的作用进行了探讨.%Taking a paperboard project as example,the importance of the calculation of the balances of pulp and water to the determination of the capacity and the design improvement in pulp and paper industry was illustrated in this paper.【期刊名称】《中国造纸》【年(卷),期】2013(032)006【总页数】6页(P40-45)【关键词】浆水平衡;纸板;产品品种;定量【作者】李录云【作者单位】武汉凯迪研究总院,湖北武汉,430223【正文语种】中文【中图分类】TS78在设计造纸生产线的过程中,浆水平衡计算的结果为生产流程的优化、设备选型、管道计算、管件选择等提供理论依据,进而会影响到项目的经济性与合理性[1]。
可以说,浆水平衡计算贯穿于整个设计项目的生命周期,包括项目的策划、建设、运行、改造直至结束[2]。
浆水平衡计算说起来是一个非常庞大和繁杂的内容。
笔者以某纸板生产线项目在策划阶段所进行的浆水平衡计算工作为例,来谈谈浆水平衡计算对项目前期的影响。
1 项目条件本项目位于我国的东部地区,拟建设一条产能为25 万t/a、产品为白纸板的生产线。
主要原料为漂白商品木浆、日本废纸(以下简称日废)、混合废纸以及旧报纸。
产品定量200 ~450 g/m2,产品的品种是白底白纸板和灰底白纸板两种,根据市场变化进行灵活调整。
2 项目分析项目的主要难点在于产能大,原料、产品品种及定量多样。
因此,首先要分析纸板各层原料使用状况;接下来要计算每种产品在不同情况下原料的使用量;根据原料的使用量来确定制浆车间各系统的生产能力;再根据各系统的生产能力分析及优化方案。
摘要要完成了30t/日(70g/m2)胶版纸造纸车间的初步设计。
首先对设计方案论证,确定工艺参数,根据所选的参数进行浆水平衡计算,然后根据计算的结果并结合工厂的生产实践进行设备选型,根据选型的结果进行绘制车间平面布置图, ,最后进行经济概算,并给出了工艺流程图。
设计中采用了ZW24型1760纸机,设计车速为200m/min。
为了便于纸机的运行,车间的设计采用了两层布置,面积为2991.4m2,其中长127.3m,宽18 m。
工艺方面,采用了20%麦草浆、30%阔叶浆和50%针叶浆三种原料进行抄造,并进行了打浆、AKD中性施胶、加填、和表面施胶等。
设计的总投资为3866.61万元,回收期为4.8年。
关键词:胶版纸造纸车间工艺平衡计算车间平面布置前言 (1)1.总论 (2)1.2设计范围 (2)1.3设计指导思想 (2)2.工艺论证及流程设计 (3)2.1技术指标 (3)2.2纤维原料的选择与配比 (4)2.3打浆工艺 (5)2.3辅料的选择 (6)2.3.1施胶剂的选择 (6)2.3.2干强剂的选择 (7)2.3.3助留剂的选择 (7)2.3.4填料的选择 (7)2.3.5调色剂的选择 (8)2.3.6表面施胶剂选择 (9)2.3.7辅料的使用及加入方式 (9)2.4供浆系统 (10)2.4.2浆料贮存 (10)2.4.3冲浆稀释 (11)2.4.4浆料净化筛选 (12)2.4.5流送上网 (12)2.5网部 (12)2.6压榨部 (13)2.7干燥部 (13)2.8白水回收 (13)2.9损纸的处理 (14)2.10工艺方框流程图 (15)3.浆水平衡 (15)3.1注意事项及工艺参数 (15)3.2浆水平衡计算 (18)3.3 浆水平衡收支总表 (30)4.