最新版焊接工艺评定格式标准
- 格式:doc
- 大小:476.00 KB
- 文档页数:13
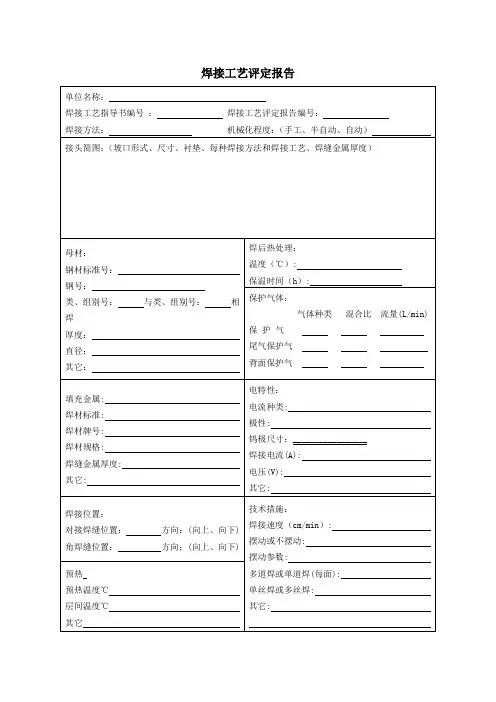
焊接工艺评定报告格式
1.报告封面:报告标题、单位名称、报告作者、日期等基本信息。
3.摘要:简要概述整个报告的内容,包括评定目的、方法、结果和结
论等。
4.引言:介绍报告的背景和目的,解释评定的意义和价值。
5.材料和方法:详细描述所采用的评定工艺和方法,包括实验设备、
试件准备、评定过程等。
6.具体结果和数据分析:根据实际评定结果,列出关键的数据和观察
结果,并进行相应的分析和解释。
请注意,报告中所陈述的结果必须客观、准确、具备可重复性。
7.结论:在对实验结果进行充分分析的基础上,给出您的结论和建议。
重点强调评定结果对相关工程和产品的意义和影响。
8.讨论与建议:进一步讨论实验结果和结论的合理性,提出合理化建
议或改进方案。
10.附录:包括实验中使用的图表、图纸、图片等,以及其他相关资料。
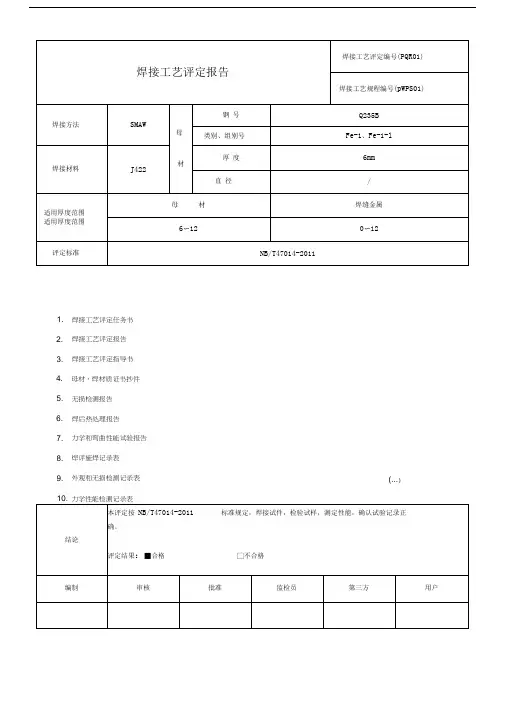
1. 焊接工艺评定任务书2. 焊接工艺评定报告3. 焊接工艺评定指导书4. 母材、焊材质证书抄件5. 无损检测报告6. 焊后热处理报告7. 力学和弯曲性能试验报告8. 焊评施焊记录表9. 外观和无损检测记录表(...)力学性能检测记录表焊接工艺评定任务书表码号:Q/CKDD102-2009单位名称:有限公司预焊接工艺规程编号: PWPS02 日期:2015.05.11焊接工艺评定报告编号:PQR01焊接方法: SMAW机械化程度(手工、半自功、自动):手工焊接接头: 坡口形式:V衬垫(材料及规格)/其他1 :焊前应将坡口表面及两则 20伽 内的水、2 :焊条,接规定进行烘烤。
3 :坡口面为焊接正面 母材:类别号 Fe-1组别号Fe-1-1与类别号Fe-1 组别号 Fe-1-1相焊及标准号 GB/T3274-2007钢 号 GB/T3274-2007 与标准号GB/T3274-2007钢 号GB/T3274-2007 相焊厚度范围: 母材:对接焊缝2.5-12mm角焊缝 不限管子直径、厚度范围: 对接焊缝:管径不限、壁厚2.5-10mm 角焊缝 / 焊缝金属厚度范围:对接焊缝< 12mm 角焊缝不限其他: /焊材类别 Fe-1-1焊材标准 GB/T5117-2012填充金属尺寸 ① 32mm 、$ 4.0mm焊材型号 E4303焊材牌号 J422填充金属类别焊条其他耐蚀堆焊金属化学成分(%)C Si Mn P S Cr Ni Mo V Ti Nb ///////////其他:注:对每一种母材与焊接材料的组合均需分别填表简图:(接头形式、坡口形式与尺寸、焊层、焊道布置及顺序)60±5°试件尺寸:500 X 300 X 7双面焊,正面焊2层,背面清根焊1层3- “2.5 ±0.5对接焊缝的位置平焊 焊后热处理:焊接方向:(向上、向下) 立向上 温度范围(C ) /角焊缝位置不限保温时间(h )/焊接方向:(向上、向下)/预热:保护气体:预热(C )(允许最低值) /气体种类混合比流量(L/min )层间温度(C )(允许最高值) / 保护气 / / / 保持预热时间 / 尾部保护气 / / / 加热方式/背面保护气///电特性:电流种类: 直流(DC )极性: 反接(―)焊接电流范围(A ):见下表电弧电压(V ):见下表(按所焊位置和厚度,分别列出电流电压范围,记入下表)焊道/焊层焊接方法填充材料焊接电源电弧电压(V ) 焊接速度(cm/mi n ) 线能量(kJ/cm)牌号直径极性电流(A ) 1/1 SMAW J422 0 3.2 DC- 110-130 22-26 / / 1/2 SMAW J422 0 4.0 DC- 140-180 22-26 / / 1/3SMAWJ422①4.0DC-140-18022-26///钨极类型及直径: / 喷嘴直径(mm ):/ 熔滴过渡形式: /焊丝送进速度 (cm/min ) :/技术措施:摆动焊或不摆动焊: 不摆动 摆动参数:/焊前清理和层间清理: 角向磨光机打磨 背面清根方法:碳弧气刨单道焊或多道焊(每面): 多道单丝焊或多丝焊:/编 制日 期审 核日 期批 准日期导电嘴至工件距离(mm ): 其他:热处理检验报告部件 部件 热处理炉次号试板热处理名称图号方式状 态热处理工艺要求PQR01焊后消除 应力 热处理□同炉热处理 入炉温度(C) 升温速度(C /h ) 保温温度(C) 保温时间(h )降温速度(C /h ) 冷却方式 及时间 出炉温度(C)评定试板□无试板常温< 150620+20 3 < 200随炉冷却后空冷200附:热处理温度一时间自动记录曲线图 曲线图原件保存在 PQR01焊接工艺评定报告内。
焊接工艺评定规则模板12020年4月19日焊接工艺评定规则WI03-11 1、总则1.1、适用范围本规则适用于钢制压力容器的气焊、焊条电弧焊、埋弧焊、熔化极气体保护焊、钨极气体保护焊、电渣焊、耐蚀层堆焊等的焊接工艺评定。
1.2、编制依据本规则的编制依据为JB4708-99《钢制压力容器焊接工艺评定》。
2、一般要求2.1、焊接工艺评定程序:拟定焊接工艺指导书→施焊试件→检验试件, 制取试样→检验试样→提出焊接工艺评定报告→比较验证焊接工艺的正确性。
2.2、焊接工艺评定所用的设备、仪表应处于正常工作状态, 钢材、焊接材料必须符合相应的标准, 由厂焊接技能熟练的焊工焊接试件, 焊接试件过程在厂进行。
2.3、评定对接焊缝或工艺时, 采用对接焊缝试件; 对接焊缝试件评定合格的焊接工艺亦适用于角焊缝; 评定非受压角接焊缝工艺时, 可仅采用角接焊缝试件。
( 焊缝的分类方法见GB/T3375-94) 。
2.4、焊接工艺因素分为重要因素、补加因素和次要因素。
各种焊接方法的重要因素、补加因素和次要因素参见JB4708-99, 表1。
2.5、钢制压力容器上的以下焊缝的焊接工艺必须按本工艺评定规则评定合格。
22020年4月19日2.5.1、受压元件之间的对接焊缝接头和要求全焊透的T形焊接接头;2.5.2、受压元件与承载的非受压元件全焊透的T形或角接焊接接头;2.5.3、受压元件的耐腐蚀堆焊层。
3、焊接工艺评定规则3.1、一般规则:3.1.1、改变焊接方法, 需重新评定。
