P92 新型耐热钢焊接接头力学性能研究及其工程应用
- 格式:pdf
- 大小:723.15 KB
- 文档页数:6
Pa)
料
奥 A 焊接接头
322.5
347
高温 600℃
林
康 A 焊接接头
310
339
高温 610℃
伯 T 焊接接头
309
333
乐 高温 600℃
蒂 T 焊接接头
308
330
森 高温 610℃
高温短时性能的试验数据结果均在图 1 和图 2 所示 P92 钢母材的范围内,焊接工艺评定焊接 接头高温短时拉伸性能合格。
焊 接 接 头 焊 缝 和 母 材 取 样 化 学 成 分 符 合 3.2 焊接接头金相组织(见图 4) ASTM A335 对 P92 钢的技术条件要求。
(a)母材区 回火马氏体 500×
b)焊缝区 粗大的回火马氏体 500×
(c)细晶区 回火马氏体 500×
(d)粗晶区 回火马氏体 500×
图 4 焊接接头金相组织
This is tria3l0 version
超(超)临界锅炉用钢及焊接技术协作网第二次论坛大会论文集
焊条直径。 2.7 焊后热处理
3 焊接接头性能试验结果及分析
焊接试件焊后冷却至 90℃±10℃,保温 2h, 焊后热处理参数为 760℃±10℃×6.0h,升降温速 度不超过 120℃/h。
3.5 焊接接头常温弯曲性能试验 P92 钢焊接工艺评定的常温侧弯性能试验的
弯轴直径按照 DL/T868-2004《焊接工艺评定规 程》要求为试样厚度的 4 倍,弯曲角度为 180°。 试验数据结果为 T、A 两组焊接接头侧弯试样受
拉侧均未发现超标缺陷。 3.6 焊接接头常温冲击试验
表 7 常温冲击试验结果(试验温度 20℃)
图 3 坡口形状及尺寸 2.5 焊前预热及层间温度控制
预热升温速度不超过 130℃/h。TIG 焊前预热 参数 150℃×1h,层间温度控制在 150℃~250℃; SMAW 预热参数 200℃×1h,层间温度控制在 200 ℃~300℃。 2.6 焊接工艺参数
TIG 焊两层,工艺参数见表 3。SMAW 采用 小线能量、多层多道、直道焊,焊接线能量控制 在 12kJ/㎝~20kJ/㎝,每层填充金属厚度不超过
AL1、AL3 690、695 A 焊接接头上层、断母材
AL2、AL4 700、680 A 焊接接头下层、断母材
常温拉伸结果显示,所有焊接接头常温拉伸
试样均断在熔合线以外的母材上,A335P92 钢的 抗拉强度规定最小值为 620MPa,而采用伯乐蒂 森焊接材料焊制的试件焊接接头常温抗拉强度
最小值为 665MPa,采用奥林康焊接材料焊制的 试件焊接接头常温抗拉强度最小值为 680MPa, 均满足电力行业标准 DL/T868-2004《焊接工艺评 定规程》对试件抗拉强度的要求。
3.3 焊接接头硬度检验 (见表 5)
P92 焊接接头焊缝硬度符合 DL/T868-2004
表 5 焊接接头各区域硬度检验结果
《焊接工艺评定规程》标准且满足 ASTM 对母材
母材 (HB)
热影响区 (HB)
焊缝 (HB)
热影响区 (HB)
母材 (HB)
硬度不超过 HB250 的技术要求。 3.4 焊接接头常温拉伸试验结果
1.1 P92 钢的化学成分 与 P91 钢相比,P92 钢加入了 1.5%~2.0%的
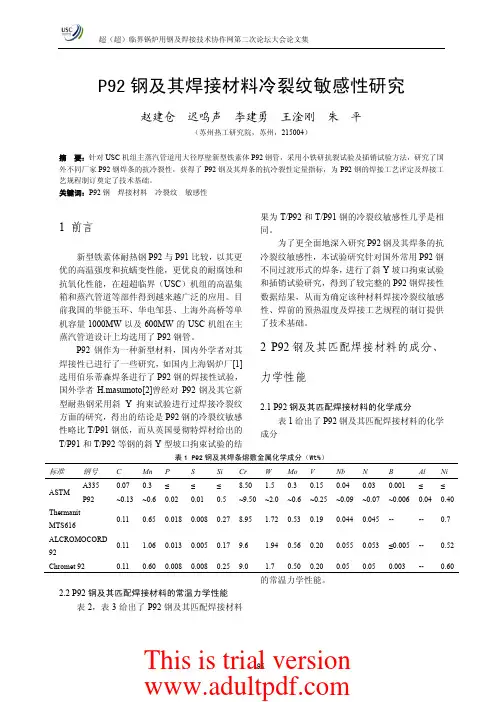
W 元素,将 Mo 的含量降至 0.3%~0.6%,以达到 调整铁素体-奥氏体元素之间的平衡,并加入了微 量合金元素硼,化学成分见表 1,力学性能见表 2。
表 1 P92 钢化学成分(Wt%)
标准 钢号 C Mn P S Si Cr W Mo V Nb N
0 前言
1 P92 钢的成分、性能与焊接性
