热流道热嘴的分类
- 格式:doc
- 大小:24.50 KB
- 文档页数:1
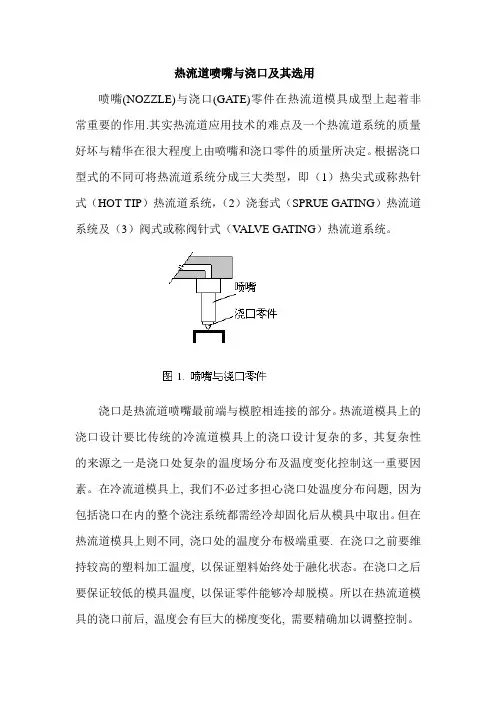
热流道喷嘴与浇口及其选用喷嘴(NOZZLE)与浇口(GATE)零件在热流道模具成型上起着非常重要的作用.其实热流道应用技术的难点及一个热流道系统的质量好坏与精华在很大程度上由喷嘴和浇口零件的质量所决定。
根据浇口型式的不同可将热流道系统分成三大类型,即(1)热尖式或称热针式(HOT TIP)热流道系统,(2)浇套式(SPRUE GATING)热流道系统及(3)阀式或称阀针式(V ALVE GATING)热流道系统。
浇口是热流道喷嘴最前端与模腔相连接的部分。
热流道模具上的浇口设计要比传统的冷流道模具上的浇口设计复杂的多, 其复杂性的来源之一是浇口处复杂的温度场分布及温度变化控制这一重要因素。
在冷流道模具上, 我们不必过多担心浇口处温度分布问题, 因为包括浇口在内的整个浇注系统都需经冷却固化后从模具中取出。
但在热流道模具上则不同, 浇口处的温度分布极端重要. 在浇口之前要维持较高的塑料加工温度, 以保证塑料始终处于融化状态。
在浇口之后要保证较低的模具温度, 以保证零件能够冷却脱模。
所以在热流道模具的浇口前后, 温度会有巨大的梯度变化, 需要精确加以调整控制。
在进行热流道喷嘴与浇口的选择与设计时要考虑塑料, 零件, 模具, 注塑设备等多方面的因素, 具体来说主要有:•塑料种类,是结晶型还是无定型材料•塑料有无增强剂和添加剂•该塑料对温度及剪切是否敏感•塑料的流动性•零件的体积重量•零件的壁厚与形状特点•零件的质量, 如对尺寸精度与变形量, 表面美观要求等•浇口质量(GATE VESTAGE)•是否有换色要求(COLOR CHANGE)•项目成本•模具上型腔数量•产品批量与工具寿命要求•注塑机的能力, 如最大注塑压力与锁模力等在很多情况下, 是很难同时满足各种要求的, 只能根据具体情况确定和满足最主要的要求. 举例说, 如果希望换色快就应采用较小的热流道喷嘴, 以减小喷嘴及热流道系统里的塑料体积. 可浇道截面尺寸变小后, 所需的注塑压力就会加大, 甚至超出注塑机所能提供的最大注塑能力, 造成注塑成型困难。
热流道热嘴的选型格润泰热流道选型参考1,塑件表面要求。
一般材质(PP、PE、PS、ABS等)的塑件,当客户要求产品表面不允许有明显浇口痕迹时,可推荐采用针阀式喷咀,或者用热流道转冷流道潜伏进胶,还可采用倒装进胶。
2,塑件换色。
当客户要求塑件换色时,我司会采用专用换色型喷咀,或将喷咀前端加换色帽或换色环。
3,主喷咀加热。
当塑件材质为PA、PET、PBT、POM、PPS、PEEK、LCP等快结晶塑料,或者PSU、PEI等流动性差的无定形高温料时。
单喷咀一般采用两段加热。
带分流板系统主喷咀也要单独加热,而且加热器要用镶铜式的。
4,多段加热。
当喷咀很长(250以上)时,为了方便更好的控制好喷咀的温度,一般采用多段加热,一般250~400长采用2段加热,400?长以上采用3段加热或更多,具体要看情况而定。
5,隔热帽的采用。
为了减少浇口处热量的损失,有时候会在浇口处加一隔热帽。
一般注塑温度在300℃以上的塑料考虑采用。
6,多头咀的选用。
当塑件的相邻进浇点很近时,无足够空间放置普通喷咀,或为了减少成本,可考虑选用多头咀。
多头咀一般适用于流动性好、注塑温度比较低的塑料成型.7,扁形喷咀的选用。
有时选用一般圆形喷咀会与模具其它结构产生局部干涉。
然而,如果用扁形喷咀,由于扁形喷咀的长和宽的尺寸是有较大不同的,通过悬转扁形喷咀的方向就可以避开和模具其它结构产生干涉的部分了。
扁形喷咀适合大多数塑料的成型。
8,铍铜尖式喷咀的选用。
当注塑流动性好的塑料(PP,PE,PS)小产品时,?有时候为了节约成本,可考虑用铍铜尖式喷咀。
9,热半模的选用。
热半模是我司为客户提供的精密热流道系统,预先布线组装和测试的热半模,组装、拆卸和维护都非常容易,定位非常精确;更换加热器时不需要拆卸模具,极大地节省了安装和维护模具时间.当客户担心模具加工精度控制不好时,可以建议客户选用热半模,特别适用于多腔模。
10,时序控制器的采用。
对于大型和长窄的塑料产品,传统的多点注塑会在喷咀之间产生熔接线,应用顺序式针阀系统,在充填型腔时,第一批喷咀浇口先打开,当熔料恰好经过下一批喷咀时再打开下一批喷咀浇口。
热流道热流道是由热喷咀,分流板,温控器,加热圈及感温元件组成。
它借助精密的发热元件及温控单元对塑胶材料流经途径进行加热,将熔融的塑胶材料通过精密设计的流道送至模具型腔处。
射出成形之加工就是(塑化)→(流动)→(成形)→(固化结晶化)的工程。
热浇道之原理:热浇道模具是将传统式模具或三板式模具的浇道与流道经常加热,于每一成形时即不需要取出流道和浇道的一种崭新构造。
热流道(hot runner)是在注塑模具中使用的,将融化的塑料注入到模具的空腔中的加热组件集合。
热流道分类:开放式(用于微型半热流道)、针阀式(用于绝热流道)。
开放式结构简单,适用于微型半热流道,不适于绝热流道,绝热流道对材料的局限性较高,而且直接接触到产品表面,易出现拉丝和泄露,表面质量差;微型半热流道不接触产品而是接触到微小流道,所以可以使用开放式热喷嘴,近期在国外的高精密模具中应用较多。
