套类零件加工工艺
- 格式:doc
- 大小:278.50 KB
- 文档页数:18
套筒类零件加工工艺处理与分析在对套筒类零件的加工中,较难保证的是其形位精度,本文以轴承套为例,详细分析与总结了保证套筒類零件精度的方法。
标签:套筒类零件;工艺分析;精度无论零件是用普通机床加工还是用数控机床加工,对零件进行工艺分析都是加工中必不可少的环节,虽然用数控机床可利用程序自动加工零件,但无论是手工编程还是自动编程,在编程之前均需对所加工零件进行工艺分析和设计,才能编出合理高效的加工程序。
如果工艺设计不合理,就会造成一些不必要的浪费和损失。
在车床上加工套筒类零件比加工轴类零件难度大,主要原因就时套筒类零件的工艺较难处理。
1 套筒类零件概述1.1 套筒类零件的功用与特点1.2.3 内外圆的同轴度要求较高,误差在0.01mm-0.05mm范围内。
1.2.4 端面与孔轴线的垂直度要求较高,误差在0.01mm-0.05mm范围内(如图1中左端面对Φ22H7孔轴线的垂直度公差为0.01mm)。
2 主要工艺问题套筒零件主要加工表面是孔、外圆和端面。
加工时定位基准为外圆或孔。
其主要工艺问题是保证相互位置精度和防止变形。
2.1 保证位置精度的三种方法要保证内外圆表面间的同轴度以及轴线与端面的垂直度要求,通常根据零件的尺寸大小采用下列工艺方案:2.1.1 对于尺寸较小套筒零件的加工2.1.2 对于尺寸较大的套筒零件,零件加工分几次安装进行①先终加工孔,再以孔为定位基准加工外圆。
零件以内孔定位时,可采用心轴安装(圆柱心轴、可胀式心轴);当零件的内、外圆同轴度要求较高时,可采用小锥度心轴安装。
由于使用的夹具结构简单,而且制造和安装误差较小,因此可保证较高的相互位置精度,在套筒类零件加工中应用较多。
此方法较常用。
②先终加工外圆,然后以外圆表面为定位基准终加工孔。
零件以外圆定位时,可直接采用三爪卡盘安装;该方法工件装夹迅速可靠,但一般卡盘安装误差较大,使得加工后工件的相互位置精度较低。
如果欲使同轴度误差较小,则须采用定心精度较高的夹具,如弹性膜片卡盘,液性塑料夹头、经过修磨的三爪自定心卡盘和软爪等。
第三十一讲套类零件加工工艺一、套筒类零件的结构特点及工艺分析套筒类零件的加工工艺根据其功用、结构形状、材料和热处理以及尺寸大小的不同而异。
就其结构形状来划分, 大致能够分为短套筒和长套筒两大类。
它们在加工中, 其装夹方法和加工方法都有很大的差别, 以下分别予以介绍。
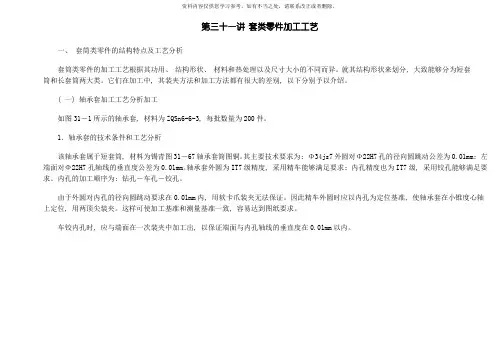
( 一) 轴承套加工工艺分析加工如图31-1所示的轴承套, 材料为ZQSn6-6-3, 每批数量为200件。
1.轴承套的技术条件和工艺分析该轴承套属于短套筒, 材料为锡青图31-67轴承套简图铜。
其主要技术要求为: Φ34js7外圆对Φ22H7孔的径向圆跳动公差为0.01mm; 左端面对Φ22H7孔轴线的垂直度公差为0.01mm。
轴承套外圆为IT7级精度, 采用精车能够满足要求; 内孔精度也为IT7级, 采用铰孔能够满足要求。
内孔的加工顺序为: 钻孔-车孔-铰孔。
由于外圆对内孔的径向圆跳动要求在0.01mm内, 用软卡爪装夹无法保证。
因此精车外圆时应以内孔为定位基准, 使轴承套在小锥度心轴上定位, 用两顶尖装夹。
这样可使加工基准和测量基准一致, 容易达到图纸要求。
车铰内孔时, 应与端面在一次装夹中加工出, 以保证端面与内孔轴线的垂直度在0.01mm以内。
2.轴承套的加工工艺表31-1为轴承套的加工工艺过程。
粗车外圆时, 可采取同时加工五件的方法来提高生产率。
表31-1轴承套加工工艺过程序号工序名称工序内容定位与夹紧1备料棒料, 按5件合一加工下料2钻中心孔 1.车端面, 钻中心孔2.调头车另一端面, 钻中心孔三爪夹外圆3粗车车外圆Ф42长度为6.5mm, 车外圆Ф34Js7为Ф35mm, 车空刀槽2×0.5mm, 取总长40.5mm, 车分割槽Ф20×3mm, 两端倒角1.5×45°, 5件同加工, 尺寸均相同中心孔5车、铰车端面, 取总长40mm至尺寸车内孔Ф22H7为Ф22mm车内槽Ф24×16mm至尺寸铰孔Ф22H7至尺寸孔两端倒角软爪夹Ф42mm外圆6精车车Ф34Js7(±0.012)mm至尺寸Ф22H7孔心轴7钻钻径向油孔Ф4mmФ34mm外圆及端面8检查( 二) 液压缸加工工艺分析液压缸为典型的长套筒零件, 与短套筒零件的加工方法和工件安装方式都有较大的差别。
套筒类零件的加工工艺及夹具设计套筒是一种常用的机械零件,广泛应用于汽车、机械设备等领域。
套筒的加工工艺及夹具设计对于产品质量和生产效率有着重要影响。
下面将从套筒类零件的加工工艺和夹具设计两个方面进行详细介绍。
一、套筒类零件的加工工艺1.材料选择:套筒常用的材料有铸铁、合金钢等。
根据产品的要求和使用环境选择合适的材料。
2.工艺规划:在确定套筒的形状和尺寸后,进行工艺规划。
包括确定加工顺序、加工方法、工艺参数等。
3.车削:套筒类零件的加工通常采用车削加工。
首先是粗车削,将套筒的外径、内径和长度粗略加工到指定尺寸。
然后进行精车削,将尺寸加工到精度要求的范围内。
4.放电加工:对于一些工艺要求高、难以进行车削的套筒类零件,可以采用放电加工。
通过电火花的烧蚀和溶解作用,使套筒的表面精度得到提高。
5.热处理:对于一些要求硬度和耐磨性的套筒类零件,可以进行热处理。
热处理方法包括淬火、调质等,可以提高套筒的使用寿命和性能。
6.光洁处理:对于一些外观要求高的套筒类零件,可以进行光洁处理。
包括抛光、喷砂等方法,使套筒表面变得光滑。
二、套筒类零件的夹具设计1.夹具类型选择:根据工件的形状和加工要求选择合适的夹具类型。
常用的夹具类型有卡盘夹具、槽铣夹具等。
2.夹紧力设计:根据套筒的材料和形状,设计夹具的夹紧力。
夹紧力要足够大,保证工件的刚性和位置精度。
3.夹具定位设计:设计夹具的定位方式,保证工件在加工过程中的位置精度。
