机床夹具完整
- 格式:pptx
- 大小:5.97 MB
- 文档页数:171
机床夹具的基本组成机床夹具是机械加工中不可或缺的工具,它通常由夹具底座、夹具卡盘、夹具底座定位孔、定位销、弹簧等组成。
下面我们来详细了解一下机床夹具的基本组成。
一、夹具底座夹具底座是机床夹具的主要部分之一,通常由底座本体、底座面、底座定位孔等组成。
底座本体通常采用铸铁或钢铸造,具有较高的刚度和稳定性。
底座面则是夹紧工件的部分,它通常采用平面或V 型面结构,以便更好地与工件接触。
底座定位孔的作用是为了定位夹具卡盘。
二、夹具卡盘夹具卡盘是机床夹具的主要功能部件,它通常由卡盘本体、卡盘爪、卡盘螺栓等组成。
卡盘本体采用铸造或锻造工艺,具有较高的刚度和稳定性。
卡盘爪则是夹紧工件的部分,它常用的类型有三爪卡盘、四爪卡盘、滚珠卡盘等。
卡盘螺栓用于将卡盘爪固定在卡盘本体上。
三、夹具底座定位孔夹具底座定位孔的作用是为夹具卡盘提供定位支撑,使夹具卡盘能够准确地定位在夹具底座上。
定位孔一般为直径为10-20mm的孔洞,需要与卡盘螺栓相匹配。
四、定位销定位销是机床夹具的重要组成部分,它通常用于工件的定位和夹紧。
定位销的材料多为优质合金钢,具有较高的硬度和耐磨性。
定位销的类型有圆柱销、方柱销、球锥销等。
五、弹簧弹簧是机床夹具的辅助部件,它通常用于夹具卡盘的夹紧和释放。
弹簧的材料多为优质弹簧钢,具有较高的弹性和耐腐蚀性。
弹簧的类型有压缩弹簧、拉伸弹簧等。
以上就是机床夹具的基本组成,它们共同作用,形成了机床夹具的完整结构。
不同类型的机床夹具在具体应用中会有所不同,但其基本组成结构是类似的。
机床夹具的结构设计和制造工艺的优化,对提高机械加工的精度和效率具有重要意义。
模块1机床夹具概述【知识目标】机床夹具的基本概念;机床夹具的基本结构及其分类方法;机床夹具的发展方向。
【技能目标】掌握生产一线工件在机床夹具中的装夹方法;能够辨别生产一线常见的机床夹具类型;初步具备辨识常见机床夹具的能力。
用来固定加工对象,使其处于正确位置,以接受加工或检测的装置,统称为夹具。
它广泛地应用于机械制造过程中,如焊接过程中用于拼焊的焊接夹具,零件检验过程中用的检验夹具,装配过程中用的装配夹具,机械加工过程中用的机床夹具等,都属于这一范畴。
在金属切削机床上使用的夹具统称为机床夹具。
机床夹具就是在机床上用以装夹工件(和引导刀具)的一种装置,其作用是将工件定位,以使工件获得相对于机床和刀具的正确位置,并把工件可靠地夹紧。
在现代生产中,机床夹具是一种不可缺少的工艺装备,它直接影响着零件加工的精度、劳动生产率和产品的制造成本等。
本模块所讲述的仅限于机床夹具,以后简称为夹具。