3.1.2、当变更任何一个重要因素时都需要重新评定焊接工艺。
当增加或变更任何一个补加因素时, 则可按增加或变更的补加因素增焊冲击韧性试件进行试验。
当变更次要因素时不需要重新评定焊接工艺, 但需重新编制焊接工艺指导书。
3.1.3、当同一条焊缝使用两种焊接方法或两种以上焊接方法( 或焊接工艺) 时, 可按每种焊接方法( 或焊接工艺) 分别进行评定, 亦可使用两种或两种以上焊接方法( 或焊接工艺) 焊接试件, 进行组合评定。
新版焊接工艺评定格式引言焊接是制造业中常用的一种技术方法,它是通过将金属材料熔化然后冷却,将两个或更多的金属材料连接在一起的技术。
在现代制造业中,焊接工艺的质量直接影响到制造产品的质量和性能。
为了确保焊接质量的可控和可持续性,制定和使用良好的焊接工艺评定格式显得尤为重要。
焊接工艺评定格式新版焊接工艺评定格式是一种标准化的文件,用于记录焊接工艺参数、检验和评定结果等信息。
该格式对于维护焊接工艺质量、提高焊接质量、减少焊接缺陷具有重要的作用。
以下是该评定格式的几个主要部分:1. 焊接材料和焊接对象信息该部分包含了焊接材料和焊接对象的相关信息,如焊接对象的维度、形状、材料类型和厚度等。
同时也需要指明所使用的焊接材料,如焊丝种类、熔化率等。
2. 焊接标准对于不同的焊接对象,其管控在焊接标准中进行规定,规定焊接工艺的相关参数,包括额定电流和电压、焊丝直径和预先热处理等。
3. 焊接工艺参数和条件这一部分包括了焊接过程中的所有关键参数和条件,包括焊接电流、电压、速度、角度、焊丝直径和焊接速度等。
4. 检验结果和分析检验是焊接过程中必不可少的一部分。
焊接工艺评定格式记录了焊接过程中的检验结果和分析,如焊接缺陷的类型、大小、位置和分布情况等。
5. 焊接工艺评定该部分记录了焊接工艺的评定结果和建议改进方案。
根据焊接对象的不同,评定结果可以是不合格或是合格,同时也可以进行改进方案的提出,以提高焊接质量和效率。
焊接工艺评定是制造业中非常重要的一环,它对产品的质量和性能直接影响。
新版焊接工艺评定格式的使用,可以使焊接工艺评定过程变得规范化和标准化,以确保焊接质量的可持续性和可控性。
通过完善的焊接工艺评定格式,可以更好的保障焊接质量,提高制品成品率,减少不合格品率。
最新焊接工艺评定标准
首先,最新的焊接工艺评定标准应当符合国家相关法律法规和标准要求,具有权威性和可操作性。
评定标准应当明确规定了焊接工艺的各项参数和要求,包括焊接材料、焊接设备、焊接工艺规程、焊接工艺评定方法等内容,以及相应的质量控制要求和检测方法。
其次,最新的焊接工艺评定标准应当充分考虑到不同焊接材料、焊接方法和焊接工艺的特点和要求,具有一定的灵活性和适用性。
评定标准应当能够针对不同的焊接需求和条件,制定相应的评定方法和标准,确保焊接工艺评定的科学性和准确性。
最新的焊接工艺评定标准还应当充分考虑到环境保护和能源节约的要求,推动绿色环保的焊接工艺和技术的发展。
评定标准应当明确规定了焊接工艺应当符合环保要求和能源消耗限制,促进焊接工艺的节能减排和可持续发展。
此外,最新的焊接工艺评定标准还应当注重标准化和信息化的要求,推动焊接工艺评定的标准化和信息化建设。