常用的定位方式有销针定位、销楔定位等。
4.夹具结构设计:根据套筒的特点和工艺要求,设计夹具的结构。
包括夹具机构、夹具部件的尺寸和材料等。
5.夹具刀具设计:根据加工工艺的要求,设计夹具的刀具。
包括车刀、铣刀等。
刀具要具备良好的切削性能和耐磨性。
6.夹具的安装和调试:根据设计要求,进行夹具的安装和调试。
确保夹具能够正常工作并满足加工要求。
以上是关于套筒类零件的加工工艺及夹具设计的详细介绍。
加工工艺的合理选择和夹具的设计可以有效提高套筒类零件的加工效率和产品质量。
轴套类零件的加工工艺及设计1. 引言轴套是一种常见的机械零件,在工业生产中起着重要的作用。
它通常用于支撑和定位轴的旋转运动,并起到保护轴和轴承的作用。
轴套在机械设备中应用广泛,例如汽车引擎、机床、风机等。
本文将重点介绍轴套类零件的加工工艺及设计要点。
2. 轴套的材料选择轴套的材料选择根据实际使用条件和要求来确定。
常见的轴套材料有铜合金、铝合金、钢等。
铜合金轴套具有良好的导热性和抗磨性,适用于高速旋转的轴承应用;铝合金轴套具有较高的强度和轻质化特性,适用于重量要求较轻的设备;钢制轴套具有较高的硬度和耐磨性,在高负载和恶劣工况下具有更好的使用性能。
3. 轴套的加工工艺3.1 轴套的车削加工轴套的车削加工是一种常见的加工方法,适用于轴套的内外径加工。
具体步骤如下:步骤1:准备工作,包括准备车床、夹具、刀具等设备和工具;步骤2:根据轴套的尺寸要求,确定车削的加工参数,包括进给速度、转速、切削深度等;步骤3:将轴套固定在车床的夹具上,并根据加工要求进行夹紧;步骤4:启动车床,进行粗车削和精车削,根据需要进行多次车削,直至达到轴套的尺寸和表面粗糙度要求;步骤5:检查轴套的尺寸和表面质量,如有需要可以进行研磨、抛光等后续处理。
3.2 轴套的磨削加工轴套的磨削加工通常用于提高轴套的尺寸精度和表面光洁度。
常见的磨削加工包括外圆磨削和内孔磨削。
具体步骤如下:步骤1:准备工作,包括准备磨床、砂轮、刀具等设备和工具;步骤2:根据轴套的尺寸要求,确定磨削的加工参数,包括进给速度、转速、砂轮粒度等;步骤3:将轴套固定在磨床上,并调整好夹具,保证轴套的稳定性;步骤4:启动磨床,进行粗磨削和精磨削,根据需要进行多次磨削,直至达到轴套的尺寸和表面粗糙度要求;步骤5:检查轴套的尺寸和表面质量,如有需要可以进行抛光等后续处理。
3.3 轴套的冷镦加工轴套的冷镦加工主要用于加工内孔上的花纹或沟槽。
冷镦加工与车削和磨削不同,它通过冷镦机将金属材料挤压成型。

轴套类零件加工工艺分析1. 引言轴套类零件是机械加工中常见的一种零件,其用途是在轴和孔之间提供支撑和滑动的功能。
在工程设计中,轴套类零件通常需要经过精密的加工工艺来保证其质量和性能。
本文将对轴套类零件的加工工艺进行分析和总结,希望能够提供一些有用的参考和指导。
2. 材料选择在轴套类零件的加工工艺中,材料的选择是非常重要的。
常见的轴套类零件材料包括普通钢、不锈钢、铜和铝等。
选择合适的材料要考虑零件的使用环境、受力情况、耐磨性和成本等因素。
普通钢通常用于一般工况下的轴套,而在耐腐蚀和高温环境下,不锈钢是更好的选择。
3. 加工工艺流程轴套类零件的加工工艺一般包括以下步骤:3.1 材料准备首先需要对选定的材料进行准备。
包括材料的切割和锻造等操作。
在这一步中,需要将材料切割成适当的尺寸,并进行热处理以提高材料的硬度和强度。
3.2 粗加工粗加工是对轴套类零件进行初步形状加工的过程。
通常使用车床、铣床、钻床等机械设备进行操作。
在这一步中,需要根据工程图纸和要求进行粗加工,包括车削、铣削、钻孔等操作。
粗加工能够将工件的尺寸和形状加工到大致接近设计要求的程度。
3.3 热处理热处理是为了提高轴套类零件的硬度和韧性。
常见的热处理方法包括淬火、回火、表面强化等。
热处理能够改善材料的组织结构,并增加其抗磨性和耐久性。
在热处理过程中,需要根据具体的材料和工件形状进行参数的选择和控制,以保证热处理效果的达到。
3.4 精密加工精密加工是将轴套类零件的尺寸和形状加工到精确的设计要求的过程。
精密加工通常包括数控加工、磨削、线切割等操作。
数控加工能够实现高精度的加工,磨削能够提高零件的表面质量和几何精度,线切割能够加工出复杂的内部结构。
3.5 表面处理表面处理是为了提高轴套类零件的表面质量和耐腐蚀性。
常见的表面处理方法包括电镀、喷涂、氮化等。
表面处理能够在一定程度上提高轴套类零件的耐磨性和使用寿命。
4. 加工工艺优化为了提高轴套类零件的加工效率和质量,可以对加工工艺进行优化。
第三十一讲套类零件加工工艺一、套筒类零件的结构特点及工艺分析套筒类零件的加工工艺根据其功用、结构形状、材料和热处理以及尺寸大小的不同而异;就其结构形状来划分,大体可以分为短套筒和长套筒两大类;它们在加工中,其装夹方法和加工方法都有很大的差别,以下分别予以介绍;一轴承套加工工艺分析加工如图31-1所示的轴承套,材料为ZQSn6-6-3,每批数量为200件;1.轴承套的技术条件和工艺分析该轴承套属于短套筒,材料为锡青图31-67轴承套简图铜;其主要技术要求为:Φ34js7外圆对Φ22H7孔的径向圆跳动公差为;左端面对Φ22H7孔轴线的垂直度公差为;轴承套外圆为IT7级精度,采用精车可以满足要求;内孔精度也为IT7级,采用铰孔可以满足要求;内孔的加工顺序为:钻孔-车孔-铰孔;由于外圆对内孔的径向圆跳动要求在内,用软卡爪装夹无法保证;因此精车外圆时应以内孔为定位基准,使轴承套在小锥度心轴上定位,用两顶尖装夹;这样可使加工基准和测量基准一致,容易达到图纸要求;车铰内孔时,应与端面在一次装夹中加工出,以保证端面与内孔轴线的垂直度在以内;2.轴承套的加工工艺表31-1为轴承套的加工工艺过程;粗车外圆时,可采取同时加工五件的方法来提高生产率;表31-1轴承套加工工艺过程2钻中心孔 1.车端面,钻中心孔2.