设备选型计算 (31)4.1打浆工段 (31)4.1.1打浆设备 (31)4.1.2辅助设备 (33)4.2抄纸工段 (42)4.2.1 纸机选型 (42)4.2.2 网案非标池系列 (44)4.2.3 非真空泵系列 (46)4.2.4 三段通汽设备系列 (47)4.2.5 真空泵系列 (47)4.3完成工段 (49)4.3.1 七辊压光机 (49)4.3.2 圆筒卷纸机 (49)4.3.3 复卷机 (49)4.3.4 打包机 (49)4.3.6其它设备 (50)4.4白水回收 (50)4.4.1气浮池 (50)4.4.2溶气罐 (50)4.4.3浮浆池 (51)4.4.4清水池 (51)4.4.5射流器 (51)4.5辅料工段 (52)4.5.1填料贮存槽 (52)4.5.2填料泵 (52)4.5.3 淀粉糊化槽 (52)4.5.4 电动葫芦 (52)4.5.5 PVA胶液槽 (52)4.5.6 淀粉胶液槽 (52)4.5.7 胶液高位槽 (53)4.5.8 胶液混合贮槽 (53)5.车间布置设计 (53)5.1车间设备布置原则 (53)5.2生产设备布置设计的步骤与注意事项 (53)5.2.1步骤 (53)5.2.2注意事项 (54)5.3车间跨度及高度的确定 (54)5.3.1确定的原则 (54)5.3.2跨度与高度 (54)6.经济概算 (55)6.1固定资产投资 (55)6.1.1土建部分 (55)6.1.2设备部分 (56)6.1.3其他费用 (56)6.2成本核算 (57)6.2.1构成产品的直接费用 (57)6.2.2成本回收年限 (59)总结 (59)参考文献 (60)随着经济的快速发展,书刊需求量急增,全国各地不同程度地存在购书难的现象,为此1983年国务院发出《关于加强出版工作的决定》的通知。
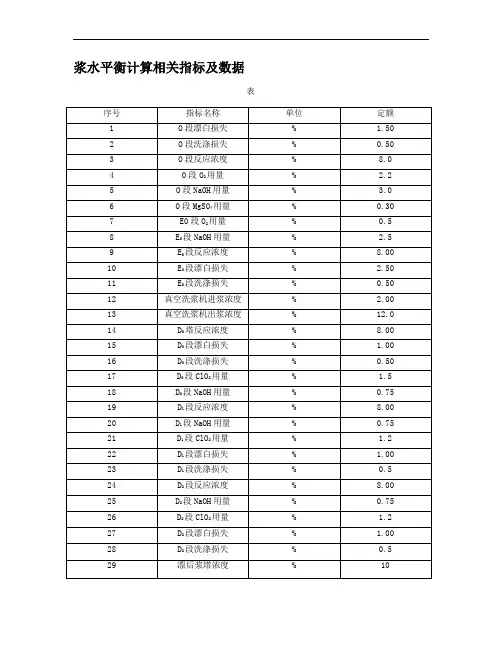
浆水平衡计算相关指标及数据表序号指标名称单位定额1 O段漂白损失% 1.502 O段洗涤损失% 0.503 O段反应浓度% 8.04 O段O2用量% 2.25 O段NaOH用量% 3.06 O段MgSO4用量% 0.307 E0段O2用量% 0.58 E0段NaOH用量% 2.59 E0段反应浓度% 8.0010 E0段漂白损失% 2.5011 E0段洗涤损失% 0.5012 真空洗浆机进浆浓度% 2.0013 真空洗浆机出浆浓度% 12.014 D0塔反应浓度% 8.0015 D0段漂白损失% 1.0016 D0段洗涤损失% 0.5017 D0段ClO2用量% 1.518 D0段NaOH用量% 0.7519 D1段反应浓度% 8.0020 D1段NaOH用量% 0.7521 D1段ClO2用量% 1.222 D1段漂白损失% 1.0023 D1段洗涤损失% 0.524 D2段反应浓度% 8.0025 D2段NaOH用量% 0.7526 D2段ClO2用量% 1.227 D2段漂白损失% 1.0028 D2段洗涤损失% 0.529 漂后浆塔浓度% 10浆水平衡计算以抄纸车间1吨浆板(水分含量10%)为基准 纤维单位为kg 液体单位为L(1) 漂后贮浆塔浆水平衡 已知:Q=1000/(1-10%)C 1=12% QV C 则: V=Q/C=9000 清水W1 Q=Q 1=900 C=3.0%知 Q 1=900 Q 1V 1C V 1=30V 1=Q 1/C 1=900/12%=7500W 1=V -V 1=9000-7500=1500 (2) 4#真空洗浆机浆水平衡 知 Q 1=900V 1=7500 Q2V2 C2C 1=12% 清水W2 Q3V3 C3 C 2=2%q 洗涤=0.5%稀释因子F=2 Q1V1 Cq 漂白=1% 则 Q 3=(1%+0.5%)Q 2 Q 2=Q 3+Q 1 Q 2=913.7 Q 3=13.7055V 2=Q 2/C 2=913.7/2%=45685F=(W -M )m 3/t 浆 M :洗后浆料含水率 W 2=FQ 2/90%+M=FQ 2/90%+V 1×(1-C 1)=2×913.7/90%+7500×(1-12%)=8630.4V 3=W 2+V 2-V 1=8630.4+45685-7500=46815.4 Q4V4 C 4 C 3=Q 3/V 