降膜法脱氨氮的技术可行性及影响因素浅析
- 格式:pdf
- 大小:216.54 KB
- 文档页数:3

第1篇一、引言随着工业生产和农业发展的不断推进,水体污染问题日益严重。
其中,氨氮污染是水体污染的重要来源之一。
氨氮是一种有机氮化合物,主要来源于生活污水、工业废水、养殖业废水等。
氨氮在水中容易转化成亚硝酸盐和硝酸盐,对水生生物产生毒害作用,影响水体的生态环境。
因此,研究氨氮去除技术具有重要的现实意义。
本文将针对氨氮去除问题,介绍几种常见的氨氮去除解决方案。
二、氨氮去除原理1. 物理法物理法是利用物理作用去除氨氮,主要包括沉淀法、吸附法、膜分离法等。
(1)沉淀法:利用氨氮与某些化学物质发生反应,生成难溶的沉淀物,从而实现氨氮的去除。
常见的沉淀剂有硫酸铝、硫酸铁、硫酸铜等。
(2)吸附法:利用吸附剂对氨氮进行吸附,达到去除氨氮的目的。
常见的吸附剂有活性炭、沸石、树脂等。
(3)膜分离法:利用膜的选择透过性,将氨氮从水中分离出来。
常见的膜分离技术有反渗透、纳滤、电渗析等。
2. 化学法化学法是利用化学反应去除氨氮,主要包括化学沉淀法、化学氧化法等。
(1)化学沉淀法:利用化学沉淀剂与氨氮反应,生成难溶的沉淀物,从而实现氨氮的去除。
常见的化学沉淀剂有硫酸铝、硫酸铁、硫酸铜等。
(2)化学氧化法:利用氧化剂将氨氮氧化成无害的氮气或亚硝酸盐,从而实现氨氮的去除。
常见的氧化剂有臭氧、氯气、高锰酸钾等。
3. 生物法生物法是利用微生物的代谢活动去除氨氮,主要包括硝化反硝化法、生物膜法等。
(1)硝化反硝化法:利用硝化菌将氨氮氧化成亚硝酸盐,再由反硝化菌将亚硝酸盐还原成氮气,从而实现氨氮的去除。
(2)生物膜法:利用生物膜上的微生物对氨氮进行转化,实现氨氮的去除。
三、氨氮去除解决方案1. 沉淀法(1)硫酸铝沉淀法:在废水处理过程中,加入适量的硫酸铝,使氨氮与硫酸铝发生反应,生成硫酸铝氨氮沉淀物,从而实现氨氮的去除。
(2)硫酸铁沉淀法:在废水处理过程中,加入适量的硫酸铁,使氨氮与硫酸铁发生反应,生成硫酸铁氨氮沉淀物,从而实现氨氮的去除。

污水及废水氨氮去除处理工艺液膜法分析与设计实施方案(附:14种氨氮污水处理方法优缺点与选择原则)一.液膜法1、概述:许多人认为液膜分离法有可能成为继萃取法之后的第二代分离纯化技术,尤其适用于低浓度金属离子提纯及废水处理等过程。
乳状液膜法去除氨氮的机理是:氨态氮(NH3-N)易溶于膜相(油相),它从膜相外高浓度的外侧,通过膜相的扩散迁移,到达膜相内侧与内相界面,与膜内相中的酸发生解脱反应,生成的NH4+不溶于油相而稳定在膜内相中,在膜内外两侧氨浓度差的推动下,氨分子不断通过膜表面吸附,渗透扩散迁移至膜相内侧解吸,从而达到分离去除氨氮的目的。
通常采用硫酸为吸收液,选用耐酸性疏水膜,NH3在吸收液-微孔膜界面上为H2SO4吸收,生成不挥发的(NH4)2SO4而被回收。
已经对膜吸收法中膜的渗漏问题进行了研究,并发现较高的氨氮和盐量能有效抑制水的渗透蒸馏通量。
该法具有投资少、能耗低、高效、使用方便和操作简单等特点,此外膜吸收法还有传质面积大的优点和没有雾沫夹带、液泛、沟流、鼓泡等现象发生。
2、土壤灌溉:土壤灌溉是把低浓度的氨氮废水( < 50mg/ L)作为农作物的肥料来使用,既为污灌区农业提供了稳定的水源,又避免了水体富营养化,提高了水资源利用率。
西红柿罐头废水与城市污水混合并经氧化塘处理至11mg 氨氮/ L 后用于灌溉,氨氮可完全被吸收;马铃薯加工厂废水也用于喷淋灌溉,经测定25mg 氨氮/ L 的排放水中有75%的氨氮被吸收。
只需占总面积5%的水稻田就可以吸收该地区所有排污渠中一半的氨氮负荷。