调头车另一端面,钻中心孔三爪夹外圆3粗车车外圆Ф42长度为,车外圆Ф34Js7为Ф35mm,车空刀槽2×,取总长,车分割槽Ф20×3mm,两端倒角×45°,5件同加工,尺寸均相同中心孔4钻钻孔Ф22H7至Ф22mm成单件软爪夹Ф42mm 外圆5车、铰车端面,取总长40mm至尺寸车内孔Ф22H7为Ф22mm车内槽Ф24×16mm至尺寸铰孔Ф22H7至尺寸孔两端倒角软爪夹Ф42mm外圆6精车车Ф34Js7±mm至尺寸Ф22H7孔心轴7钻钻径向油孔Ф4mmФ34mm外圆及端面8检查二液压缸加工工艺分析液压缸为典型的长套筒零件,与短套筒零件的加工方法和工件安装方式都有较大的差别;1.液压缸的技术条件和工艺分析液压缸的材料一般有铸铁和无缝钢管两种;图31-2所示为用无缝钢管材料的液压缸;为保证活塞在液压缸内移动顺利,对该液压缸内孔有圆柱度要求,对内孔轴线有直线度要求,内孔轴线与两端面间有垂直度要求,内孔轴线对两端支承外圆Φ82h6的轴线有同轴度要求;除此之外还特别要求:内孔必须光洁无纵向刻痕;若为铸铁材料时,则要求其组织紧密,不得有砂眼、针孔及疏松;2.液压缸的加工工艺表31-2为液压缸的加工工艺过程序号工序名称工序内容定位与夹紧1配料无缝钢管切断2车1.车Ф82mm外圆到Ф88mm及M88×1.5mm螺纹工艺用一夹一顶2.车端面及倒角三爪夹一端,中心架托Ф88mm处3.调头车Ф82mm外圆到Ф84mm三一夹一顶4.车端面及倒角取总长1686mm留加工余量1mm三爪卡盘夹一端,搭中心架托Ф88mm处3深孔推镗1.半精推镗孔到Ф68mm一端用M88×螺纹固定在夹具中,另一端搭中心架2.精推镗孔到Ф69.85mm3.精铰浮动镗刀镗孔到Ф70±0.02mm,表面粗糙度值Ra为μm4滚压孔用滚压头滚压孔至Ф70mm,表面粗糙度值Ra为μm一端用螺纹固定在夹具中,另一端搭中心架5车1.车去工艺螺纹,车Ф82h6到尺寸,割R7槽软爪夹一端,以孔定位顶另一端二、套筒类零件加工中的主要工艺问题一般套筒类零件在机械加工中的主要工艺问题是保证内外圆的相互位置精度即保证内、外圆表面的同轴度以及轴线与端面的垂直度要求和防止变形;1.保证相互位置精度要保证内外圆表面间的同轴度以及轴线与端面的垂直度要求,通常可采用下列三种工艺方案:1在一次安装中加工内外圆表面与端面;这种工艺方案由于消除了安装误差对加工精度的影响,因而能保证较高的相互位置精度;在这种情况下,影响零件内外圆表面间的同轴度和孔轴线与端面的垂直度的主要因素是机床精度;该工艺方案一般用于零件结构允许在一次安装中,加工出全部有位置精度要求的表面的场合;为了便于装夹工件,其毛坯往往采用多件组合的棒料,一般安排在自动车床或转塔车床等工序较集中的机床上加工;图31-3所示的衬套零件就是采用这一方案的典型零件;其加工工艺过程参见表31-3;表31-3棒料毛坯的机械加工工艺过程偏心轴的一种加工方法简介:图1 偏心轴图2 卡罐如图1所示,此类偏心轴要求两端B、C偏心外圆与A基准外圆偏心方向一致,且偏心尺寸不同,一般均在5mm之内,偏心误差要求小于; 寺阋陨弦螅捎昧艘韵鹿ひ占肮ぷ啊首先将A基准的所有外圆加工好,在轴的两端均留50mm 长25mm的工艺夹头,要求夹头与A基准同轴且台阶面与A基准垂直; 将轴的两端夹头铣成扁42h6,见图1,如图1所示,此类偏心轴要求两端B、C偏心外圆与A基准外圆偏心方向一致,且偏心尺寸不同,一般均在5mm之内,偏心误差要求小于;为了满足以上要求,采用了以下工艺及工装;1. 首先将A基准的所有外圆加工好,在轴的两端均留50mm长25mm的工艺夹头,要求夹头与A基准同轴且台阶面与A基准垂直;2. 将轴的两端夹头铣成扁42h6,见图1,要求扁与A基准中心对称且两端平行;3. 工装制作:卡罐两件,如图2所示,要求槽42H7与中心孔B5对称,槽的端面与中心孔垂直;4. 将卡罐装在轴的两端,卡罐偏心方向应一致,通过卡罐的槽与轴的扁42H7/h6的配合,控制了偏心的方向;通过调节卡罐上的压紧螺钉可调节偏心量;使卡罐的图1 偏心轴端面与轴的台阶面压紧,保证轴的中心与卡罐中心平行;5. 在车床上用双顶尖装夹,四爪夹紧卡罐旋转,以A基准两端外圆用表测量,调整卡罐上的螺钉,调整至不同的偏心量,车削各偏心外圆至尺寸;6. 当偏心轴加工完后切去两端工艺夹头;此种加工方法简便、可靠,避免了原有加工方法的繁琐镗床打中心孔,可应用于要求方向一致的多个偏心的偏心轴加工;图2 卡罐2009-04-24 10:35江西选矿厂选购了我公司5台,并要求我公司为该厂改进的偏心轴,该厂采用的为PEF900×1200型,用于原矿石的粗碎作业;该客户在使用中发现,由于颚式破碎机偏心轴上的锥套、密封套存在一些结构缺陷,致使偏心轴、锥套、飞轮经常出现磨损,而且修复周期长,影响了整套选矿厂设备的运作;因此,我公司对此派出工程师赶赴现场,并按照我公司设计PEF900×1200鄂式破碎机,对此破碎机作出修复及改进;一、改进前状况该颚式破碎机自90年代投产以来,多次出现锥套松动,偏心轴、锥套、飞轮磨损现象,我司工程师通过检测,分析认为,该破碎机偏心轴上锥套、密封套存在一些结构缺陷;主要原因有两个:1.该破碎机偏心轴上的密封套及锥套螺纹旋向设计不合理,皮带轮端及飞轮端密封套、锥套螺纹均为右旋;在运转过程中,偏心轴在飞轮端方向看时逆时针方向旋转,当偏心轴带动锥套逆时针旋转时,由于惯性作用,密封套有一个顺时针方向旋转的力矩,由于飞轮端于皮带轮端密封套螺纹均为右旋,所以两个密封套均有向皮带轮方向移动的倾向,皮带轮端的密封套向皮带轮方向移动时,会把皮带轮顶紧,并反过来把该端的锥套牢牢顶紧在偏心轴上,所以皮带轮端锥套没有出现过松动,而飞轮端密封套向皮带轮方向移动时,会离开飞轮端面,使锥套在偏心轴上失去顶紧力的作用而容易松动发生磨损;2.