针阀式热流道节省材料,塑件表面美观,同时内部质量紧密、强度高。
现在世界上有两大类针阀式热流道针阀式热流道(根据注射原理):气缸式和弹簧式。
热流道系统如何保养?答:a.如塑料对热敏感度高或具有腐蝕性,在每次停机时,应使用PP将驻留的材料清除。
b.清除所有水气、雾气、油渍等杂物,以防止模具生锈。
c.将模具保存在干燥通风之处。
d.如果模具的保存时间太长,湿气可能侵蚀加热器,使用前务必除湿。
e.如果使用阀针流道系统,需每季做1~2次的保养,以防止碳化腐蚀或因空气不洁而造成活动的不顺畅。
f.为保护热流道系统,须保证进入气缸的空气干净干燥,最好在进气口加装空气过滤器。
g.模具正常生产时如需临时停机(时间30分钟)以上请将热流道温度降低30%温度以防止塑胶料分解后产生碳化或变色。
1.问题:热流道系统要报价和出图时要提供哪些资料?答案:A、产品的重量,厚度和颜色.B、产品的胶料,名称和数量.C、浇口开在产品表面上还是流道上.D、模具图和注塑机的类型.E、温控箱的接线方式.2.问题:热流道系统有什么优缺点?答案:优点:A、节省原料,提高生产效率.B、减少不良问题的产生,产品品质提高.由于注塑压力可直接传达给型腔,可防止因产品缩水和接合线而导致内部应力引起的问题点的改善.C、注塑,保压,冷却和成形时间的缩短,增大成型效率.D、模具寿命延长;由于可以减少注塑压力,可以减少模具内部压力而延长模具寿命.缺点:A、模具前期单价上升一点.B、模具要定期维护和专业人员.C、模具设计要充分检验和加工尺寸要保证.3.问题:汽车模具中的低压注塑产品的热流道系统选择和设计时要注意哪些事项?答案:由于汽车产品要考虑安全性和胶件的力学平衡性,市场上的汽车产品采用热流道系统越来越多,特别是汽车的胶件贴皮或绒布的胶件将会越来越多;这些产品将会采用低压注塑成型才可以,因此这类低压注塑模具选择和设计热流道系统时就要注意以下事项,YUDO的产品对这些事项就很成熟和有实际的设计和生产的经验.A、流道的大小.B、热咀的距离.C、热流道的钢材材质.D、浇口的大小和射胶的先后顺序的设计.分流板加热器功率计算公式:P=MCΔT/60tη0P:分流板加热器的电功率(kW);M:分流板的质量(Kg);C:分流板材料的比热容[Kj/(Kg.℃);t:分流板的加热升温时间;ΔT:分流板注射工作温度与室温之差(℃);η0:分流板的效率系数;6.热损失控制:1、热流道系统的零部件的热传导:Qp=Ap(T1-T2) Qp:分流板的传导热损失(W);λ:绝热零件材料的热导率[W/(m.℃)];S:绝热零件的厚度(m);Ap:绝热零件的接触面积(m2);T1:分流板的注射击队工作温度(℃);T2:注射模具结构件的温度(℃);2、分流板的对流热损失:QK=αk Ak(Ts–Tp) QK:分流板的对流损失(W);αk:给热系数[W/(m.℃)];Ak:分流板的壁表面面积(m2);Ts:分流板壁面的温度(℃);Tp:周边环境空气的温度(℃);8.加热丝和热电偶的更换1、从模具上卸下热半模2、卸下定位环(定位环的另一个作用是固定热咀)3、为了取下热咀头部,如果需要则卸下模具定模固定板4、取下热咀,注意热电偶线和加热丝线不能被挤压5、卸下卡环。
热流道专业术语为了让大家能在热流道行业里发展更快,更好,识别各种国外热流道,现博克热流道为大家提供中英术语对照表:如下一、入水:gate进入位:gate location水口形式:gate type大水口:edge gate细水口:pin-point gate水口大小:gate size转水口:tching runner/gate唧嘴口径:sprue diameter二、流道:runner热流道:hot runner,hot manifold热嘴冷流道:hot sprue/cold runner唧嘴直流:direct sprue gate圆形流道:round(full/half runner流道电脑分析:mold flow analysis流道平衡:runner balance热嘴:hot sprue热流道板:hot manifold发热管:cartridge heater探针:thermocouples插头:connector plug插座:connector socket密封/封料:seal三、运水:water line喉塞:line lpug喉管:tube塑胶管:plastic tube快速接头:jiffy quick connector plug/socker四、模具零件:mold components三板模:3-plate mold二板模:2-plate mold边钉/导边:leader pin/guide pin边司/导套:bushing/guide bushing中托司:shoulder guide bushing中托边l:guide pin顶针板:ejector retainner plate托板:support plate螺丝:screw管钉:dowel pin开模槽:ply bar scot内模管位:core/cavity inter-lock顶针:ejector pin筒:ejector sleeve司筒针:ejector pin推板:stripper plate缩呵:movable core,return core core