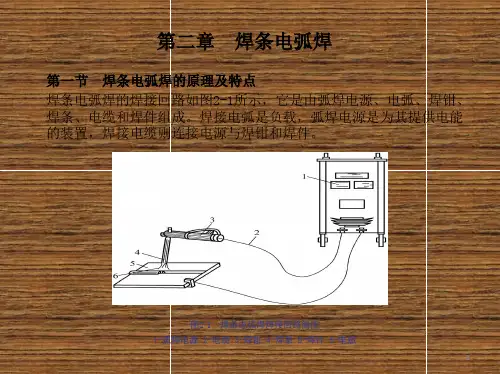
焊条电弧焊的设备与工具
- 格式:doc
- 大小:434.00 KB
- 文档页数:5
电弧焊设备工具及功能嘿,朋友们!今天咱就来唠唠电弧焊设备工具那些事儿。
你说这电弧焊啊,就好比是咱手里的一把神奇魔法棒!那电焊机,不就是这魔法的源头嘛。
它就像个大力士,源源不断地提供着能量,让焊条和焊件之间能擦出奇妙的火花。
焊条呢,那可是关键角色呀!就像个小战士,勇敢地冲在前面,和焊件来一场激烈的“战斗”。
不同的焊条有不同的脾气和本领呢,有的适合焊接厚钢板,有的则擅长对付薄金属片。
你可别小瞧了它,选对焊条,那焊接质量可就有保障啦!还有那焊钳,紧紧地握住焊条,就像我们的手紧紧抓住心爱的东西一样。
它把焊条送到该去的地方,让焊条能在合适的位置发挥作用。
再说说那防护用具吧,面罩、手套啥的。
这面罩啊,就像是我们的超级盾牌,保护我们的眼睛不被那耀眼的电弧光伤害。
你想想,要是没有它,那眼睛得多难受啊!手套呢,让我们能稳稳地抓住焊件,还能防止烫伤,多贴心呀!电弧焊的时候,那场面可热闹啦!噼里啪啦的声音,四溅的火花,就像一场小型的烟花表演。
但可别光顾着看“热闹”,得认真对待每一个细节呀!就像做饭一样,火候、调料都得恰到好处,焊接也一样,电流大小、焊接速度都得把握好。
电流大了,可能就会把焊件给烧穿了;电流小了呢,又焊不牢。
这不是跟炒菜盐放多放少一个道理嘛!而且啊,焊接可不是随随便便就能干好的活儿。
得有耐心,得细心,还得有那么一点点的艺术感。
焊缝要平整、美观,这可不是随便糊弄就能行的。
咱再想想,要是大桥的钢梁焊接不牢固,那多危险啊!要是家里的金属架子焊接得歪歪扭扭,那多难看呀!所以说呀,这电弧焊设备工具可都是宝,咱得好好珍惜,好好利用它们。
总之呢,电弧焊设备工具就像是一个小小的世界,里面充满了奇妙和挑战。
只要我们用心去探索,去尝试,就能在这个世界里创造出属于我们自己的精彩!怎么样,是不是觉得很有意思呀?赶紧去试试吧!。
电弧焊的辅助设备及常用工具为了保证焊接过程的顺利进行,保障焊工安全,电弧焊时,焊工必须备有各种工具和附具。
一、电焊钳电焊钳的作用是夹住焊条和传导电流,焊钳的构造如图3-12所示,主要由上下钳口、弯臂、弹簧、直柄、胶布手柄及固定销等组成。
焊钳的构造好坏,对焊接质量影响很大,对此电焊钳的要求是:导电性能好、重量轻、夹住焊条要牢以及装换焊条方便等。
常用电焊钳的型号及规格如表3-4所列,其导电部分用紫铜制成,焊钳的外壳均用胶布粉压制的绝缘罩壳保护,共中上下钳口的罩壳用绝缘耐热的纤维塑料压制而成,电焊钳依靠弹簧的弹力,牢固地夹住焊条。
二、焊接电缆焊接电缆的作用是传导焊接电流,对焊接电缆有下列要求:(1)—般要求使用紫铜软线,并具有一定的截面积和足够的导电能力。
(2)要容易弯曲和柔软性好,便于爆工操作,减低劳动强度。
(3)绝缘性良好,以免产生短路而损坏电焊机。
电焊机采用两根焊接电缆,一根接到电焊钳上,另一根接到焊件上。
连接焊件的电缆也可用金属板代替,但与电焊机接线柱的连接必须采用一根较短的电缆,然后再与具有足够导电截面的金属板连接,以保证良好导电。