但用于土壤灌溉的废水必须经过预处理,去除病菌、重金属、酚类、氰化物、油类等有害物质,防止对地面、地下水的污染及病菌的传播。
二.氨氮污水处理技术分析与选择原则1、氨氮污水的处理技术都有各自的优势与不足:生物法处理氨氮污水较稳定,但一般要求氨氮浓度在400 mg/L以下,总氮去除率可达70%~95%,是目前运用最多的一种方法。

不同处理工艺对废水中氨氮去除率的影响废水处理技术是环保工程中的重要一环,随着工业发展和城市化进程的不断推进,废水处理也越来越重要。
废水中的氨氮是一种对环境有害的物质,如果不能有效去除,会对周边环境和生物造成严重威胁。
本文将探讨不同处理工艺对废水中氨氮去除率的影响,以期为废水处理提供一些实用的指导。
传统生化处理工艺传统生化处理工艺是一种成本低、效果好的废水处理方式,其通过生物菌群进行污染物的分解和去除。
该工艺对氨氮的去除率较高,可达80%以上。
这是因为氨氮可以被氨氧化细菌在反应中转化为亚硝酸盐和硝酸盐。
由于传统生化处理工艺相对简单,便于施工操作,因此在很长一段时间内被广泛应用。
但是,传统生化处理工艺也存在一些问题,如设备占用面积大、处理过程寿命短等,这些问题促使人们开发出更为先进的废水处理技术。
生物膜法生物膜法是利用固定在生物载体上的微生物菌群,通过膜表面与污染物相互作用进行污染物的分解和去除。
相比传统生化处理工艺,其去除效率更高,面积占用更少。
生物膜法还可以配置多层反应器,叠加处理效果,提高废水处理效率。
研究发现,生物膜法的氨氮去除率高达90%以上,而且不受各种环境因素的影响,因此更加适合工业生产等环境要求严格的场所。
生物接触氧化法生物接触氧化法是利用微生物的代谢作用,使有机物和氨氮发生氧化还原反应。
由于生产过程中,大量的氨氮会被排放到废水中,所以该工艺在处理废水中氨氮方面具有比较好的效果。
在这一工艺中,最先是将氨氮转化为亚硝酸盐,然后又转化为硝酸盐。
硝酸盐可进一步被微生物转化为氮气或氮氧化物,达到环保的效果。
生物接触氧化法是一种集化学、生物和物理于一体的综合性技术,不仅可以去除废水中的氨氮,还可以处理其他物质。
活性炭吸附法活性炭吸附法通过活性炭吸附氨氮,减少氨氮的浓度。
该工艺具有操作简单、处理稳定等优点,同时适用面广,不仅可以处理工业废水,也可以处理生活污水。
活性炭吸附法不仅可以去除氨氮,还可以去除其他物质。
生物膜法去除二级出水中的氨氮目前,污水二级处理中的生物脱氮有活性污泥法与生物膜法两种。
由于硝化菌的世代周期长、比增长速率小,在活性污泥处理系统中此类细菌难以占优,为取得较好的脱氮效果,在运行过程中往往要求控制泥龄为15~20d且耐冲击负荷较差,从而限制了活性污泥的处理能力。
在生物膜法处理中,生物固体的平均停留时间与污水的停留时间无关,硝化菌和亚硝化细菌能够大量繁殖,氨氮的容积去除负荷率较大,耐冲击负荷能力强。
在二级出水的低浓度条件下,由于活性污泥很难培养,因此一般在三级处理时更宜采用生物膜法。
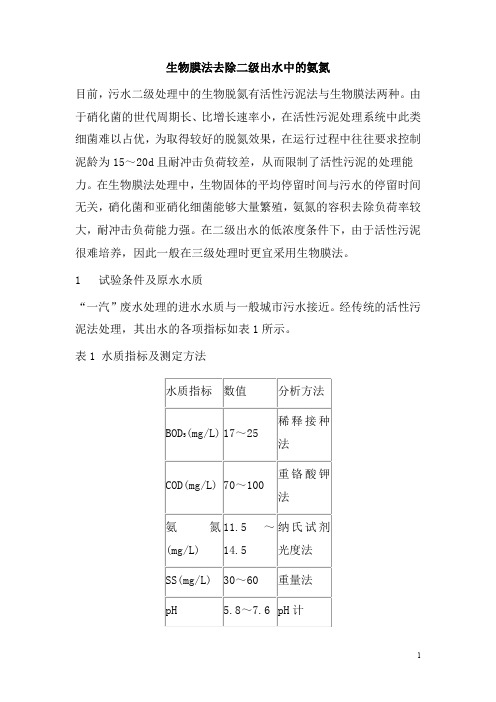
1 试验条件及原水水质“一汽”废水处理的进水水质与一般城市污水接近。
经传统的活性污泥法处理,其出水的各项指标如表1所示。
表1 水质指标及测定方法试验系统进水为二级出水,取自二沉池出口。
空气来自该厂曝气池的曝气管路,供气稳定。
2 装置及工艺流程试验装置的主体是好氧生物反应器,制作材料为4mm厚钢板,高为2.1m,长为1.2m,宽为0.7m。
用钢筋支架固定新型纤维填料。
该填料具有易挂膜、比表面积较大、传质效率高、不易堵塞且价格便宜等优点。
填料区高约为1.5m,底部曝气。