锥套与偏心轴配合面间的接触面积不够,按设计,接触面积小于80%,才能形成足够的摩擦力以克服锥套的惯性力,如果小于80%,则会使锥套在偏心轴上产生松动,一旦松动,偏心轴外圆及锥套内孔同时磨损并导致飞轮端面磨损;使设备不能运转;二、修复及改进措施改变飞轮端密封套与锥套螺纹旋向因为螺纹为右旋时,密封套向皮带轮端移动,皮带轮端的锥套不会松动,所以皮带轮端螺纹旋向不需要改变,把飞轮端密封套及锥套螺纹由右旋改为左旋以后,在偏心轴逆时针方向旋转时,由于惯性力的作用,密封套向飞轮方向移动而顶紧飞轮,反过来将飞轮端锥套牢固顶紧在偏心轴上,使锥套在偏心轴上不产生松动;修复偏心轴与锥套配合面增加接触面积,对磨损的偏心轴和锥套用电焊进行堆焊,在粗车和精车后,对配合面进行研磨,研磨的方法是:把修复好的锥套放到偏心轴配合面上进行,用400目的金刚砂做研磨介质,一次研磨,把金刚砂清除干净,涂上油印进行校验,如不合格,用前述方法再研磨,直到符合要求为止;偏心轴的一种加工方法简介:图1 偏心轴图2 卡罐如图1所示,此类偏心轴要求两端B、C偏心外圆与A基准外圆偏心方向一致,且偏心尺寸不同,一般均在5mm 之内,偏心误差要求小于0.05mm; 为了满足以上要求,采用了以下工艺及工装; 首先将A基准的所有外圆加工好,在轴的两端均留50mm长25mm的工艺夹头,要求夹头与A基准同轴且台阶面与A基准垂直; 将轴的两端夹头铣成扁42h6,见图1,关键字:刀具夹具切削铣削车削机床测量如图1所示,此类偏心轴要求两端B、C偏心外圆与A基准外圆偏心方向一致,且偏心尺寸不同,一般均在5mm之内,偏心误差要求小于;为了满足以上要求,采用了以下工艺及工装;1.首先将A基准的所有外圆加工好,在轴的两端均留50mm长25mm的工艺夹头,要求夹头与A基准同轴且台阶面与A基准垂直;2.将轴的两端夹头铣成扁42h6,见图1,要求扁与A基准中心对称且两端平行;3.工装制作:卡罐两件,如图2所示,要求槽42H7与中心孔B5对称,槽的端面与中心孔垂直;4.将卡罐装在轴的两端,卡罐偏心方向应一致,通过卡罐的槽与轴的扁42H7/h6的配合,控制了偏心的方向;通过调节卡罐上的压紧螺钉可调节偏心量;使卡罐的端面与轴的台阶面压紧,保证轴的中心与卡罐中心平行;5.在车床上用双顶尖装夹,四爪夹紧卡罐旋转,以A基准两端外圆用表测量,调整卡罐上的螺钉,调整至不同的偏心量,车削各偏心外圆至尺寸;6.当偏心轴加工完后切去两端工艺夹头;此种加工方法简便、可靠,避免了原有加工方法的繁琐镗床打中心孔,可应用于要求方向一致的多个偏心的偏心轴加工; 图1 偏心轴图2 卡罐。
套类零件加工工艺第一节套类零件的种类和结构套类零件是指带有孔的零件,带有孔有下列几种:1. 紧定孔:这种孔是用来穿插螺栓,螺钉的。
它的孔要求不高,一般在4.5级精度以下。
2. 回转体零件上的孔。
如阶台孔,光滑孔,一般套筒的法兰盘都是这种孔。
有些孔是锥形的,有些孔内有构槽的。
这种孔精度在2-3级右左。
3. 箱体零件上的孔:床头箱轴承孔等这种孔精度要求较高,一般精度在2级或2级以上。
套类零件上也有倒角沟槽,凸肩部分,为什么会有这些部分呢?这就是为了考虑零件结构工艺性。
也就是说为了使零件便于加工和使用以及增加零件钢性。
孔内沟槽,倒角,圆弧,作用尺寸与轴尖零件相同。
第三节套类零件的精度要求套类零件精度有以下几个项目:1. 孔的位置精度1)同心度?(孔之间或孔与某些表面间的尺寸精度)2)平行度3)垂直度4)角度精度2. 圆柱孔本身精度1)孔径和长度尺寸精度2)孔的形状精度(如椭圆度,锥度,鼓形度)3)表面粗糙度(光洁度)按图纸要求第三节套类零件毛坯和加工余量1. 毛坯的材料和种类套类零件一般是用钢,铸铁,青铜,黄铜,铅等材料制成。
一般孔径小于20毫米的套筒,其他毛坯采用热轧或冷轧材料,当孔径大于20毫米,带采用钢管,模铸件,带孔铸件。
2. 工序间加工余量套类零件毛坯加工余量在铸.锻时已确定。
如果在实心材料上加工出孔来。
需经过钻孔.鏜孔.鉸孔在一个工序完成时,必须为下一个工序留出加工余量。
第四节套类零件的安装由于套类零件有各种不同形状和尺寸,精度要求也不相同,所以它也有各种不同安装方法。
1) 要保证套类零件两个端面平行度和内孔的垂直度,可以采用下面几种方法安装:2) 把工件与三爪卡盘卡爪阶台贴平。
3) 把工件套在心轴上再车端面(放三爪卡盘内)4) 应用活动档铁(可任意调长短)5) 用未经淬火软卡爪车一个卡台,固定工件。
6) 工件数量较多,可用专用夹具安装。
1.实心心轴2.胀套心轴3.橡胶心轴4.塑胶心轴5.伞形顶针6.闷头中心孔顶工釿第五节内孔表面的加工方法一. 钻孔注意以下几点:1)钻头引向端面,不可用力太大,防止断钻头和偏孔。
轴套类零件加工工艺分析轴套是一种广泛应用于机械设备中的零件,其作用是支撑和固定轴的运转,减少轴与轴承之间的摩擦和磨损。
为了确保轴套的质量和性能,需要进行严格的加工工艺分析。
首先,轴套加工需要选择合适的材料。
常见的轴套材料有铜、铝、钢等,每种材料具有不同的特性和加工难度。
根据实际使用要求和成本考虑,选择适合的材料。
然后,在制定加工工艺方案时,需要考虑到轴套的几何形状和尺寸。
通常情况下,轴套的加工过程包括车削、铣削、钻孔等工序。
这些工序需要根据轴套的结构特点和要求,合理选择加工方法和工具,确保加工精度和表面质量。
接下来,针对轴套的内孔和外圆的加工,可以采用不同的工艺。
对于内孔加工,常见的方法有铰削、镗削和钻孔等。
这些方法可以根据轴套的尺寸和孔形要求,选择合适的刀具和工艺参数,确保内孔的尺寸精度和表面质量。
而对于外圆加工,通常采用车削或磨削工艺,通过选用适当的刀具和工艺参数,实现外圆的精度和表面质量要求。
此外,轴套的加工还需要注意保证加工过程的稳定性和重复性。
为了减少加工误差,可以采取一些措施,如合理固定工件,选择合适的切削速度和进给量,确保加工过程的稳定运行,并严格控制加工质量。
最后,加工完成后,还需要对轴套进行表面处理。
常见的表面处理方法有硬化、镀铜、喷涂等,这些处理可以增加轴套的硬度、耐磨性和防腐蚀性,提高轴套的使用寿命和性能。
综上所述,轴套类零件加工工艺分析需要考虑材料选择、加工方案设计、加工方法选择、加工参数控制以及表面处理等方面的因素。
只有通过科学、严谨的加工工艺分析和操作实施,才能保证轴套的质量和性能,满足实际使用的要求。