3=13.7055/46815.4=0.293%(3)D 1塔的浆水平衡 已知:Q 2=913.7V 2=45685 滤液FQ 1 Q2V2 C 2漂后贮浆塔4#真空洗浆机D1塔C2=2.0% C4=8.0%则:V 4=Q 4/C 4=11421.35V 3=V 2-V 4=45685-11421.35=34263.75(4)4#高剪切混合器、蒸汽混合器的浆水平衡已知:Q 4=913.7 Q5V5 C5V 4=11421.25 清水W3 mNaOHC 4=8.0%C 5=12% 蒸汽q1 mClOQ 5=913.7则: Q 5=Q 4=913.7V 5=Q 5/C 5=913.7/12%=7614.2 Q4V4 C4 W 4=V 4-V 5=11421.25-7614.2=3807.05 m NaOH =Q 5×7.5kg/t ×0.001=6.853kg m ClO2=Q 5×12kg/t ×0.001=10.964kg(5)3#真空洗浆机的浆水平衡 已知:Q 5=913.7 V 5=7614.2 C 5=12% Q6V6 C 6C 6=2%滤液FQ 2 Q7V7 C 7 q 洗涤=0.5% 稀释因子F=2q 漂白=2.5% Q5V5 C 5则:Q 7=(2.5%+0.5%)Q 6Q 6=Q 5+Q 7 Q 5=813.7 Q 6=956.754 Q 7=43.753V 6=Q 6/C 6=956.754/2%=47837.7F=(W -M)m 3/t 浆 M :洗后浆料含水率 FQ 2=F ×16/90%+M=FQ 2/90%+V5×(1-C 5) =2×956.754/90%+7614.2×(1-12%) =8653V 7=FQ 2+V 6-V 5=8653+47837.7-7614.24#蒸汽混合器4#高剪切混合器 3#真空洗浆机=48876.5C 7=Q 7/V 7=43.053/48876.5=0.088%(6)碱处理塔的浆水平衡 Q8V8 C 8 已知:Q 6=956.754V 6=47837.7C 6=2%C 8=8% 滤液FQ 3 则:V 8/C 8=956.754/8%=11959.425 Q6V6 C 6FQ 3=V 6-V 8=47837.7-11959.425=35878.275(7)3#高剪切混合器、3#蒸汽混合器的浆水平衡 Q9V9 C 9已知:Q 8=956.754V 8=11959.425 清水W 4 m NaOHC 8=8% C 9=12% 蒸汽q 2 m O2 Q 9=956.754 则:Q 9=Q 8=956.754V 9=Q 9/C 9=956.754/12%=7972.95 Q8V8 C 8 W 4=V 8-V 9=11959.425-7972.95=3986.475m NaOH =Q 9×25kg/t ×0.001=956.754×0.025=23.19kg m O2=Q 9×5kg/t ×0.001=995.754×0.05=4.784kg(8)2#真空洗浆机的浆水平衡 已知:Q 9=9556.754 V 9=7972.95C 9=12% Q10V10 C 10C 10=2% 滤液FQ 4 Q11V11 C 11Q 洗涤=0.5%稀释因子F=2q 漂白=1% 错误!C 9 则:Q 11=(1%+0.5%)Q 10Q 10=Q 9+Q 11 Q 9=956.754 Q 10=971.324 Q 11=14.570V 10=Q 10/C 10=9.71324/2%=48566.21 F=(W -M)m 3/t 浆 M :洗后浆料含水率FQ 4=F ×Q 10/90%+M=FQ 10×90%+V 9×(1-C 9)E0反应塔塔 3#蒸汽混合器 3#高剪切混合器2#真空洗浆机=2×971.324/90%+7972.95×—(1-12%) =49591.75C 11=Q 11/V 11=14.570/49591.75=0.029%(9)D 0塔的浆水平衡 Q12V12 C 12 已知:Q 10=971.324 V 