由于进水COD较低,系统产泥量小,因此未单独设沉淀池,在溢流堰出口处设有沉淀槽(起到三相分离作用),使出水中脱落的生物膜沉淀后回到系统中。
3 分析方法试验系统连续运行,每天数次取样检测,分析方法见表2。
表2 检测指标及分析方法MLSS、SS滤纸重量法4 结果及分析4.1 挂膜启动为加快挂膜速度,采用连续投加活性污泥作为种泥的方法进行培养,即在启动后的前几天连续投加种泥,小流量递增进水,连续曝气。
挂膜前纤维洁白,挂膜后纤维表面为土黄色,池表面散发出土腥味。
系统运行稳定后出水清澈。
在启动后对生物膜进行了持续镜检,随着对新环境的适应,生物膜上的原生动物和后生动物也在不断变化。
4.2 运行挂膜培养完成后即进入正式运行。
①对氨氮的去除挂膜后进水量为900~1000L/h,停留时间约为1~1.2h,曝气量为2500~3000L/h,pH值为7~7.5。
CANON 工艺脱氮的影响因素研究作者:冯一帆来源:《科技视界》 2014年第1期冯一帆(中国城市规划设计研究院,中国北京 050000)【摘要】以自配的含NH4+-N废水为进水,研究了不同的进水pH值和反应时间等因素对氨氮去除率的影响。
结果表明:CANON工艺处理氨氮废水最佳进水pH值为8,适宜的反应时间为12h,在此条件下,氨氮去除率最高可达90.1%,,为CANON工艺去除氨氮的影响因素提供了参考数据。
【关键词】生物脱氮;CANON工艺;影响因素1 CANON工艺的概念CANON工艺,即生物膜内自养脱氮工艺,是一种新型生物脱氮工艺,该工艺是指在单个反应器或者生物膜内通过控制溶解氧实现亚硝化和厌氧氨氧化,达到脱氮的目的,从反应形式上看,它是SHARON和ANAMMOX工艺的结合[1]。
在微氧条件下,亚硝酸菌将氨氮部分氧化成亚硝酸,消耗氧创造ANAMMOX过程所需的厌氧环境;产生的亚硝酸与部分剩余的氨氮发生ANAMMOX 反应生成氮气,CANON过程的化学计量方程式[2]如下:亚硝化:lNH4++1.5O2→1NO2+H++H2OANAMMOX:1NH3+1.32NO2+H+→1.02N2+0.26NO3-+2H2OCANON:1NH4++0.85O2→0.435N2+0.13NO3-+0.14H++1.3H2O2 材料与方法2.1实验装置CANON工艺反应器由PVC制成,呈圆柱形,反应器内径为10 cm,有效容积2L,采用水浴循环加热的方式调节CANON工艺的反应温度,采用蠕动泵调节进水的流量,采用下进上出水的方式运行。
2.2实验用水与实验菌种实验用采用自配的NH4+-N废水,CANON菌种为市售菌种。
在自配废水中增加一定比例的无机盐,有利于菌种的生长。
各成分质量浓度分别为[3]:KHCO3 500 mg/L,KH2PO4 27.2mg/L1,MgSO4·7H2O 120mg/L,CaCl2 136mg/L,微量元素I和Ⅱ各1mL/L;NaNO2和NH4Cl以摩尔比1:1按需投加。

膜法处理高浓度氨氮废水的研究【摘要】在处理高浓度氨氮无机废水中,采用聚丙烯中空纤维膜法和电渗析法的效果较好。
聚丙烯中空纤维膜法处理的脱氮效率可以超过90%以上,对硫酸铵回收的浓度也保持在25%左右。
同时具有技术先进、无二次污染、工艺处理流程短、解决资源等优点。
本文对膜法处理高浓度氨氮废水的处理方式进行简单探讨,研究分析了工业废水的处理方法。
【关键词】高浓度废水氨氮废水废水处理膜法高浓度氨氮废水电渗析一.前言高浓度氨氮废水处理技术一直都是各国学着研究的热门课题。
处理高浓度氨氮废水的方式有很多种,较为常用的包括生物脱氮法、折点加氯气、吹脱法和离子交换法等。