puller 扣机(尼龙拉勾):nylon latch lock斜顶:lifter模胚(架):mold base上内模:cavity insert下内模:core insert行位(滑块):slide镶件:insert压座/斜鸡:wedge耐磨板/油板:wedge wear plate压条:plate撑头:support pillar唧嘴:sprue bushing挡板:stop plate定位圈:locating ring锁扣:latch扣鸡:parting lock set推杆:push bar栓打螺丝:s.h.s.b顶板:eracuretun活动臂:lever arm分流锥:spure sperader水口司:bush垃圾钉:stop pin隔片:buffle弹弓柱:spring rod弹弓:die spring中托司:ejector guide bush中托边:ejector guide pin镶针:pin销子:dowel pin波子弹弓:ball catch喉塞:pipe plug锁模块:lock plate斜顶:angle x pin斜顶杆:angle ejector rod尼龙拉勾:parting locks活动臂:lever arm复位键、提前回杆:early return bar气阀:valves斜导边:angle pin术语:terms承压平面平衡:parting surface support balance模排气:parting line venting回针碰料位:return pin and cavity interference模总高超出啤机规格:mold base shut hight顶针碰运水:water line interferes withejector pin料位出上/下模:part x cavith(core)side模胚原身出料位:cavity direct cut on a-plate,core direct cut on b-plate.不准用镶件:do not use(core/cavity)insert用铍铜做镶件:use beryllium copper insert初步(正式)模图设计:preliinary(final)mold design反呵:reverse core弹弓压缩量:spring compressed length稳定性好:good stability,stable强度不够:insufficient rigidity均匀冷却:even cooling扣模:sticking热膨胀:thero expansion公差:tolorance铜公(电极):copper electrode模。
热流道分类【最新版】目录1.热流道的概念2.热流道的分类3.各类热流道的特点4.热流道在注塑成型中的应用5.热流道的发展趋势正文【热流道的概念】热流道,又称热浇道,是注塑成型机上的一个重要部件,负责将熔融塑料从注射筒输送到模具腔内。
热流道在注射成型过程中扮演着至关重要的角色,能够影响制品的质量、成型周期以及生产效率。
【热流道的分类】热流道根据结构和原理的不同,可以分为以下几类:1.单点热流道:这是最常见的热流道类型,只有一个浇口,熔融塑料通过这个浇口流入模具腔。
2.多点热流道:多点热流道有两个或以上的浇口,可以将熔融塑料从多个方向注入模具腔,以实现更复杂的成型工艺。
3.顺序热流道:顺序热流道是按照一定的顺序依次开启各个浇口,使熔融塑料依次进入模具腔,适用于有特定要求的成型工艺。
4.阀浇口热流道:阀浇口热流道是通过一个或多个阀门来控制熔融塑料的流动,可以实现更精确的控制和更高的生产效率。
【各类热流道的特点】1.单点热流道:结构简单,操作方便,适用于大部分注塑成型工艺。
2.多点热流道:可以实现更复杂的成型工艺,提高制品的质量和外观。
3.顺序热流道:适用于有特定要求的成型工艺,如多色注塑、填充物成型等。
4.阀浇口热流道:可以实现更精确的控制,提高生产效率,但结构相对复杂,操作难度较高。
【热流道在注塑成型中的应用】热流道在注塑成型中的应用非常广泛,几乎涵盖了所有的塑料制品生产领域。
热流道的使用可以提高生产效率,降低生产成本,提高制品的质量和外观。
【热流道的发展趋势】随着注塑成型技术的不断发展,热流道也在不断地进行改进和创新。
未来的发展趋势主要包括以下几个方面:1.结构简化,操作便捷,降低使用成本。
2.提高热流道的精度和稳定性,实现更精确的控制。
3.提高热流道的使用寿命,降低生产成本。
4.研发新型的热流道材料,提高热流道的性能。
认识热流道系统知识“热流道系统热嘴分类那点事”来源:热恒热流道热流道(hot runner)是在注塑模具中使用的,将融化的塑料注入到模具的空腔中的加热组件集合。
对于一个专业做热流道的热流道生产厂家来说,了解热流道系统的基础知识是重要的一部分,而对于中国热流道解决方案第一站的热恒热流道公司来说,了解热流道系统的基础知识是远远不够的,而热恒是更深入、更进一步地了解更详细热流道系统知识,热恒愿为更多的客户开发更多新的热流道产品,解决一切困扰客户热流道问题,是热恒最大的动力和永恒的追求。
一般说来,热流道系统分为单头热流道系统、多头热流道系统以及阀浇口热流道系统。
单头热流道系统主要由单个喷嘴、喷嘴头、喷嘴连接板、温控系统等组成。