10=48566.2 C 10=2.0% C 12=8.0%则:V 12=Q 12/C 12=971.324/8%=12141.55 滤液FQ 5 Q10V10 C 10FQ 5=V 10-V 12=48566.2-12141.55=36388.73 (10)2#高剪切混合器、2#蒸汽混合器的浆水平衡 已知:Q 12=971.324 V 12=12141.55 C 12=8.0% C 13=12%则:Q 12=Q 12=971.324 Q13V13 C 13V 13=Q 13/C 13=971.324/12%=8094.37 清水W 5 m NaOH W 5=V 12-V 13=12141.55-8094.37 =4083.46 蒸汽q 3 m ClO2m NaOH =Q 13×7.5kg/t ×0.001=7.285kgm ClO2=Q 13×15kg/t ×0.001=14.570kgQ12V12 C 12 (11)1#真空洗浆机的浆水平衡 已知:Q 13=971.324 V 13=8094.37 C 14=2% q 洗涤=0.5%稀释因子F=2 Q14V14 C 14 q 漂白=1.5%则:Q 17=(1.5%+0.5%)Q 14 清水W 2 Q17V17 C 17Q 14=Q 13+Q 17 Q 13=971.324 Q 14=996.229Q 17=24.905 Q13V13 C 13V 14=Q 14/C 14=996.229/2%=49811.45F=(W -M)m 3/t 浆 M :洗后浆料含水率FQ 6=F ×Q 14/90%+M=FQ 14/90%+V 13×(1-C 13)D0塔2#蒸汽混合器 2#高剪切混合器 1#真空洗浆机=2×996.229/90%+8094.37×(1-12%) =9156.2V 17=FQ 6+V 14-V 13=9156.2+49811.45-8094.37 =5087.25C 17=Q 17/V 17=24.905/50873.225=0.049%(12)氧脱木素塔的浆水平衡已知:Q 14=996.229 Q15V15 C 15 V 14=49811.45 C 14=2% C 15=8%则: V 15=Q 15/C 15=996.229/8%=12452.86 滤液FQ 7FQ 7=V 14-V 15=49811.45-12452.86 Q14V14 C 14 =37358.59(13)1#高剪切混合器、1#蒸汽混合器的浆水平衡 已知:Q 15=971.324 V 15=12452.86 C 15=8.0%C 16=9.96% Q16V16 C 16则:Q 16=Q 15=971.324 m NaOHV 16=Q 15/C 16=996.229/9.96% 清水W 6 =10000 m MgSO4W 6=V 15-V 16=12452.86-10000 蒸汽q 4=2452.86 m O2 m NaOH =Q 16×30kg/t ×0.001=29.887kgm O2=Q 16×22kg/t ×0.001=21.917kg Q15V15 C 15 m MgSO4=Q 16×2.7kg/t ×0.001=2.7kg氧脱木素塔 1#蒸汽混合器1#高剪切混合器浆水平衡明细表表浆水平衡明细表序号工段名称纤维量浆料量收支收支1 1#高剪切混合器996.299 996.299 10000 12452.862 氧脱木素塔996.299 996.299 12452.86 49811.453 1#真空洗浆机996.299 971.324 49811.45 8094.374 2#高剪切混合器971.324 971.324 8094.37 12141.555 D0反应塔971.324 971.324 12141.55 48566.26 2#真空洗浆机971.324 956.754 48566.2 7972.957 3#高剪切混合器971.324 956.754 7972.95 11959.4258 