在处理含有有机物的低氨氮浓度废水中吗,采用生物脱氮法较为可行。
目前,对催化剂废水、化肥废水等高浓度无极氨氮废水处理,很多工业都是采用吹脱法。
但由于吹脱法的脱氮率仅仅能够达到70%,其处理后无法达到国家标准。
而聚丙烯中空纤维膜法处理具有诸多优点,能很好的弥补其他处理方式的缺欠。
二.膜分离技术。
膜分离技术是借助膜的渗透作用,通过化学位差和外界能量的推动作用,将混合物中的溶剂和溶质进行分离、分级和提纯及浓缩。
同传统的蒸馏、沉淀、分馏、吸附、萃取等方法相比,膜分离技术在分离过程中没有发生相变,能耗较低;在膜分离的过程中,可在常温下进行,并且适合果汁、酶等热敏感物质;膜分离技术对有机物、无机物和生物制品都可适用,技术适用范围较广,遍布从微粒级到离子级;膜分离技术是采用压力差作为驱动力,具有操作方便、装置简单等诸多优点。
三.聚丙烯中空纤维膜法处理高浓度氨氮废水。
1.膜分离法处理原理。
膜分离法处理高浓度氨氮废水是通过膜的选择透过性,将液体中的氨氮成分进行选择性分离,达到脱除氨氮的目的。
膜分离法处理高浓度氨氮废水的具体操作方式包括纳滤、电渗析、反渗透等。
其中采用电渗析和聚丙烯中空纤维膜法处理氨氮废水具有较好的效果。
采用电渗析方法时,在运行过程中需要消耗的电量和废水氨氮的含量成正比,在处理2000至3000mg/L氨氮废水中,去除率可达到85%以上,可提出高达8.9%的浓氨水。
膜法脱氨技术处理高氨氮废水
一、传统方法:高能耗、低效、二次污染
氨氮是亚硝胺的重要来源,亚硝胺是强致癌物质。
高浓度的氨氮废水主要由钢铁、制药、化肥、石化、养殖和生活污水等生产企业排放,如不加以处理可导致水体异味,严峻时会造成鱼类中毒死亡。
以往,对高浓度氨氮污水处理主要采纳吹脱法、汽提法等方式,但普遍存在高耗能、低效率和二次污染等问题。
二、新型“膜法脱氨”技术
由疏水多孔膜供应传质界面,再将调碱后的氨氮废水和汲取剂如稀酸等分别流经膜两侧,污水中的氨就会被稀酸汲取,从而使废水中的氨氮值降低达到排放标准。
经过120小时的连续运行,聚四氟乙烯(PTFE)中空纤维膜接触器技术,日前胜利应用在提钒废水中的高浓度氨氮脱除处理项目,这是国际首次将新型膜技术胜利应用在提钒工业领域的废水处理中。
现场运行数据显示,经过处理后的提钒废水,氨氮浓度稳定在2—7mg/L,达到了钒工业污染排放标准(10mg/L)和污水排放国标1级A(8mg/L)规定要求,废水处理量达到50吨/天。
三、高浓度氨氮脱成本大幅降低
多孔中空纤维膜具有高性能及强疏水性,而聚四氟乙烯的特性使其成为抱负的膜材料。
聚四氟乙烯,又被称为“塑料王”,具有特别优异的化学稳定性、疏水性和机械性能。
经过多年研发,所开发出的内/外径分别为0.4/0.8mm的聚四氟乙烯中空纤维微孔膜,现已实现
大规模稳定生产,并具有优异的疏水性和抗污染特性。
此外,在高浓度氮氨污水处理过程中,由于采纳了低成本的石灰代替液碱调整pH值,大幅度降低了高浓度污水处理成本,形成了低能耗、高脱氨效率、低运营成本、装置紧凑等污水处理优势。
技术 | 氨氮废水处理七大技术详解(下)4、生物法4.1传统生物脱氮技术传统生物法是在各种微生物作用下,经过硝化、反硝化等一系列反应将废水中的氨氮转化为氮气,从而达到废水治理的目的。
传统生物法去除氨氮需要经过两个阶段,第一阶段为硝化过程,在有氧条件下硝化菌将氨转化为亚硝酸盐和硝酸盐;第二阶段为反硝化过程,在无氧或低氧条件下,反硝化菌将污水中的硝酸盐和亚硝酸盐转化为氮气。
传统生物法去除氨氮的机理如下:工程应用中主要有A/0、A~2/O,UCT,氧化沟以及SBR工艺等,是生物脱氮工业中应用较为成熟的方法。