使用字数较多的订单可能会影响响应速度。
然而,我将提供大致的文章结构和提示,以帮助你纳入所需的内容。
1. 引言(介绍轴套及其重要性)- 简要介绍轴套是什么,其在机械设备中的重要作用。
2. 材料选择(包括性能要求和材料选型)- 详细描述轴套所需的性能要求,并介绍适用的材料选项。

(一)、短套筒零件的加工——气缸套零件加工工艺
如图为A110型柴油机气缸零件图,由于L/D≈3,属短套。
内孔G是重要表面,其加工工艺过程如下:
表2.2.2-1 气缸套零件加工工艺
269
110
110
110
(二)、长套加工——油缸零件的加工工艺
图所示为液压油缸零件。
该零件的孔长与直径之比L/D=24,属典型的长套筒零件.:
图中主要技术要求为:
(1)内孔必须光滑无纵向划痕;
(2)内孔圆柱度误差不大于0.04mm;
(3)内孔轴线的直线度误差不大于0。
1/1000mm;
(4)内孔轴线与端面的垂直度误差不大于0。
03mm;
(5)内孔对两端支承外圆(Φ82h6))的同轴度允差为Φ0.04mm.
对于油缸这类长套筒零件,为保证内外圆同轴度,加工外圆时,其装夹方式常采用下面两种:用顶尖顶住两端孔口的倒角;一头夹紧外圆另一头用中心架支承(一夹一托)或一头夹紧外圆另一头用后顶尖顶住(一夹一顶)。
加工内孔时,一般采用夹一头、另一头用中心架支承外圆。
粗加工孔采用镗削,半精加工和精加工孔多用浮动铰孔方式。
若内孔表面要求粗糙度很低时,还须选用折磨或滚压加工。
本例采用一夹一托或一夹一顶方式来加工外圆;采用工艺螺纹固夹一头、中心架托另一头外圆的方式来加工内孔。
内孔经推镗、浮动精铰后再进行冷压加工,以保证达到图纸规定的要求。
其加工工艺如下:
表2.2.2-2油缸零件的加工工艺。
轴套类零件加工工艺及设计一、引言轴套是一种常见的机械零件,广泛应用于各种机械设备中,如汽车发动机、工业机械、航天器等。
轴套的加工工艺和设计对于零件的质量和性能具有重要影响。
本文将介绍轴套类零件的加工工艺及设计要点。
二、加工工艺1. 零件设计轴套类零件的设计需要考虑以下几个方面:•零件尺寸:轴套内径、外径和长度的确定需根据使用要求和机械装置的设计进行合理选择。
•材料选择:根据工作环境的要求,选择合适的材料,如钢、铸铁、铜合金等。
•结构设计:考虑零件的受力情况,确定外形和内部结构设计。
2. 加工工艺流程轴套类零件的加工工艺流程通常包括以下几个步骤:•零件铸造•零件粗加工•零件热处理•零件精加工•零件表面处理2.1 零件铸造轴套类零件的铸造一般采用砂型铸造或金属型铸造。
砂型铸造的工艺简单,成本低,适用于大批量生产;金属型铸造的工艺复杂,成本高,适用于特殊要求的零件。
2.2 零件粗加工零件粗加工包括车削、铣削、钻削等工序。
粗加工旨在将零件加工至接近最终尺寸,以便后续的热处理和精加工工序。
2.3 零件热处理零件热处理是为了改变材料的组织结构和性能,提高零件的硬度和耐磨性。
常用的热处理方法包括淬火、回火和渗碳等。
2.4 零件精加工零件精加工包括磨削、刨削、车削等工序。
精加工旨在将零件加工至最终尺寸和形状,并保证其几何精度和表面质量。
2.5 零件表面处理零件表面处理是为了提高零件的耐腐蚀性和外观质量。
常见的表面处理方法包括电镀、喷涂、热镀等。
三、设计要点轴套类零件的设计需要注意以下几个要点:•内外径配合:轴套的内外径配合需根据使用要求和材料的热胀冷缩系数进行合理选择,以确保配合的紧密度和工作的可靠性。
•表面润滑:轴套的表面润滑需考虑工作环境的要求,选择合适的润滑方式和润滑剂。
•结构强度:轴套的结构强度需根据受力情况进行合理设计,以确保零件的安全性和可靠性。
•表面硬度:轴套的表面硬度需根据工作环境的要求和材料的硬度进行合理选择,以提高零件的耐磨性和寿命。
套类零件加工工艺过程
套类零件加工的工艺过程一般包括以下几个步骤:
1. 材料准备:根据零件的设计要求,选择适当的材料进行加工。
通常采用金属材料,如钢、铜、铝等。
2. 零件切削加工:通过车床、铣床、钻床等机械设备,对材料进行精确的切削加工,制作出符合要求的零件形状和尺寸。
3. 精密加工:根据零件的要求,采用特殊的加工方法,如电火花加工、线切割等,进行高精度的加工处理。
4. 表面处理:通过打磨、抛光、喷涂等方式,对零件表面进行处理,以保证其外观和性能符合要求。
5. 装配和检验:将加工好的零件进行装配,进行外观检查和功能测试,确保零件的质量符合要求。
在实际的加工过程中,还需要注意以下问题:
1. 加工时要遵循严格的加工工艺和标准,以避免出现误差和偏差。
2. 选用合适的切削刀具和加工液,以保证加工精度和表面质量。
3. 控制加工过程中的温度、压力等参数,以避免材料变形和热裂。
4. 注意安全生产,防止因操作不当导致事故发生。
综上所述,套类零件加工是一个复杂的过程,需要依靠先进的机械设备和技术手段,同时严格按照工艺标准进行加工处理,以保证最终零件的质量和性能符合要求。
典型套筒类零件的加工工艺分析引言:套筒类零件是机械零件中常见的一种,广泛应用于各种机械设备中。
其加工工艺分析对于提高零件的加工质量和降低成本具有重要意义。
本文将从设计、材料选择、工艺规划以及加工工艺等方面对典型套筒类零件的加工工艺进行详细分析。
一、设计:二、材料选择:三、工艺规划:1.工艺路线规划:根据零件的形状、材料和加工要求,确定合适的工艺路线。
典型的工艺路线包括铣削、车削、钻孔、镗孔、磨削等工序。
2.切削参数选择:根据零件的材料和加工要求,选择合适的切削参数,包括切削速度、进给速度、切削深度等。
通过试切试验和经验总结,不断优化和调整切削参数。
3.夹具设计:根据零件的形状和加工要求,设计合适的夹具,以保证零件在加工过程中的稳定性和精度。
四、加工工艺:1.车削工艺:车削是加工套筒类零件常用的工艺之一、根据零件的形状和加工要求,选择合适的切削工具和切削参数进行车削。
2.镗削工艺:镗削用于加工孔的精度要求较高的套筒类零件。