焊接电缆的长度应根据工作时的具体情况选定,但不要过长。
电缆的截面积大小应根据焊接电流大小决定,如表3-5所列。
二、面罩及护目玻璃面罩的作用是保护焊工的面部,免受强烈的电弧光和金属飞溅的灼伤。
面罩有手持式和头戴式两种形式,如图3-13所示,是常用的的面罩。
另外在特殊工作环境中,如通风不畅通,焊接密封容器内部时,则通常选用封闭送风式面罩(图3-14)和输气式全封闭面眾(阁3-15),从而保护焊工不受有害气体及光的损害。
面罩是由轻而坚韧的深褐色或暗红色纤维纸板制成。
在面罩的正面有安置护目玻璃片的铁框,内有弹簧钢片压住护目玻璃,起固定作用。
1.护目玻璃片也称黑玻璃,用来减弱电弧光的强度,而且还过滤了红外线和紫外线。
焊接时焊工通过护目玻璃观察熔池情况,掌握焊接过程而不会使眼睛受弧光灼伤。
焊条电弧焊的组成1. 介绍焊条电弧焊是一种常用的金属焊接方法,通过电弧的高温作用将焊条和工件熔化并连接在一起。
本文将详细介绍焊条电弧焊的组成。
2. 组成部分焊条电弧焊主要由以下几个组成部分构成:2.1 焊机焊机是焊条电弧焊的核心设备,用于产生所需的电流和电压。
一般来说,焊机由变压器、整流器和控制系统等部分组成。
•变压器:将输入的交流电转换为所需的低电压高电流输出。
•整流器:将交流电转换为直流电,以提供稳定的电弧。
•控制系统:用于调节输出的电流和电压,以满足不同工件和焊接要求。
2.2 焊枪焊枪是连接到焊机输出端的手持设备,用于传递电流和控制焊接过程。
它包括手柄、触发器、导线和喷嘴等部分。
•手柄:提供握持和操作便利性。
•触发器:控制电流的开关,通过按下触发器来开始和停止焊接。
•导线:将电流从焊机传递到焊条和工件。
•喷嘴:用于集中和保护电弧,同时冷却焊接区域。
2.3 焊条焊条是焊接过程中所使用的填充材料。
它由金属芯和外层药皮组成。
•金属芯:提供所需的填充材料,常见的金属芯有钢、铝、镍等。
•药皮:覆盖在金属芯表面,包含药剂和涂层,用于改善焊接性能和保护焊缝。
2.4 辅助设备除了上述主要组成部分外,还有一些辅助设备可以提高焊条电弧焊的效率和质量。
•焊接面具:用于保护焊工的眼睛免受强光和火花的伤害。
•手套、围裙等个人防护装备:用于保护焊工的身体免受火花和热量的伤害。
•冷却系统:用于冷却焊枪、喷嘴等部件,防止过热损坏。
•气体保护装置:用于提供惰性气体保护焊缝,防止氧化和污染。
3. 工作原理焊条电弧焊的工作原理如下:1.焊机产生所需的电流和电压。
2.通过焊枪的导线将电流传递到焊条和工件之间。
3.当触发器按下时,电流通过焊条形成电弧。
4.电弧的高温熔化了焊条和工件表面,形成熔池。
5.熔池冷却后形成焊缝,将工件牢固地连接在一起。
4. 应用领域焊条电弧焊广泛应用于以下领域:•建筑:用于连接钢结构、桥梁、管道等。
•船舶制造:用于船体、船板等的连接和修复。
弧焊的种类及工具弧焊是一种常用的金属焊接方法,它利用电弧的热量将焊条或焊丝加热至熔化状态,从而将两个或多个金属部件连接在一起。
弧焊广泛应用于工业制造、建筑、船舶、汽车制造等领域。