影响生物脱氮技术的因素主要有H值、温度、溶解氧、有机碳源等。
沈连峰等人采用物化一水解酸化一A/0(厌氧/好氧)组合法处理焦化废水,工程实践表明,该工艺运行稳定且处理效果好,出水水质达到GB8978-1996规定中的二级标准。
吉林化学工业集团公司污水处理厂采用A/0法处理综合废水,氨氮去除率达到68%。
王震等人对二级缺氧一好氧生物脱氮技术在味精行业废水处理中的应用进行检测,结果表明,处理效果持续稳定,氨氮的去除率可达到94%以上,实现了味精废水氨氮达标排放要求。
统生物法处理氨氮废水具有效果稳定、操作简单、不产生二次污染、成本较低等优点。
该法也存在一些弊端,如当废水中C/N比值较低时必须补充碳源,对温度要求相对严格,低温时效率低,占地面积大,需氧量大,有些有害物质如重金属离子等对微生物有压制作用,需在进行生物法之前去除,此外,废水中,氨氮浓度过高对硝化过程也产生抑制作用,所以在处理高浓度氨氮废水前应进行预处理,使氨氮废水浓度小于300mg/L。
传统生物法适用于处理含有有机物的低浓度氨氮废水,如生活污水、化工废水等。
4.2新型生物脱氮技术4.2.1同时硝化反硝化(SND)当硝化与反硝化在同一个反应器中同事进行时,称为同时消化反硝化(SND)。
废水中的溶解氧受扩散速度限制在微生物絮体或者生物膜上的微环境区域产生溶解氧梯度,使微生物絮体或生物膜的外表面溶解氧梯度,利于好氧硝化菌和氨化菌的生长繁殖,越深入絮体或膜内部,溶解氧浓度越低,产生缺氧区,反硝化菌占优势,从而形成同时消化反硝化过程。
膜法除氨氮
氨氮是指水中存在的一种污染物,其含量超过一定标准后会严重影响鱼类及水生植物的生长。
在养殖业上采用最多的是投放含氮的肥料以提高水体中氨氮的含量来进行净化处理,但这样做不仅增加了成本而且还造成了水环境的二次污染。
近几年,我国科研人员已经开发出可同时去除水中硝酸盐、磷酸盐和有机物等污染因子的高效生态脱氮系统——微电解技术。
该技术操作简单,设备运行费用低廉,能耗少,占地面积小,具有无污染的特点,但反应时间较长,另外,由于工艺复杂,目前只适合大型规模的水厂使用。
为此,我们将对比分析传统的生物脱氮与微电解技术相结合的方式,探讨两者之间的优缺点并寻求更好的处理办法。
膜法技术,又称电渗析技术或离子交换技术,它利用阴阳离子交换膜对溶液中各组份选择透过性的差异,通过离子交换剂的作用达到去除废水中某些金属离子的目的。
该技术原理简单易懂,容易实现自动控制,但是需要消耗大量的药品,如果废水中含有难降解的有毒有害物质(如酚、氰等)则很难达到预期的效果;另外,该技术受温度变化的影响也非常明显,当水温升至30℃左右时,膜内的离子浓度就急剧下降,从而导致整个装置停止运转,给正常的生产带来极大困扰。
- 1 -。
膜法除氨氮
生物技术在除去污水中氨氮方面起着重要作用,一种以菌类为基础的新型高效生物处理工艺——膜法除氨氮具有良好的适用范围。
该方法与传统生物处理方法相比,具有占地少、投资省、易操作、成本低、出水稳定达标且无需回流等优点。
我国对废水治理技术的研究主要是对活性污泥法、氧化塘及生物流化床等的运行管理和调控方面进行探讨。
但这些方法都不能完全满足实际使用条件下的要求,而且也没有很好解决其他问题。
因此,开发更加先进的废水处理技术已经迫在眉睫了。
废水中存在许多有机物质,如果直接采取生物处理方式会造成大量营养元素的浪费;同时,由于微生物自身繁殖速度较慢,所以还必须配合其它措施才可将废水中的有机物降解掉。
膜分离技术就是利用某些特殊材料制成的薄膜来截留废水中的悬浮颗粒或胶体杂质,从而达到净化目的。
二次沉淀池沉淀后,含有大量细小悬浮固体的废水被排入调节池,并进入膜组件。