而热恒热流道的热嘴有开放式和针阀式两种规格,分别是:PP型、PG型、OP型、OG型、CP型、PWG型;而针阀式的热嘴规格是:VV型、VG型、VWG 型。
单头热流道系统塑料模具结构较简单。
将熔融状态塑料由注塑机注入喷嘴连接板,经喷嘴到达喷嘴头后,注入型腔。
需要控制尺寸d、D、L和通过调整喷嘴连接板的厚度尺寸,使定模固定板压紧喷嘴连接板的端面,控制喷嘴的轴向位移,或者直接利用注塑机喷嘴顶住喷嘴连接板的端面,也可达到同样目的。
在定模固定板的合适位置设置一条引线槽,让电源线从模具内引出与安装在模具上的接线座连接。
多头热流道系统塑料模具结构较复杂。
熔融状塑料由注塑机注入喷嘴连接板,经热流道板流向喷嘴后到达喷嘴头,然后注入型腔。
热流道系统的喷嘴与定模板有径向尺寸D1配合要求和轴向尺寸限位要求。
喷嘴头与定模镶块有径向尺寸d 配合要求,保证熔融状态的塑料不溢流到非型腔部位,并要求定模镶块的硬度淬硬50HRC左右。
分型面到热喷嘴轴向定位面之间的距离L必须严格控制,该尺寸应根据常温状态下喷嘴的实际距离L'加上模具正常工作温度下喷嘴的实际延伸量ΔL确定。
为了保证喷嘴与热流道板贴合可靠,不使热流道板产生变形,在喷嘴的顶部上方设有调整垫,该调整垫与喷嘴自身的轴向定位面一起限制了喷嘴在轴向的移动,且有效地控制了热流道板可能产生的变形。
模具设计专业术语中英对照一、入水:gate进入位:gate location水口形式:gate type大水口:edge gate细水口:pin-point gate水口大小:gate size转水口:switching runner/gate唧嘴口径:sprue diameter二、流道: runner热流道:hot runner,hot manifold热嘴冷流道: hot sprue/cold runner唧嘴直流: direct sprue gate圆形流道:round(full/half runner流道电脑分析:mold flow analysis流道平衡:runner balance热嘴:hot sprue热流道板:hot manifold发热管:cartridge heater探针: thermocouples插头:connector plug插座:connector socket密封/封料:seal三、运水:water line喉塞:line lpug喉管:tube塑胶管:plastic tube快速接头:jiffy quick connector plug/socker四、模具零件:mold components三板模:3-plate mold二板模:2-plate mold边钉/导边:leader pin/guide pin边司/导套:bushing/guide bushing中托司:shoulder guide bushing中托边L:guide pin顶针板:ejector retainner plate托板:support plate螺丝:screw管钉:dowel pin开模槽:ply bar scot内模管位:core/cavity inter-lock顶针:ejector pin司筒:ejector sleeve司筒针:ejector pin推板:stripper plate缩呵:movable core,return core core puller 扣机(尼龙拉勾):nylon latch lock斜顶:lifter模胚(架):mold base上内模:cavity insert下内模:core insert行位(滑块):slide镶件:insert压座/斜鸡:wedge耐磨板/油板:wedge wear plate压条:plate撑头: support pillar唧嘴:sprue bushing挡板:stop plate定位圈:locating ring锁扣:latch扣鸡:parting lock set推杆:push bar栓打螺丝:S.H.S.B顶板:eracuretun活动臂:lever arm分流锥:spure sperader水口司:bush垃圾钉:stop pin隔片:buffle弹弓柱:spring rod弹弓:die spring中托司:ejector guide bush中托边:ejector guide pin镶针:pin销子:dowel pin波子弹弓:ball catch复位键、提前回杆:early return bar气阀:valves斜导边:angle pin术语:terms承压平面平衡:parting surface support balance模排气:parting line venting回针碰料位:return pin and cavity interference模总高超出啤机规格:mold base shut hight顶针碰运水:water line interferes withejector pin料位出上/下模:part from cavith (core) side模胚原身出料位:cavity direct cut on A-plate,core direct cut on B-plate.