本文将介绍不同种类的弧焊及其工具。
一、手工电弧焊手工电弧焊是一种常见的弧焊方式,它需要焊工手持焊枪,根据需要将焊枪移动到不同的焊接位置。
手工电弧焊适用于焊接较小的部件或在狭小的空间内进行焊接。
手工电弧焊的主要工具包括焊枪、电源、焊接电缆、焊接材料等。
二、气体保护焊气体保护焊是一种利用惰性气体(如氩气)或活性气体(如二氧化碳)来保护焊接区域的弧焊方法。
这种方法可以减少氧气、水蒸气和其他杂质对焊接区域的影响,从而提高焊接质量。
气体保护焊主要包括TIG焊和MIG焊。
TIG焊需要手持焊枪进行焊接,而MIG 焊需要焊枪与自动供丝机结合使用。
气体保护焊的主要工具包括焊机、气瓶、气体流量计、焊接电缆、焊接材料等。
三、手工埋弧焊手工埋弧焊是一种将焊丝埋在焊接区域下方进行焊接的方法。
这种方法可以减少气体保护焊中气体流量的需求,从而降低了成本。
手工埋弧焊的主要工具包括焊机、焊接电缆、焊接材料等。
四、自动埋弧焊自动埋弧焊是一种将焊丝埋在焊接区域下方进行焊接的方法,但是焊接过程由机器自动完成。
这种方法适用于大规模生产或对焊接精度要求较高的领域。
自动埋弧焊的主要工具包括焊接机器人、焊接电缆、焊接材料等。
五、等离子弧焊等离子弧焊是一种利用等离子体产生高热的弧焊方法。
等离子体可以在高温下熔化金属,从而实现焊接。
等离子弧焊的主要工具包括等离子弧焊机、气瓶、气体流量计、焊接电缆、焊接材料等。
六、电渣重熔焊电渣重熔焊是一种利用电流产生的热量将焊丝熔化的方法。
这种方法适用于焊接大型部件或进行重型装备的维修。
电渣重熔焊的主要工具包括焊机、焊接电缆、焊接材料等。
弧焊是一种重要的金属焊接方法。
不同种类的弧焊适用于不同的焊接需求,需要根据实际情况选择合适的方法和工具。
常用焊条电弧焊电源及焊条电弧焊其他设备和工具弧焊变压器1. 300型弧焊变压器1)BX3—(调节方法:粗调节:改变一、二次侧接线方法(接法Ⅰ或接法Ⅱ)125A 40~接法Ⅰ:空载电压75V,焊接电流调节范围为400A ~60V,焊接电流调节范围为115接法Ⅱ:空载电压细调节:转动手柄改变一、二次侧绕组的间距;间距增大,漏磁增加,焊接电流减小。
315型弧焊变压器BX1(2)—(铁芯外移,调节方法:转动手柄,移动铁芯,改变漏磁。
漏磁减小,电流增大;铁芯内移,漏磁减大,电流减小;)380A~调节范围:焊接电流调节范围为60接线方法:一次侧绕组两部分串联与电源连接;二次侧绕组两部分并联与焊接回路连接。
2.弧焊整流器弧焊整流器有硅弧焊整流器、晶闸管弧焊整流器、晶体管弧焊整流器等。
晶闸管弧焊整流器以其优异的性能已逐步代替了弧焊发电机和硅弧焊整流器,成为目前一种主要的直流弧焊电源。
)硅弧焊整流器:以硅二极管为整流元件1(.等—400常用型号:ZXG—160、 ZXG 2)晶闸管弧焊整流器:(晶闸管弧焊整流器是一种电子控制的弧焊电源,以晶闸管为整流元件,以获得所需的外特性及焊接参数(电流、电压)的调节。
性能优于硅整流弧焊电源,已成为一种主要的直流弧焊电源。