当废水中的悬浮物浓度超过设计值时,废水首先进入预处理系统,然后再进入膜组件内部,并在那里得到浓缩。
随后,废水继续向前推动,最终汇集至膜表面,形成液滴状态,并沿着膜表面滑落至底部,从而达到脱盐的目的。
通过对膜反应器的上升管的曝气,废水中的溶解氧含量增加,这样可促进厌氧微生物的代谢活动,提高其活性,减轻膜负荷。
另外,由于厌氧微生物产生的酸性代谢产物可抑制丝状菌的生长,故可防止
膜结垢现象的发生。
同时,由于厌氧微生物产生的甲烷和氢气又可以作为能源供给,保证整个反应器的正常运转。
降膜法脱氨氮的技术可行性及影响因素浅析卜祖坤周桃红(南京中电环保股份有限公司南京211102)摘要对煤气化废水的特性和处理现状进行了阐述和分析,总结了降膜技术在煤气化高氨氮废水中的脱氮效果和液泛气速、膜厚、pH值、温度的关系。
研究表明,降膜技术可将氨氮去除率提高到95%以上,同时降低调整pH值的药剂成本,并有效缓解结垢现象,在类似工业废水处理项目中具有较好的推广应用价值。
关键词高氨氮降膜液泛膜厚去除率Analyses of the Feasibility and Contributing Factors of Falling F ilm Process onRemoval of Ammonia NitrogenPU Zukun ZHOU Taohong(Nanjing C EEP Group N an jin g211102)Abstract The characteristic and treatment status of coal gasification wastewater has been discussed and analyzed and am-monia ni trogen removal efficiency of the falling film process in treatment of coal gasification wastewater is summarized,as well as the effects of flooding velocity,film thickness,pH value and temperature on ammonia nitrogen removal.The results show that ammonia nitrogen removal rate can be increased to above95%,the reagent cost of p H adjus tment be reduced and scaling phenomenon be effectively alleviated,which is prospective and should be spread in the si milar i ndustrial was te water treatment projects.Key Words high ammonia-nitrogen falling fil m flooding film thickness removal rate1煤化工废水概况煤化工是以煤为原料,经化学加工转化成气体、液体和固体,并进一步加工成一系列化工产品的工业过程。
煤化工以煤气化为龙头,涉及煤炭加氢液化、费托合成、合成甲醇、合成烯烃等装置,工艺流程长而且复杂,排放废水点多面广,涉及到气化、净化、合成等装置,脱盐水、锅炉排水、循环水排水等装置,其中尤以煤气化工段废水最为复杂。
根据张学坤、江铁男、姜艳杰[1]等人的调研和总结,目前国内使用的较为成熟、可靠的气化技术有Texaco、Shell、Lurgi等工艺。