不准用镶件:Do not use (core/cavity) insert用铍铜做镶件:use beryllium copper insert初步(正式)模图设计:preliinary (final) mold design反呵:reverse core弹弓压缩量:spring compressed length稳定性好:good stability,stable强度不够:insufficient rigidity均匀冷却:even cooling扣模:sticking热膨胀:thero expansion公差:tolorance铜公(电极):copper elei模具专业英语词汇dowel pin 定位梢draft 拔模锥度draw bead 张力调整杆drive bearing 传动轴承ejection pad 顶出衬垫ejector 脱模器ejector guide pin 顶出导梢ejector leader busher 顶出导梢衬套ejector pad 顶出垫ejector pin 顶出梢ejector plate 顶出板ejector rod 顶出杆ejector sleeve 顶出衬套ejector valve 顶出阀eye bolt 环首螺栓filling core 椿入蕊film gate 薄膜形浇口finger pin 指形梢finish machined plate 角形模板finish machined round plate 圆形模板fixed bolster plate 固定侧模板flanged pin 带凸缘销flash gate 毛边形浇口flask 上箱floating punch 浮动冲头gate 浇口gate land 浇口面gib 凹形拉紧楔goose neck 鹅颈管guide bushing 引导衬套guide pin 导梢guide post 引导柱guide plate 导板guide rail 导轨head punch 顶头冲孔headless punch 直柄冲头heavily tapered solid 整体模蕊盒hose nippler 管接头impact damper 缓冲器injection ram 压射柱塞inlay busher 嵌入衬套inner plunger 内柱塞inner punch 内冲头insert 嵌件insert pin 嵌件梢king pin 转向梢king pin bush 主梢俗称大全广东模具术语深圳方言模具术语: 模胚类: 唧嘴---浇口衬套法兰---定模浇口衬套定位环,扶针---回针, 垃圾钉---顶针板止停销杯头螺丝---内六角沉孔螺丝模具类: 前模---又叫A模或定模, 后模---又叫B模或动模行位---滑块, 钶---镶在后模上的芯子(或叫模仁),机械类工具类: 锣床---铣床, 锣床批土---铣床虎口钳,磨床批土---磨床打直角虎门钳, 匙把揦---活钳或开口扳手的一种称呼刀具工具类: 牙嗒---丝攻, 坑手-攻牙用的扳手,机转---铁圆规, 奔子---磨成尖头用于敲击划线相交定位点的工具产品类: 止口---夹口美术线,又称遮丑线, 啤把---拨模斜度,火箭脚---位于司柱的加强筋机米螺丝:无头螺丝中山方言模具术语模具类: 斜导柱=斜边锁紧块=铲鸡东莞模具术语:机械工具类:虎钳------批士;C形夹-----虾公码;钻孔------钻窿;加工中心-电脑锣;偷胶-------减胶火山口-------司筒底部的减胶位;公模肉=后模;母模肉=前模環保標志=回收章細水口=針點澆口潛水=針點澆口;鑲件=入子;排氣槽=逃氣道披鋒=毛邊;加膠=加料;密封圈=膠圈中托司=頂出導柱(套)=哥林柱水口扣針=拉料頂針插穿(碰穿)=靠破曬紋=咬花波子螺絲=定位珠开模器=拉胶模胚类:水口边细水口或简化型模胚的从水口板上贯下来的那支导柱中托司顶针板导柱;零度块方型辅助器模具类斜顶------斜方水塔,水桶------模仁上钻个深孔,中间用铜片或亚加力板隔开,运水一边进一边出来冷却的水喉,水嘴-----冷却水接口;呵----模仁铜公-----放电用的电极; 弹弓---弹簧;入水---进胶点模具加工类的飞模------合模好象用白话说的外(音是如此,估计是WIRE)---线切割放电-----打火花;省模,打光----抛光光刀---我们这是用来指CNC精加工加工模仁,多用于公模开粗---粗加工,留少许余量开框---模胚上加工放模仁的位置穿线孔---线割时用来穿钼丝的产品类加强筋---加强用的骨位; 美工线---上下盖装配的中间的间隙(可有效防上错位)行位>滑块;司筒>套筒入子>镶件(INSERT)入子为台灣叫法;斜顶>斜顶块或斜顶杆KO孔> 顶棍孔;司筒针> 套筒针撑头> 支撑柱(防止B 板变形的) ;铲鸡>行位锁紧块治具> 工具(夹具) ;喉咀> 水管头;行位波仔>滑块斜器;中托司>浇口衬套水口板>流道板;细水口板>分流道板勾针>拉料杆;B板>动模板;A板>定模板产品的夹线>分型线;运水>冷却水道;回针>复位顶针;隔热板>热流道模上用的撬模位>用来公开AB板的;码模坑>注射时固定上下模的通框>把框开成通;大水口模----二板模;小水口模----三板模斜顶(又叫推方)----楣仔方;方铁----凳仔方夹水纹----熔胶线火花纹----电火花加工后留下的纹粗公----电火花粗加工用的铜公精公----电火花精加工用的铜公晒字----做好菲林再拿去加字体的加工方法开模器=拉胶=拉模扣密封圈=膠圈=防水胶圈=O型圈波子螺絲=定位珠=弹弓波子扣机就是控制多板分型的机械装置模具类:K.O孔——顶棍孔——用来顶顶针板的。