主要由三相降压变压器、三相晶闸管整流器、输出电抗器、电子控制线路等部分组成,其基本原理方框图如图所示630 400、— ZX5ZX5ZX5常用型号:—250 、—弧焊逆变器3.将直流转变为交流的变换称为逆变,实现这种变换的装置称为逆变器。
为焊接电弧提供电能,并具有弧焊方法所要求性能的逆变器,即为弧焊逆变器或称为逆变式弧焊电源。
各类逆变式逆变式弧焊电源已应用于多种焊接方法,逐步成为更新换代的重要产品弧焊逆变器的变流过程是:工频交流直流高、中频交流降压交流并再次变成直流,必要时再把直流变成矩形波交流。
因而在弧焊逆变器中可采用三种逆变体制。
(1)AC-DC-AC(2) AC-DC-AC-DC(3) AC-DC-AC-DC-AC(矩形波)多采用第二种系统,因此,可以把弧焊逆变器称为逆变式弧焊整流器。
焊条电弧焊与电弧切割范本焊条电弧焊与电弧切割是金属加工中常用的焊接和切割工艺。
下面就这两种工艺进行详细介绍:一、焊条电弧焊焊条电弧焊是一种利用电弧熔化金属焊缝两侧的熔融电极和基体金属的焊接方法。
焊条电弧焊的特点是灵活性强、操作简单、设备投资较低,因此在工业生产中得到广泛应用。
1. 焊条电弧焊的原理焊条电弧焊的原理是利用电弧产生高热,使焊条和被焊件的交点达到高温,熔化被焊金属并形成一定形状的焊缝。
在焊接过程中,焊条的焊芯被电弧熔化,形成金属熔池,同时焊条的涂层会释放出熔渣,用于保护焊缝,并提供所需的合金元素。
2. 焊条电弧焊的设备焊条电弧焊的设备主要包括焊机、焊条、焊接工具和防护设备。
焊机用于产生焊接所需的电弧,焊条是焊接的填充材料,焊接工具用于操控焊条和焊缝的形状,防护设备则用于保护焊工的安全。
3. 焊条电弧焊的应用焊条电弧焊广泛应用于汽车制造、船舶建造、桥梁建设、石油化工、钢结构制造等领域。
它可以用于焊接不同种类的金属材料,如低碳钢、合金钢、不锈钢、铜、铝等。
二、电弧切割电弧切割是利用电弧加热金属,在氧化剂的作用下使金属氧化并形成氧化物,再通过气体喷吹将氧化物吹散,从而实现对金属材料的切割。
1. 电弧切割的原理电弧切割是利用电弧在金属表面产生高温,使金属受热膨胀,然后在氧化剂的作用下使金属氧化,并通过气体喷吹将氧化物喷散。
电弧切割过程中,电弧的能量主要用于熔化切割缝内的金属,并将金属氧化成气体。
气体经过喷吹口带走切割缝内的金属氧化物,实现对金属的切割。
2. 电弧切割的设备电弧切割的设备主要包括电弧切割机、电弧割炬、切割工具和防护设备。
电弧切割机用于产生切割所需的电弧,电弧割炬是电弧切割的工具,切割工具用于操控电弧和切割缝的形状,防护设备则用于保护操作人员的安全。
3. 电弧切割的应用电弧切割广泛应用于金属加工行业中的不同领域,如钢结构制造、汽车制造、船舶建造等。
它可以切割各种金属材料,包括低碳钢、合金钢、不锈钢等。
第三节焊条电弧焊与电弧切割设备的基本结构和工作原理图3—6焊机分类焊条电弧焊所用焊机按电源的种类可分为交流弧焊机和直流弧焊机两大类。
其中直流弧焊机按变流的方式不同又分为:弧焊整流器、逆变弧焊机和旋转式直流弧焊发电机(现已淘汰)等。