E0反应塔956.754 956.754 11959.425 47837.79 3#真空洗浆机956.754 913.7 47837.7 7614.210 4#高剪切混合器913.7 913.7 7614.2 11421.2511 D1反应塔913.7 913.7 11421.25 4568512 4#真空洗浆机913.7 900 45685 750013 漂后贮浆塔900 900 7500 9000设备选型设备平衡计算按照V=0.9QT/C进行设备平衡计算,其中:V--容积(m3)T--塔内停留时间C--浆浓(%)Q--处理浆料量(t/h)(1)氧漂白塔V=0.9QT/C=0.9×(150/22.5)×1/8%=75m3规格及特征:容积75m3浆浓8%直径3000mm 高度18m电机J03-180L-6 22KW 1台(2)D0反应塔V=0.9QT/C=0.9×(150/22.5)×2.5/8%=188m3根据计算选择ZPT升流式中浓二氧化氯漂白塔规格及特征:容积188m3浆浓8%直径3000mm 高度18m电机J03-180L-6 22KW 2台(3)E0反应塔V=039QT/C=0.9×(150/22.5)×1.5/8%=113m3根据计算选择ZPT23升流式碱化塔规格及特征:容积1138m3浆浓8%直径3000mm 高度28m电机J03-180L-6 22KW 2台循环器直径750mm 2台针形阀直径40mm 4个(4)D1反应塔V=0.9×(300/22.5)×3/10%=180m3根据计算选择ZPT升流式中浓二氧化氯漂白塔塔规格及特征:容积180m3浆浓8%直径3000mm 高度28m电机J03-180L-6 22KW 2台循环器直径750mm 2台针形阀直径40mm 4个(5)贮浆塔(立式)V=0.9×(150/22.5)×3/10%=180m3根据计算选择ZPT5升流式氯化塔规格及特征:容积180m3浆浓10%直径3000mm 高度14m电机J03-180L-6 22KW 2台循环器直径750mm 2台针形阀直径40mm 4个(6)中浓高剪切混合器根据计算选择ZPT23中浓高剪切混合器规格及特征:型号ZPT23 工作温度<100℃搅拌器转速1000r/min进浆口℃ Ø400mm×500m出浆口℃ Ø400mm×500m电机J03-200L-4 40KW 1台(7)真空洗浆机选用平面鼓式真空洗浆机,本系列鼓式真空洗浆机为大中型制浆造纸厂较为理想的洗涤设备,用于漂白工段浆料洗涤,也可以用来洗涤粗浆。
完整版浆水平衡计算浆水平衡计算是一种在纸浆制备工艺中常用的计算方法,用于确定经过各个生产环节后纸浆中各组分的含量。
通过计算不同环节中的产量和各组分的损失,可以帮助生产过程进行优化,提高生产效率和产品质量。
纸浆的制备包括多个重要的生产环节,如原料制备、纤维解聚、筛选分离、漂白等。
在每个环节中,纸浆中的组分会发生改变,包括纤维、杂质、水分等。
浆水平衡计算的目的就是要确定每个环节中的产量和组分的变化,以确保最终纸浆的质量和组分符合要求。
浆水平衡计算一般分为两个方面:质量平衡和量平衡。
质量平衡是指在每个环节中,纸浆中各组分的含量发生改变时,总质量的变化情况。
量平衡是指在每个环节中,纸浆的总产量和组分的损失情况。
在进行浆水平衡计算时,首先需要确定每个环节中纸浆的进料量和出料量,以及各组分的含量。
然后,根据质量平衡和量平衡的原理进行计算。
具体的计算方法包括:1.原料制备环节:在原料制备环节中,需要确定原料的质量和含水率。
如果原料中还有其他组分,比如杂质或化学品,也需要进行计算。
计算原料的进料量和含量,以及出料量和含量的变化情况。
2.纤维解聚环节:纤维解聚是将原料中的纤维分散开来,形成纸浆的过程。
在这个环节中,需要计算纤维从原料中的损失和纤维的进料量。
同时,纤维的质量和含水率也会发生变化,需要进行计算。
3.筛选分离环节:筛选分离环节是将纸浆中的纤维和杂质进行分离的过程。
在这个环节中,需要计算纤维的产量和含量,以及杂质的产量和含量。