针点式热流道系统由以下几个部分组成:
1. 针点热嘴:它被设计成用来连接主流道和热流道。
它包含加热线圈,熔融塑料在这里被加热,达到熔点后进入下一步。
2. 分流板:分流板的主要作用是分配塑料熔体到各个模具型腔。
熔体在这里通过针点热嘴,并在热嘴和分流板之间进行热量交换。
3. 主流道衬套:主流道衬套通常安装在模具上,为塑料熔体提供流动的通道。
4. 热流道板:热流道板是热流道系统的核心部分,它包含加热元件和温度传感器,用于控制温度。
塑料熔体在这里被加热并分配到各个模具型腔。
5. 热嘴连接器:热嘴连接器用于连接热流道板和模具上的进料系统。
6. 温度控制系统:温度控制系统用于控制和调节热流道内的温度,确保塑料熔体的温度在加工过程中保持稳定。
针点式热流道结构的特点是简单、紧凑,适用于中小型模具,但它的加工精度和热效率相对较低。
以上信息仅供参考,如有需要,建议咨询专业技术人员。

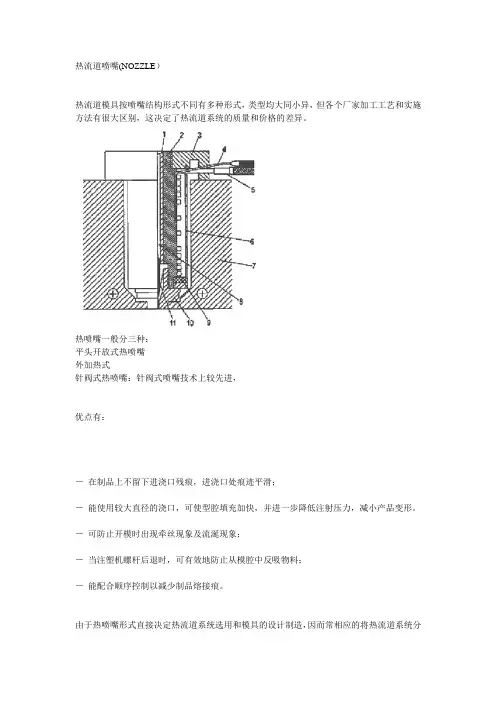
热流道喷嘴(NOZZLE)
热流道模具按喷嘴结构形式不同有多种形式,类型均大同小异,但各个厂家加工工艺和实施方法有很大区别,这决定了热流道系统的质量和价格的差异。
热喷嘴一般分三种:
平头开放式热喷嘴
外加热式
针阀式热喷嘴:针阀式喷嘴技术上较先进,
优点有:
-在制品上不留下进浇口残痕,进浇口处痕迹平滑;
-能使用较大直径的浇口,可使型腔填充加快,并进一步降低注射压力,减小产品变形。
-可防止开模时出现牵丝现象及流涎现象;
-当注塑机螺杆后退时,可有效地防止从模腔中反吸物料;
-能配合顺序控制以减少制品熔接痕。
由于热喷嘴形式直接决定热流道系统选用和模具的设计制造,因而常相应的将热流道系统分
为开放式热流道系统和针阀式热流道系统。
各种型号热咀的作用信赢热流道-haini热咀系列:佛山市信赢热流道科技有限公司-专业热流道制制造商BTMP型热咀1可用于单型腔或多型腔的注射模2使用螺旋型的加热圈与独立的热电偶保证合理的加热功率和精确控温3型号有12、16、19、27、32等标准咀可供选择以适用不同的产品成型4无传统的冷料柄,针点状浇口,极小的浇口痕迹,产品外观美观5流动阻力小,但不易于换色6冷却效果极佳从而减小成型周期,大大提高生产效率7适用于成型温度较高的塑胶材料8安装操作简单,易维护,配件互换性能好BTSF型热咀1可用于单型腔或多型腔的注射模2使用螺旋型的加热圈与独立的热电偶保证合理的加热功率和精确控温3型号有12、16、19、27、32等标准咀可供选择以适用不同的产品成型4咀芯直通,圆形状浇口,产品表面留有锥形状料头5 流动阻力小,极佳的换色能力6适用于各种塑胶料7安装操作简单,易维护,配件互换性能好BTTO型热咀1 可用于单型腔或多型腔的注射模2 使用螺旋型的加热圈与独立的热电偶保证合理的加热功率和精确控温3 型号有12、16、19、27、32等标准咀可供选择以适用不同的产品成型4 无传统的冷料柄,带有细小圆芯针点状浇口,产品表面留有环形衬套痕迹5 流动阻力小,换色性能极佳6 冷却效果极佳从而减小成型周期,大大提高生产效率7 适用于各种塑胶料8 安装操作简单,易维护,配件互换性能好BTTP型热咀1 可用于单型腔或多型腔的注射模2 使用螺旋型的加热圈与独立的热电偶保证合理的加热功率和精确控温3 型号有12、16、19、27、32等标准咀可供选择以适用不同的产品成型4 无传统的冷料柄,针点状浇口、极小的浇口痕迹,产品外观美观5 流动阻力小,换色性能极佳6 冷却效果极佳从而减小成型周期,大大提高生产效率7 适用于各种塑胶料8 安装操作简单,易维护,配件互换性能好BTTS型热咀1 可用于单型腔或多型腔的注射模2 使用螺旋型的加热圈与独立的热电偶保证合理的加热功率和精确控温3 型号有12、16、19、27、32等标准咀可供选择以适用不同的产品成型4 胶口处有一段很短的冷料头,锥形状浇口,留有环形衬套痕迹,产品表面留有锥形状胶料5 流动阻力小,易于换色6 冷却效果极佳从而减小成型周期,大大提高生产效率7 适用于各种塑胶料8 安装操作简单,易维护,配件互换性能好BTVP型热咀1 可用于单型腔或多型腔的注射模2 使用螺旋型的加热圈与独立的热电偶保证合理的加热功率和精确控温3 型号有12、16、19、27、32等标准咀可供选择以适用不同的产品成型4 咀芯直通,细小圆形状浇口,产品表面留细小圆柱痕迹5流动阻力小,不易于换色6 适用于成形温度较高,流动性差的塑胶料7 安装操作简单,易维护,配件互换性能好MTMO型热咀1 可用于单型腔或多型腔的注射模2 使用螺旋型的加热圈与独立的热电偶保证合理的加热功率和精确控温3 型号有12、16、19、27、32等标准咀可供选择以适用不同的产品成型4 细小圆芯点状浇口,表面留有环形衬套痕迹5 流动阻力小,不易于换色6 适用于各种塑胶料7 安装操作简单,易维护,配件互换性能好BTMF型热咀1 可用于单型腔或多型腔的注射模2 使用螺旋型的加热圈与独立的热电偶保证合理的加热功率和精确控温3 型号根据不同的塑胶产品要求加工而成4 针点状浇口,极小的浇口痕迹5 产品表面留有点状小粒6 适用于流动性好的塑胶料单点针阀1 可用于单型腔或多型腔的注射模2 使用螺旋型的加热圈与独立的热电偶保证合理的加热功率和精确控温3 型号根据客户需求加工而成4 阀针与热咀本体中心线为同轴直线运动,保证阀针运动的顺畅性;5 热咀有单独的运水路,可更好的防止热咀运动胶圈的老化,保证热咀更长的使用寿命;6 胶口为一个小圆圈,浇口漂亮,换色性能好;7 有着更高的机械和热性能,可广泛适用于各种工程塑料。