每一类型的焊机根据原理和结构特点又可分为多种型式,具体见图3—6一、交流弧焊机(一)结构交流弧焊机的三个类别的结构分别如图3—7~图3—9所示。
图3—7 BX1—330交流弧焊机1—初级绕组;2、3—次级绕组;4—动铁芯;5—静铁芯;6—接线板;7—摇把图3—8 BX2—500型(同体式)焊机结构示意图1—固定铁心2—初级绕组3—次级绕组4—电抗线圈5—活动铁心图3—9 BX3—300型(动圈式)焊机结构示意图1—初级线圈2—次级线圈3—铁心(二)工作原理目前应用最广泛的“动铁式”交流焊机如图3—7所示。
它是一个结构特殊的降压变压器,属于动铁芯漏磁式类型。
焊机的空载电压为60~70V。
工作电压为30V,电流调节范围为50~450A。
铁芯由两侧的静铁芯5和中间的动铁芯4组成,变压器的次级绕组分成两部分,一部分紧绕在初级绕组1的外部,另一部分绕在铁芯的另一侧。
前一部分起建立电压的作用,后一部分相当于电感线圈。
焊接时,电感线圈的感抗电压降使电焊机获得较低的工作电压,这是电焊机具有陡降外特性的原因。
引弧时,电焊机能供给较高的电压和较小的电流,当电弧稳定燃烧时,电流增大,而电压急剧降低;当焊条与工件短路时,也限制了短路电流。
焊接电流调节分为粗调、细调两档。
电流的细调靠移动铁芯4改变变压器的漏磁来实现。
向外移动铁芯,磁阻增大,漏磁减小,则电流增大,反之,则电流减少。
电流的粗调靠改变次级绕组的匝数来实现。
该电弧焊机的工作条件为应在海拔不超过1000m,周围空气温度不超过+40℃、空气相对湿度不超过85%等条件下使用,不应在有害工业气体、水蒸汽、易燃、多灰尘的场合下工作。
二、直流弧焊机(一)结构由于整流或直流弧焊机与直流弧焊发电机比较,因没有机械旋转部分,具有噪音小,空载损耗小、效率高、成本低和制造维护简单等优点。
焊条电弧焊设备的使用与维护方法1、焊条电弧焊电源的使用环境电弧焊机应尽可能放在通风良好、干燥、无腐蚀介质、不靠近高温和粉尘不多的地方,对于弧焊整流器,还要特别注意对其的保护和冷却。
2、弧焊电源的外部连接弧焊电源通过电源线、开关与供电网路连接,同时通过焊接电缆与焊把、工件连接时称为外部接线。
(1)弧焊电源有两排接线柱,一排较细,它与供电网络连接,接线时注意电压数值和相数应与弧焊电源铭牌上标注的要求相一致,否则有可能烧毁焊机。
另一排接线较粗,只有两个接线柱,与焊接电缆连接、直流电源的接线柱有正、负极之分,供使用时选择。
(2)正确选择电源线、开关等。
电源线应采用耐压500V重型橡胶套电缆,导线截面面积为额定输入电流值除以5~10A/mm2,如果是铝芯导线截面面积应增大1.6偌,并略有余量。
电源开关有刀开关、封闭式开关熔断器组和低压断路器3种,额定电压为500V,额定电流大于或等于弧焊电源额定一次输入电流,熔丝的额定电流应与开关一致。
焊接电缆应采用细铜丝绞成的橡胶套电缆,截面面积按4~10A/mm2选择。
(3)弧焊电源外壳必须牢靠地接地,注意不能用接零来代替接地,接地线的截面面积应>6mm2。
3、弧焊电源的串联和并联有时为了满足焊接工作的需要,将同一厂家生产的相同型号的弧焊电源串联使用可得到两偌的空载电压,并联使用可得到两偌的额定焊接电流,但要注意每台焊机的焊接电流应大致相等。