根据零件的尺寸和加工要求,选择合适的镗削刀具和切削参数进行镗削。
3.铣削工艺:铣削常用于加工套筒类零件的外形轮廓。
根据零件的形状和加工要求,选择合适的铣削刀具和切削参数进行铣削。
4.钻孔工艺:钻孔通常用于套筒类零件的孔加工。
根据零件的尺寸和加工要求,选择合适的钻孔刀具和切削参数进行钻孔。
5.磨削工艺:磨削常用于加工套筒类零件的表面精加工。
根据零件的表面粗糙度要求,选择合适的磨削工具和切削参数进行磨削。
五、加工装备和工具选择:根据零件的工艺要求,选择合适的加工装备和工具。
常用的加工设备包括车床、铣床、钻床、磨床等。
根据工艺要求和经济性考虑,选择合适的设备和工具。
六、检验和质量控制:在加工过程中,需要进行适当的检验和质量控制,以确保零件的加工质量。
常用的检验方法包括尺寸检验、形状检验、表面粗糙度检验等。
结论:典型套筒类零件的加工工艺分析对于提高零件的加工质量和降低成本具有重要意义。
通过合理的设计、材料选择、工艺规划和加工工艺,可以实现零件的精确加工和高效生产。
套类零件加工工艺集团文件版本号:(M928-T898-M248-WU2669-I2896-DQ586-M1988)唐山学院东校区毕业设计(论文) 题目:套类零件的加工及工艺分析系 (部):专科教育部系专业名称:机械制造与自动化姓名:准考证号:班级名称:提交时间:摘要随着科学技术飞速发展和经济竞争的日趋激烈,机械产品的更新速度越来越快,数控加工技术作为先进生产力的代表,在机械及相关行业领域发挥着重要的作用,机械制造的竞争,其实质是数控技术的竞争。
本次设计就是进行套类零件的数控加工工艺,对套类零件的加工工艺分析,并绘制零件图。
其中零件工艺规程的分析是此次论文的重点和难点。
关键词:套类零件;加工;工艺分析目录一、套筒类零件的结构特点及工艺分析 (1)1.1轴承套加工工艺分析加工…………………………………………………11.2液压缸加工工艺分析………………………………………………………2二、套类零件的加工析 (4)三、套类零件加工刀具的刃磨 (4)3.1麻花钻………………………………………………………………………5四、套筒类零件加工中的主要工艺问题 (5)五、套类零件数控车削工艺分析 (6)5.1零件图工艺分析……………………………………………………………65.2选择设备……………………………………………………………………75.3确定零件的定位基准和装夹方式…………………………………………75.4确定加工顺序及进给路线 (7)5.5刀具选择 (7)5.6切削用量选择………………………………………………………………85.7数控加工工艺卡片拟订 (9)六、套类零件加工编程 (9)毕业总结 (13)致谢 (14)参考文献 (15)套类零件的加工及工艺分析一、套筒类零件的结构特点及工艺分析套筒类零件的加工工艺根据其功用、结构形状、材料和热处理以及尺寸大小的不同而异。
就其结构形状来划分,大体可以分为短套筒和长套筒两大类。
轴套类零件数控车加工工艺分析与编程随着现代机械制造技术的发展,数控车床已经成为制造高精密零件的主要工具。
轴套类零件是数控车床常见的加工对象,其制造过程需要严格的工艺和精细的编程。
本文着重分析轴套类零件数控车加工的具体工艺和编程方法,为制造轴套类零件提高制造效率和品质。
1. 材料选择轴套类零件加工的第一步是材料选择。
通常情况下,轴套类零件的材料都是较为精密的钢材或铜材,要求硬度高、抗腐蚀、耐磨损等,因此在选材时需要考虑到这些特点,为加工后产品的性能奠定坚实的基础。
2. 工艺分析轴套类零件是环状的,一般需要分几道工序来完成加工。
其中二至三个工序的多刀具切削、形位公差控制等难点工序,也是整个加工工艺中最重要的环节,必须采用精细、高效的工艺方法来完成。
(1) 初次车削工序在轴套零件的初次车削工序中,主要是为了去除原材料的外形缺陷和表面氧化层等,并为下一步的精加工作铺平道路,以达到更高的加工精度。
这个过程通常是采用一般的刀具进行粗加工,加工精度相对较低,粗糙度会达到Ra3.2左右,而且用到一般的砂轮和刀具等工具,较容易磨损而导致加工质量不稳定。
(2) 精加工工序轴套零件的精加工工序是整个加工过程中最为关键的一个环节,它需要高精度的NC数控作业,并且需要采用多刀具切削方法,分别完成不同部位的加工过程。
这个过程中,要注意控制加工过程中的温度和压力,以避免材料变形和产生表面缺陷的情况。
(3) 铣削工序铣削工序是为了使轴套的端面变得挺直,达到零件装配要求,这种工艺是难点工序。
由于铣床加工的其它工件的对称性要求并不高,因此通常采用单刀具直接切削的方式,但轴套类零件不同,要求其端面与轴套中轴线的位置误差越小越好,所以铣削工序的精度和对称性要求都较高。
3. 编程方法针对轴套类零件的NC数控编程,主要分为以下几个步骤:(1) 图纸识别,确定加工过程中的零件形状、尺寸、切削工具和要用的刀具等,并将其编入指令系统。
(2) 编程语言输入,通常采用G代码或M代码等数控语言编写。
唐山学院毕业设计(论文)题目:套类零件的加工及工艺分析系 (部):专科教育部系专业名称:机械制造与自动化姓名:准考证号:班级名称:提交时间:摘要随着科学技术飞速发展和经济竞争的日趋激烈,机械产品的更新速度越来越快,数控加工技术作为先进生产力的代表,在机械及相关行业领域发挥着重要的作用,机械制造的竞争,其实质是数控技术的竞争。
本次设计就是进行套类零件的数控加工工艺,对套类零件的加工工艺分析,并绘制零件图。
其中零件工艺规程的分析是此次论文的重点和难点。
关键词:套类零件;加工;工艺分析目录一、套筒类零件的结构特点及工艺分析 (1)1.1轴承套加工工艺分析加工 (1)1.2液压缸加工工艺分析 (2)二、套类零件的加工析 (4)三、套类零件加工刀具的刃磨 (4)3.1麻花钻 (5)四、套筒类零件加工中的主要工艺问题 (5)五、套类零件数控车削工艺分析 (6)5.1零件图工艺分析 (6)5.2选择设备 (7)5.3确定零件的定位基准和装夹方式 (7)5.4确定加工顺序及进给路线 (7)5.5刀具选择 (7)5.6切削用量选择 (8)5.7数控加工工艺卡片拟订 (9)六、套类零件加工编程 (9)毕业总结 (13)致谢 (14)参考文献 (15)套类零件的加工及工艺分析一、套筒类零件的结构特点及工艺分析套筒类零件的加工工艺根据其功用、结构形状、材料和热处理以及尺寸大小的不同而异。