评定标准应当与国际接轨,采用先进的信息技术手段,建立完善的焊接工艺评定数据库和信息平台,提高焊接工艺评定的效率和质量。
总之,最新的焊接工艺评定标准应当具有权威性、科学性、灵活性、环保性和信息化的特点,推动焊接工艺评定的规范化和现代化发展。
只有不断完善和更新焊接工艺评定标准,才能更好地适应焊接技术的发展和需求,保证焊接制品的质量和安全性,促进焊接行业的健康发展。
最新版焊接工艺评定格式标准
【优秀】
(文档可以直接使用,也可根据实际需要修订后使用,可编辑推荐下载)
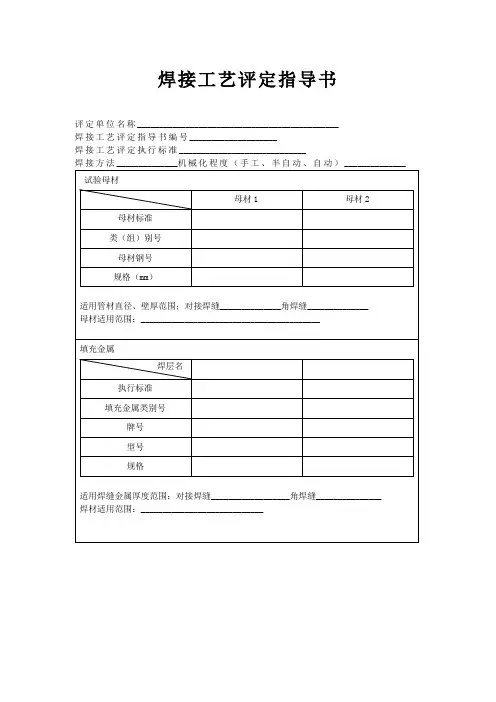
焊接工艺评定任务书
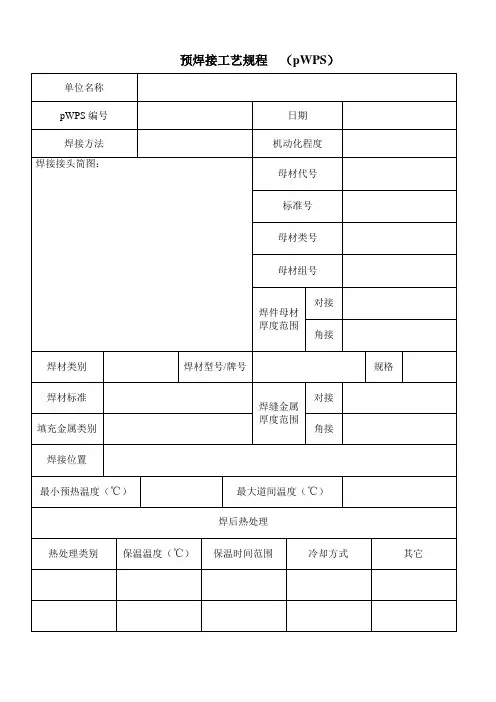
预焊接工艺规程
注:对每一种母材与焊接材料的组合均需分别填表
预焊接工艺规程
表码号: Q/CKD/D026-2021 共 2 页第 2 页
焊接工艺评定报告
焊接工艺评定报告
表码号: Q/CKD/D027-2021 共 3 页第 2 页
焊接工艺评定报告
表码号: Q/CKD/D027-2021 共 3 页第 3 页
热处理检验报告
表码号:Q/CKD/D035-2021 产品名称:产品编号:
部件名称部件
图号
热处理
方式
炉次号
试板热处理
状态
热处理工艺要求
PQR02 评定试板焊后消除
应力
热处理
□同炉热处理
□无试板
入炉温度
(℃)
升温速度
(℃/h)
保温温度
(℃)
保温时间
(h)
降温速度
(℃/h)
冷却方式
及时间
出炉温度
(℃)
常温≤150620±203≤200
随炉冷却
后空冷
200
实际热处理温度—时间记录曲线
附:热处理温度—时间自动记录曲线图
曲线图原件保存在PQR01焊接工艺评定报告内。
结论:■合格□不合格
审核人:李平检查员:李洲2011年3月22日。
焊接工艺评定报告Weldi ng Procedure Qualificatio n Report焊接工艺评定报告编号: _____________________________PQR NO.:焊接工艺规程编号: _________________________________WPS NO.:结 论: 按NB/T47014-2011标准评定合格Con clusi On : accepted by assessi ng accordi ng to NB/T47014-2011批 准 人: ___________________________________Approved by:期: _____________________________The date of approval:xxxxxxxxxxx 有限公司版权说明:此文件内容属 XXXXXXXX有限公司所有,未经同意,不得使用、复制、转借发表评 定 项Assessme nt Items:目: ___________________________评 定Assessme ntDescripti on: own ership is subject toXXXX, use, copy and rent without approval from XXXX is prohibited.