此外,直流电源有正、负极之分,外部接线不能搞错,弧焊电源的串、并联如下图所示。
▲弧焊电源的串、并联a)弧焊电源的并联b)弧焊电源的串联4、接法应符合规定一次绕组的电压和接法必须与铭牌的规定相符,线的直径要合适。
在几台焊接电源情况下,接线时要考虑三相负载的平衡。
一次侧线上必须有开关及熔断器,熔丝额定电流要合适,确实能起到防止过载的作用。
焊条电弧焊电源的一次侧线、熔断器及封闭式开关熔断器组开关的选用见下表。
焊条电弧焊电源一次侧线、熔断器及封闭式开关熔断器组的选用5、弧焊电源使用程序(1)开机:接通电源开关→合上弧焊电源的开关→调节电流或变换极性→试焊→焊接。
焊条电弧焊工艺一、引言焊条电弧焊是一种常用的金属焊接方法,广泛应用于制造业、建筑业等领域。
本文将介绍焊条电弧焊的工艺流程、设备和技术要点,以及常见的应用领域。
二、焊条电弧焊的工艺流程1. 准备工作:清洁焊接表面,去除油污和氧化物,确保焊接接头的质量;2. 选择焊条:根据焊接材料和工件的要求,选择适合的焊条;3. 调整电流:根据焊接材料和焊条的规格,调整焊机电流;4. 焊接接头:将焊条的一段固定在焊枪上,保持一定的角度,将焊条与工件接触,并依次进行焊接;5. 焊接完成后,修整焊缝并进行清理。
三、焊条电弧焊的设备1. 焊机:焊机是焊条电弧焊的核心设备,其主要功能是提供所需的电流和电压;2. 焊枪:焊枪连接焊机和焊条,通过控制焊枪的位置和角度来完成焊接操作;3. 焊条:焊条是焊接的填充材料,根据不同的焊接材料和应用领域选择不同的焊条;4. 防护设备:焊接过程中需要佩戴防护面具、焊手套等防护设备,以保护人身安全。
四、焊条电弧焊的技术要点1. 焊接电流和电压的选择:根据焊接材料和焊条的规格,选择合适的电流和电压,以保证焊接质量;2. 焊接速度:控制焊接速度,避免焊接过快或过慢造成焊缝质量不佳;3. 焊接角度:保持焊条与工件的一定角度,控制焊枪的位置,以确保焊接质量;4. 焊接温度:控制焊接温度,避免过高或过低造成焊缝质量不佳;5. 焊接顺序:根据焊接接头的形状和要求,选择合适的焊接顺序,以保证焊接质量。
五、焊条电弧焊的应用领域焊条电弧焊广泛应用于以下领域:1. 制造业:焊条电弧焊用于制造各种金属制品,如汽车、机械设备等;2. 建筑业:焊条电弧焊用于建筑结构的连接和修复,如钢结构的焊接、焊接钢筋等;3. 能源行业:焊条电弧焊用于能源设备的制造和维修,如石油管道的焊接、核电设备的焊接等;4. 船舶制造业:焊条电弧焊用于船舶的制造和修复,如船体的焊接、船舶管道的焊接等。
六、总结焊条电弧焊是一种常用的金属焊接方法,通过调整焊机电流和电压、控制焊接速度和角度等技术要点,可以实现高质量的焊接。
焊条电弧焊的设备与工具
焊条电弧焊的电源设备分三类:包括交流电弧焊变压器、直流弧焊电源、逆变弧焊电源。
1.对焊条电弧焊电源设备的要求
焊条电弧焊时,欲获得优良的焊接接头,首先要使电弧稳定地燃烧。
决定电弧稳定燃烧的因素很多,如电源设备、焊条成分、焊接规范及操作工艺等,其中主要的因素是电源设备。