煤化工废水水质和水量与气化技术直接相关。
Texaco工艺采用水煤浆技术,废水特性为氨氮U500mg/L,水质相对洁净,有机污染程度低;Shell工艺采用粉煤气化技术,废水特性为高氨氮U300mg/L,高氰化物U50mg/L,其水质也相对洁净,有机污染程度低;Lurgi工艺采用固定床碎煤气化技术,因气化温度低,废水成分复杂,污染程度高,废水量较多。
总体而言,煤气化废水具有高氨氮和难生化降解的特点,盐分质量浓度高达2600~5000mg/L,废水中的污染因子复杂多变。
2常用技术及运行情况王京[2]等人对煤化工废水的主要处理工艺进行了调研和归纳,目前煤气化工段废水基本采取与其他低浓度废水混合后综合处理的方式,一般采取预处理、生化处理和深度处理3段工艺。
这些工艺在煤化工废水处理工程的实际应用中存在出水氨氮不稳定的问题,主要原因如下:¹进水水质波动,运行参数难以控制;º煤化工项目大部分处于北方很冷地区,年平均气温低,影响硝化效果;»碳源和碱的投加量难精确控制,影响脱氮效果。
因此,如果采取分质处理的方式,将高氨氮的气化废水预脱氮后,再与其他废水混合处理,必然会提高氨氮去除效果。
结合刘记华、文志敏[3]对垃圾渗滤液的处理经验和谢晓[4]对降膜原理、史晓平[5]对降膜蒸发器的布料装置设计方法的介绍,我公司研发了降膜式氨氮吹脱装置,在内蒙古克旗煤制气项目中进行了连续6个月的中试。
3降膜技术脱氮原理在一定条件下,氨溶于水处于动态平衡,当pH 值升高,电离平衡方程式左移,游离态氨增加。
在曝气、搅拌等辅助作用下,完成传质过程,使氨由液相#31#2012年第38卷第5期May2012工业安全与环保Industrial Safety and Environmental Protection转为气相,游离态氨从水中逸出。
影响氨脱除的重要因素包括温度、pH 值、风量、介质与空气的接触面积,当温度、pH 值、风量相同的情况下,脱氨的效率和介质与空气接触面积成正相关性。
4 中试目的(1)试验降膜技术应用于吹脱除氮的效果;(2)确定膜厚度与脱氮率的相关性曲线;(3)试验膜厚度与液泛气速的相互影响关系;(4)试验石灰调整pH 值对设备结垢的影响;(5)总结降膜技术脱氮的技术指标。
5 中试方案5.1 中试原理在煤气化废水排放管设支管取水,废水进入混凝沉淀池,投加PAC 混合后在斜板沉淀池泥水分离,出水在调节池调整pH 值和温度后,由水泵提升进入降膜接触塔顶部布水喷头,经喷头形成中度雾化的水珠,在液膜分散器顶端螺旋凹槽的作用下,沿液膜分散器内壁形成薄膜下降。
风机在降膜接触塔底部向塔内送风,薄膜与风成逆向流充分接触,游离态的氨氮从液相转移到气相,实现氨氮吹脱,中试流程见图1。
1)混凝土沉淀池;2)调节池;3)提升泵;4)风机;5)降膜接触塔;6)液膜分散器;7)布水装置;8)收水装置图1 中试装置流程5.2 装置参数及关键因素本试验的关键因素包括布水均匀性、液膜厚度、液泛气速、pH 值和温度控制,中试的目的主要是寻求各参数的有效组合,力求在比较经济的条件下得到良好的氨氮去除率。
中试各装置的主要参数见表1。
表1 中试装置参数降膜接触塔雾化喷头液膜分散器风机提升泵硬管工业内视镜Á500mm H =3000mmÁ50mm 孔径3mm 流量系数14.3列管Á30mm H =1300mmQ =33L/minP =14.7kPa 变频调节Q =1m 3/h H =15m 变频调节Á4mm5.3 中试方案沿降膜接触塔径向均匀选择4根液膜分散器,出口单独连接橡胶软管和100L 的量杯,根据每个量杯在一定时间内的水量大致判断布水的均匀性。