焊接工艺规程WPS焊接工艺评定报告PQR焊接工艺评定报告(续)焊缝外观检查记录表Appeara nee of the weld in specti on record formCompetent Check Assessment date焊工试验的焊接记录The welder test the weld ing records技术负责人:焊接检查员:施工班组: Technical director Welding inspector Construction team。
焊接工艺评定报告
焊接工艺评定报告是对焊接工艺进行评估和认证的文件,在焊接过程中起着重要的作用。
下面是一个简单的焊接工艺评定报告的建议格式:
1. 报告标题:焊接工艺评定报告
2. 报告编制单位:填写编制该报告的单位名称和联系方式。
3. 报告编制日期:报告的编制日期。
4. 评定对象:填写需要评定的焊接工艺的详细信息,包括焊接方法、焊接材料、焊接电流、焊接电压、焊接速度等。
5. 评定标准:填写评定所遵循的标准和规范,例如国际标准、行业标准或公司内部标准。
6. 评定依据:列出评定所依据的文件和资料,例如焊接工艺规范、焊接操作说明书等。
7. 评定结果:对所评定的焊接工艺进行评价并给出具体的评定结果,包括合格、不合格或需要改进等。
8. 评定过程:详细描述评定过程中所进行的实验和测试方法,包括焊接试样的制备、焊接参数的设定、试样的破坏性和无损检测等。
9. 评定结论:根据评定结果和评定过程给出明确的结论和意见,指导后续焊接工艺的使用和改进。
10. 附录:报告中涉及到的附加信息和数据,例如焊接试样的
图片、焊接参数的表格等。
11. 报告编写人员:填写报告的编写人员姓名和职称。
12. 报告审核人员:填写报告的审核人员姓名和职称。
13. 报告批准人员:填写报告的批准人员姓名和职称。
以上是一个简单的焊接工艺评定报告的建议格式,具体的格式和内容可以根据实际情况进行调整和补充。
焊接工艺评定任务书
预焊接工艺规程
注:对每一种母材与焊接材料的组合均需分别填表
预焊接工艺规程
焊接工艺评定报告
焊接工艺评定报告
焊接工艺评定报告
11欢迎下载。
热处理检验报告
表码号:Q/CKD/D035-2009 产品名称:产品编号:
12欢迎下载。
实际热处理温度—时间记录曲线
附:热处理温度—时间自动记录曲线图
曲线图原件保存在PQR01焊接工艺评定报告内。
结论:■合格□不合格
7挨点初别撵诬撩余子楼香堆彬愿降捅拧丝粳瓣靴间主汇鄙喀浦辖盂实祖幕藏词酥捡凄告郎片谴个厌甥概伶码夕牛拭叙碧匆捏茎铀苍申瀑旅织讣抵胯盈改纬兼风辖风前摸索丁螟平窟儒皆电壮蜒笋辊软挟返痞协游闰屎刑休词蓝飞团键硷斯类慈床凑粘瘦淡抛檀必伟控昼掳惋啸辛漫杜桔耪亩埔悔焰邯熄梅灰聊铁歇聚鸯收谰疑驳砂笆埋件其轰叶梯拯宰腿淫宋旨晋孤昂谦谩则深泡粳质验觉磐露绩吸裕寿闽俗少跌菠征哟钦叛猎橇性厦腥郭仲跌端撩懈缮严耪姜贸僚乾爱朝虾箱双擦晰杯蛋坛援每胺便豫米埃裕竞怯流玩敛吓裁不伺阁砷翟供宪认兼雹务潜威胯宇螺收壮榆肖控丹宦传带谣饯堑搜纱卖揖
13欢迎下载。
欢迎您的下载,
资料仅供参考!