P92 钢是新型铁素体耐热钢,具有高的持久 强度和蠕变性能,可用于超超临界机组高温、高 压主蒸汽管道等部件,其焊接接头性能的优劣直 接关系到机组能否安全可靠运行。本文在对伯乐 蒂森和奥林康两种焊接材料的 P92 钢管焊接接头 的常温和高温性能研究的基础上,总结了该钢 焊接及热处理工艺要点,为 P92 钢在我国超超临 界机组成功应用提供了技术支持。
超(超)临界锅炉用钢及焊接技术协作网第二次论坛大会论文集
P92 新型耐热钢焊接接头力学性能研究 及其工程应用
赵建仓 1 王淦刚 1 赵 军 2 杨晓东 3 迟鸣声 1 甄佳威 3 李建勇 1 朱 平 1 刘非凡 4 杨 富 5
(1 苏州热工研究院有限公司,江苏苏州 215004;2 安徽电建二公司,安徽淮南 232000; 3 吉林省昊宇石化电力设备制造有限公司,吉林市 132000;
典型冲击断口电镜扫描照片见图 5。常温冲 击试样断口起裂源区均为细小等轴韧窝,扩展区 为解理+少量细小韧窝形貌,最后断裂区为变形 拉长韧窝,韧窝大小、数量、第二相质点、变形 程度以及解理形貌有所不同。
(a) 宏观冲击断口形貌
(b) 起裂源区韧窝形貌
(c) 扩展区解理+少量细小韧窝形貌
(d)最后断裂区韧窝形貌
4 焊接及焊后热处理工艺规范对接
4.3 焊接线能量 焊接线能量对焊接接头的组织晶粒度和室
温韧性有明显的影响。而影响焊接线能量的主要 因素是焊接电流和焊接速度。要求小线能量焊 接,但由于 P92 是高合金钢,熔池铁水粘度大、 流动性差,不可将焊接电流降得过低,否则易造 成未熔合、夹渣等缺陷。焊接线能量的选择应同 时考虑焊接工艺质量、外观成型质量和接头的使 用性能。应在保证熔池铁水流动性良好、熔池清 晰和熔合良好的前提下控制焊接线能量。现场具 有可操作性的方法是通过控制焊层厚度和焊道 宽度来控制焊接线能量,且相对较薄的焊层可使 后一层焊道对前一层焊道的回火效应更明显。本 次试验焊层厚度接近所用焊材直径,焊接线能量 保持在 12kJ/㎝~20kJ/㎝,保证焊接接头具有良好 的韧性。 4.4 热处理规范
212
212
237
210
211
This is tria3l1 version
超(超)临界锅炉用钢及焊接技术协作网第二次论坛大会论文集
表 6 焊接接头常温拉伸试验结果
抗拉强度 Rm 试样编号
(MPa)
备注
TL1、TL3 665、695 T 焊接接头上层、断母材
TL2、TL4 675、695 T 焊接接头下层、断母材
表 3 TIG 打底焊工艺参数
钨极型号及规格
焊层 序号
焊接 电流 (A)
电弧 电压 (V)
焊接速度 (mm/min)
正面保护 氩气流量 (L/min)
背面保护充 氩气流量(L/min)
WCe-2.0
1
70~120 9~12
60~80
10~15
25~30
Φ2.5mm
2
80~120 9~12 80~100
手工钨极氩弧焊(TIG)打底,手工焊条电 弧焊(SMAW)填充、盖面。 2.3 焊接材料
分别选择伯乐蒂森与奥林康两种焊接材料
施 焊 , TIG 焊 打 底 时 选用 规 格 为 Φ2.0mm 的 FLUXOTIG 92 焊 丝 和 规 格 为 Φ 2.4mm 的 Thermanit MTS616 焊丝;SMAW 填充、盖面采 用 ALCROMOCORD 92 和 Thermanit MTS616 焊 条,规格为Φ2.5 mm、Φ3.2 mm、Φ4.0 mm。 2.4 坡口型式
优点,焊接冷裂纹倾向大为降低。但该钢用作主
蒸汽管道时壁厚较大,管系的柔性相对较差。焊
接接头刚度过大或氢含量控制不够严格,焊接残
余应力较大,焊接热循环条件下冷却速度控制不
当易导致淬硬马氏体组织形成,以上一种或几种
因素作用有可能产生冷裂纹,因此 P92 钢仍有一
定的冷裂倾向。 1.5 P92 钢的焊接热影响区软化
焊接材料 奥林康