焊接电弧在起弧和燃烧时所需要的能量,是靠电弧电压和焊接电流来保证的,为确保能顺利起弧和稳定地燃烧。
要求:
(1)焊接电源在引弧时,应供给电弧以较高的电压(但考虑到操作人员的安全,这个电压不宜太高,通常规定该空载电压在50-90伏)和较小的电流(几个安培);引燃电弧、并稳定燃烧后,又能供给电弧以较低的电压(16-40伏)和较大的电流(几十安培至几百安培)。
电源的这种特性,称为陡降外特性。
(2)焊接电源还要满足可以灵活调节焊接电流,以满足焊接不同厚度的工件时所需的电流。
此外,还应具有好的动特性。
2.交流弧焊电源
交流弧焊电源是一种特殊的降压变压器,它具有结构简单、噪音小、价格便宜、使用可靠、维护方便等优点。
交流弧焊电源分动铁式和动圈式两种。
BX1-300型动铁式弧焊机是目前用得较广的一种交流弧焊机,其外形如图1所示。
交流弧焊机可将工业用的电压(220V或380V)降低至空载60~70V、电弧燃烧时的20~35V。
它的电流调节通过改变活动铁心的位置来进行。
具体操作方法是借转动调节手柄,并根据电流指示盘将电流调节到所需值。
动圈式弧焊电源则通过变压器的初级和次级线圈的相对位置来调节焊接电流的大小。
图1 BX1-330交流弧焊机
1-电流指示盘 2-调节手柄(细调电流) 3-接地螺钉
4-焊接电源两极(接工件和焊条) 5-线圈抽头(粗调电流)
图2 BX3型动圈式弧焊变压器示意图
1-调节手柄 2-调节螺杆 3-主铁心
4-可动次级线圈 5-初级线圈
3.直流弧焊电源
直流弧焊电源输出端有正、负极之分,焊接时电弧两端极性不变。
弧焊机正、负两极与焊条、焊件有两种不同的接线法:将焊件接到弧焊机正极,焊条接至负极,这种接法称正接,又称正极性;反之,将焊件接到负极,焊条接至正极,称为反接,又称反极性。
焊接厚板时,一般采用直流正接,这是因为电弧正极的温度和热量比负极高,采用正接能获得较大的熔深。
焊接薄板时,为了防止烧穿,常采用反接。
在使用碱性低氢钠型焊条时,均采用直流反接。
图3 直流弧焊机的不同极性接法
1)旋转式直流弧焊机
旋转式直流弧焊机是由一台三相感应电动机和一台直流弧焊发电机组成,又称弧焊发电机。
图4所示是旋转式直流弧焊机的外形。
它的特点是能够得到稳定的直流电,因此,引弧容易,电弧稳定,焊接质量较好。
但这种直流弧焊机结构复杂,价格比交流弧焊机贵得多,维修较困难,使用时噪音大。
现在,这种弧焊机已停止生产正在淘汰中。
图4 直流弧焊机
2)整流式直流弧焊机
整流式直流弧焊机的结构相当于在交流弧焊机上加上整流器,从而把交流电变成直流电。
它既弥补了交流弧焊机电弧稳定性不好的缺点,又比旋转式直流弧焊机结构简单,消除了噪音。
它己逐步取代旋转式直流弧焊机。
3) 逆变式弧焊变压器:
逆变是指将直流电变为交流电的过程。
它可通过逆变改变电源的频率,得到想要的焊接波形。
其特点是:
提高了变压器的工作频率,使主变压器的体积大大缩小,方便移动;提高了电源的功率因数;有良好的动特性;飞溅小,可一机多用,可完成多种焊接。
其原理框图如下:
图5 逆变电源的基本原理框图。