就其结构形状来划分,大体可以分为短套筒和长套筒两大类。
它们在加工中,其装夹方法和加工方法都有很大的差别,以下分别予以介绍。
1.1 轴承套加工工艺分析加工如图1-1所示的轴承套,材料为ZQSn6-6-3,每批数量为200件。
1.1 轴承套的技术条件和工艺分析该轴承套属于短套筒,材料为锡青图1-1轴承套简图铜。
其主要技术要求为:Φ34js7外圆对Φ22H7孔的径向圆跳动公差为0.01mm;左端面对Φ22H7孔轴线的垂直度公差为0.01mm。
轴承套外圆为IT7级精度,采用精车可以满足要求;内孔精度也为IT7级,采用铰孔可以满足要求。
内孔的加工顺序为:钻孔-车孔-铰孔。
由于外圆对内孔的径向圆跳动要求在0.01mm内,用软卡爪装夹无法保证。
因此精车外圆时应以内孔为定位基准,使轴承套在小锥度心轴上定位,用两顶尖装夹。
这样可使加工基准和测量基准一致,容易达到图纸要求。
车铰内孔时,应与端面在一次装夹中加工出,以保证端面与内孔轴线的垂直度在0.01mm以内。
图1-11.1.2 轴承套的加工工艺表1-1为轴承套的加工工艺过程。
粗车外圆时,可采取同时加工五件的方法来提高生产率。
表1-1轴承套加工工艺过程1.2 液压缸加工工艺分析液压缸为典型的长套筒零件,与短套筒零件的加工方法和工件安装方式都有较大的差别。
1.2.1 液压缸的技术条件和工艺分析液压缸的材料一般有铸铁和无缝钢管两种。
图1-2所示为用无缝钢管材料的液压缸。
为保证活塞在液压缸内移动顺利,对该液压缸内孔有圆柱度要求,对内孔轴线有直线度要求,内孔轴线与两端面间有垂直度要求,内孔轴线对两端支承外圆(Φ82h6)的轴线有同轴度要求。
除此之外还特别要求:内孔必须光洁无纵向刻痕;若为铸铁材料时,则要求其组织紧密,不得有砂眼、针孔及疏松。
图1-21.2.2 液压缸的加工工艺表1-2为液压缸的加工工艺过程70二、套类零件的加工由同一轴线的内孔和外圆为主要要素或加其他结构(如齿、槽等)组成的零件统称套类零件。
套类零件的车削上艺主要是指圆柱孔的加丁工艺,其加工特点是:①孔加工在工件内部进行,观察、测量较困难,尤其是小孔、深孔的加工;②受孔径和孔深的限制,刀杆较细、较长,降低了刀杆的刚性;③排屑困难,切削液不易进入切削区;④薄壁工件受夹紧力、切削力的作用容易变形。
本章只介绍一般套类零件的车削。
套类零件的主要技术要求是:①孔和外圆的尺寸精度和表面粗糙度;②孔和外圆的形状精度,如圆度、圆柱度等;③孔与其他几何元素间的位置精度。
如图2—1所示的轴承套,形状精度要求有:φ30H7孔的圆度公差为0.01mm,φ45js6外圆的圆度公差为0.005mm;位置精度要求有:φ45js6外圆对φ30H7孔的轴线径向圆跳动公差为0.01mm,左端面对φ30H7孔轴线的垂直度公差为0.01mm,φ45js6外圆的右端面对左端面平行度公差为0.01mm。
图2-1三、套类零件加工刀具的刃磨刀具的刃磨是车工必须熟练掌握的基本功,车工刀具刃磨技术能大大影响工件的加工质量与加工效率,因此,在课题练习前熟练而准确地掌握刀具刃磨技术是必需的。
下面我们介绍一下与套类零件基本刀具的刃磨相关的知识。
3.1 麻花钻一般的套类零件的加工通常是用钻头在实心的材料上钻孔,再经过扩孔或镗孔来达到图纸的要求,钻头一般用高速钢材料制成。
随着高速切削技术的发展,镶嵌硬质合金的钻头也得到了广泛的应用。
3.1.1 麻花钻的组成(图2-2)(1)柄部麻花钻有直柄和锥柄两种,通常直径小于Φ12mm的麻花钻都作成直柄的。
直径大于田12mm以上的通常作成锥柄的。
钻削时起传递转矩和钻头的夹持定心作用。
(2)颈部直径较大的钻头在颈部标注有商标、钻头直径和材料牌号等内容。
(3)工作部分这是钻头的主要部分,由切削部分和导向部分组成,起切削和导向作用。
3.1. 2 麻花钻工作部分的几何形状麻花钻的切削部分可看做是正反的两把车刀,所以它的几何角度的概念与车刀基本相同,但也有其特殊性。
(1)螺旋槽钻头的工作部分有两条螺旋槽,它的作用是构成切削刃、排出切屑和通切削液。
(2)前刀面指螺旋槽面。
(3)主后刀面指钻顶的螺旋圆锥面。
(4)顶角钻头两主切削刃之间的夹角。
顶角大,主切削刃短,定心差,钻出的孔容易扩大。
但顶角大,前角也增大,切削省力些。
顶角小,则反之。
四、套筒类零件加工中的主要工艺问题一般套筒类零件在机械加工中的主要工艺问题是保证内外圆的相互位置精度(即保证内、外圆表面的同轴度以及轴线与端面的垂直度要求)和防止变形。
1.保证相互位置精度要保证内外圆表面间的同轴度以及轴线与端面的垂直度要求,通常可采用下列三种工艺方案:(1)在一次安装中加工内外圆表面与端面。
这种工艺方案由于消除了安装误差对加工精度的影响,因而能保证较高的相互位置精度。
在这种情况下,影响零件内外圆表面间的同轴度和孔轴线与端面的垂直度的主要因素是机床精度。
该工艺方案一般用于零件结构允许在一次安装中,加工出全部有位置精度要求的表面的场合。
为了便于装夹工件,其毛坯往往采用多件组合的棒料,一般安排在自动车床或转塔车床等工序较集中的机床上加工。
图31-3所示的衬套零件就是采用这一方案的典型零件。
其加工工艺过程参见表31-3。
表4-1棒料毛坯的机械加工工艺过程五、套类零件数控车削工艺分析如图5-1为典型轴套类零件,该零件材料为45钢,无热处理和硬度要求,试对该零件进行数控车削工艺分析(单件小批量生产)。
5.1 零件图工艺分析该零件表面由内外圆柱面、内圆锥面、顺圆弧、逆圆弧及外螺纹等表面组成,其中多个直径尺寸与轴向尺寸有较高的尺寸精度和表面粗糙度要求。