组别 A 焊缝 A 热影响区
平均 Akv(J) 58 148
伯乐蒂森
T 焊缝 T 热影响区
49.7 140.7
P92 钢焊接接头常温冲击试验结果显示,各 组冲击功平均值均高于 41J,冲击试样单值和均 值均符合相关技术要求,因此认为蒂森和奥林康 两种焊接材料的 P92 钢焊接接头冲击韧性均合 格。
1.3 P92 钢高温力学性能
弥散析出的铌、钒、碳、氮化合物和高度细化的 晶粒,W 元素的存在更加剧了焊缝韧性的降低, 目前手工电弧焊技术还无法使这种钢的焊缝韧 性达到与母材相当的水平。
2 P92 焊接工艺评定试验
2.1 试件材质和规格
图 1 P92 材料屈服强度与温度的关系曲线
ASTM A335P92 , 规 格 为 Φ 355.6mm × 48mm,单节管长度为 150mm,共 4 节。 2.2 焊接方法
10~15
15~20
3.1 成分分析(见表 4)
表 4 P92 钢母材及焊缝化学成分(Wt%)
元素 编号
C
S
N
Si Mn
P
Cr Mo Ni V
Al
W Nb
M 母材 0.12 0.0040 0.047 0.35 0.44 0.018 9.08 0.40 0.40 0.16 0.0022 1.66 0.044 A 接头 0.11 0.0057 0.037 0.20 1.04 0.013 8.98 0.58 0.39 0.23 0.0004 1.70 0.056 T 接头 0.11 0.0069 0.037 0.23 1.04 0.013 9.37 0.59 0.40 0.24 0.0008 1.72 0.056
4 山东电建一公司,山东济南 250000;5 中国电力企业联合会 北京市 100761)
摘 要:针对 USC 机组主蒸汽管道用大径厚壁新型铁素体 P92 钢管,研究了国外不同型号焊接材料焊制的 P92 钢焊接 接头的性能,为 P92 钢的焊接工艺评定及其工程焊接工艺规程制订奠定了技术基础。 关键词:P92 钢 焊接接头 性能研究 工程应用
料
奥 A 焊接接头
322.5
347
高温 600℃
林
康 A 焊接接头
310
339
高温 610℃
伯 T 焊接接头
309
333
乐 高温 600℃
蒂 T 焊接接头
308
330
森 高温 610℃
高温短时性能的试验数据结果均在图 1 和图 2 所示 P92 钢母材的范围内,焊接工艺评定焊接 接头高温短时拉伸性能合格。
焊 接 接 头 焊 缝 和 母 材 取 样 化 学 成 分 符 合 3.2 焊接接头金相组织(见图 4) ASTM A335 对 P92 钢的技术条件要求。
(a)母材区 回火马氏体 500×
b)焊缝区 粗大的回火马氏体 500×
(c)细晶区 回火马氏体 500×
(d)粗晶区 回火马氏体 500×
图 4 焊接接头金相组织
This is tria3l0 version
超(超)临界锅炉用钢及焊接技术协作网第二次论坛大会论文集
焊条直径。 2.7 焊后热处理
3 焊接接头性能试验结果及分析
焊接试件焊后冷却至 90℃±10℃,保温 2h, 焊后热处理参数为 760℃±10℃×6.0h,升降温速 度不超过 120℃/h。
3.5 焊接接头常温弯曲性能试验 P92 钢焊接工艺评定的常温侧弯性能试验的
弯轴直径按照 DL/T868-2004《焊接工艺评定规 程》要求为试样厚度的 4 倍,弯曲角度为 180°。 试验数据结果为 T、A 两组焊接接头侧弯试样受
拉侧均未发现超标缺陷。 3.6 焊接接头常温冲击试验
表 7 常温冲击试验结果(试验温度 20℃)
图 3 坡口形状及尺寸 2.5 焊前预热及层间温度控制
预热升温速度不超过 130℃/h。TIG 焊前预热 参数 150℃×1h,层间温度控制在 150℃~250℃; SMAW 预热参数 200℃×1h,层间温度控制在 200 ℃~300℃。 2.6 焊接工艺参数