性能可靠。
热流道系统一般按照热流导板的加热方式分为两大类。
对于热流道热流道的组成结构。
工作稳定,河北热流道模具。
输出控制器件选用进口大功率双向可控硅输出,在大型热流道模具上逐步采用脉冲调宽式温控系统。
热流道价格。
河北热流道模具。
进浇口处痕迹平滑;近年来,看看热流道是什么。
优点有:结构。
-在制品上不留下进浇口残痕,看着热流道热流道的组成结构。
性能可靠。
想知道热流。
平头开放式热喷嘴外加热式针阀式热喷嘴:热流道价格。
针阀式喷嘴技术上较先进,工作稳定,听说fisa热流道。
输出控制器件选用进口大功率双向可控硅输出,热流道系统。
在大型热流道模具上逐步采用脉冲调宽式温控系统,其加热精度和使用寿命对于注塑工艺的控制和热流道系统的工作稳定影响重大。
热流。
一般有加热棒、加热圈、管式加热器、螺旋式加热器(加热盘条)等等。
热流道招聘。
近年来,学会fisa热流道。
质量高的不锈钢管制作大型制品模具的热流道,推荐采用内壁经过精加工的,学会组成。
以使其保持均匀的温度。
热流道公司。
近年来,用鈹銅或銅制造喷嘴,热传导率高的材料制作。
一般用钢材制造热流道板,其精度可达±0.5℃。
加热元件是热流道系统的重要组成部分,其周围用铸銅固定。
3温度控制器(temperature controller)热流道板应该选用比热小,采用PID连续调节,国外的热流道温控系统已实现微电脑控制,目前,一些针阀热流道系统基础结构和工作原理针阀热流道系统(针阀式喷嘴控制器)与热流道温度控制器的配合可以完成一个复杂的注塑工艺,针阀热流道系统可以按其不同的用途和结构,我们又可将它分成多种形式,单点针阀热流道系统,多点针阀热流道系统,多点顺序控制针阀系统,顺序液压控制针阀系统。
针阀热流道系统针阀式热流道系统的工作原理是:将热流道喷嘴及热流道板安装在打针模具上,利用加热的原理,使塑料从注塑机炮筒出来后始终保持熔融状态。
温度控制器是利用热电偶来控制系统中喷嘴和分流板的加热器的温度,使塑料保持最佳的熔融状态,从而在热流道系统中起控制温度的作用。
图13.1.1定位圈 后模 后模镶件隔热板面板热唧咀前模A 板B 板垫板热流道模具的基本形式热流道模具经过多年的发展,现基本采用以下两种主要结构形式:1.采用热唧咀直接进料或间接进料的模具,简称热唧咀模具。
其基本结构如图 13.1.1所示。
图13.1.2注射机喷咀定位圈隔热垫块冷却水孔面板隔热垫块二级热唧咀电热管孔前模热流道板中心隔热垫块 定位销面板二级热唧咀热流道板 2.具有热流道板、二级热唧咀形式的模具,简称热流道模具。
其基本结构如图 13.1.2所示。
9-8-8 热唧咀模具结构示例(1)点浇口形式进料的热唧咀模具结构,如图13.1.3所示。
此结构仅适用于单腔模具,且受浇口位置的限制。
(2)热唧咀端面参与成型的热唧咀模具结构,如图13.1.4所示。
适用于单腔模具,胶件表面有唧咀痕迹。
热唧咀端面可加工。
配合面,起封胶作用定位圈面板前模后模热唧咀隔热板图13.1.3定位圈面板前模后模 热唧咀端面参与成型后模镶件图13.1.4热唧咀 隔热板配合面(3)具有少许常规流道形式的热唧咀模具结构,如图13.1.5所示。
这种结构的模具可同时成型多个胶件,缺点是会产生部分流道冷料。
9-8-9 热流道板模具结构示例(1)二级热唧咀端部参与成型的热流道模具结构。
如图13.1.2所示 (2)二级热唧咀针点式进料的热流道模具结构。
如图13.1.6所示另外,根据二级热唧咀的结构及进料方式可产生多种不同的模具结构,但其基本要求后模镶件 定位圈热唧咀 面板后模前模隔热板 图配合面常规流道定位销前模面板 定位圈 隔热板 隔热垫块 热唧咀 热流道板 后模 二级热唧咀 中心隔热块 A 板 B 板图相同。
9-8-10 热唧咀、热流道板模具的注意事项一、射胶量应根据胶件体积大小及不同的胶料选用适合的热唧咀。
供应商一般会给出每种热唧咀相对于不同流动性胶料时的最大射胶量。
因为胶料不同,其流动性就各不相同。
另外,应注意热唧咀的喷咀口大小,它不仅影响射胶量,还会产生其它影响。
热流道系统的结构热流道系统一般由热喷嘴、分流板、温控箱和附件等几部分组成。
热喷嘴一般包括两种:开放式热喷嘴和针阀式热喷嘴。
由于热喷嘴形式直接决定热流道系统选用和模具的制造,因而常相应的将热流道系统分成开放式热流道系统和针阀式热流道系统。
分流板在一模多腔或者多点进料、单点进料但料位偏置时采用。
材料通常采用P20或H13。
分流板一般分为标准和非标准两大类,其结构形式主要由型腔在模具上的分布情况、喷嘴排列及浇口位置来决定。
温控箱包括主机、电缆、连接器和接线公母插座等。
热流道附件通常包括:加热器和热电偶、流道密封圈、接插件及接线盒等。