在每个固定组合的试验参数条件下,以硬管工业内视镜测量液膜的下降流速,通过下式计算液膜厚度:D =Q3.14@n @D @v式中,D 为液膜厚度,mm;Q 为试验流量,L/h;n 为液膜分散器根数;D 为液膜分散器内径,mm;v 为液膜下降速度,mm/s 。
根据试验记录的流量、气水比、液膜厚度、温度、pH 值等数据绘制相关性曲线,分析试验结果。
6 数据整理及分析本次中试采用插值法,首先确定温度和液膜厚度两项参数,分析不同温度、液膜厚度、pH 值、气水比条件下NH 3-N 的去除率。
根据图2曲线分析,液膜厚度与NH 3-N 去除效率不是简单的正相关性,主要是受液泛气速的影响。
理论上液膜厚度降低时,NH 3-N 去除效率应逐步提高,但风在上升过程中与液膜接触面的粘附力造成液膜下降速度降低,相当于在同等处理水量下增加了液膜厚度。
同时,被风带出的水雾经降膜接触塔顶部的收水装置作用后,形成液体回到液膜分散器,相当于直接增加了液膜分散器的处理能力,最终体现的结果是液膜厚度反而增加,NH 3-N 去除效率在经过临界点后反而下降。
图2 液膜厚度与NH 3-N 去除率相关性曲线根据图3曲线分析,温度与NH 3-N 去除效率成正相关性,35e 以下时去除率随温度的上升得到明显提高,超过35e 后温度上升对去除率的影响逐渐降低。
根据图4曲线分析,pH 值与NH 3-N 去除效率成正相关性,pH 值[10.5时,去除率随pH 值的上#32#升得到明显提高,超过10.5后pH值上升对去除率的影响逐渐降低。
图3温度与NH3-N 去除率相关性曲线图4pH与NH3-N去除率相关性曲线7结论(1)根据连续试验的效果和数据分析,降膜技术对NH3-N去除率可达到92%~97%,技术上具有可行性。
(2)根据试验结果,降膜法吹脱NH3-N较经济的技术参数为:pH值10~10.5,温度为30~35e,气水比为8~12,液膜厚度0.3~0.4mm。
(3)普通脱氮塔在pH\10,t\35e的情况下,需要气水比为(20~40)B1,NH3-N去除率约60%~ 85%,在pH值和温度等同的条件下,降膜技术可提高NH3-N去除率20%以上,同时降低电能消耗50%以上。
(4)液膜分散器内部为中空结构,采用石灰调整pH值,虽然液膜分散器有轻微的结垢现象,但易于清洗。
(5)除温度和pH值直接影响NH3-N去除率外,降膜法脱氮较难控制的影响因素为液膜厚度和液泛气速,两者之间是相互影响的关系,需要采用流体力学进一步分析计算,确定两者的相关性方程式。
参考文献[1]江铁男,姜艳杰.煤化工技术的发展与环保[J].黑龙江环境通报,2001(1):22-24.[2]王京.浅析煤化工废水处理工艺[J].贵州工业职业技术学院学报,2010,5(1):17-19.[3]刘记华,文志敏.科梦除氨技术在垃圾渗滤液处理中的设计应用[J].黑龙江环境通报,2007(5):37-40.[4]谢晓.工业废水零排放技术简介[J].水处理信息报道,2007(6):6-8.[5]史晓平.竖管降膜蒸发器的布料装置[J].化学工程,1990(4):18-19.作者简介卜祖坤,1974年生,毕业于武汉水利电力大学建筑工程系给排水专业,现任南京中电环保股份有限公司研发中心技术总监。
周桃红,1969年生,毕业于上海电力学院动力工程系工业化学专业,现任南京中电环保股份有限公司副总经理。
(收稿日期:2011-07-27)(上接第23页)溶析剂/脱硫废液体积比>流加速率。
(2)结合正交实验确定的最佳工艺条件为:温度35e,流加速率160mL/h,溶析剂/脱硫废液体积比为3,搅拌速率150r/min,溶析剂配比为V丙酮/V乙醇= 2。