TIG 焊两层,工艺参数见表 3。SMAW 采用 小线能量、多层多道、直道焊,焊接线能量控制 在 12kJ/㎝~20kJ/㎝,每层填充金属厚度不超过
AL1、AL3 690、695 A 焊接接头上层、断母材
AL2、AL4 700、680 A 焊接接头下层、断母材
常温拉伸结果显示,所有焊接接头常温拉伸
试样均断在熔合线以外的母材上,A335P92 钢的 抗拉强度规定最小值为 620MPa,而采用伯乐蒂 森焊接材料焊制的试件焊接接头常温抗拉强度
最小值为 665MPa,采用奥林康焊接材料焊制的 试件焊接接头常温抗拉强度最小值为 680MPa, 均满足电力行业标准 DL/T868-2004《焊接工艺评 定规程》对试件抗拉强度的要求。
3.3 焊接接头硬度检验 (见表 5)
P92 焊接接头焊缝硬度符合 DL/T868-2004
表 5 焊接接头各区域硬度检验结果
《焊接工艺评定规程》标准且满足 ASTM 对母材
母材 (HB)
热影响区 (HB)
焊缝 (HB)
热影响区 (HB)
母材 (HB)
硬度不超过 HB250 的技术要求。 3.4 焊接接头常温拉伸试验结果
1.1 P92 钢的化学成分 与 P91 钢相比,P92 钢加入了 1.5%~2.0%的
W 元素,将 Mo 的含量降至 0.3%~0.6%,以达到 调整铁素体-奥氏体元素之间的平衡,并加入了微 量合金元素硼,化学成分见表 1,力学性能见表 2。
表 1 P92 钢化学成分(Wt%)
标准 钢号 C Mn P S Si Cr W Mo V Nb N
0 前言
1 P92 钢的成分、性能与焊接性
P92 钢是新型铁素体耐热钢,具有高的持久 强度和蠕变性能,可用于超超临界机组高温、高 压主蒸汽管道等部件,其焊接接头性能的优劣直 接关系到机组能否安全可靠运行。本文在对伯乐 蒂森和奥林康两种焊接材料的 P92 钢管焊接接头 的常温和高温性能研究的基础上,总结了该钢 焊接及热处理工艺要点,为 P92 钢在我国超超临 界机组成功应用提供了技术支持。
超(超)临界锅炉用钢及焊接技术协作网第二次论坛大会论文集
P92 新型耐热钢焊接接头力学性能研究 及其工程应用
赵建仓 1 王淦刚 1 赵 军 2 杨晓东 3 迟鸣声 1 甄佳威 3 李建勇 1 朱 平 1 刘非凡 4 杨 富 5
(1 苏州热工研究院有限公司,江苏苏州 215004;2 安徽电建二公司,安徽淮南 232000; 3 吉林省昊宇石化电力设备制造有限公司,吉林市 132000;
典型冲击断口电镜扫描照片见图 5。常温冲 击试样断口起裂源区均为细小等轴韧窝,扩展区 为解理+少量细小韧窝形貌,最后断裂区为变形 拉长韧窝,韧窝大小、数量、第二相质点、变形 程度以及解理形貌有所不同。
(a) 宏观冲击断口形貌
(b) 起裂源区韧窝形貌
(c) 扩展区解理+少量细小韧窝形貌
(d)最后断裂区韧窝形貌
4 焊接及焊后热处理工艺规范对接
4.3 焊接线能量 焊接线能量对焊接接头的组织晶粒度和室
温韧性有明显的影响。而影响焊接线能量的主要 因素是焊接电流和焊接速度。要求小线能量焊 接,但由于 P92 是高合金钢,熔池铁水粘度大、 流动性差,不可将焊接电流降得过低,否则易造 成未熔合、夹渣等缺陷。焊接线能量的选择应同 时考虑焊接工艺质量、外观成型质量和接头的使 用性能。应在保证熔池铁水流动性良好、熔池清 晰和熔合良好的前提下控制焊接线能量。现场具 有可操作性的方法是通过控制焊层厚度和焊道 宽度来控制焊接线能量,且相对较薄的焊层可使 后一层焊道对前一层焊道的回火效应更明显。本 次试验焊层厚度接近所用焊材直径,焊接线能量 保持在 12kJ/㎝~20kJ/㎝,保证焊接接头具有良好 的韧性。 4.4 热处理规范