同时,还需要计算纤维和杂质在纸浆中的比例变化情况。
4.漂白环节:漂白环节是将纸浆中的色素和其他有害物质去除的过程。
在这个环节中,需要计算纸浆中色素的含量和漂白剂的进料量。
同时,还需要计算漂白后纸浆的产量和组分的变化情况。
通过以上的计算,可以得到每个环节中纸浆的产量和各组分的含量。
根据这些数据,可以确定每个环节中纸浆的变化情况,并进行分析和优化。
通过浆水平衡计算,可以帮助纸浆制备过程进行控制,并提高生产效率和产品质量。
浆水平衡计算1.浆水平衡计算说明造纸车间浆水平衡计算是物料平衡的一种特殊形式,通常以1t成品纸为计算基础,从完成成品起,逆流计算各部的浆料和药品。
在浆水平衡中,填料没有当做纤维计算,如浓缩机浓缩后浆料浓度较高,需加水稀释,由于不影响计算结果,计算时所取浓度为稀释后的浓度。
2.浆水平衡有关定额和工艺参数3.3浆水平衡计算(1)复卷,完成整理部 已知:成纸水分为8%,即c 1=c 2=c 3=92% 以1t 成品纸为计算基础,0=1000.0000, 成品率k 1=96%。
计算:成品率k 1=V0/V 22=V 0/K 1=1000.0000/96% 1=V 2-V 0=1041.6667-10002=V 2c 2=1041.6667×92%=958.3334 Q 1=Q 2-Q 0=958.3334-920 =38.3334已知:c 2=c 3=c 4=92%, 2=958.3334, 2=1041.6667, 抄造率K 2=97%,干损纸率d 1=1.5%. 计算:抄造率k 2= 抄纸损纸包括干损纸、湿损纸两部分设X=抄造量+抄造损纸量 成品库%100⨯+抄造损纸量抄造量抄造量则X=V 2/k 2=1041.6667/97% =1073.8832设Y 为X 中绝干纤维量,则 Y=Q 2/k 2=958.3334/97% =987.9726Q 3=Y ·d 1=987.9726×1.5% =14.8196V 3=Q 3/c 3=14.8196/92%=16.1083 Q 4=Q 2+Q 3=958.3334+14.8196=973.1530 V 4=V 3+V 2=16.1083+1041.6667=1057.7750(3)干燥部已知:进干燥部纸页干度c 5=42%,4=973.1530 4=1057.7750 4=92%计算:Q 5=Q 4=973.15305=Q 5/c 5=973.1530/42%=2317.0310 1=V 5-V 4=2317.0310-1057.7750=1259.2560(4)压榨部已知:c 5=42%,c 8=21%, Q 5=973.1530, 5=2432.8825, 压榨部湿损纸率d 2=0.5%, 压榨部带出纤维量d 3=0.15% 计算:Q 7=Y ·d 2=987.9726×0.5% 设湿损纸的平均干度为30%,压榨部 压光、卷取真空伏辊 伏损池 压榨白水 8V Q 7即c 7=30%,则 V 7=Q 7/c 7=4.9399/30% =16.4663压榨带出纤维量:Q 6=Q 8×d 3,且Q 8=Q 5+Q 6+Q 7,则:Q 8=(Q 5+Q 7)/(1-d 3)=(973.1530+4.9399)/(1-0.15%)=979.5622 Q 6=979.5622×0.15%=1.4693 V 8=Q 8/c 8=4664.5819 V 6=V 8-V 7-V 5=2331.0847(5)真空伏辊已知:Q 8=979.5622,V 8=4664.5819,c 8=21%,c 11=12%, 伏辊带出纤维率d 4=0.2%,冲边水W 5=2600, 伏辊湿损纸率d 5=1.0%计算:冲边宽度:b=2×20(mm ),横向收缩率ε=4.5%,抄宽:B m =3190mm,则: 湿纸宽度B n =%5.41-Bm=3298湿纸边占整个湿纸幅宽比率r=329840202+⨯=1.1983%所以,进入伏损池的湿边纸占进入伏辊纸页的1.1983%。