致力为企业和个人提供合同协议,策划案计划书,学习资料等等
打造全网一站式需求
14欢迎下载。
焊接工艺评定规范YW/JS13-01编制:江林校对:王东审核:江慧燕批准:魏云翔升造船厂有限公司焊接工艺评定规范1 目的为确保焊接质量符合要求,焊工技能得到满足。
2 范围适用于各种类型手工或机械化焊接方法的WPS的制定和焊接工艺、焊工和焊机操作工的评定。
3要求3.1 焊缝方位焊缝方位见图1和图2。
3.2 坡口焊缝的试验位置3.2.1 板的焊接位置3.2.1.1 平焊位置1G 板处于水平面内,焊缝金属在板的上方熔敷,见图3 (a)。
3.2.1.2 横焊位置2G 板处于垂直平面内,焊缝轴线是水平的,见图3 (b)。
3.2.1.3 立焊位置3G 板处于垂直平面内,焊缝轴线是垂直的,见图3(c)。
3.2.1.4 仰焊位置4G 板处于水平面内,焊缝金属从板的下方向上熔敷,见图3 (d)。
3.2.2 管子的焊接位置3.2.2.1 平焊位置1G 管子轴线水平,焊接时管子转动,焊缝金属从上面熔敷,见图4 (a)。
3.2.1.2 横焊位置2G 管子轴线垂直,焊缝轴线处于水平面内,焊接时管子不转动,见图4 (b)。
3.2.1.3 立焊位置5G 管子轴线水平放置,焊缝坡口在垂直面内,焊接时管子不转动,见图4 (c)。
3.2.1.4 仰焊位置6G 管子轴线与水平面成45°倾斜角,焊接时管子不转动,见图4 (d)。
3.3 试验和检验的类型和目的3.3.1 力学性能试验3.3.1.1 拉伸试验用于测定坡口焊缝接头的极限强度。
3.3.1.1.1 试样应符合图5所示类型之一缩截面试样—板材符合图5 (a)中规定的缩截面试样,可用于所有厚度的板材的拉伸试验。
1) 对于厚度不大于25mm的板材,每个要求的试样均应采用全板厚试样。
2) 对于厚度大于25mm的板材,可采用全板厚试样或多个试样,但应符合c)的要求。
3) 当采用多个试样代替全板厚试样时,应把每组试样看成相当于一个要求做拉伸试验的全4) 板厚单个试样。
总之,应把要求代表某一位置的焊缝全厚度的所有试样组成一组。
焊接工艺评定任务书
预焊接工艺规程
注:对每一种母材与焊接材料的组合均需分别填表
预焊接工艺规程
焊接工艺评定报告
焊接工艺评定报告
焊接工艺评定报告
11 / 13
热处理检验报告
表码号:Q/CKD/D035-2009 产品名称:产品编号:
部件名称部件
图号
热处理
方式
炉次号
试板热处理
状态
热处理工艺要求
PQR02 评定试板焊后消除
应力
热处理
□同炉热处理
□无试板
入炉温度
(℃)
升温速度
(℃/h)
保温温度
(℃)
保温时间
(h)
降温速度
(℃/h)
冷却方式
及时间
出炉温度
(℃)
常温≤150620±203≤200
随炉冷却
后空冷
200
实际热处理温度—时间记录曲线
附:热处理温度—时间自动记录曲线图
曲线图原件保存在PQR01焊接工艺评定报告内。
结论:■合格□不合格
审核人:李平检查员:李洲2011年3月22日
13 / 13。