212
212
237
210
211
This is tria3l1 version
超(超)临界锅炉用钢及焊接技术协作网第二次论坛大会论文集
表 6 焊接接头常温拉伸试验结果
抗拉强度 Rm 试样编号
(MPa)
备注
TL1、TL3 665、695 T 焊接接头上层、断母材
TL2、TL4 675、695 T 焊接接头下层、断母材
表 3 TIG 打底焊工艺参数
钨极型号及规格
焊层 序号
焊接 电流 (A)
电弧 电压 (V)
焊接速度 (mm/min)
正面保护 氩气流量 (L/min)
背面保护充 氩气流量(L/min)
WCe-2.0
1
70~120 9~12
60~80
10~15
25~30
Φ2.5mm
2
80~120 9~12 80~100
手工钨极氩弧焊(TIG)打底,手工焊条电 弧焊(SMAW)填充、盖面。 2.3 焊接材料
分别选择伯乐蒂森与奥林康两种焊接材料
施 焊 , TIG 焊 打 底 时 选用 规 格 为 Φ2.0mm 的 FLUXOTIG 92 焊 丝 和 规 格 为 Φ 2.4mm 的 Thermanit MTS616 焊丝;SMAW 填充、盖面采 用 ALCROMOCORD 92 和 Thermanit MTS616 焊 条,规格为Φ2.5 mm、Φ3.2 mm、Φ4.0 mm。 2.4 坡口型式
优点,焊接冷裂纹倾向大为降低。但该钢用作主
蒸汽管道时壁厚较大,管系的柔性相对较差。焊
接接头刚度过大或氢含量控制不够严格,焊接残
余应力较大,焊接热循环条件下冷却速度控制不
当易导致淬硬马氏体组织形成,以上一种或几种
因素作用有可能产生冷裂纹,因此 P92 钢仍有一
定的冷裂倾向。 1.5 P92 钢的焊接热影响区软化
焊接材料 奥林康
组别 A 焊缝 A 热影响区
平均 Akv(J) 58 148
伯乐蒂森
T 焊缝 T 热影响区
49.7 140.7
P92 钢焊接接头常温冲击试验结果显示,各 组冲击功平均值均高于 41J,冲击试样单值和均 值均符合相关技术要求,因此认为蒂森和奥林康 两种焊接材料的 P92 钢焊接接头冲击韧性均合 格。
1.3 P92 钢高温力学性能
弥散析出的铌、钒、碳、氮化合物和高度细化的 晶粒,W 元素的存在更加剧了焊缝韧性的降低, 目前手工电弧焊技术还无法使这种钢的焊缝韧 性达到与母材相当的水平。
2 P92 焊接工艺评定试验
2.1 试件材质和规格
图 1 P92 材料屈服强度与温度的关系曲线
ASTM A335P92 , 规 格 为 Φ 355.6mm × 48mm,单节管长度为 150mm,共 4 节。 2.2 焊接方法
10~15
15~20
3.1 成分分析(见表 4)
表 4 P92 钢母材及焊缝化学成分(Wt%)
元素 编号
C
S
N
Si Mn
P
Cr Mo Ni V
Al
W Nb
M 母材 0.12 0.0040 0.047 0.35 0.44 0.018 9.08 0.40 0.40 0.16 0.0022 1.66 0.044 A 接头 0.11 0.0057 0.037 0.20 1.04 0.013 8.98 0.58 0.39 0.23 0.0004 1.70 0.056 T 接头 0.11 0.0069 0.037 0.23 1.04 0.013 9.37 0.59 0.40 0.24 0.0008 1.72 0.056
4 山东电建一公司,山东济南 250000;5 中国电力企业联合会 北京市 100761)
摘 要:针对 USC 机组主蒸汽管道用大径厚壁新型铁素体 P92 钢管,研究了国外不同型号焊接材料焊制的 P92 钢焊接 接头的性能,为 P92 钢的焊接工艺评定及其工程焊接工艺规程制订奠定了技术基础。 关键词:P92 钢 焊接接头 性能研究 工程应用