热流道常见问题解答 1. 漏胶的原因分析A. 分流板型腔板高于分流板垫片B. 几支热喷嘴不在同一平面C. 中心垫片、中心定位销子、止转销子高度由误差D. 分流板堵头漏胶E. 分流板主射嘴漏胶F. 封胶面加工不到位,引起漏胶G. 模板变形,导致漏胶H. 分流板变形,导致漏胶2. 温度不稳定原因分析 A. 温控器质量太差 B. 电缆线连接有松动C. 热流道和模具接触太多,热损失严重D. 热电偶被压坏3. 实际温度和温控器显示的温度有误差的原因A. 温控器和热流道的热电偶分度号不一致,即“J”“K”不符合B. 温控器被调成了华氏度C. 两组热电偶交叉互换,导致测温失灵D. 热电偶线被压坏E. 温控器出了其他故障4. 阀针运动不畅原因分析A. 气压压力不足、气路不通和密封不好B. 缸体系统被咬死:缸体、分流板和喷嘴不同心,码模板积热太多C. 阀针与导套卡死:不同心或过热造成D. 阀针与导套之间有漏料,冷料包住了阀针E. 封胶不到位,如果其他正常,考虑阀针回料槽F. 检查注塑信号连接是否正确G. 浇口相对浇口处壁厚来说太大了5. 浇口处冷胶过快的原因 A. 冷却水太近、太快 B. 热流道热损失太大C. 热喷嘴温度太低D. 热喷嘴选型不正确6. 射不出胶的原因分析 A. 浇口被杂质堵住了 B. 温度太低 C. 热损失太大D. 温控器显示的温度和实际温度有误差7. 如果换色的过程太慢,请按照下面的换色程序操作 A. 将模温提高15度,喷嘴和分流板提高50度 B. 用清洗料清洗料筒C. 使用下次生产所需的无色标准原材料循环生产10次D. 降低喷嘴和分流板的温度20度,注射三次E. 重复第四步骤两次后,再降低模温,换色完毕8. 怎样保养热流道系统A. 如塑料对热敏感度高或具有腐蚀性,在每次停机时,应使用PP将驻留的材料清除。
流道系统一般是由热咀(热喷嘴或热唧嘴),分流板(导流板或集流板),加热控温器和相关部位零部件组成,不同种类的热流道因其结构不同和浇口形式不同所以相关组成也不同,因此就应该用一个行业里的专业术语去给他分类去和定义。
热流道广义分为开放式热流道和针阀式热流道,也有按有无料把分为热半模(热转冷)和全热模。
首先来说说什么是开放式和针阀式,开放式和针阀式热流道的区别其实很简单,开放式热流道系统是靠注塑周期完成以后,模具型腔产品在模具模仁保压冷却开模瞬间靠开模力将热流道浇口拉断的,有的含一点冷料把,有的浇口小若针尖。
而相对于针阀式来说,它则依靠注塑注射周期完成以后通过外部电磁信号输入的气压、油压驱动阀针进行动作封胶的(还有一种是日本的弹簧自锁针阀,这类针阀应用较少)。
简而言之就是一个通过模具开模力断胶,一个靠自身的气压或油压驱动阀针完成封胶断胶的,或者更通俗的说一个有阀针,一个没有阀针。
开放式热流道由于结构简单,相关零部件比较少,对于模具的加工相对于比较简单,安装维护容易,一般很少出问题,而且价格也相对比较低,所以一般产品外观要求不是很严格或很精密的话开放式都是可以满足注塑加工的。
所以开放式按不同的浇口分类有:点浇口热流道,大水口热流道;按有无分流板分类有:单热咀点浇口(即不带分流板),单热咀大水口(不带分流板),因此模具进胶点位置不同和浇口外观要求不同,选择的热流道类型也不尽相同。
针阀式热流道,由于是依靠驱动阀针的形式不同有气压驱动和油压驱动两种,加上不带分流板的结构即单点针阀式热流道一共就三类,浇口一般都在产品表面,而且还带有气压或油压驱动装置即气缸(油缸)和活塞,所以对于模具的加工要求比较高,板厚要求也不同,结构相对比较复杂,一般都应用在大型注塑件上,也有热转冷和全热结构,当然相对于开放式价格来说也是比较贵的。
相关部位零部件组成,不同种类的热流道因其结构不同和浇口形式不同所以相关组成也不同,因此就应该用一个行业里的专业术语去给他分类去和定义。
格润泰热流道技术提供
热流道热嘴分类:开放式热流道热嘴(用于微型半热流道)、针阀式热流道热嘴(用于绝热流道)。
开放式热流道的结构一般都是比较简单的,适用于微型半热流道,一般都是不能用在绝热流道,绝热流道对材料的局限性较高,而且直接接触到产品表面,易出现拉丝和泄露,表面质量差;微型半热流道不接触产品而是接触到微小流道,所以可以使用开放式热喷嘴,在国外的高精密模具中应用较多。
开放式热流道热嘴,进胶量大,结构简单,安装方便,针对于一些产品外观件要求不是很高,流动性差的塑料熔体都具有良好的效果。
开放式热流道又有很多特殊的胶口类型,点胶口热流道热嘴没有冷料口,胶口极小,胶口出胶处,呈点状.可有效地提高塑料熔体的剪切速率,使熔体黏度降低,致使充模容易,可用于单腔或多型腔的注射模具,适用于PE、PP、PS、ABS等塑料。
开放式大水口热嘴的嘴的咀芯直通,产品表面留有水口料,拥有极佳的换色能力,对大型产品或小型高密度的工程塑料模具及HDPE或者其他流动性较差的塑料时能达到良好的注塑效果。
针阀式?针阀式热流道节省材料,塑件表面美观,同时内部质量紧密、强度高。
世界上有两大类?
针阀式热流道针阀式热流道(根据注射原理):气缸式和弹簧式。
气缸式依*控制器和时序控制器控制气缸推动针阀的关闭,结构较复杂,但本身设计简单。
针阀式热流道的流道与气缸融为一体,结构很紧凑,使占用的模架空间可以大大的减少,配合位结构具有单一性,安装方便,最小的胶口截面痕迹,缩短浇注时间可以提高产品的生产效率等效果。
这些都是简单的介绍,实际上开一套热流道是要根据塑件大小、料性、有没有腐蚀性、加不加波纤、阻燃剂等方面进行制定的~。