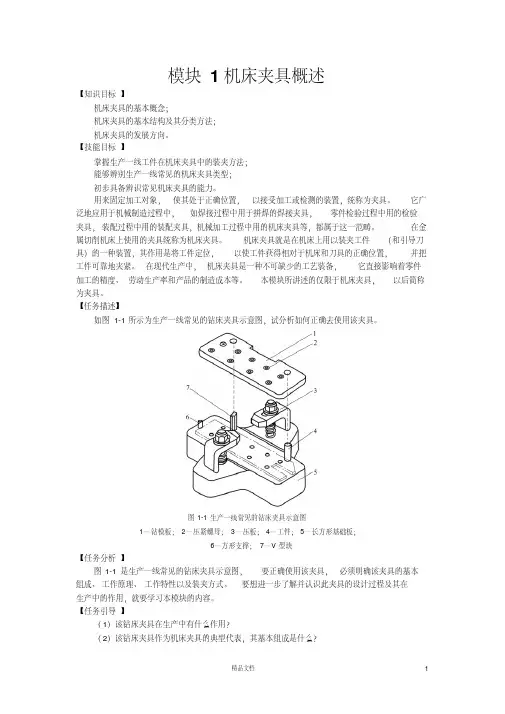
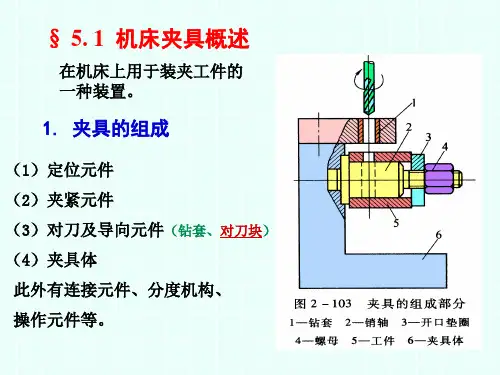
【任务描述】如图1-1所示为生产一线常见的钻床夹具示意图,试分析如何正确去使用该夹具。
图1-1生产一线常见的钻床夹具示意图1—钻模板;2—压紧螺母;3—压板;4—工件;5—长方形基础板;6—方形支撑;7—V型块【任务分析】图1-1是生产一线常见的钻床夹具示意图,要正确使用该夹具,必须明确该夹具的基本组成、工作原理、工作特性以及装夹方式。
要想进一步了解并认识此夹具的设计过程及其在生产中的作用,就要学习本模块的内容。
【任务引导】(1)该钻床夹具在生产中有什么作用?(2)该钻床夹具作为机床夹具的典型代表,其基本组成是什么?(3)便于认识和更好的使用机床夹具,如何对机床的夹具进行分类?(4)生产一线对机床夹具还有什么新的要求?(5)在生产实习时,应对常见机床夹具的基本结构及其分析有所认识。
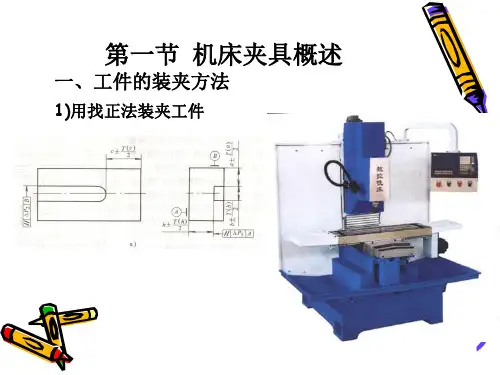
【知识准备】学习情境 1.1机床夹具1.1.1机床夹具的基本概念工件在机床上进行加工时,为了保证其精度要求,工件的加工表面与刀具之间必须保持一定的位置关系。
二、机床夹具介绍夹具最早出现在1787年,至今经历了三个发展阶段。
第一阶段表现为夹具与人的结合。
在工业发展初期。
机械制造的精度较低,机械产品工件的制造质量主要依赖劳动者个人的经验和手艺,而夹具仅仅作为加工工艺过程中的一种辅助工具;第二阶段是随着机床、汽车、飞机等制造业的发展,夹具的门类才逐步发展齐全。
夹具的定位、夹紧、导向(或对刀)元件的结构也日趋完善,逐渐发展成为系统的主要工艺装备之一;第三阶段,即近代由于世界科学技术的进步及社会生产力的迅速提高,夹具在系统中占据相当重要的地位。
这一阶段的主要特征表现为夹具与机床的紧密结合。
2.1夹具的现状几生产对其提出新的要求现代生产要求企业制造的产品品种经常更新换代,以适应市场激烈竞争,尽管国际生产研究协会的统计表明中不批,多品种生产的工件已占工件种类数的85%左右。
然而目前,一般企业习惯与采用传统的专用夹具,在一个具有只能感等生产的能力工厂中约拥有13000~15000套专用夹具。
另一方面,在多品种生产的企业中,约隔4年就要更新80%左右的专用夹具,而夹具的实际磨损量只有15%左右,特别最近年来柔性制造系统(FMS)、数控机床(NC),加工中心(MC)和成组加工(GT)等新技术被应用和推广,使中小批生产的生产率逐步趋近于大批量生产的水平。