零件图尺寸标注完整,符合数控加工尺寸标注要求;轮廓描述清楚完整;零件材料为45钢,加工切削性能较好,无热处理和硬度要求。
通过上述分析,采用以下几点工艺措施。
①对图样上带公差的尺寸,因公差值较小,故编程时不必取平均值,而取基本尺寸即可。
②左右端面均为多个尺寸的设计基准,相应工序加工前,应该先将左右端面车出来。
③内孔尺寸较小,镗1:20锥孔与镗φ32孔及150锥面时需掉头装夹。
图5-1 轴承套零件5.2 选择设备根据被加工零件的外形和材料等条件,选用CJK6240数控车床。
5.3 确定零件的定位基准和装夹方式①内孔加工定位基准:内孔加工时以外圆定位;装夹方式:用三爪自动定心卡盘夹紧。
②外轮廓加工定位基准:确定零件轴线为定位基准;装夹方式:加工外轮廓时,为保证一次安装加工出全部外轮廓,需要设一圆锥心轴装置(见图5-2双点划线部分),用三爪卡盘夹持心轴左端,心轴右端留有中心孔并用尾座顶尖顶紧以提高工艺系统的刚性。
5.4 确定加工顺序及进给路线加工顺序的确定按由内到外、由粗到精、由近到远的原则确定,在一次装夹中尽可能加工出较多的工件表面。
结合本零件的结构特征,可先加工内孔各表面,然后加工外轮廓表面。
由于该零件为单件小批量生产,走刀路线设计不必考虑最短进给路线或最短空行程路线,外轮廓表面车削走刀路线可沿零件轮廓顺序进行(见图5-3)。
5.5 刀具选择将所选定的刀具参数填入表5-11轴承套数控加工刀具卡片中,以便于编程和操作管理。
注意:车削外轮廓时,为防止副后刀面与工件表面发生干涉,应选择较大的副偏角,必要时可作图检验。
本例中选κ =55 。
图5-2 外轮廓车削装夹方案图5-3 外轮廓加工走刀路线表5-1 轴承套数控加工刀具卡片5.6 切削用量选择根据被加工表面质量要求、刀具材料和工件材料,参考切削用量手册或有关资料选取切削速度与每转进给量,然后利用公式v c=πdn/1000和vf = nf,计算主轴转速与进给速度(计算过程略),计算结果填入表5-15工序卡中。
背吃刀量的选择因粗、精加工而有所不同。
粗加工时,在工艺系统刚性和机床功率允许的情况下,尽可能取较大的背吃刀量,以减少进给次数;精加工时,为保证零件表面粗糙度要求,背吃刀量一般取0.1~0.4㎜较为合适。
5.7 数控加工工艺卡片拟订将前面分析的各项内容综合成表5-12所示的数控加工工艺卡片。
表5-2 轴承套数控加工工艺卡片六、套类零件加工编程O0904N001 G00 G97 S500 T0101N002 M03N003 M08N004 G00x58z2N005 G01z-2F50N006 x25N007 x5N008 x0N009 G00x100z100N010 G00x58z0N011 G71U1R1P016Q024x0.5z0.1F100N012 G00x100z100N013 M05N014 M00N015 G00 G97 S800 T0101N016 G00x58z0N017 G01x26F80N018 z-2N019 G01x30W-2F70N020 G01z-35F100N021 x50F70N022 x52z-36F70N023 z-53F100N024 x41.75z-84F70 N025 G00x100N026 z100N027 M05N028 M00N029 G00 G97 S600 T0202 N030 M03N031 M08N032 G00z0N033 x29.8N034 G01z-27F70N035 x32F120N036 z0N037 G82x29.2z-27F2N038 G82x28.8z-27F2N039 G82x28.4z-27F2N040 G82x28.2z-27F2N041 G82x28.0z-27F2N042 G82x28.0z-27F2N043 G00x100z100N043 M05N044 M00N045 G00 G97 S600 T0303 N046 M03N047 M08N048 G00x53z-33N049 G01x52F100N050 z-61N051 x39F70N052 x52F120N053 z-65N054 x39F70N055 x52F120N056 z-69N057 x39F70N058 x52F120N059 G00x100N060 z100N061 M05N062 M00N063 G00 G97 S600 T0101N064 M03N065 M08N066 G00x57z2N067 G01z-3F120N068 x20F100N069 x5F70N070 x0F50N071 G00x100z100N072 M05N073 M00N074 G00 G97 S600 T0404N075 M03N076 M08N077 G00x57z2N078 G71U1R1P084Q089x0.5z0.1F100 N079 M05N080 M00N081 G00 G97 S600 T0404N082 M03N083 M08N084 G00x57z2N085 G01x37.47z2F120N086 G03x35.08z-31.38R24F100N087 G02x36.46z-44.33R9F100N088 G03x35z-57R8F100N089 G01x35z-65F120N090 x42F100N091 G00x100N092 z100N093 M05N094 M00N095 G00 G97 S600 T0105N096 M03N097 M08N098 G00x26z2N099 G71U1R1P103Q108x0.5z0.1F80 N100 G00z100N101 x100N102 M05N103 M00N104 G00x30z3N105 G01z0N106 x28z-1N107 z-26N108 G01x26N109 z3N110 G00x100z100N111 M05N112 M30毕业总结:在大学的最后一个学期,我过得既充实又繁忙.从选题的那天起,我就开始了我的毕业设计。