综上所述,现代生产对夹具提出了如下新的要求:(1)能迅速方便地装备新产品的投产以缩短生产准备周期(2)能装夹一组相似性特征的工件(3)适用于精密加工的高精度的机床(4)适用于各种现代化制造技术的新型技术(5)采用液压汞站等为动力源的高效夹紧装置,进一步提高劳动生产率2.2现代夹具的发展发向现代夹具的发展方向表现为精密化、高效化、柔性化、标准化等四个方面:1、精密化随着机械产品精度的日益提高,势必也相应提高对其精度要求。
精密化夹具的结构类型很多,例如用于精密分度的多齿盘,其分度可达正负0.1,用于精密车削的高精度三爪卡盘,其定心精度为5um,又如用于轴承套圈磨削的电磁无心夹具,工件的圆读可达0.2~0.5um。
第三章 各类机床夹具3.1车床夹具在车床上用来加工工件的内、外回转面及端面的夹具称为车床夹具。
车床夹具多数安装在车床主轴上;少数安装在车床的床鞍或床身上,由于后一类夹具应用很少,属机床改装范畴,故本章不作介绍。
除了顶尖、拨盘、三爪自定心卡盘等通用夹具外,安装在车床主轴上的专用夹具通常可分为心轴式、夹头式、卡盘式、角铁式和花盘式等。
3.1.1角铁式车床夹具夹具体呈角铁状的车床夹具称之为角铁式车床夹具,其结构不对称,用于加工壳体、支座、杠杆、接头等零件上的回转面和端面,如图3—2和图4—3所示。
图3—2为加工图3—1所示的开合螺母上Φ40027.00+mm 孔的专用夹具。
工件的燕尾面和两个声Φ12 010.00+mm 孔已经加工,两孔距离为38±0.1mm ,Φ40027.00+mm 孔经过粗加工。
本道工序为精镗声Φ40027.00+mm 孔及车端面。
加工要求是:Φ40027.00+mm 孔轴线至燕尾底面C 的距离为45±0.05mm ,Φ40027.00+mm 孔轴线与c 面的平行度为0.05mm ,加工孔轴线与Φ12 010.00+mm 孔的距离为8±0.05mm 。
为贯彻基准重合原则,工件用燕尾面B 和C 在固定支承板8及活动支承板10上定位(两板高度相等),限制五个自由度;用声Φ12010.00+mm 孔与活动菱形销9配合,限制一个技术要求: Φ40027.00+mm 的轴线对两B 面的对称面积垂直度为0.05图3-1 开合螺母车削工序图自由度;工件装卸时,可从上方推开活动支承板l0将工件插入,靠弹簧力使工件靠紧固定支承板8,并略推移工件使活动菱形销9弹入定位孔Φ12 010.00 mm内。
采用带摆动V形块3的回转式螺旋压板机构夹紧。
用平衡块6来保持夹具的平衡。
图3-2角铁式车床夹具1、11一螺栓2一压板3~摆动V形块4一过渡盘5一夹具体6~平衡块7一盖板8一固定支承板9一活动菱形销l0一活动支承板图3-3所示为车气门顶杆端面的夹具。